Local-Induction-Heating Bending Process of B1500HS Thin-Walled Rectangular Steel Tubes: A Simulation and Experimental Investigation




Abstract
:1. Introduction
2. Methodology
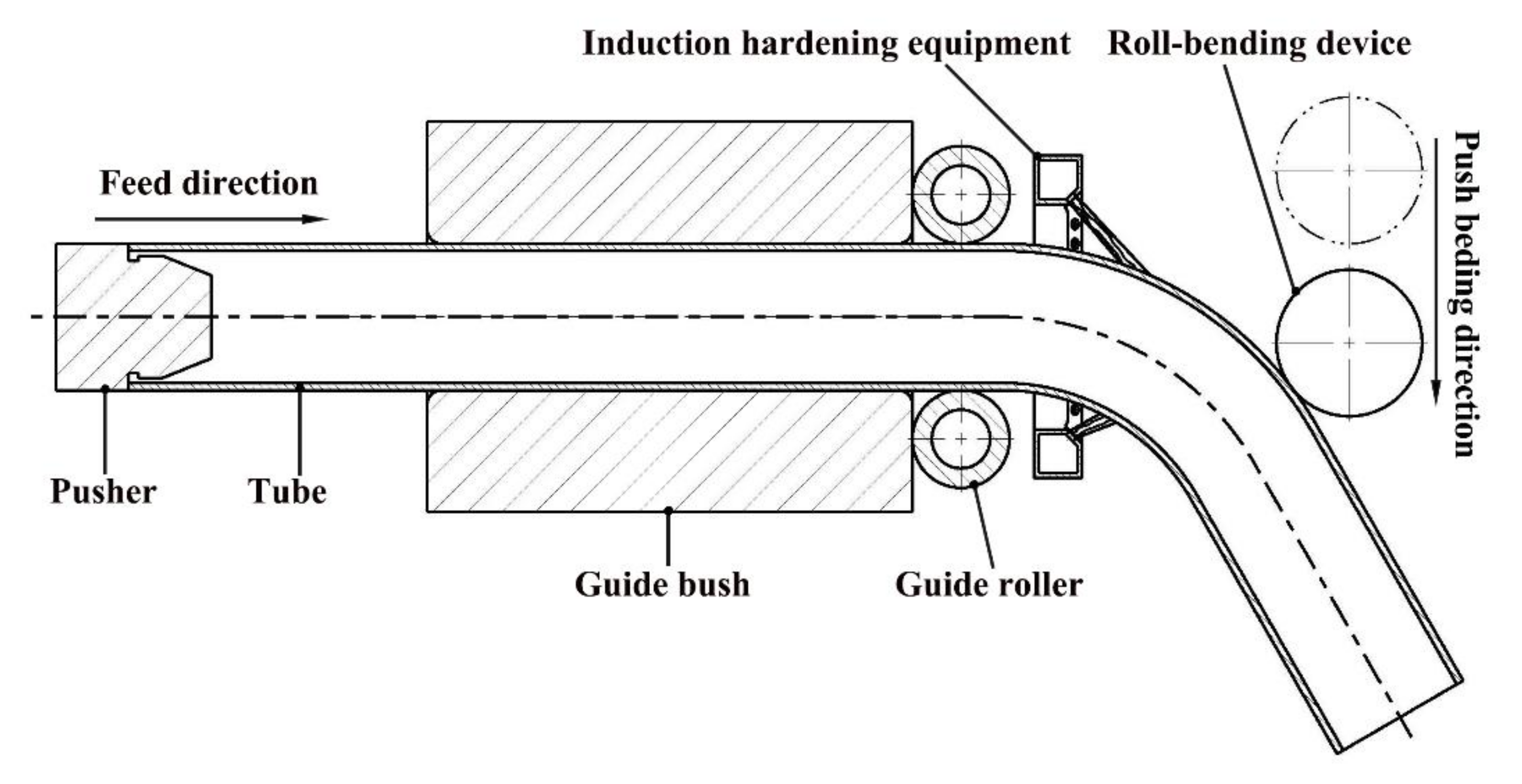
2.1. Process Principle
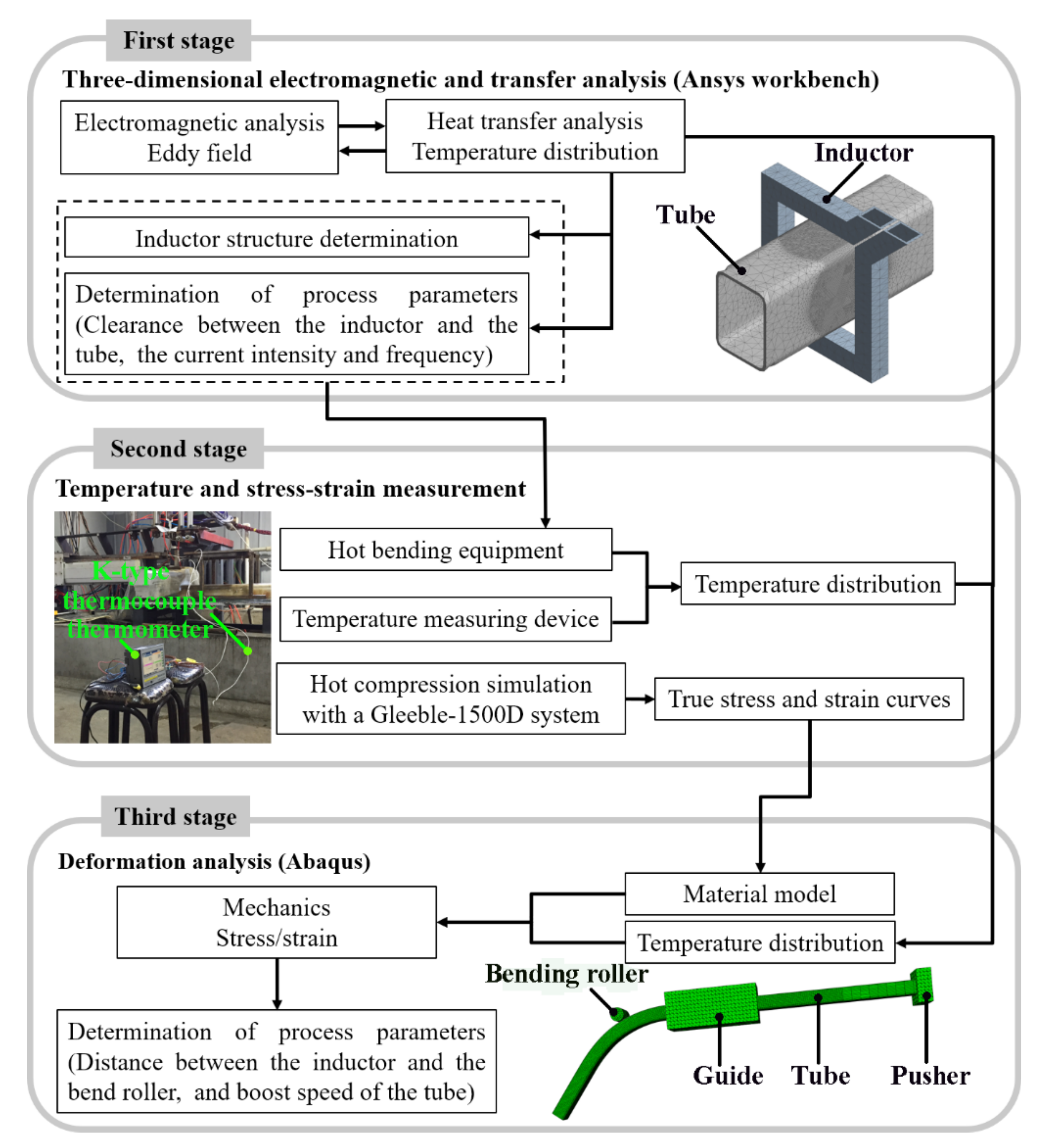
2.2. Analysis Procedure
3. FEM Modeling
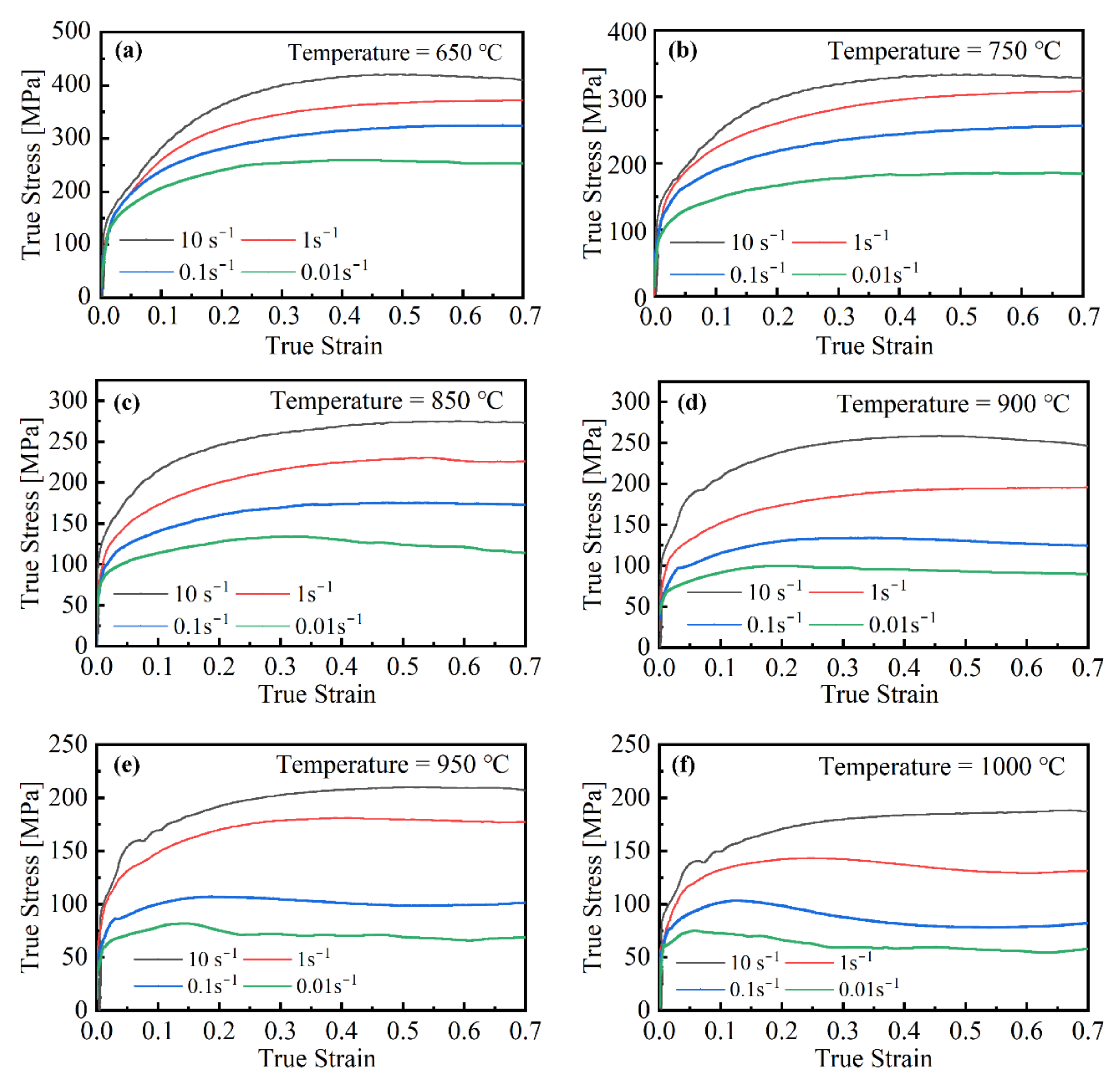
3.1. Materials Model and Friction Model
3.2. FEM Model and Resolution of Key Problems
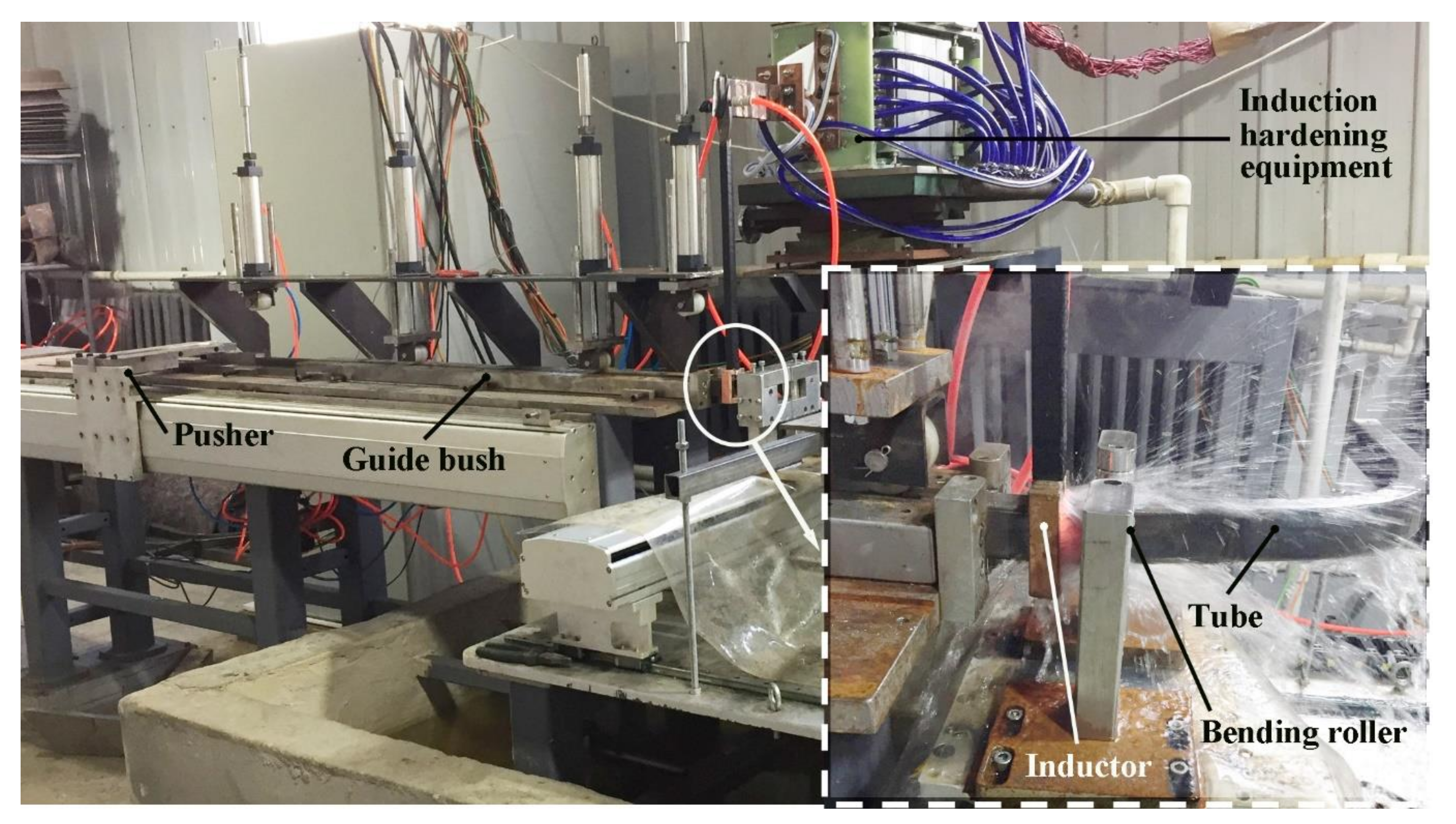
4. Local-Induction-Heating Bending Experiment
5. Results and Discussion
5.1. Structural Analysis of the Inductor
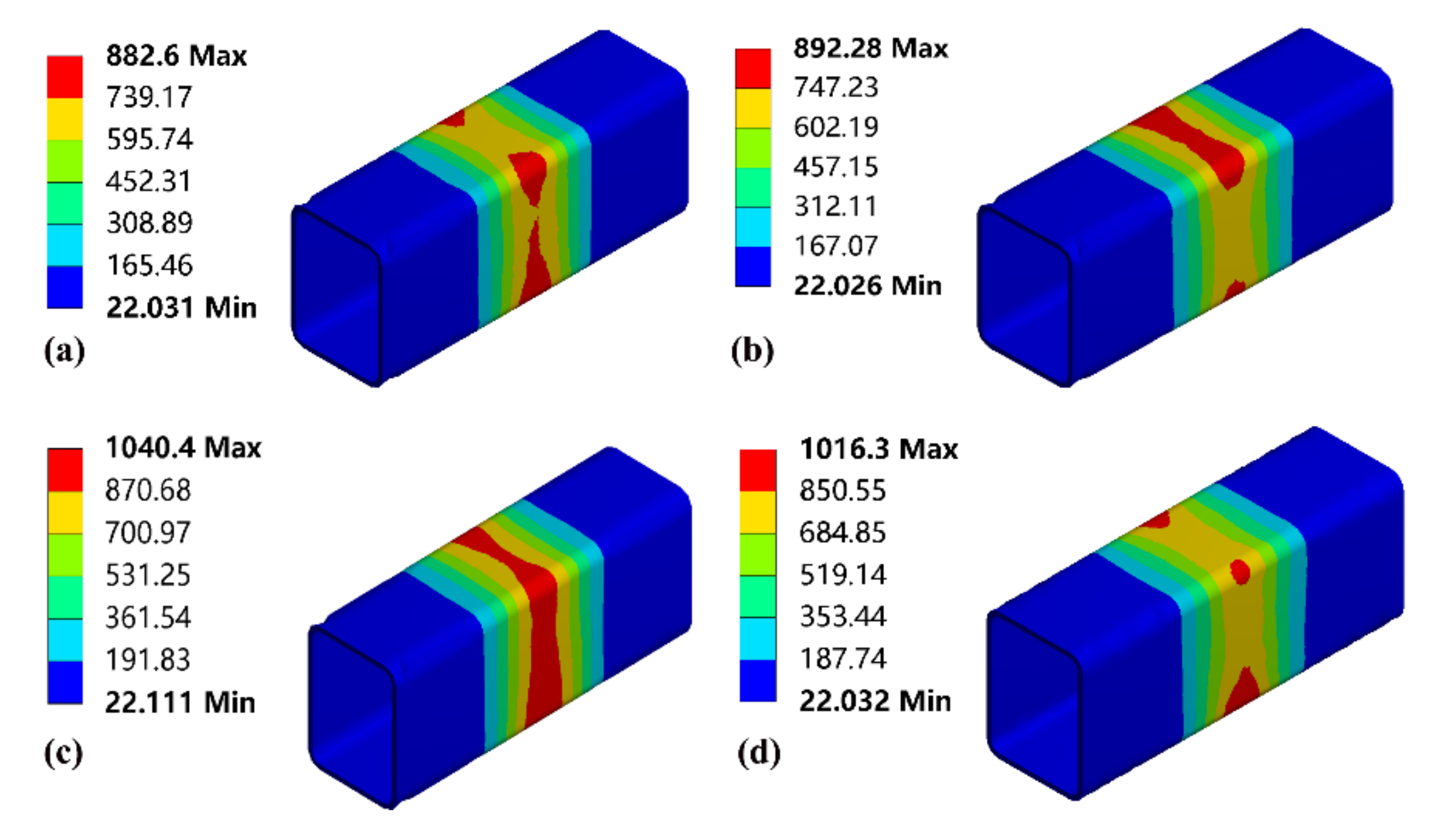
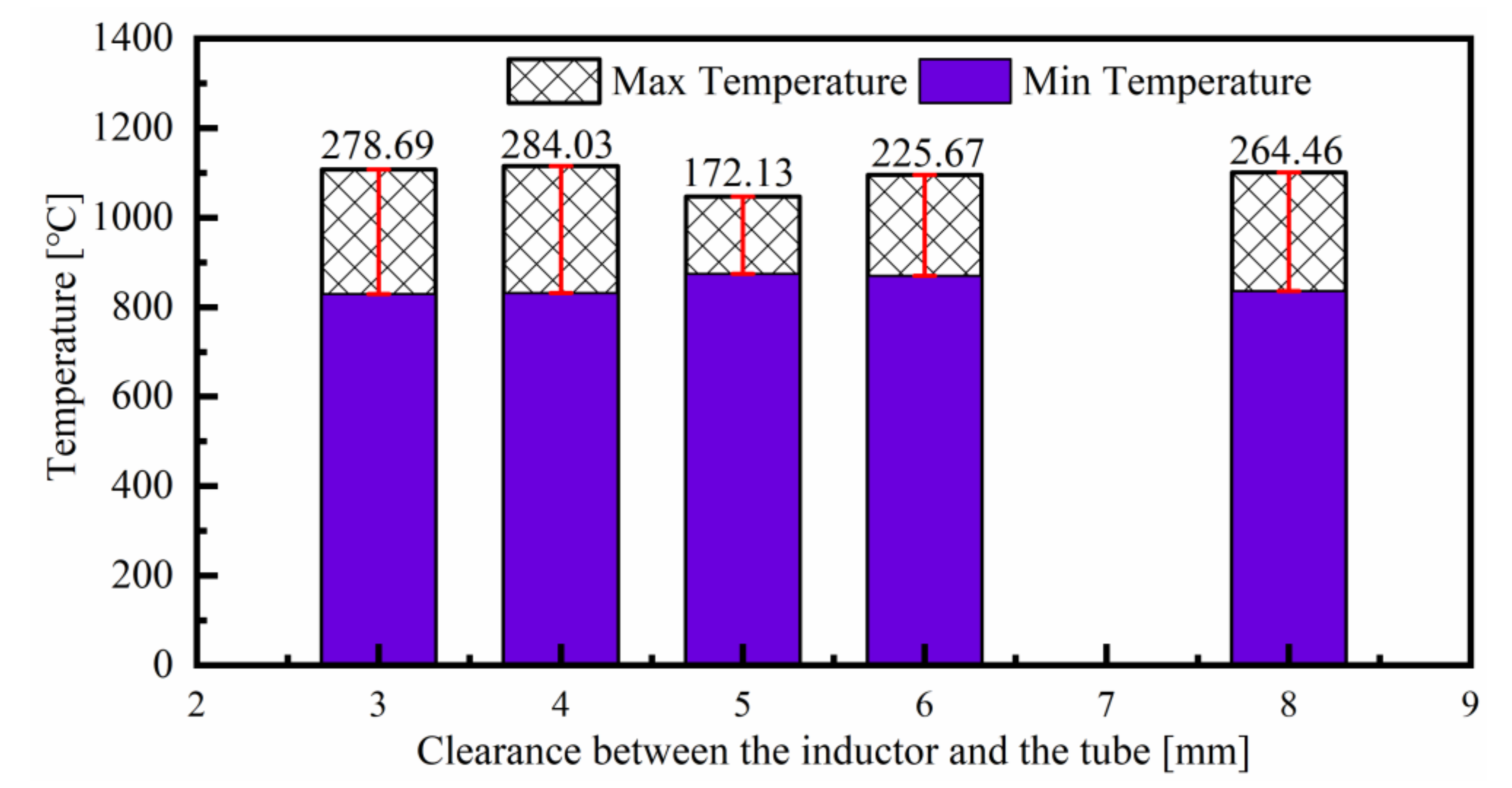
5.2. Effects of the Clearance Between the Inductor and Tube on the Temperature Distribution
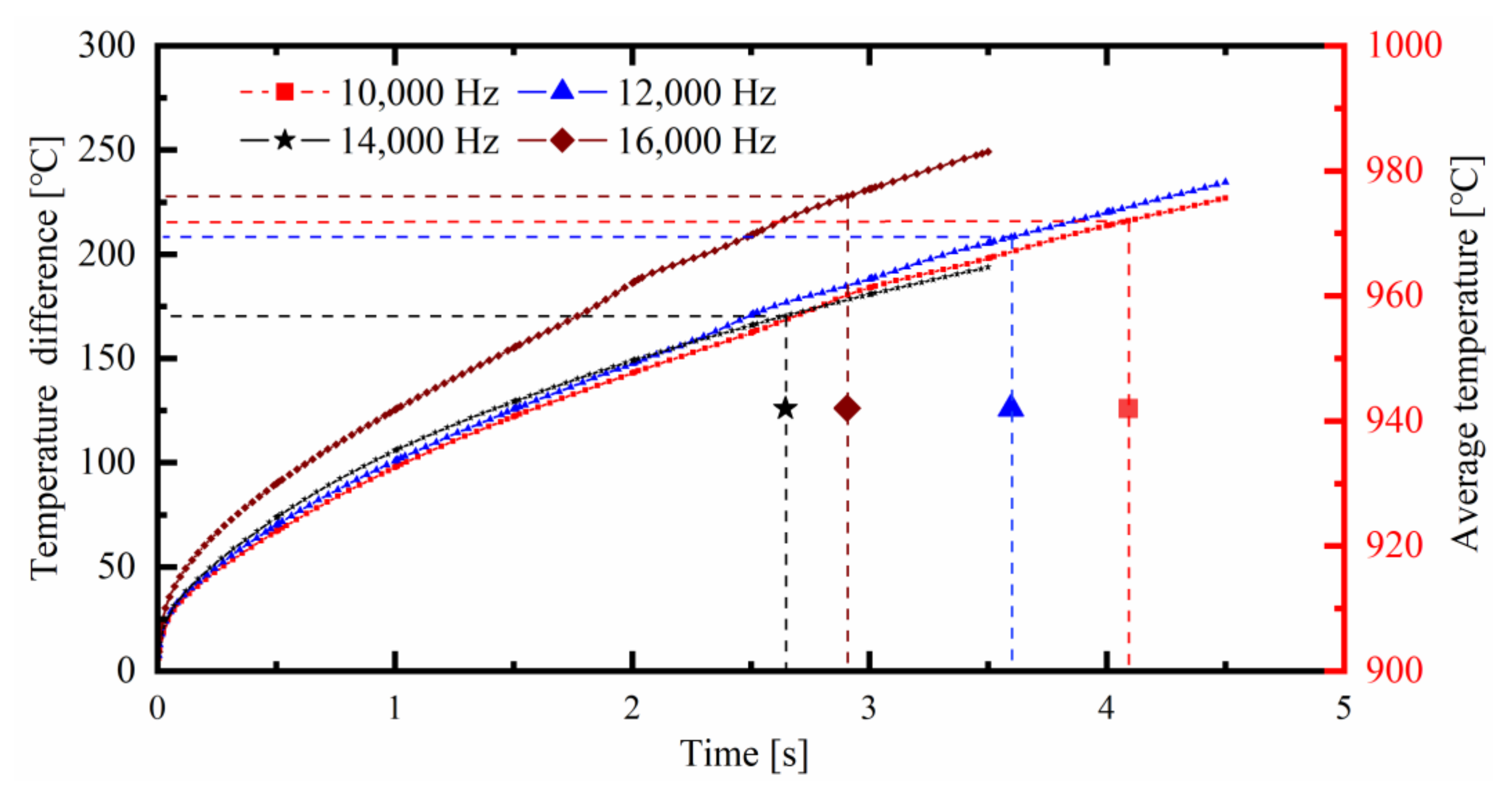
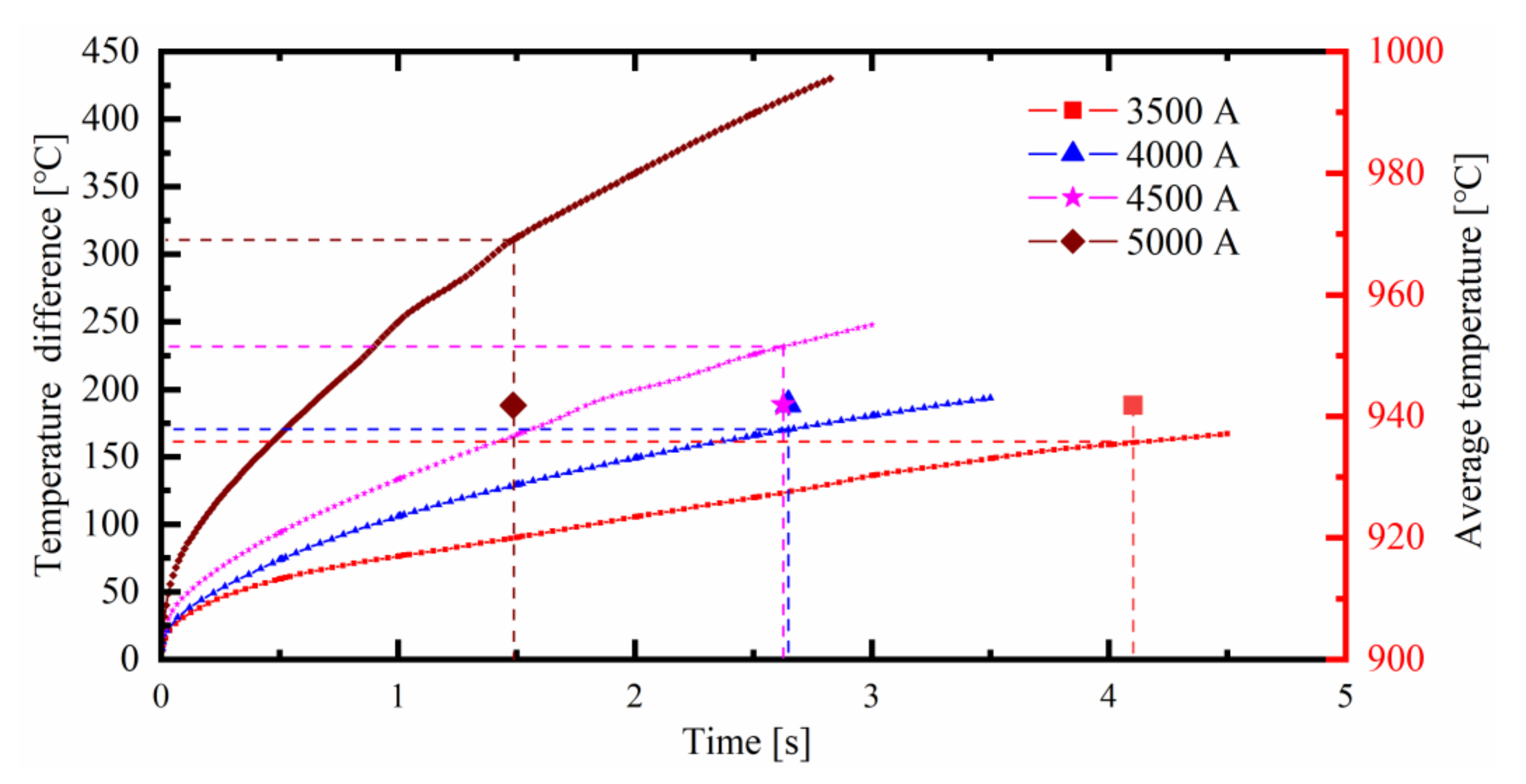
5.3. Effects of the Current Intensity and Frequency on the Temperature Distribution
5.4. Effects of the Feed Rate of the Rectangular Steel Tube and the Push Speed of the Bending Roller on the Bending Forming Quality
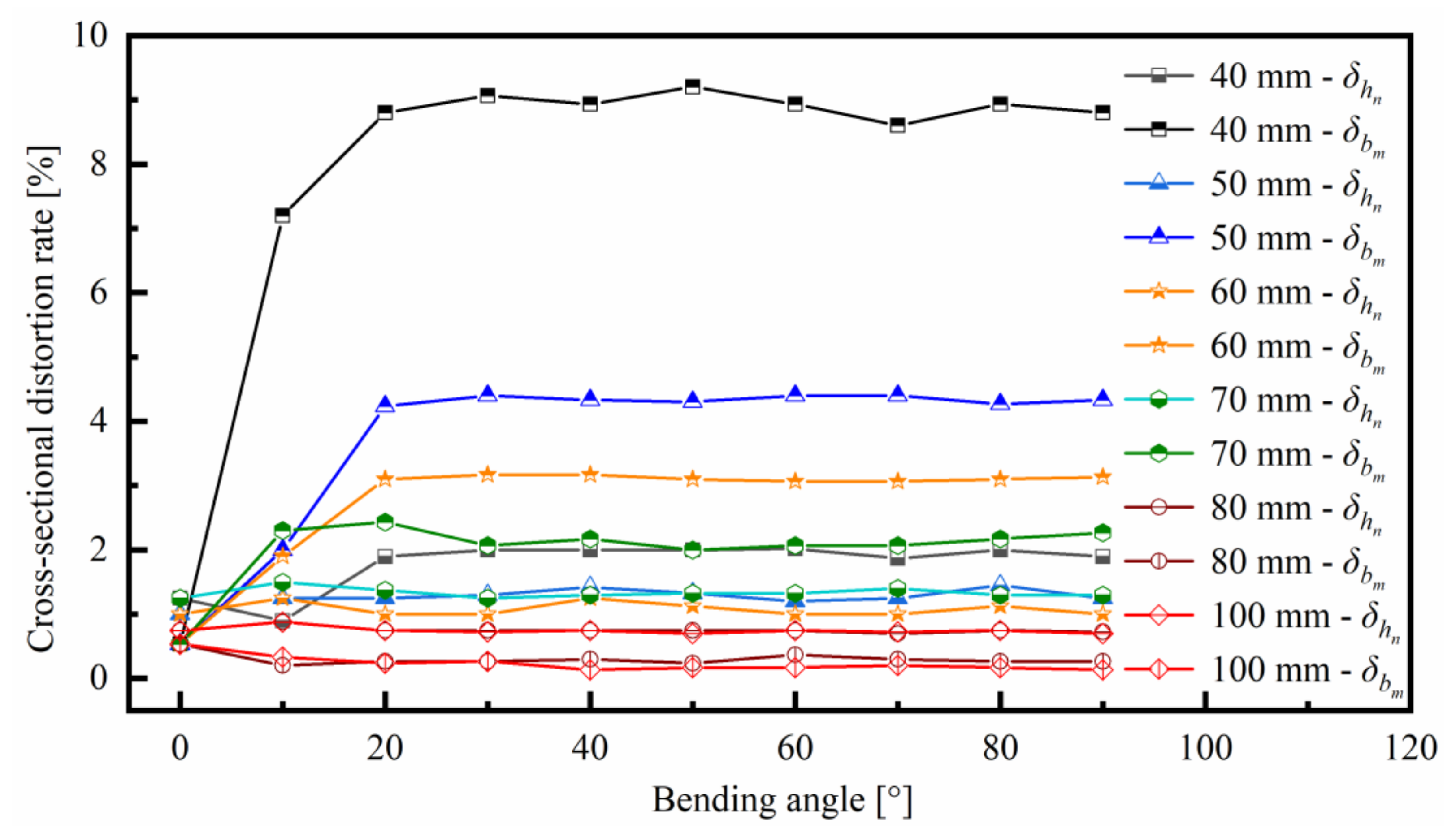
5.5. Effects of the Distance between the Inductor and the Bending Roller on the Bending Forming Quality
6. Conclusions
- (1)
- The temperature distribution was calculated and the structural and geometric parameters of the inductor were determined by three-dimensional electromagnetic and heat transfer analyses. The air gap, namely the clearance between the inductor and the TWRST, has a major effect on the proximity effect of the induction heating; the smaller the air gap, the stronger the proximity effect, and the higher the heating efficiency. It is more reasonable to improve the heating efficiency by reducing the clearance between the inductor and the TWRST than by increasing the input current.
- (2)
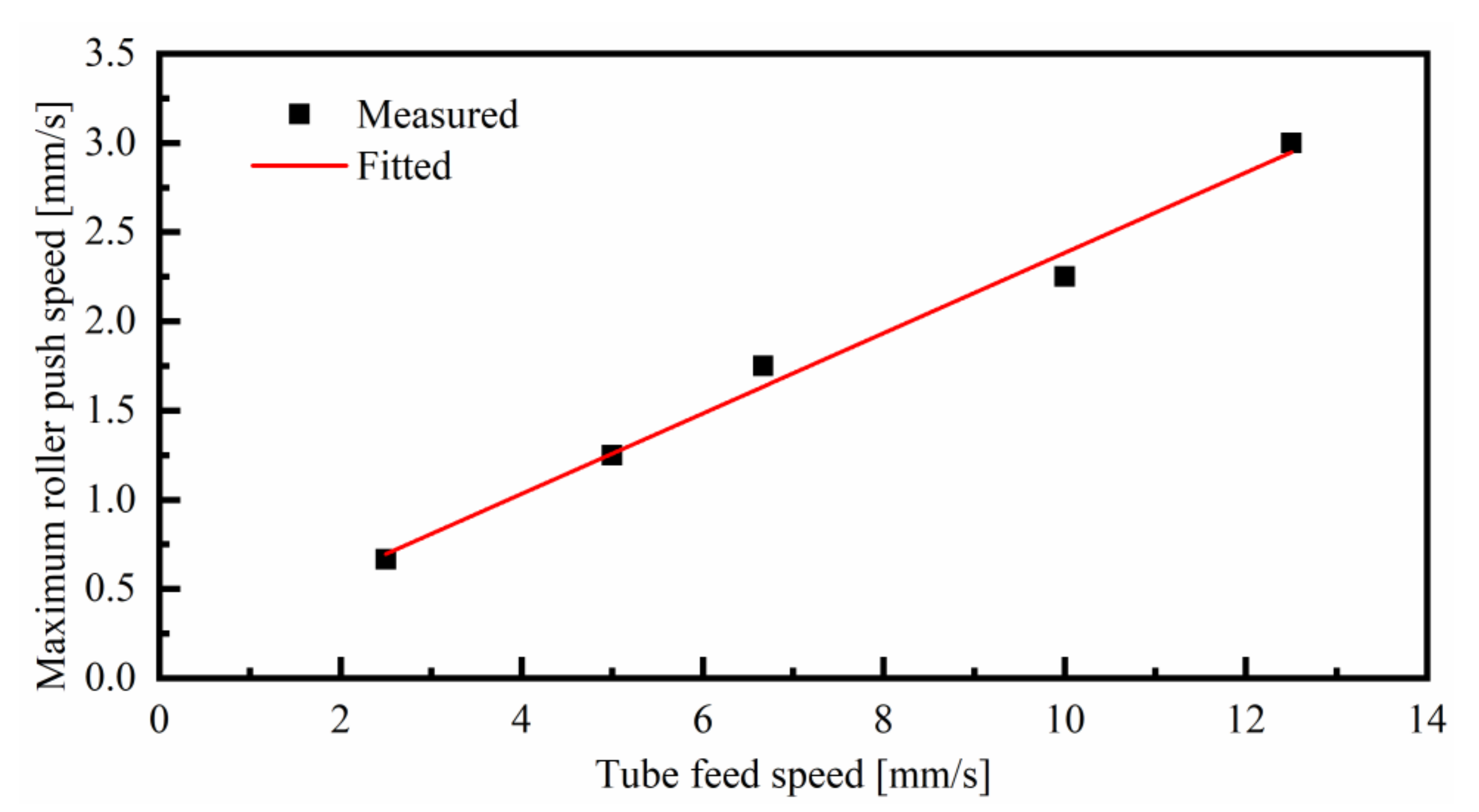
- A suitable feed rate of the TWRST and the push speed of the bending roller, and the distance between the inductor and the tube are all important for the improvement of the cross-sectional distortion and the forming limit of the TWRST. The good quality of a bent tube with a section size of 30 mm (Width) × 40 mm (Height) × 1.5 mm (Thickness) can be achieved when Vroller/Vtube < 0.225.
- (3)
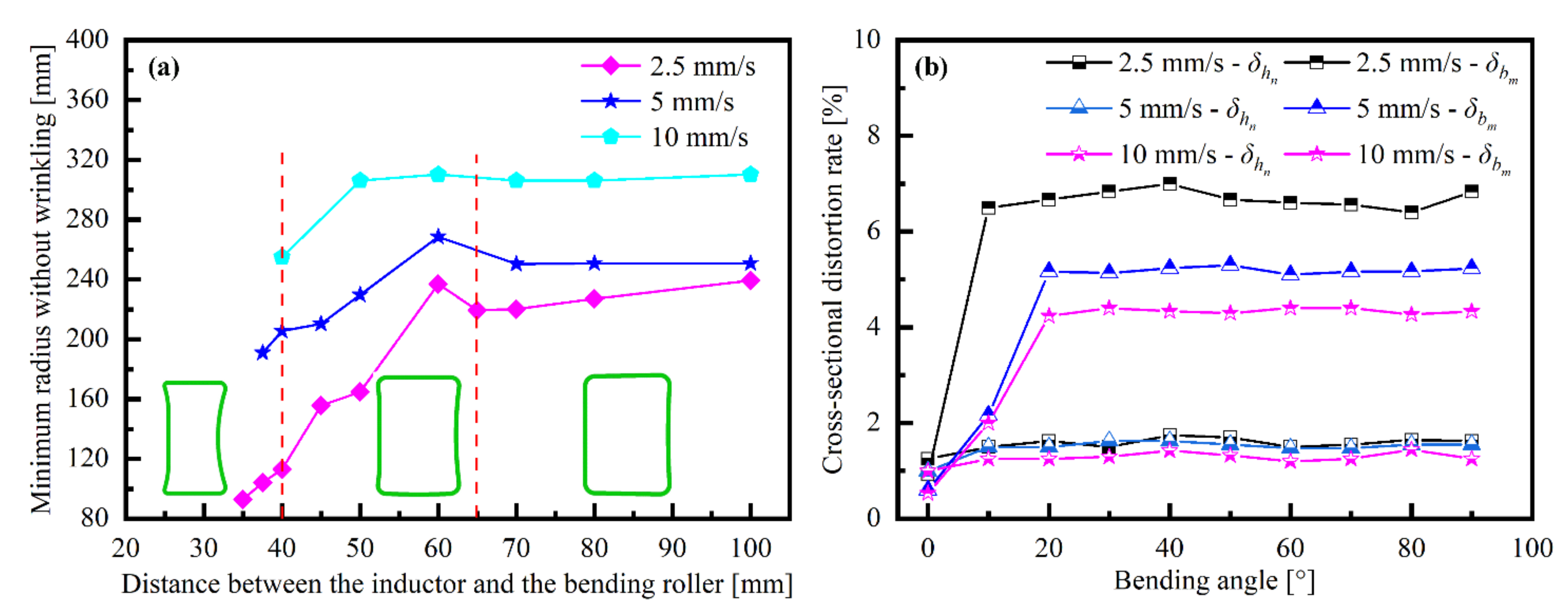
- The cross-sectional distortion increases with the decrease in the distance between the inductor and the bending roller and the feed rate of the TWRST. The minimum radius of the bent TWRST without wrinkling increases with the increase in the feed rate of the TWRST.
- (4)
- The influence mechanisms of process parameters on temperature difference, such as the current intensity and frequency, and distance between the inductor and the tube, require further study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, Z. Elasto-plastic solutions for spring-back angle of pipe bending using local induction heating. J. Mater. Process. Tech. 2000, 102, 103–108. [Google Scholar] [CrossRef]
- Lee, H.W.; Bae, J.H.; Kim, M.S.; Kim, C. Optimum design of pipe bending based on high-frequency induction heating using dynamic reverse moment. Int. J. Precis. Eng. Man. 2011, 12, 1051–1058. [Google Scholar] [CrossRef]
- Uematsu, K.; Shimada, N.; Tomizawa, A.; Mori, H. Development of three-dimensional hot bending and direct quench using robot. In Proceedings of the International Conference on Intelligent Informatics and Biomedical Sciences (ICIIBMS), Okinawa, Japan, 28–30 November 2015; pp. 165–171. [Google Scholar]
- Wang, Z.T.; Hu, Z. Theory of pipe-bending to a small bend radius using induction heating. J. Mater. Process. Tech. 1990, 21, 275–284. [Google Scholar]
- Hu, Z.; Li, J.Q. Computer simulation of pipe-bending processes with small bending radius using local induction heating. J. Mater. Process. Tech. 1999, 91, 75–79. [Google Scholar] [CrossRef]
- Li, X.; Wang, M.; Du, F.; Xu, Z. FEM simulation of large diameter pipe bending using local heating. J. Iron Steel Res. Int. 2006, 13, 25–29. [Google Scholar] [CrossRef]
- Batista, G.Z.; Hippert, J.E.; Naschpitz, L.; De, B.I.S. Induction hot bending and heat treatment of 20″ API 5L X80 pipe. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 25–29 September 2006; pp. 89–98. [Google Scholar]
- Kubota, H.; Tomizawa, A.; Yamamoto, K.; Okada, N.; Hama, T.; Takuda, H. Finite element analysis of three-dimensional hot bending and direct quench process considering phase transformation and temperature distribution by induction heating. ISIJ Int. 2014, 54, 1856–1865. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Jin, K.; Wang, H.; Pei, W.; Ma, F.; Tao, J.; Kim, N. Numerical simulations and experiments on fabricating bend pipes by push bending with local induction-heating process. Int. J. Adv. Manuf. Technol. 2015, 84, 2689–2695. [Google Scholar] [CrossRef]
- Ma, F.; Jin, K.; Wang, H.; Pei, W.J.; Tang, X.B.; Tao, J.; Guo, X.Z. Flow stress analysis and hot bending of P11 alloy steel. J. Mater. Eng. Perform. 2016, 25, 3725–3736. [Google Scholar] [CrossRef]
- Kathayat, T.S.; Goyal, R.K.; Hill, R.; Kyada, T. Optimization of pipe induction bending process parameters. In Proceedings of the ASME 2017 India Oil and Gas Pipeline Conference, Mumbai, India, 20–22 April 2017. [Google Scholar]
- Li, H.; Yang, H.; Zhan, M.; Sun, Z.C.; Gu, R.J. Role of mandrel in NC precision bending process of thin-walled tube. Int. J. Mach. Tools Manuf. 2007, 47, 1164–1175. [Google Scholar]
- Fang, J.; Lu, S.; Wang, K.; Xu, J.; Xu, X.; Yao, Z. Effect of mandrel on cross-section quality in numerical control bending process of stainless steel 2169 small diameter tube. Adv. Mater. Sci. Eng. 2013, 2013, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.B. Research on Controlling Microstructure and Property of High-Strength Steel Rectangular Tube in Induction Hardening. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Li, H.P.; He, L.F.; Zhao, G.Q.; Zhang, L. Constitutive relationships of hot stamping boron steel B1500HS based on the modified Arrhenius and Johnson–Cook model. Mater. Sci. Eng. A 2013, 580, 330–348. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- Pu, E.; Zheng, W.; Xiang, J.; Song, Z.; Li, J. Hot deformation characteristic and processing map of superaustenitic stainless steel S32654. Mater. Sci. Eng. A 2014, 598, 174–182. [Google Scholar] [CrossRef]
- Li, M.Y.; Dan, Y.C.; Yao, D.; Guan, Y.P.; Yang, L. Constitutive model and flow behavior of B1500HS High-strength steel during the hot deformation process. Metals 2019, 10, 64. [Google Scholar] [CrossRef] [Green Version]
- Xiao, Y.H.; Guo, C. Constitutive modelling for high temperature behavior of 1Cr12Ni3Mo2VNbN martensitic steel. Mater. Sci. Eng. A 2011, 528, 5081–5087. [Google Scholar] [CrossRef]
- Wang, W.T.; Guo, X.Z.; Huang, B.; Tao, J.; Li, H.G.; Pei, W.J. The flow behaviors of CLAM steel at high temperature. Mater. Sci. Eng. A 2014, 599, 134–140. [Google Scholar] [CrossRef]
- Xia, Y.F.; Ji, S.; Zhang, Y.D.; Wu, D.S.; Quan, G.Z. Deformation behavior and dynamic recovery kinetics of ultrahigh strength steel br1500hs at elevated temperature. High. Temp. Mater. Proc. 2014, 34, 503–513. [Google Scholar] [CrossRef]
- Xing, Z.W.; Cui, J.J.; Liu, H.S.; Li, C.F. Numerical and experimental investigation into hot stamping of high strength steel sheet for auto b pillar reinforced panel. Adv. Mat. Res. 2020, 129–131, 322–327. [Google Scholar] [CrossRef]
- Asao, H.; Okada, K.; Watanabe, M.; Yonemura, H.; Matsumoto, T.; Umehara, N. Analysis in workability of pipe bending using high frequency induction heating. In Proceedings of the Twenty-Fourth International Machine Tool design and Research Conference, Manchester, UK, 31 August–1 September 1983; pp. 97–104. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | B | Mn | Cr | Al | Si | S | P | Ti |
|---|---|---|---|---|---|---|---|---|
| 0.19–0.255 | 0.0008–0.005 | 1.1–1.4 | 0.15–0.35 | 0.02–0.06 | ≤0.4 | ≤0.015 | ≤0.025 | 0.02–0.05 |
| Temperature (°C) | 20 | 200 | 400 | 600 | 850 | 900 | 950 | |
|---|---|---|---|---|---|---|---|---|
| Parameters | ||||||||
| Thermal conductivity (W/(m·K)) | 31 | 34 | 40 | 42 | 43 | 43.5 | 45 | |
| Specific heat (J/kg·k) | 450 | 462 | 475 | 633 | 969 | 1023 | 1062 | |
| Resistivity [14] | 0.198 | 0.339 | 0.541 | 0.79 | 1.135 | 1.162 | 1.196 | |
| Young’s modules (GPa) | 207 | 180 | 150 | 110 | 90 | 89 | 85 | |
| Parameter | Specification |
|---|---|
| Inductor current frequency | 14,000 HZ |
| Heating power | 25.48–72.45 KW |
| Clearance between the inductor and the tube | 8 mm |
| Angle between the jet holes and the axial direction | 50° |
| Rectangular tube material | B1500HS |
| Rectangular tube section size | 30 mm (Width) × 40 mm (Height) × 1.5 mm (Thickness) with a 4-mm radius outer fillet |
| Feed rate of the TWRST | 2.5–12.5 mm/s |
| Push speed of the bending roller | 0.667–3 mm/s |
| Distance between the bending roller and the inductor | 35–100 mm |
| Bending angle | 90° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, T.; Lei, C.; Yang, W.; Fu, H.; Xing, Z. Local-Induction-Heating Bending Process of B1500HS Thin-Walled Rectangular Steel Tubes: A Simulation and Experimental Investigation. Metals 2021, 11, 132. https://doi.org/10.3390/met11010132
Cai T, Lei C, Yang W, Fu H, Xing Z. Local-Induction-Heating Bending Process of B1500HS Thin-Walled Rectangular Steel Tubes: A Simulation and Experimental Investigation. Metals. 2021; 11(1):132. https://doi.org/10.3390/met11010132
Chicago/Turabian StyleCai, Tingjun, Chengxi Lei, Wenyu Yang, Hongya Fu, and Zhongwen Xing. 2021. "Local-Induction-Heating Bending Process of B1500HS Thin-Walled Rectangular Steel Tubes: A Simulation and Experimental Investigation" Metals 11, no. 1: 132. https://doi.org/10.3390/met11010132