Effect of Roller Quenching on Microstructure and Properties of 300 mm Thickness Ultra-Heavy Steel Plate

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Material and Experimental Procedure
2.1. Experimental Material
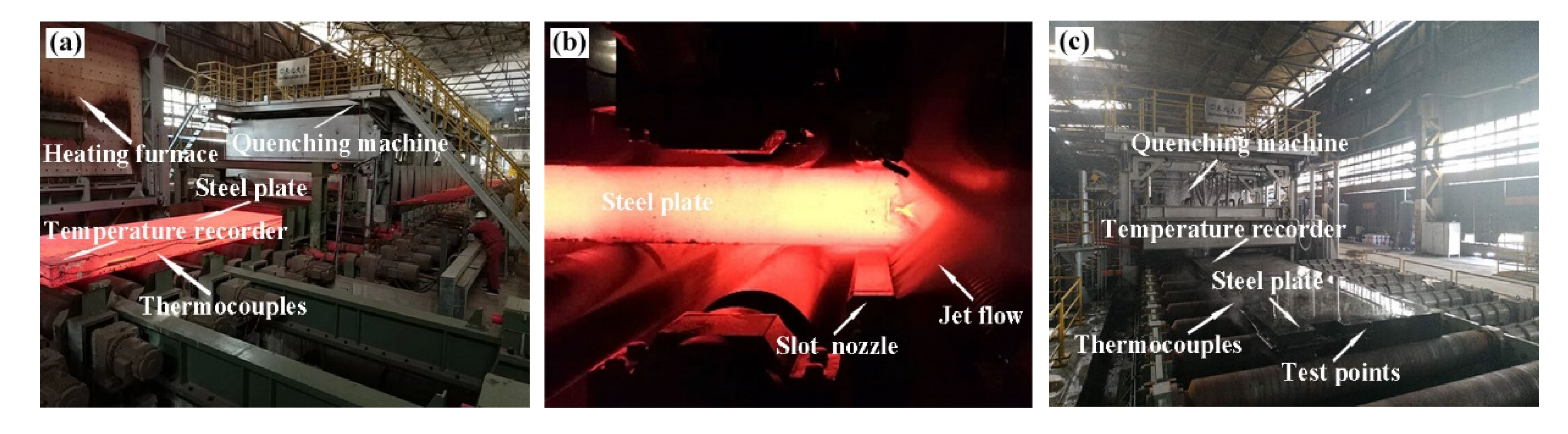
2.2. Experimental Device and Parameters
2.3. Microstructural Characterization
2.4. Mechanical Properties Characterization
3. Results and Discussion
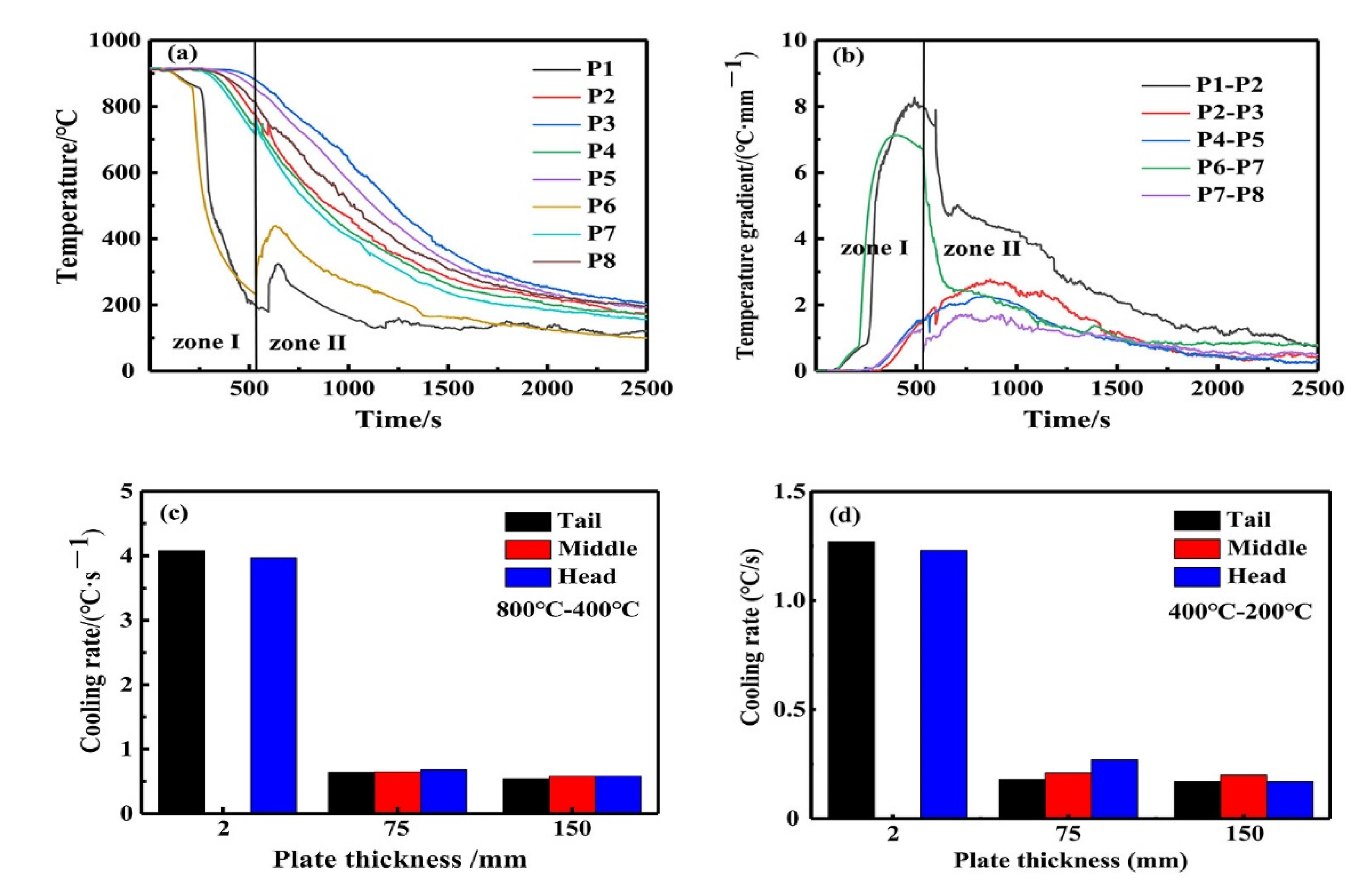
3.1. Analysis of Cooling Curve
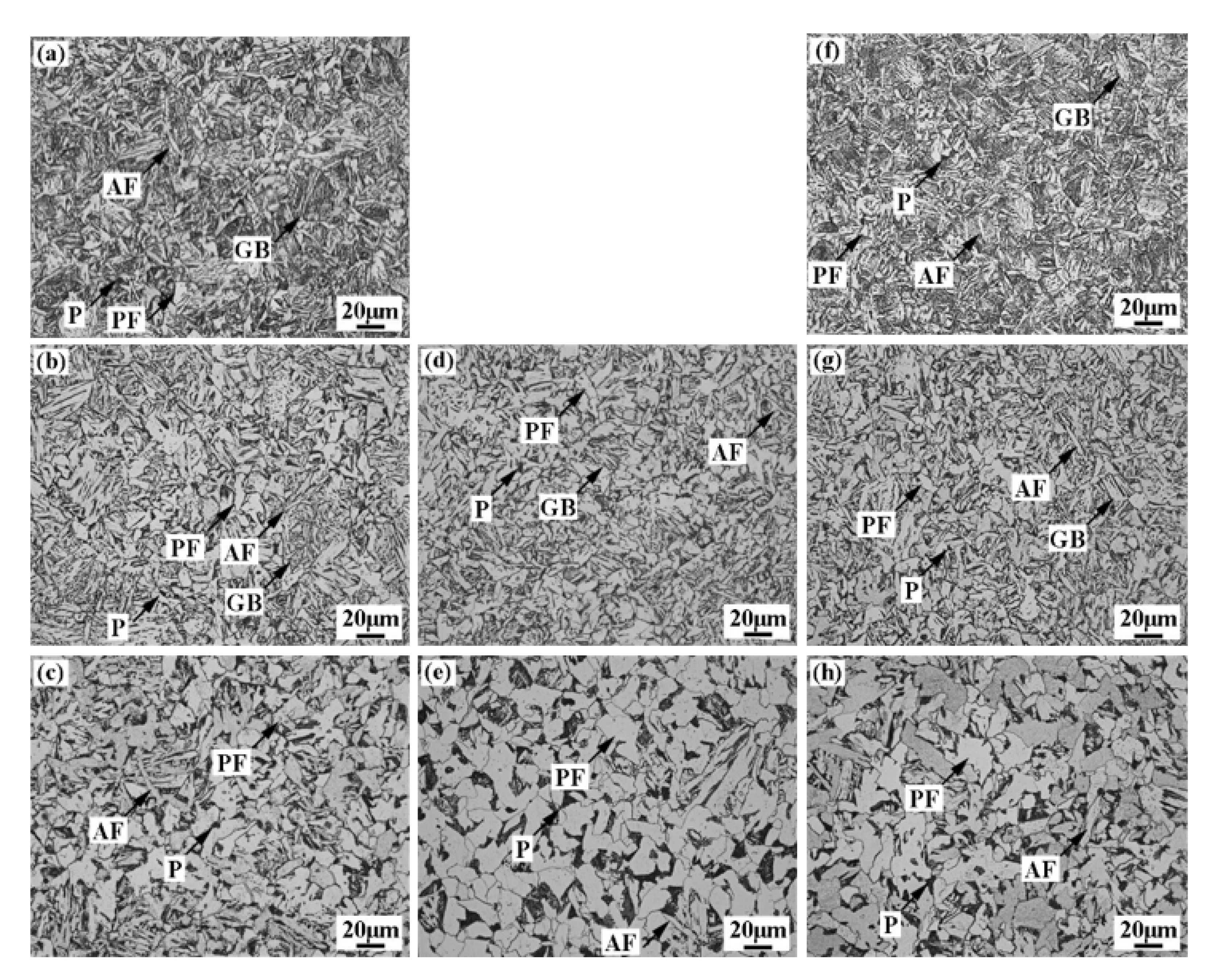
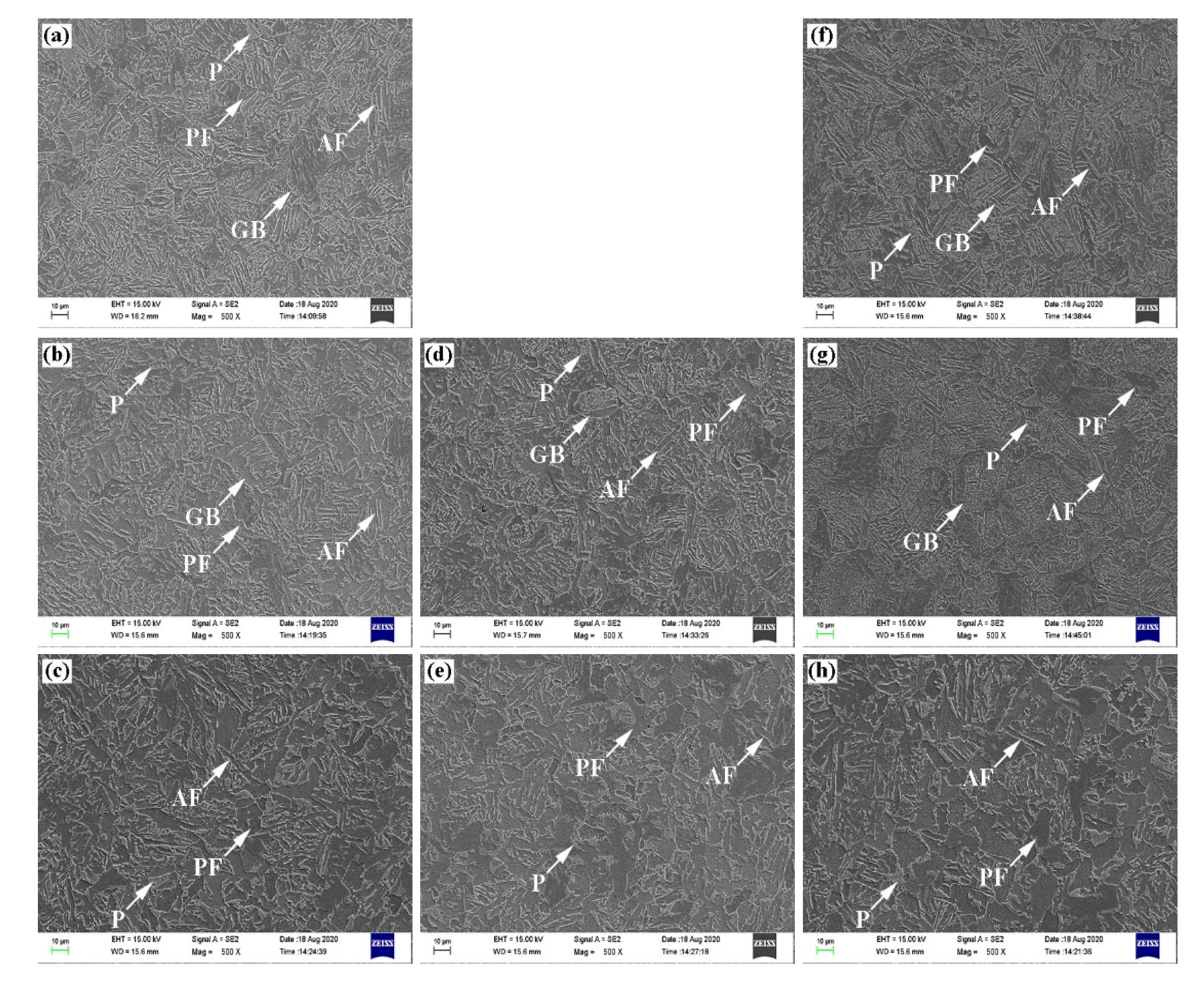
3.2. Microstructural Evolution Analysis
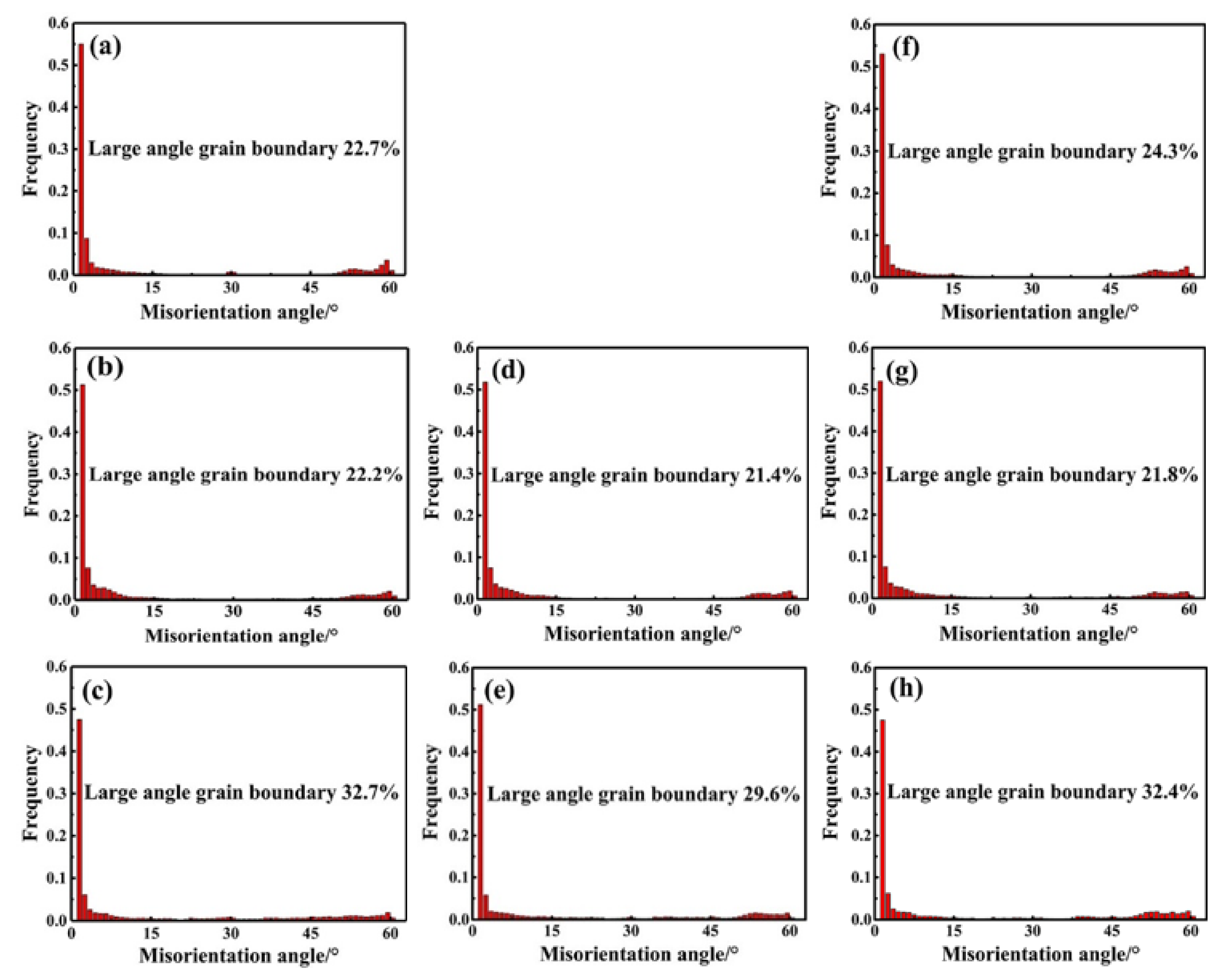
3.3. EBSD Analysis of Microstructural Evolution
3.4. TEM Analysis of Microstructural Evolution
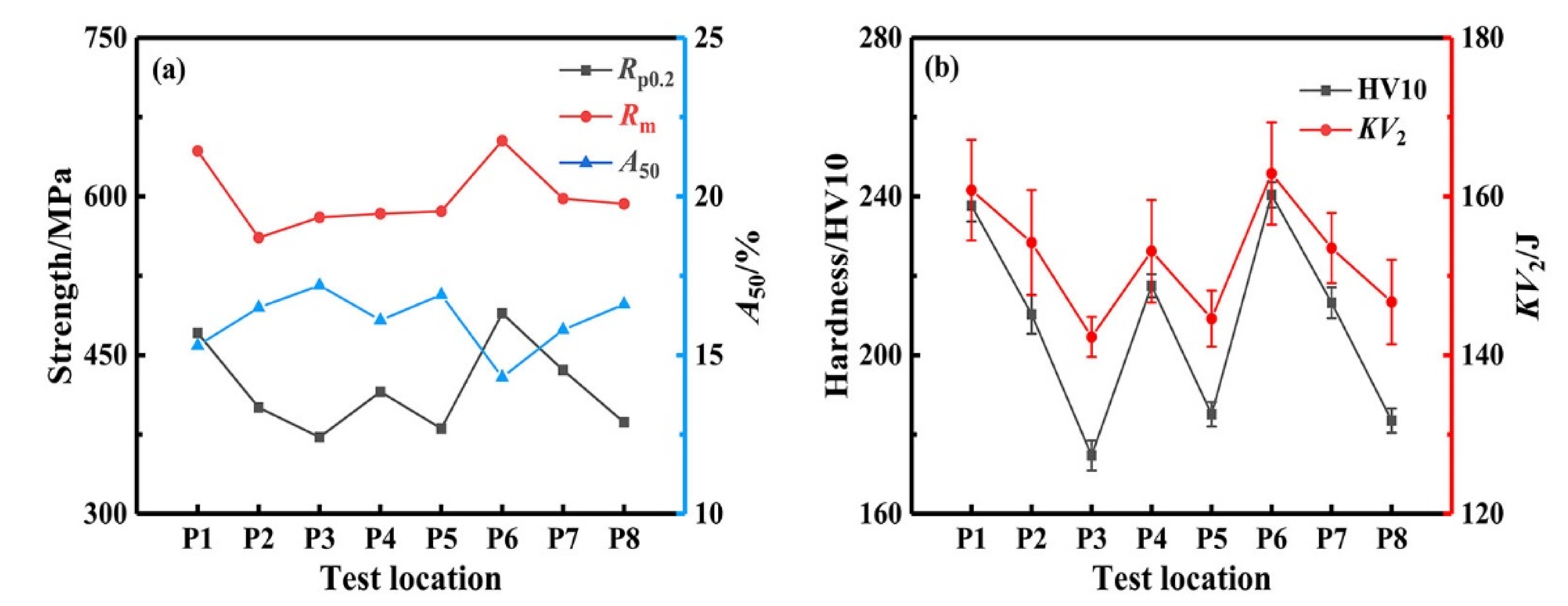
3.5. Mechanical Properties
4. Conclusions
- (1)
- The cooling rate on the upper surface of the steel plate was 3.96 °Cs−1 at the head and 4.08 °Cs−1 the tail; at the 1/4-thickness position of the steel plate, it was 0.68 °Cs−1 at the head, 0.65 °Cs−1 at the middle, and 0.64 °Cs−1 at the tail; at the 1/2-thickness position of the steel plate, it was 0.58 °Cs−1 at the head, 0.58 °Cs−1 at the middle, and 0.54 °Cs−1 at the tail. The cooling rate decreased gradually along the thickness direction of the plate, while it was relatively uniform with little changes along the length direction of the plate.
- (2)
- The average grain size at the upper surface of the steel plate was 9.1 μm at the head and 9.4 μm at the tail; at the 1/4-thickness position of the steel plate, it was 15.7 μm at the head, 17.6 μm at the middle, and 16.3 μm at the tail; at the 1/2-thickness position of the steel plate, it was 23.4 μm at the head, 22.5 μm at the middle, and 21.6 μm at the tail. The average grain size increased gradually along the thickness direction of the plate, while it was relatively uniform with little changes along the length direction of the plate.
- (3)
- The strength, hardness, and impact energy decreased gradually along the thickness direction of the plate, while the elongation increased. The properties were relatively uniform with little changes along the length direction of the plate.
- (4)
- The special roller quenching equipment could provide ultra-heavy steel plate with excellent microstructure and properties along the length direction, which were relatively uniform. The next step is to optimize the quenching process and improve the microstructure and properties along the thickness direction of the ultra-heavy steel plate.
- (5)
- The temperature recorder moved together with the test steel plate, enabling the measurement of the changes in steel plate temperature during the entire quenching process in real time, following the complex movement of the steel plate that included acceleration, deceleration, and swing. This provides a new method for measuring the cooling rate of ultra-heavy steel plates during roller quenching.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, Z.D.; Wang, B.X.; Wang, B.; Tian, Y.; Zhang, T.; Yuan, G.; Liu, Z.Y.; Wang, G.D. Development and Application of Thermo-mechanical Control Process Involving Ultra-fast Cooling Technology in China. ISIJ Int. 2019, 59, 2131–2141. [Google Scholar] [CrossRef] [Green Version]
- Tsuyama, S. Thick Plate Technology for the Last 100 Years: A World Leader in Thermo Mechanical Control Process. ISIJ Int. 2015, 55, 67–78. [Google Scholar] [CrossRef] [Green Version]
- Fu, T.L.; Wang, Z.D.; Li, Y.; Li, J.D.; Wang, G.D. The influential factor studies on the cooling rate of roller quenching for ultra heavy plate. Appl. Therm. Eng. 2014, 70, 800–807. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Wang, Z.D.; Yuan, G.; Wang, J.P.; Wang, G.D. Heat Transfer During Quenching by Plate Roller Quenching Machine. J. Iron Steel Res. Int. 2013, 20, 1–5. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.S.; Pasquino, R. Finite element analysis of the steel quenching process: Temperature field and solid-solid phase change. Comput. Math. Appl. 2010, 59, 585–594. [Google Scholar] [CrossRef] [Green Version]
- Woodard, P.R.; Chandrasekar, S.; Yang, H.T.Y. Analysis of Temperature and Microstructure in the Quenching of Steel Cylinders. Metal. Mater. Trans. B 1999, 30, 815–822. [Google Scholar] [CrossRef]
- Yang, X.W.; Zhu, J.C.; Nong, Z.S.; Lai, Z.H.; He, D. FEM Simulation of Quenching Process in A357 Aluminum alloy cylindrical bars and reduction of quench residual stress through cold stretching process. Comput. Mater. Sci. 2013, 69, 396–413. [Google Scholar] [CrossRef]
- Li, H.P.; Zhao, G.Q.; Niu, S.T.; Huang, C.Z. FEM simulation of quenching process and experimental verification of simulation results. Mater. Sci. Eng. A 2007, 452, 705–714. [Google Scholar]
- Kang, S.H.; Im, Y.T. Three-dimensional thermo-elasticplastic finite element modeling of quenching process of plain-carbon steel in couple with phase transformation. Int. J. Mech. Sci. 2007, 49, 423–439. [Google Scholar] [CrossRef]
- Şimşir, C.; Gür, C.H. 3D FEM simulation of steel quenching and investigation of the effect of asymmetric geometry on residual stress distribution. J. Mater. Process. Technol. 2008, 207, 211–221. [Google Scholar] [CrossRef]
- Fu, T.L.; Wang, Z.D.; Deng, X.T.; Liu, G.H.; Wang, G.D. Latent heat model of a medium plate in case of jet quenching. Appl. Therm. Eng. 2016, 100, 1327–1333. [Google Scholar] [CrossRef]
- Qu, S.P.; Zhang, Y.C.; Pang, X.L.; Gao, K.W. Influence of temperature field on the microstructure of low carbon microalloyed ferrite-bainite dual-phase steel during heat treatment. Mater. Sci. Eng. A 2012, 536, 136–142. [Google Scholar] [CrossRef]
- Wu, J.Y.; Wang, B.; Wang, B.X.; Misra, R.D.K.; Wang, Z.D. Toughness and ductility improvement of heavy EH47 plate with grain refinement through inter-pass cooling. Mater. Sci. Eng. A 2018, 733, 117–127. [Google Scholar] [CrossRef]
- Sabet Ghorabaei, A.; Ghasemi Banadkouki, S.S. Abnormal mechanical behavior of a medium-carbon steel under strong ferrite-pearlite-martensite triple-phase microstructures. Mater. Sci. Eng. A 2017, 700, 562–573. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Heshmati-Manesh, S.; Imandoust, A. The effect of strain induced ferrite transformation on the microstructural evolutions and mechanical properties of a TRIP-assisted steel. Mater. Sci. Eng. A 2014, 607, 621–629. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Role of cold rolled followed by annealing on improvement of hydrogen induced cracking resistance in pipeline steel. Eng. Fail. Anal. 2018, 91, 172–181. [Google Scholar] [CrossRef]
- Li, S.C.; Guo, C.Y.; Hao, L.L.; Kang, Y.L.; An, Y.G. In-situ EBSD study of deformation behaviour of 600 MPa grade dual phase steel during uniaxial tensile tests. Mater. Sci. Eng. A 2019, 759, 624–632. [Google Scholar] [CrossRef]
- Liu, Z.; Song, B.; Yang, Z.B.; Cui, X.K.; Li, L.F.; Wang, L.; Song, Z.R. Effect of Cerium Content on the Evolution of Inclusions and Formation of Acicular Ferrite in Ti-Mg-Killed EH36 Steel. Metals 2020, 10, 863. [Google Scholar] [CrossRef]
- Xu, P.W.; Liang, Y.; Li, J.; Meng, C. Further improvement in ductility induced by the refined hierarchical structures of pearlite. Mater. Sci. Eng. A 2019, 745, 176–184. [Google Scholar] [CrossRef]
- Dey, I.; Chandra, S.; Saha, R.; Ghosh, S.K. Effect of Nb micro-alloying on microstructure and properties of thermo-mechanically processed high carbon pearlitic steel. Mater. Charact. 2018, 140, 45–54. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Tan, Y.B.; Ji, X.M.; Xiang, Z.J.; He, Y.; Xiang, S. In situ study of cementite deformation and its fracture mechanism in pearlitic steels. Mater. Sci. Eng. A 2018, 731, 93–101. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Liu, Y.; Zhou, Y.N.; Dong, C.X.; Zhang, C.X.; Cao, G.H.; Schneider, R.; Gerthsen, D. Effect of precipitation of (Ti,V)N and V(C,N) secondary phases on mechanical properties of V and N microalloyed 1Cr steels. Mater. Sci. Eng. A 2018, 738, 203–212. [Google Scholar] [CrossRef]
- Yang, J.; Huang, F.; Guo, Z.H.; Rong, Y.H.; Chen, N.L. Effect of retained austenite on the hydrogen embrittlement of a medium carbon quenching and partitioning steel with refined microstructure. Mater. Sci. Eng. A 2016, 665, 76–85. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Xie, H.; Gao, X.H.; Misra, R.D.K. Structure-mechanical property relationship in low carbon microalloyed steel plate processed using controlled rolling and two-stage continuous cooling. Mater. Sci. Eng. A 2013, 585, 422–429. [Google Scholar] [CrossRef]
- Cao, R.; Li, G.; Fang, X.Y.; Song, J.; Chen, J.H. Investigation on the effects of microstructure on the impact and fracture toughness of a C-Mn steel with various microstructures. Mater. Sci. Eng. A 2013, 564, 509–524. [Google Scholar] [CrossRef]





© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Fu, T.; Wang, Z.; Wang, G. Effect of Roller Quenching on Microstructure and Properties of 300 mm Thickness Ultra-Heavy Steel Plate. Metals 2020, 10, 1238. https://doi.org/10.3390/met10091238
Han J, Fu T, Wang Z, Wang G. Effect of Roller Quenching on Microstructure and Properties of 300 mm Thickness Ultra-Heavy Steel Plate. Metals. 2020; 10(9):1238. https://doi.org/10.3390/met10091238
Chicago/Turabian StyleHan, Jun, Tianliang Fu, Zhaodong Wang, and Guodong Wang. 2020. "Effect of Roller Quenching on Microstructure and Properties of 300 mm Thickness Ultra-Heavy Steel Plate" Metals 10, no. 9: 1238. https://doi.org/10.3390/met10091238