Dynamic and Post-Dynamic Recrystallization of Haynes 282 below the Secondary Carbide Solvus



Abstract
:1. Introduction
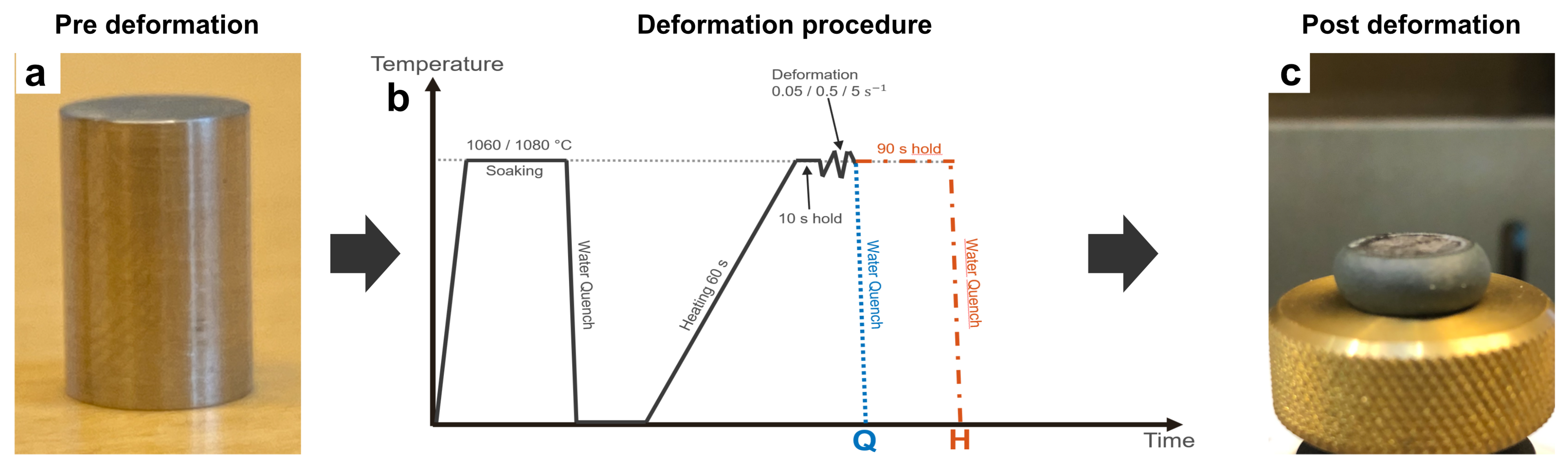
2. Materials and Method
3. Results
3.1. Initial Microstructure and Effect of Pre-Deformation Soaking
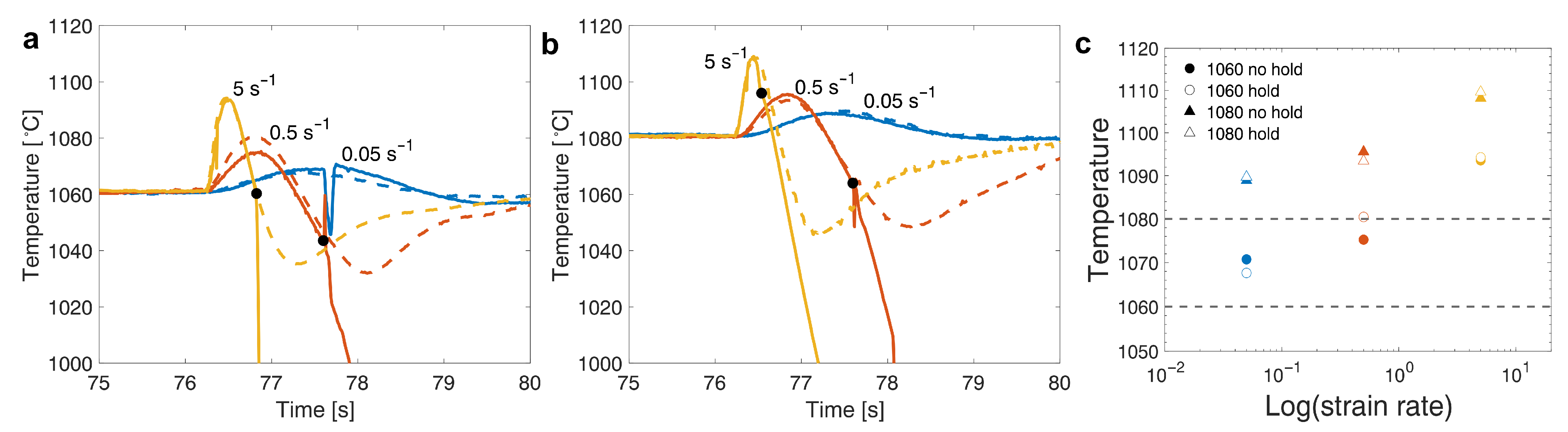
3.2. Adiabatic Heating
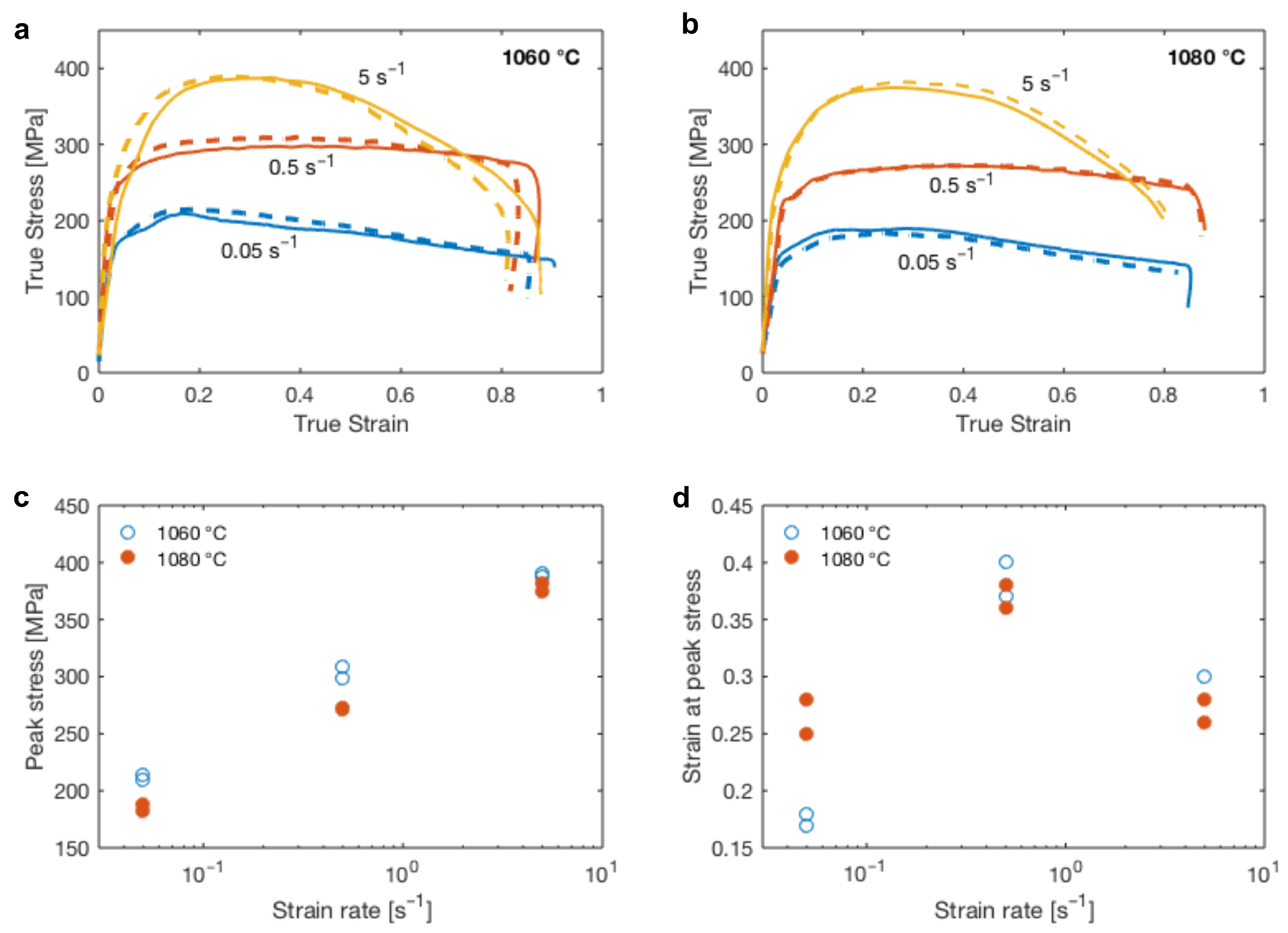
3.3. Mechanical Response
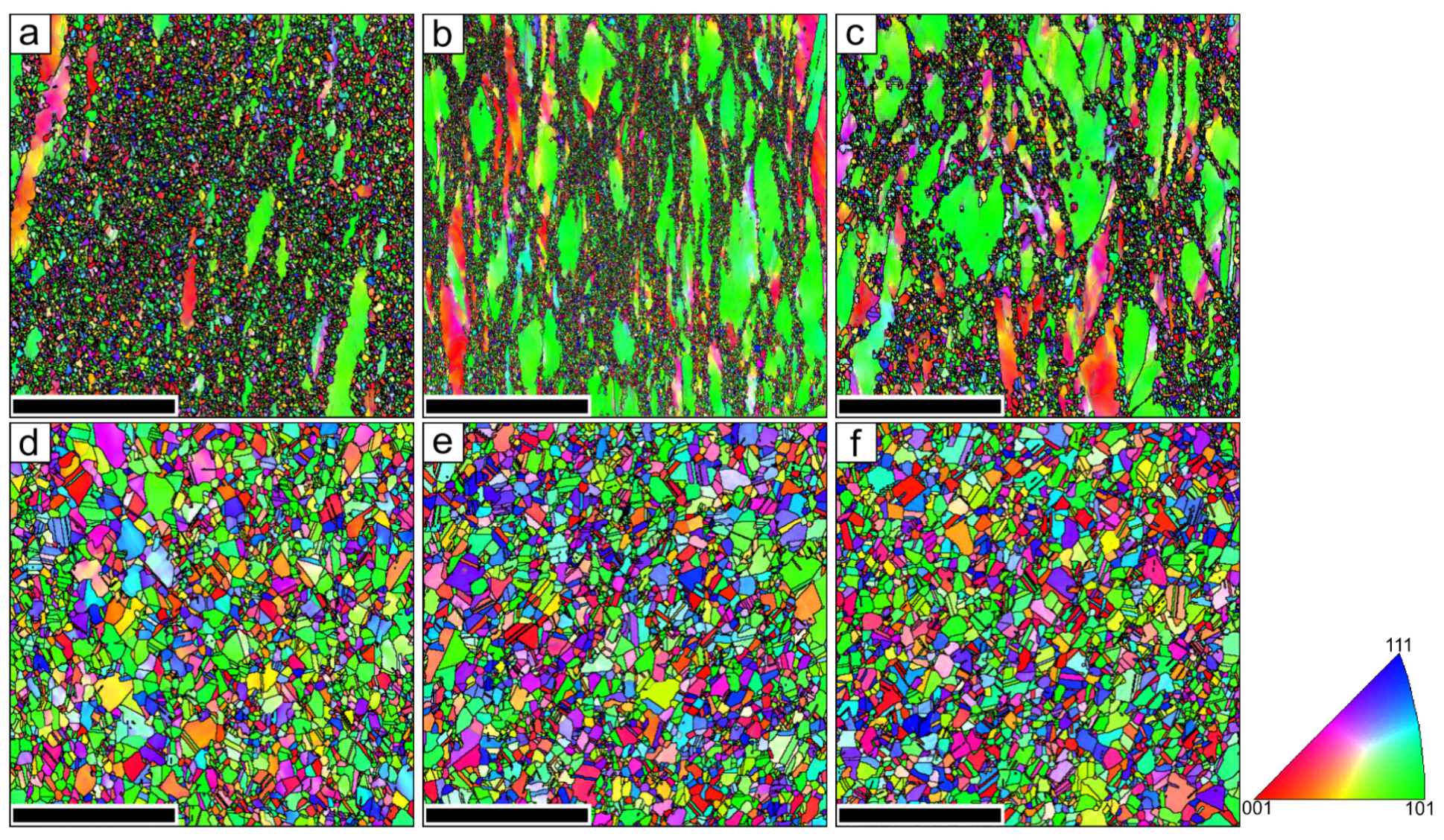
3.4. Post-Deformation Microstructure
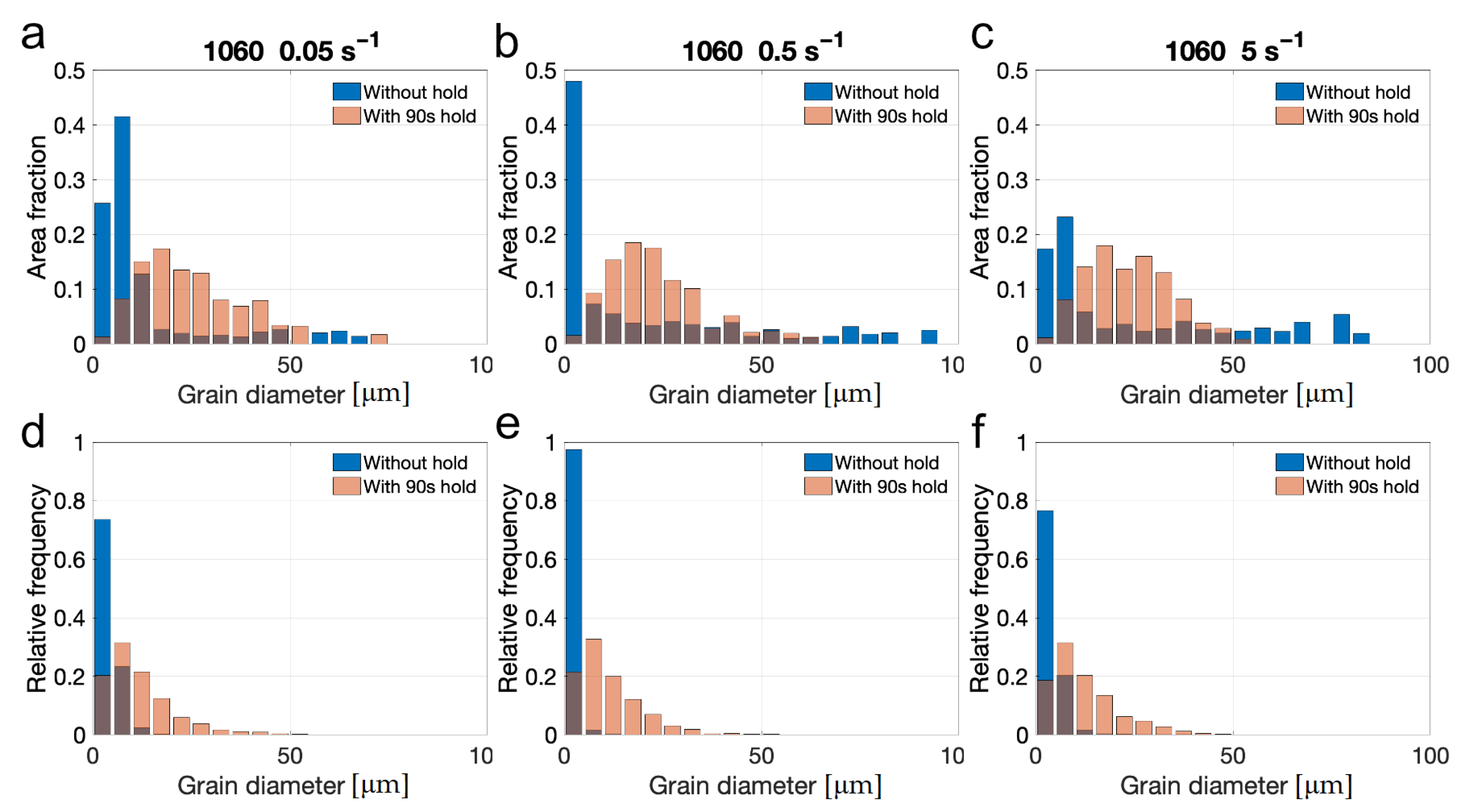
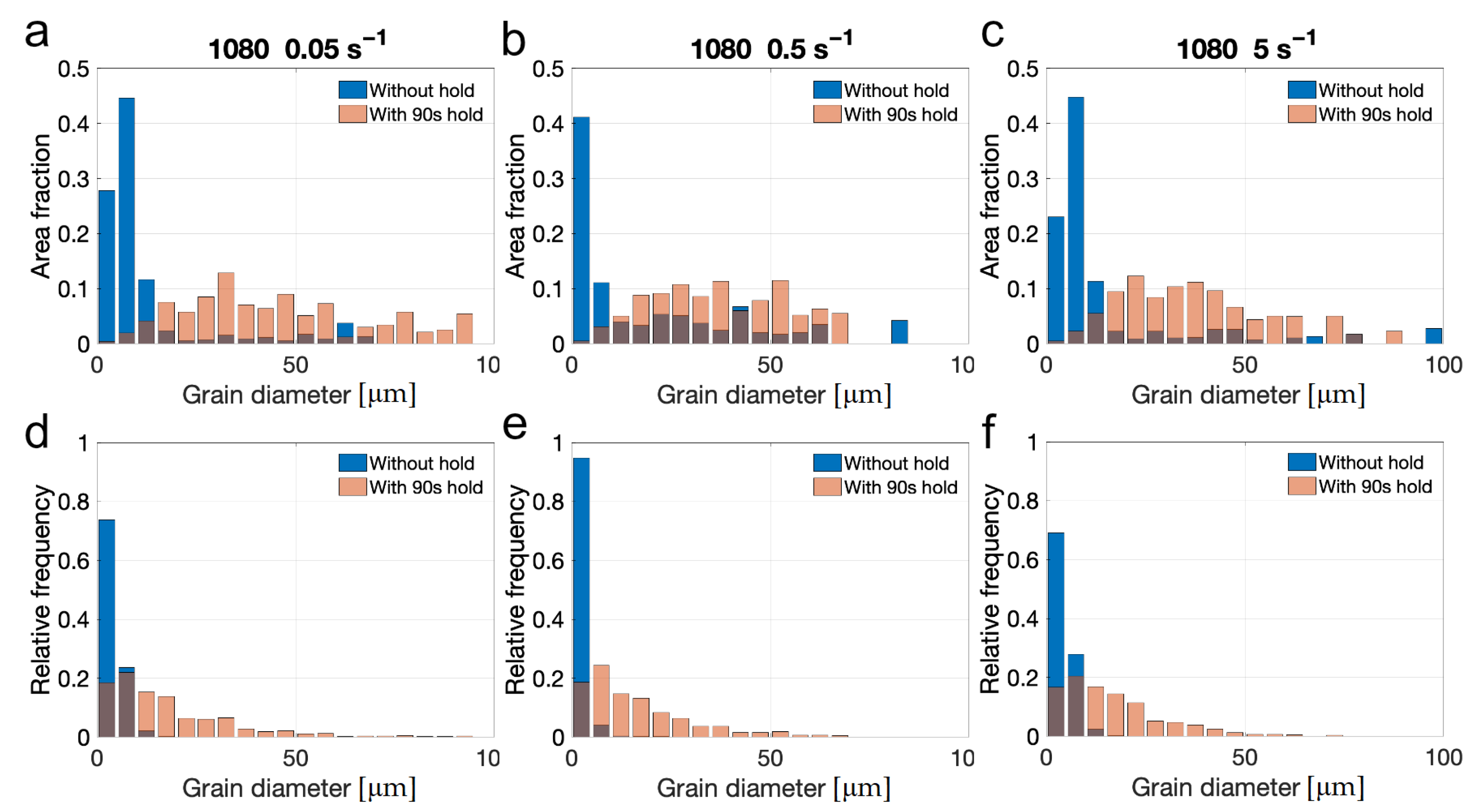
3.5. Grain Size
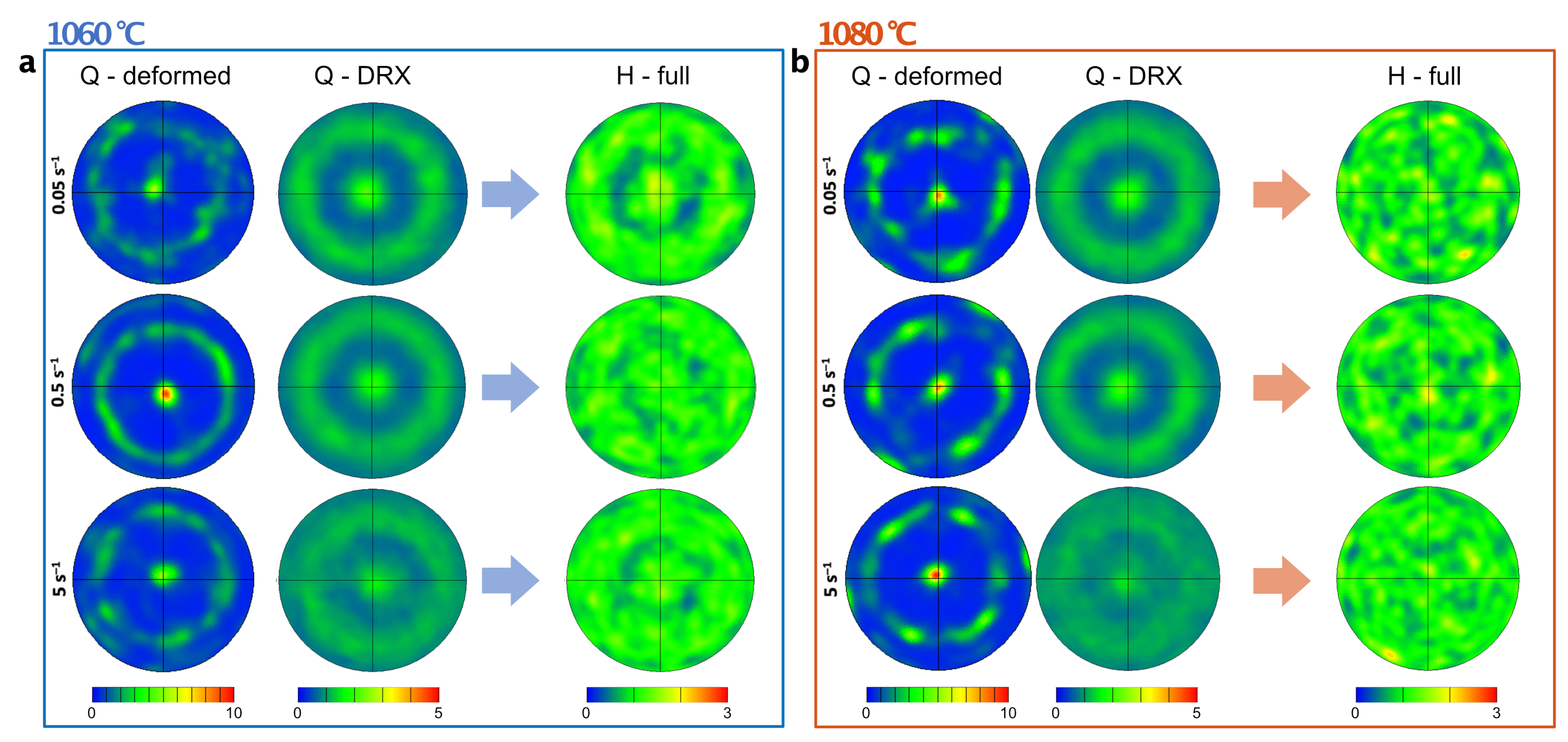
3.6. Texture
4. Discussion
4.1. Dynamic Recrystallization
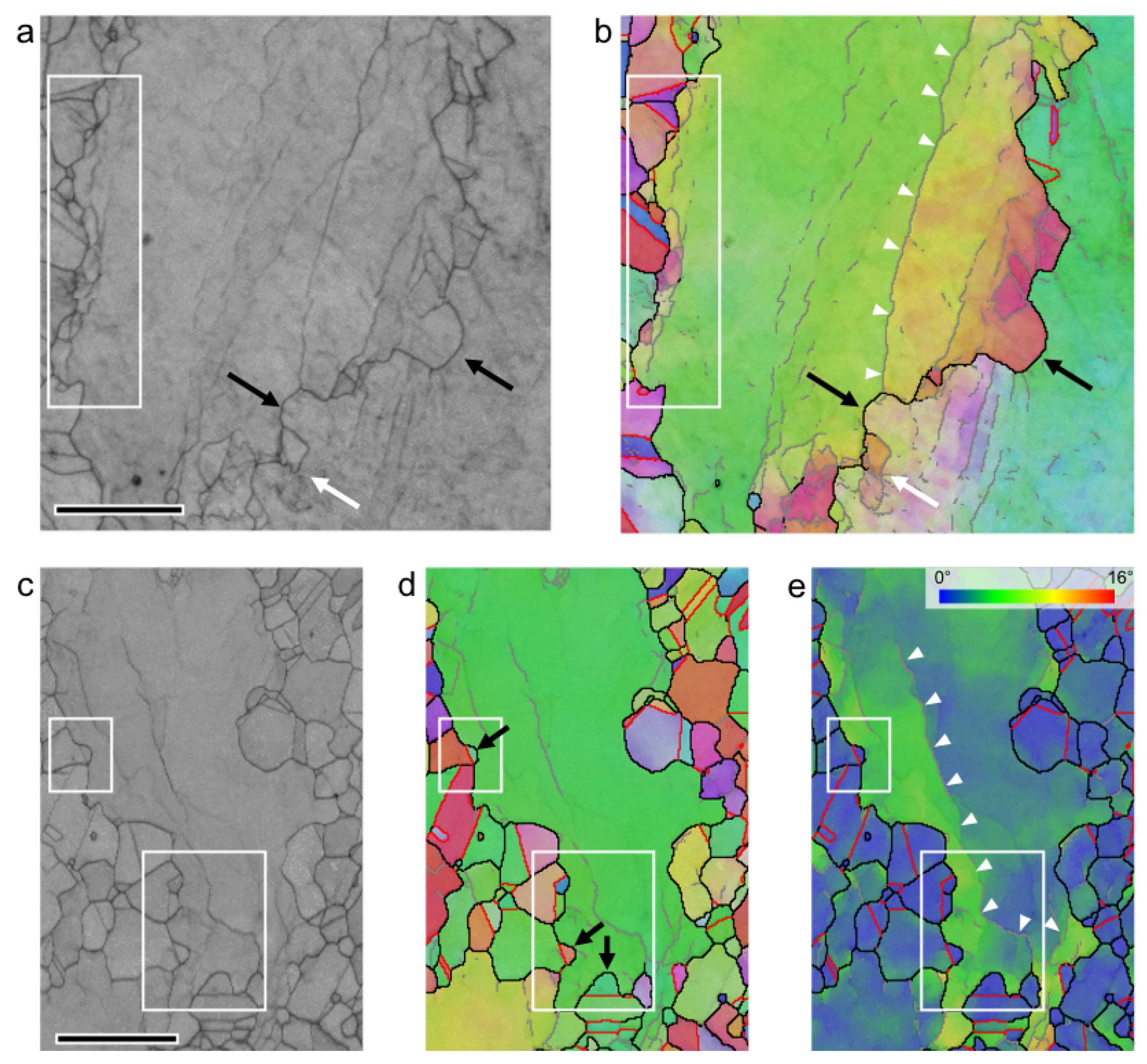
4.1.1. DRX Mechanisms
4.1.2. Particle-Stimulated Nucleation
4.1.3. Effect of Deformation Conditions
4.2. Post-Dynamic Recrystallization
4.2.1. pDRX Mechanisms
4.2.2. Twinning and Texture Development
4.3. Comment on Grain Boundary Carbides
5. Conclusions
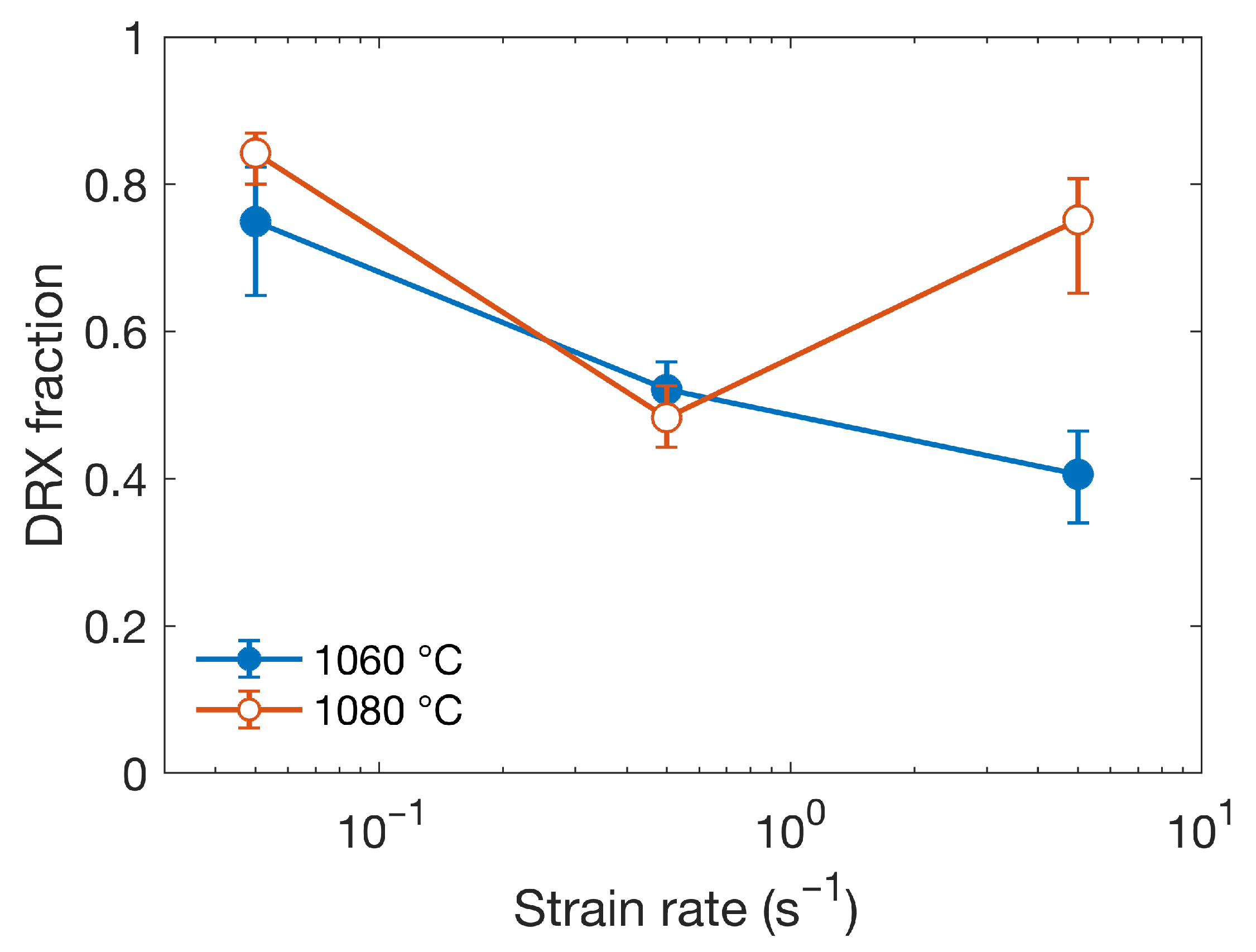
- For the lower strain rates, 0.05 and 0.5 s the governing factor affecting the resulting microstructure during deformation was strain rate. At 5 s, the DRX fraction was strongly dependent on temperature, which was attributed to adiabatic heating effects.
- We found that the entire temperature history during deformation has to be considered, not just the temperature increase due to adiabatic heating. In the present case, the control system’s response to the rapid temperature increase led to an undershoot in temperature for the second half of the test duration at intermediate strain rates, which affected the material response.
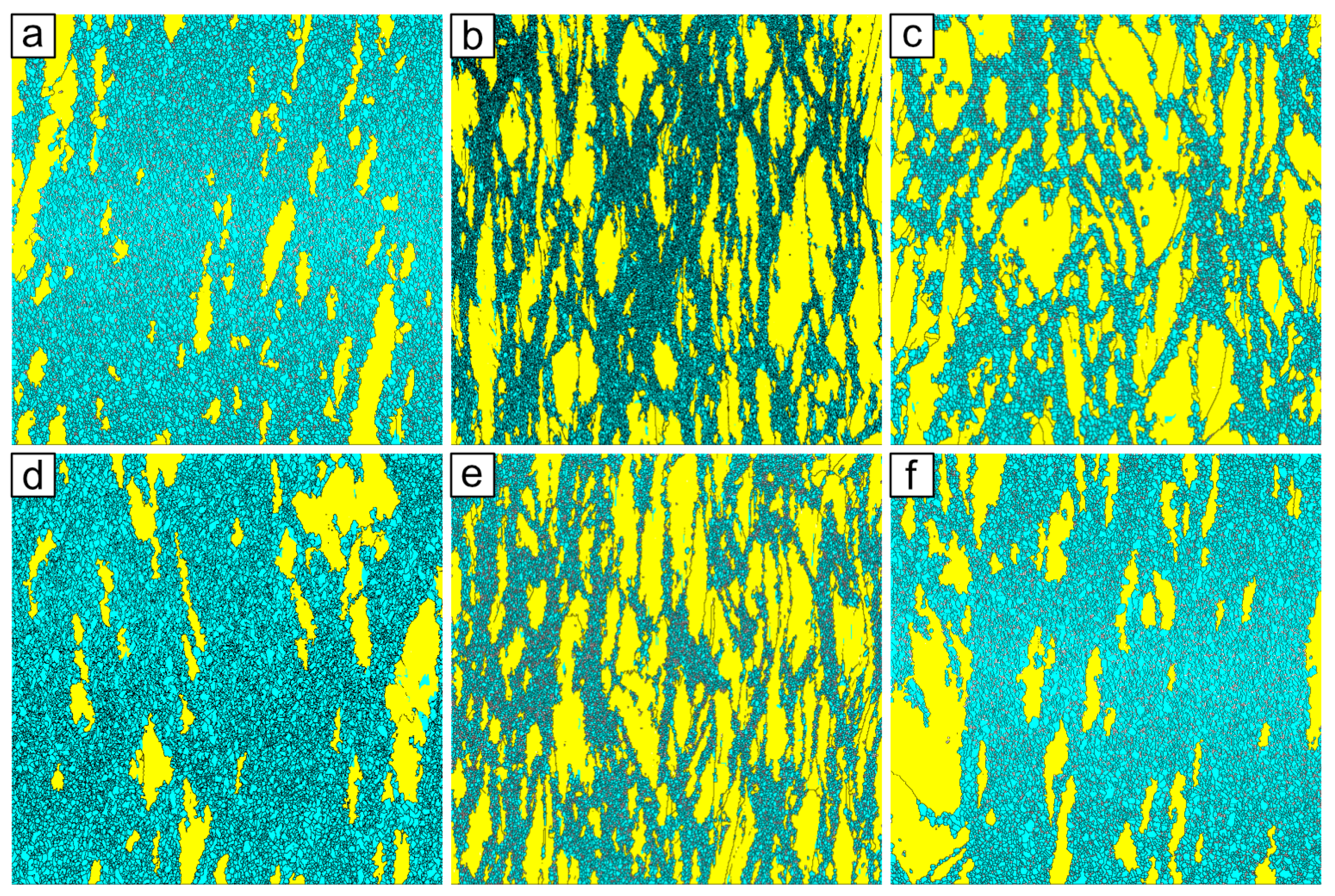
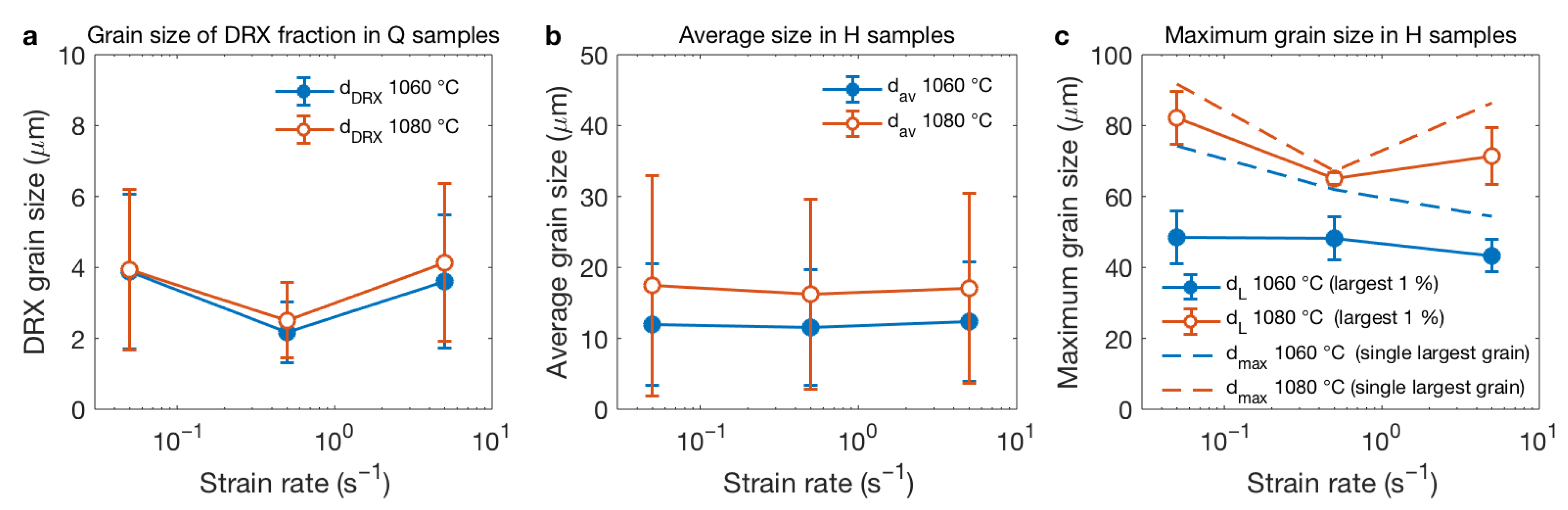
- After 90 s post-deformation hold at the deformation temperature, the effect of strain rate on the microstructure observed directly after deformation was erased due to pDRX, and the grain size was controlled by the temperature.
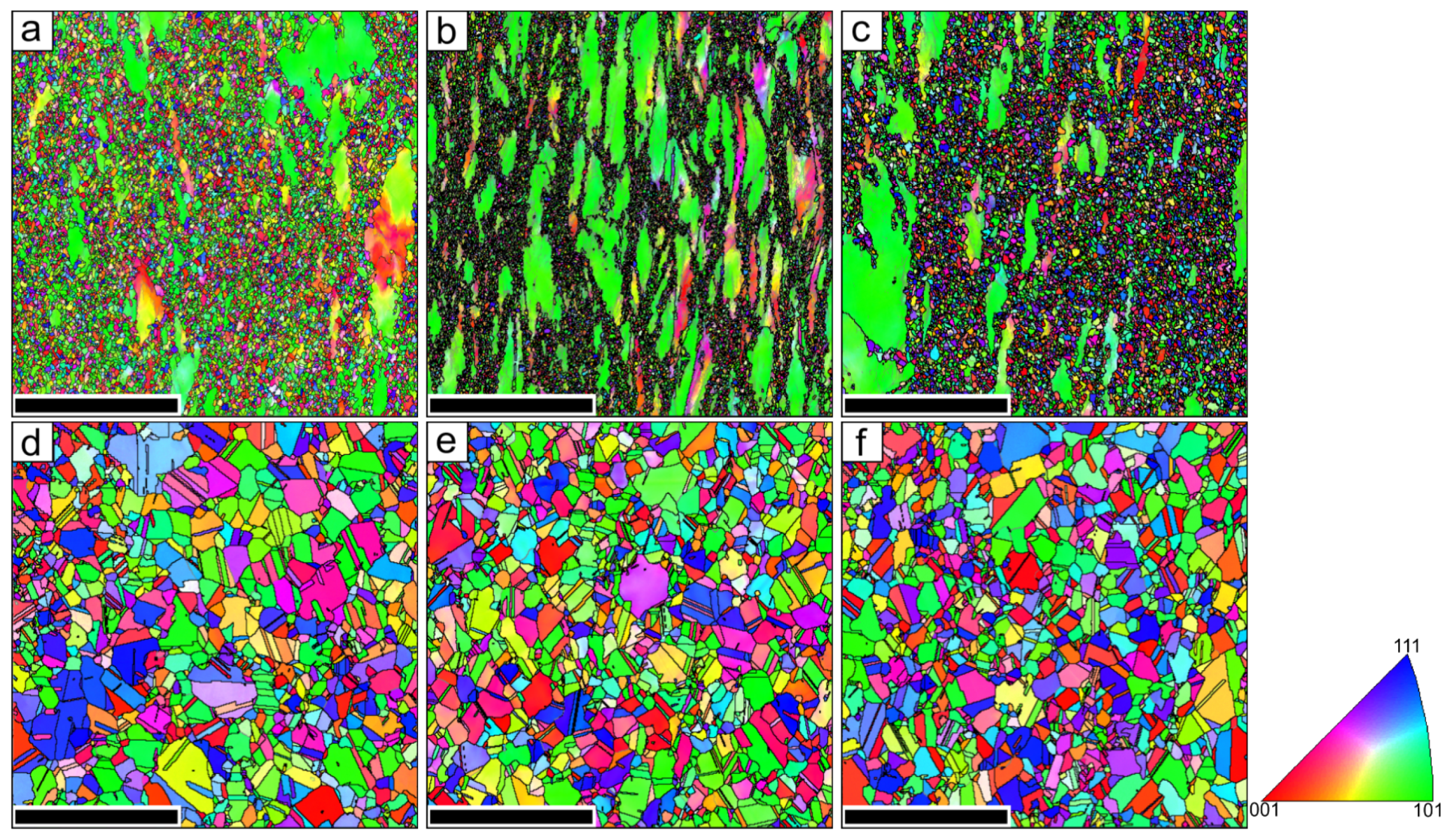
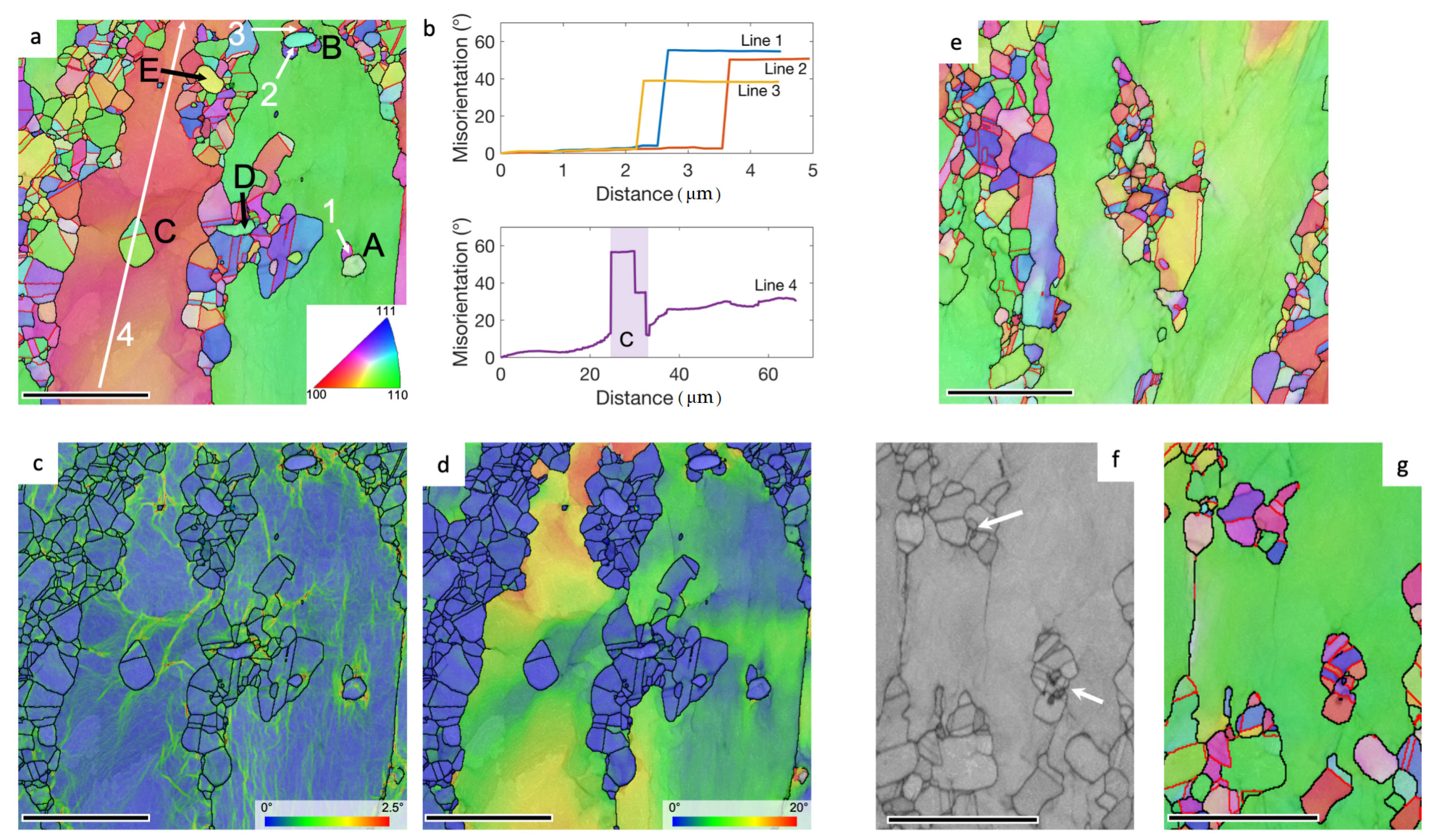
- During DRX, three mechanisms were observed, dDRX along grain boundaries between deformed grains, cDRX close to grain boundaries and PSN with large, primary MC carbides acting as nucleation sites.
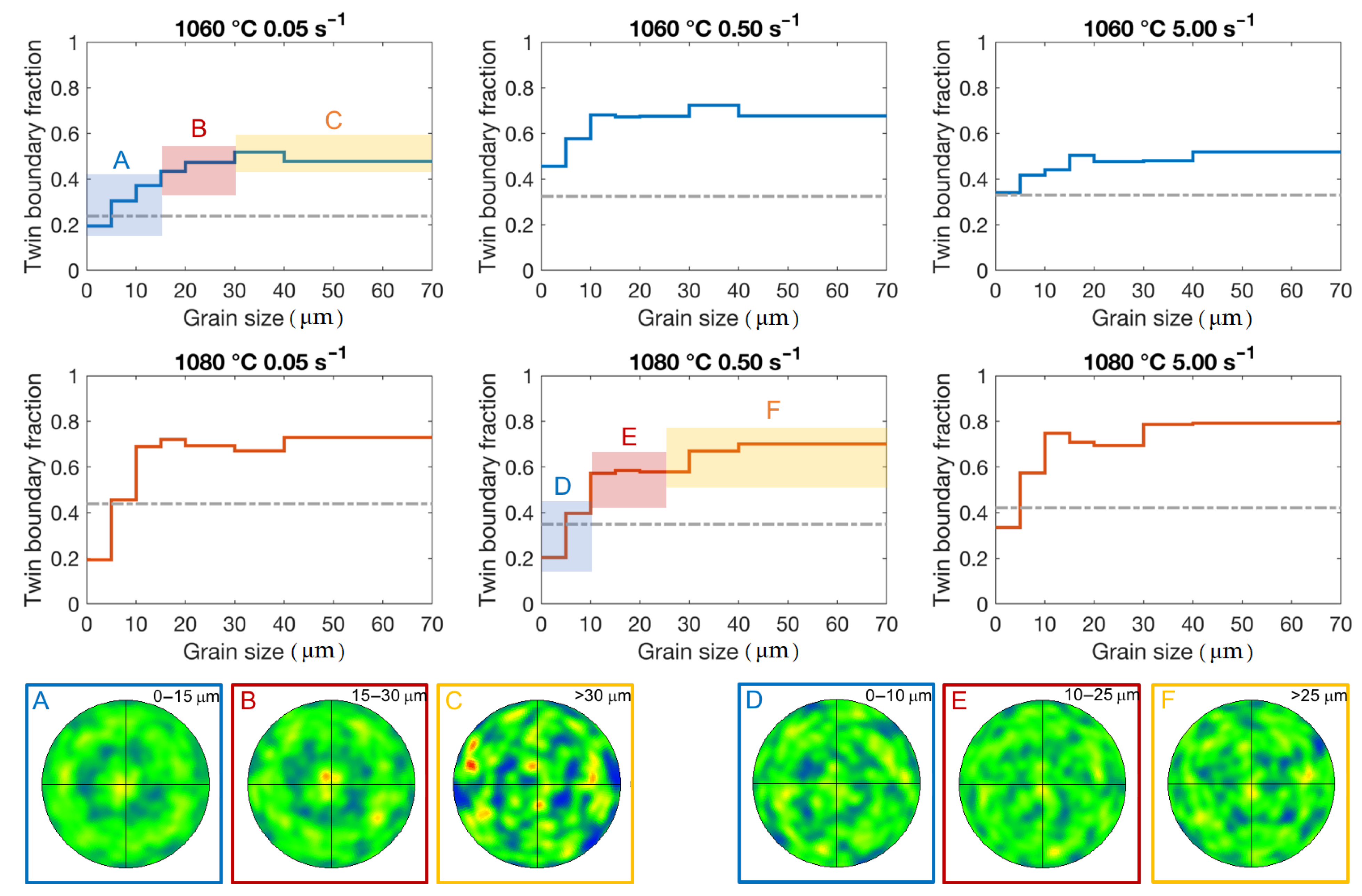
- During the subsequent hold, grain growth and twinning occurred which led to an increase in the twin boundary fraction and a loss of the {110} fiber texture developed during deformation and retained during DRX. This was more prominent with the samples deformed at 1080 °C suggesting this to be a temperature dependent process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reed, R.C. Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Jensen, D.; Kassner, M.; King, W.; McNelley, T.; McQueen, H.; Rollett, A. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Huang, K.; Logé, R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Zhang, J.; Zhang, J.; Ma, T.; Misra, R. An electron backscattered diffraction study on the dynamic recrystallization behavior of a nickel–chromium alloy (800H) during hot deformation. Mater. Sci. Eng. A 2013, 585, 71–85. [Google Scholar] [CrossRef]
- Lin, Y.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloy. Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, H.; Qin, S.; Liu, J.; Xu, X. Effect of deformation parameters on twinning evolution during hot deformation in a typical nickel-based superalloy. Mater. Sci. Eng. A 2017, 696, 290–298. [Google Scholar] [CrossRef]
- Pike, L. Development of a Fabricable Gamma Prime Gamma Prime Strengthened Superalloy. Superalloys 2008, 191–200. [Google Scholar] [CrossRef]
- Osoba, L.O.; Khan, A.K.; Ojo, O.A. Identification of Mo-based Precipitates in Haynes 282 Superalloy. Metall. Mater. Trans. A 2017, 48, 1540–1543. [Google Scholar] [CrossRef]
- Joesph, C.; Persson, C.; Hörnqvist Colliander, M. Influence of heat treatment on the microstructure and tensile properties of Ni-base superalloy Haynes 282. Mater. Sci. Eng. A 2017, 679, 520–530. [Google Scholar] [CrossRef] [Green Version]
- Jaladurgam, N.R.; Li, H.; Kelleher, J.; Persson, C.; Steuwer, A.; Colliander, M.H. Microstructure-dependent deformation behaviour of a low γ′ volume fraction Ni-base superalloy studied by in-situ neutron diffraction. Acta Mater. 2020, 183, 182–195. [Google Scholar] [CrossRef]
- Mukherjee, S.; Barat, K.; Sivaprasad, S.; Tarafder, S.; Kar, S.K. Elevated temperature low cycle fatigue behaviour of Haynes 282 and its correlation with microstructure–Effect of ageing conditions. Mater. Sci. Eng. A 2019, 762, 138073. [Google Scholar] [CrossRef]
- Shin, K.Y.; Kim, J.H.; Terner, M.; Kong, B.O.; Hong, H.U. Effects of heat treatment on the microstructure evolution and the high-temperature tensile properties of Haynes 282 superalloy. Mater. Sci. Eng. A 2019, 751, 311–322. [Google Scholar] [CrossRef]
- Barat, K.; Ghosh, M.; Sivaprasad, S.; Kar, S.K.; Tarafder, S. High-Temperature Low-Cycle Fatigue Behavior in HAYNES 282: Influence of Initial Microstructure. Metall. Mater. Trans. A 2018, 49, 5211–5226. [Google Scholar] [CrossRef]
- Zhang, P.; Yuan, Y.; Yin, H.; Gu, Y.; Wang, J.; Yang, M.; Yang, G.; Song, X. Tensile Properties and Deformation Mechanisms of Haynes 282 at Various Temperatures. Metall. Mater. Trans. A 2018, 49, 1571–1578. [Google Scholar] [CrossRef]
- Hanning, F.; Khan, A.K.; Steffenburg-Nordenström, J.; Ojo, O.; Andersson, J. Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization. Metals 2019, 9, 1357. [Google Scholar] [CrossRef] [Green Version]
- Rozman, K.A.; Holcomb, G.R.; Carney, C.S.; Doğan, Ö.N.; Kruzic, J.J.; Hawk, J.A. Effect of 730 °C Supercritical Fluid Exposure on the Fatigue Threshold of Ni-Based Superalloy Haynes 282. J. Mater. Eng. Perform. 2019, 28, 4335–4347. [Google Scholar] [CrossRef]
- Polkowska, A.; Polkowski, W.; Warmuzek, M.; Cieśla, N.; Włoch, G.; Zasada, D.; Purgert, R.M. Microstructure and Hardness Evolution in Haynes 282 Nickel-Based Superalloy During Multi-variant Aging Heat Treatment. J. Mater. Eng. Perform. 2019, 28, 3844–3851. [Google Scholar] [CrossRef] [Green Version]
- Haas, S.; Andersson, J.; Fisk, M.; Park, J.S.; Lienert, U. Correlation of precipitate evolution with Vickers hardness in Haynes 282 superalloy: In-situ high-energy SAXS/WAXS investigation. Mater. Sci. Eng. A 2018, 711, 250–258. [Google Scholar] [CrossRef] [Green Version]
- Joseph, C.; Hörnqvist, M.; Persson, C. Anisotropy of room temperature ductility in Haynes 282 Forgings. In Proceedings of the 8th International Symposium on Superalloy 718 and Derivatives, Pittsburgh, PA, USA, 28 September–1 October 2014; pp. 601–609. [Google Scholar]
- Joseph, C.; Hörnqvist, M.; Brommesson, R.; Persson, C. Influence of carbide distribution on ductility of Haynes282 forgings. In Proceedings of the 13th International Symposium on Superalloys, Seven Springs, PA, USA, 11–15 September 2016; pp. 523–529. [Google Scholar]
- Gardner, S.; Li, W.; Coleman, M.; Johnston, R. The effects of thermomechanical history on the microstructure of a nickel-base superalloy during forging. Mater. Sci. Eng. A 2016, 668, 263–270. [Google Scholar] [CrossRef] [Green Version]
- Metzler, D.; Fahrmann, M.G. The Effect of Prior TMP on Annealed Grain Size in HAYNES 282 Alloy. In 8th International Symposium on Superalloy 718 and Derivatives; John Wiley and Sons, Ltd.: Hoboken, NJ, USA, 2014; pp. 379–389. [Google Scholar] [CrossRef]
- Shi, Z.; Yan, X.; Duan, C.; Tang, C.; Pu, E. Characterization of the Hot Deformation Behavior of a Newly Developed Nickel-Based Superalloy. J. Mater. Eng. Perform. 2018, 27, 1763–1776. [Google Scholar] [CrossRef]
- Joseph, C. Microstructure Evolution and Mechanical Properties of Haynes 282; Doktorsavhandlingar vid Chalmers Tekniska Högskola. Ny Serie: 4382; Chalmers University of Technology: Göteborg, Sweden, 2018. [Google Scholar]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Evolution of flow stress and microstructure during isothermal compression of Waspaloy. Mater. Sci. Eng. A 2014, 615, 497–510. [Google Scholar] [CrossRef]
- Buckingham, R.; Argyrakis, C.; Hardy, M.; Birosca, S. The effect of strain distribution on microstructural developments during forging in a newly developed nickel base superalloy. Mater. Sci. Eng. A 2016, 654, 317–328. [Google Scholar] [CrossRef] [Green Version]
- Amiri, A.; Sadeghi, M. Characterization of Hot Deformation Behavior of AMS 5708 Nickel-Based Superalloy Using Processing Map. J. Mater. Eng. Perform. 2013, 22, 3940. [Google Scholar] [CrossRef]
- Yu, D.; Xu, D.; Wang, H.; Zhao, Z.; Wei, G.; Yang, R. Refining constitutive relation by integration of finite element simulations and Gleeble experiments. J. Mater. Sci. Technol. 2019, 35, 1039–1043. [Google Scholar] [CrossRef]
- Gao, T.; Ma, L.; Peng, X.-G. Study on Temperature Distribution of Specimens Tested on the Gleeble 3800 at Hot Forming Conditions. J. Electron. Sci. Technol. 2014, 12, 419. [Google Scholar]
- Zhou, L.; Cui, C.; Wang, Q.; Li, C.; Xiao, B.; Ma, Z. Constitutive equation and model validation for a 31vol.% B4Cp 6061Al composite during hot compression. J. Mater. Sci. Technol. 2018, 34, 1730–1738. [Google Scholar] [CrossRef]
- D’Souza, N.; Li, W.; Argyrakis, C.; West, G.D.; Slater, C.D. On the Evolution of Primary Gamma Prime Precipitates During High Temperature and High Strain Rate Deformation and Subsequent Heat Treatment in the Ni-Based Superalloy, RR1000. Metall. Mater. Trans. A 2019, 50, 4205–4222. [Google Scholar] [CrossRef] [Green Version]
- Daniel, C.; Jedrasiak, P.; Peyton, C.; da Fonseca, J.; Shercliff, H.; Braley, L.; Honnibal, P. Quantifying processing map uncertainties by modelling the hot compression behavior of a Zr-2.5Nb alloy. In Proceedings of the 19th International Symposium on Zirconium in the Nuclear Industry, Manchester, UK, 20–23 May 2019. [Google Scholar]
- Jedrasiak, P.; Shercliff, H. CUED/C-MATS/TR264: FE Modelling of Small-Scale Hot Deformation Testing; Technical Report; Cambridge University: Cambridge, UK, 2019. [Google Scholar] [CrossRef]
- Bozzolo, N.; Souaï, N.; Logé, R. Evolution of microstructure and twin density during thermomechanical processing in a γ-γ’ nickel-based superalloy. Acta Mater. 2012, 60, 5056–5066. [Google Scholar] [CrossRef] [Green Version]
- Satheesh Kumar, S.S.; Raghu, T.; Bhattacharjee, P.P.; Appa Rao, G.; Borah, U. Constitutive modeling for predicting peak stress characteristics during hot deformation of hot isostatically processed nickel-base superalloy. J. Mater. Sci. 2015, 50, 6444–6456. [Google Scholar] [CrossRef]
- Nicolaÿ, A.; Fiorucci, G.; Franchet, J.; Cormier, J.; Bozzolo, N. Influence of strain rate on subsolvus dynamic and post-dynamic recrystallization kinetics of Inconel 718. Acta Mater. 2019, 174, 406–417. [Google Scholar] [CrossRef]
- Gottstein, G. Annealing texture development by multiple twinning in f.c.c. crystals. Acta Metall. 1984, 32, 1117–1138. [Google Scholar] [CrossRef]
- Hatherly, M.; Rollett, A.; Humphreys, F.J.; Rohrer, G.S. Recrystallization and Related Annealing Phenomena; Elsevier Science and Technology: London, UK, 2004. [Google Scholar]
- Musin, F.; Belyakov, A.; Kaibyshev, R.; Motohashi, Y.; Itoh, G.; Tsuzaki, K. Microstructure evolution in a cast 1421AI alloy during hot equal-channel angular extrusion. Rev. Adv. Mater. Sci. 2010, 25, 107–112. [Google Scholar]
- Xie, B.; Zhang, B.; Yu, H.; Yang, H.; Liu, Q.; Ning, Y. Microstructure evolution and underlying mechanisms during the hot deformation of 718Plus superalloy. Mater. Sci. Eng. A 2020, 784, 139334. [Google Scholar] [CrossRef]
- Robson, J.; Henry, D.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Wu, Y.; Liao, H.; Yang, J.; Zhou, K. Effect of Si Content on Dynamic Recrystallization of Al–Si–Mg Alloys During Hot Extrusion. J. Mater. Sci. Technol. 2014, 30, 1271–1277. [Google Scholar] [CrossRef]
- Zhang, S.; Zeng, W.; Zhou, D.; Lai, Y.; Zhao, Q. The particle stimulated nucleation in Ti–35V–15Cr–0.3Si–0.1C alloy. Mater. Lett. 2016, 166, 317–320. [Google Scholar] [CrossRef]
- Li, L.; Yang, W.; Sun, Z. Dynamic Recrystallization of Ferrite with Particle-Stimulated Nucleation in a Low-Carbon Steel. Metall. Mater. Trans. A 2013, 44, 2060–2069. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Weaver, D.S.; Kramb, R.C.; Fagin, P.N.; Glavicic, M.G.; Goetz, R.L.; Frey, N.D.; Antony, M.M. Deformation and recrystallization behavior during hot working of a coarse-grain, nickel-base superalloy ingot material. Metall. Mater. Trans. A 2004, 35, 679–693. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Mannan, P.; Casillas, G.; Saleh, A.A. Particle stimulated nucleation during dynamic and metadynamic recrystallisation of Ni-30%Fe-Nb-C alloy. Mater. Charact. 2017, 125, 94–98. [Google Scholar] [CrossRef]
- Humphreys, F. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Humphreys, F. Local lattice rotations at second phase particles in deformed metals. Acta Metall. 1979, 27, 1801–1814. [Google Scholar] [CrossRef]
- Seret, A.; Moussa, C.; Bernacki, M.; Signorelli, J.; Bozzolo, N. Estimation of geometrically necessary dislocation density from filtered EBSD data by a local linear adaptation of smoothing splines. J. Appl. Crystallogr. 2019, 52, 548–563. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.; Wang, L.H. Microstructural variations and kinetic behaviors during metadynamic recrystallization in a nickel base superalloy with pre-precipitated δ phase. Mater. Des. 2019, 165, 107584. [Google Scholar] [CrossRef]
- Tang, X.; Wang, B.; Ji, H.; Fu, X.; Xiao, W. Behavior and modeling of microstructure evolution during metadynamic recrystallization of a Ni-based superalloy. Mater. Sci. Eng. A 2016, 675, 192–203. [Google Scholar] [CrossRef]
- Zouari, M.; Logé, R.E.; Bozzolo, N. In Situ Characterization of Inconel 718 Post-Dynamic Recrystallization within a Scanning Electron Microscope. Metals 2017, 7, 476. [Google Scholar] [CrossRef] [Green Version]
- Wusatowska-Sarnek, A.; Miura, H.; Sakai, T. Nucleation and microtexture development under dynamic recrystallization of copper. Mater. Sci. Eng. A 2002, 323, 177–186. [Google Scholar] [CrossRef]
- Pradhan, K.; Mandal, S.; Athreya, C.; Babu, K.A.; de Boer, B.; Sarma, V.S. Influence of processing parameters on dynamic recrystallization and the associated annealing twin boundary evolution in a nickel base superalloy. Mater. Sci. Eng. A 2017, 700, 49–58. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Zhou, H.; Lu, Z.; Zhao, C.; Yang, X. Effect of strain rate on microstructure evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 80, 51–62. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Mo | Ti | Al | Fe | Mn | Si | C | B |
|---|---|---|---|---|---|---|---|---|---|---|
| bal | 19.3 | 10.2 | 8.7 | 2.2 | 1.5 | 0.9 | 0.05 | <0.05 | 0.06 | 0.004 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eriksson, E.; Hörnqvist Colliander, M. Dynamic and Post-Dynamic Recrystallization of Haynes 282 below the Secondary Carbide Solvus. Metals 2021, 11, 122. https://doi.org/10.3390/met11010122
Eriksson E, Hörnqvist Colliander M. Dynamic and Post-Dynamic Recrystallization of Haynes 282 below the Secondary Carbide Solvus. Metals. 2021; 11(1):122. https://doi.org/10.3390/met11010122
Chicago/Turabian StyleEriksson, Emil, and Magnus Hörnqvist Colliander. 2021. "Dynamic and Post-Dynamic Recrystallization of Haynes 282 below the Secondary Carbide Solvus" Metals 11, no. 1: 122. https://doi.org/10.3390/met11010122
APA StyleEriksson, E., & Hörnqvist Colliander, M. (2021). Dynamic and Post-Dynamic Recrystallization of Haynes 282 below the Secondary Carbide Solvus. Metals, 11(1), 122. https://doi.org/10.3390/met11010122