The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material Analysis
2.2. Contact Angle Measurements
2.3. Flotation Apparatus and Reagents
2.4. Experimental Method
2.5. Comparative Experiment
3. Results
3.1. Granularity Experiment
3.2. Effect of Impeller Speed on Flotation
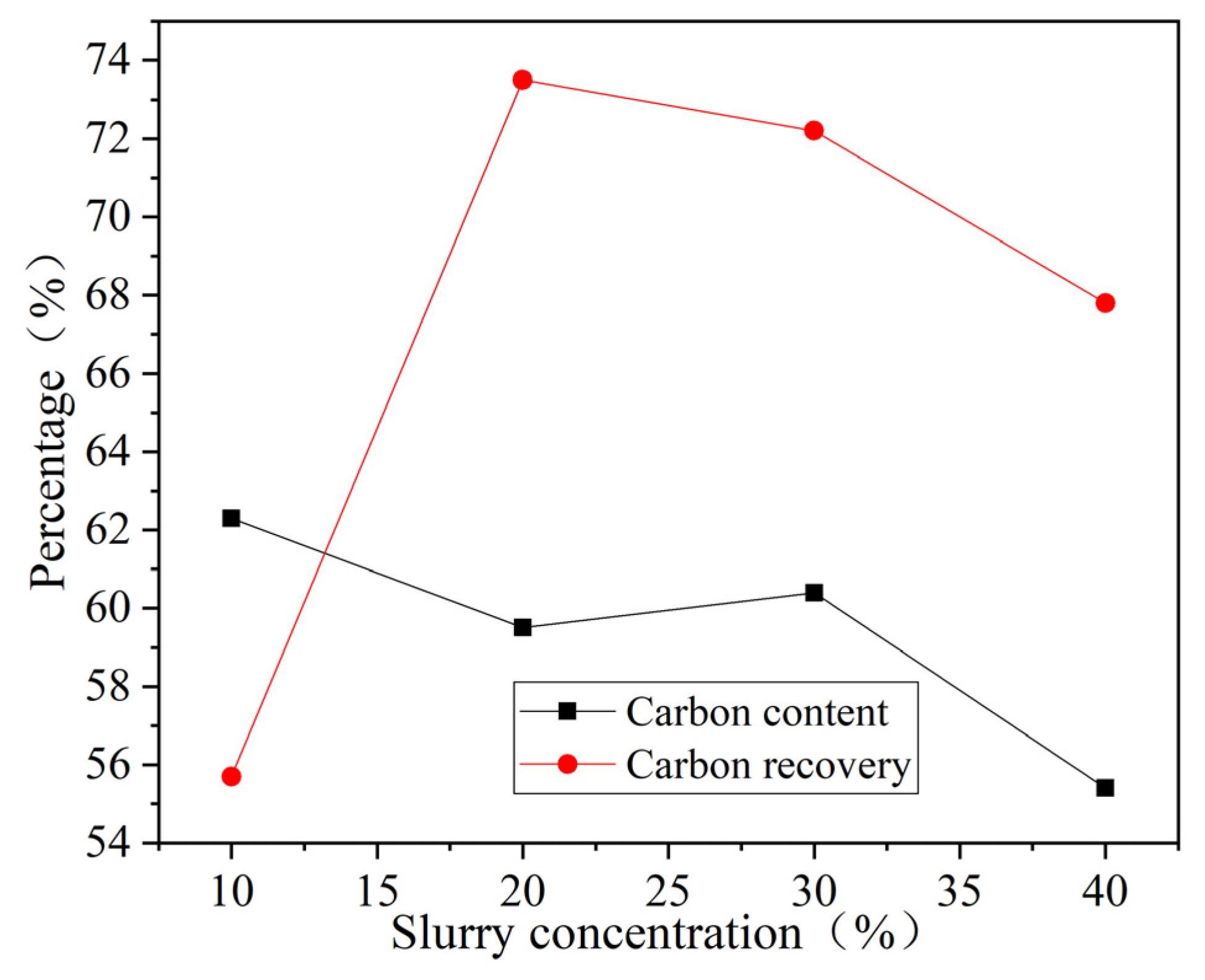
3.3. Effect of Slurry Concentration on Flotation
3.4. Effect of Adding Reagents on Flotation
3.5. Results and Analysis of Comparative Experimental
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frans, A.V. Sustainable development and the challenge of innovation. J. Clean. Prod. 2002, 10, 215–223. [Google Scholar]
- Hou, W.; Li, H.; Li, M.; Zhang, B.; Wang, Y.; Gao, Y. Multi-physical field coupling numerical investigation of alumina dissolution. Appl. Math. Modell. 2019, 67, 588–604. [Google Scholar] [CrossRef]
- Ibrahim, D.; Marc, A.R. Energy, environment and sustainable development. Appl. Energy 1999, 64, 427–440. [Google Scholar]
- Hou, W.; Li, H.; Feng, Y.; Wang, J.; Li, M.; Cheng, B.; Cao, X. Effects of the application of a perforated anode in an aluminum electrolysis cell on the gas-liquid two-phase flow and bubble distribution characteristics. Ind. Eng. Chem. Res. 2020, 59, 14522–14530. [Google Scholar] [CrossRef]
- McLean, A.; Yang, Y.; Barati, M. Refining fluxes for metallurgical melts based on waste materials of the aluminium industry. Trans. Inst. Min. Metall. Sect. C 2017, 126, 106–115. [Google Scholar] [CrossRef]
- Grjotheim, K.; Krohn, M. Aluminium Electrolysis Fundamentals of the Hall-Heroult Process, 3rd ed.; Aluminium Verlag Marketing & Kommunikation GmbH: Warsaw, Poland, 2002; pp. 282–284. [Google Scholar]
- National Catalogue of Hazardous Wastes. Available online: http://www.mee.gov.cn/xxgk2018/xxgk/xxgk02/202011/W020201130399742157558.pdf (accessed on 12 January 2021).
- Zhou, J. Study on Aluminum Carbon Residue by Bubbling Fluidized Bed Technology. Master of Engineering. Master’s Thesis, Master of Engineering, Chongqing University, Chongqing, China, 2015. [Google Scholar]
- Sun, W.; Deng, M.; Hu, Y. Fine particle agregating and flotation behavior induced by high intensity conditioning of a CO2 saturation slurry. Min. Sci. Technol. 2009, 19, 483–488. [Google Scholar]
- Yalcin, E.; Kelebek, S. Flotation kinetics of a pyritic gold ore. Int. J. Miner. Process. 2011, 98, 48–54. [Google Scholar] [CrossRef]
- Xia, Y.; Yang, Z.; Zhang, R.; Xing, Y.; Gui, X. Enhancement of the surface hydrophobicity of low-rank coal by adsorbing DTAB: An experimental and molecular dynamics simulation study. Fuel 2019, 239, 145–152. [Google Scholar] [CrossRef]
- Harvey, P.A.; Nguyen, A.V.; Evans, G.M. Influence of electrical double-layer interaction on coal flotation. J. Colloid. Interf. Sci. 2002, 250, 337–343. [Google Scholar] [CrossRef]
- Nikolaev, A. Flotation recovery of toner containing iron oxide from water suspension. Miner. Eng. 2019, 144, 106027. [Google Scholar] [CrossRef]
- Estradaruiz, R.H.; Florescampos, R.; Gamezaltamirano, H.A.; Velardesanchez, E.J. Separation of the metallic and non-metallic fraction from printed circuit boards employing green technology. J. Hazard. Mater. 2016, 311, 91–99. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, Y.; Wang, X.; Miller, J.D.; Lu, D.; Zheng, X.; Zhao, Y.; Zheng, H. Effects of grinding environment and lattice impurities on spodumene flotation. Trans. Nonferrous Met. Soc. China 2019, 29, 1527–1537. [Google Scholar] [CrossRef]
- Wang, L.; Hu, G.; Sun, W.; Khoso, S.A.; Liu, R.; Zhang, X. Selective flotation of smithsonite from dolomite by using novel mixed collector system. Trans. Nonferrous Met. Soc. China 2019, 29, 1082–1089. [Google Scholar] [CrossRef]
- Zhu, H.; Qin, W.; Chen, C.; Chai, L.; Li, H.; Liu, S.; Zhang, T. Selective flotation of smithsonite, quartz and calcite using alkyl diamine ether as collector. Trans. Nonferrous Met. Soc. China 2018, 28, 163–168. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, J.; Wang, R.; Zhou, J.; Cen, K. Effect of hydrothermal dewatering on the slurry ability of brown coals. ISO 4 Energy. Convers. Manag. 2012, 57, 8–12. [Google Scholar] [CrossRef]
- Xing, Y.; Gui, X.; Cao, Y.; Wang, D.; Zhang, H. Clean low-rank-coal purification technique combining cyclonic-static microbubble flotation column with collector emulsification. J. Clean. Prod. 2017, 153, 657–672. [Google Scholar] [CrossRef]
- Wu, J.; Chen, L.; Zheng, N.; Sun, Z. Experimental investigation of the attachment of unburned carbon in coal fly ash to a stationary air bubble in aqueous solutions. Fuel 2021, 285, 119080. [Google Scholar] [CrossRef]
- Yang, T.; Wang, N.; Gu, H.; Guo, T. Froth flotation separation of carbon from barium slag: Recycling of carbon and minimize the slag. Waste Manag. 2021, 120, 108–113. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Li, D.; Zhang, H.; Yan, X. Flotation kinetics of the removal of unburned carbon from coal fly ash. Energy Sources Part A 2018, 40, 1781–1787. [Google Scholar] [CrossRef]
- Derya, O.; Sabina, K.; Huseyin, K. Recycling of coal combustion wastes. Waste Manag. Res. 2009, 27, 267–273. [Google Scholar]
- Zhang, W.; Honaker, R. Studies on carbon flotation from fly ash. Fuel Process. Technol. 2015, 139, 236–241. [Google Scholar] [CrossRef]
- Zhou, F.; Yan, C.; Wang, H.; Zhou, S.; Liang, H. The result of surfactants on froth flotation of unburned carbon from coal fly ash. Fuel 2017, 190, 182–188. [Google Scholar] [CrossRef]
- An, M.; Liao, Y.; Zhao, Y.; Li, X.; Lai, Q.; Liu, Z.; He, Y. Effect of frothers on removal of unburned carbon from coal-fired power plant fly ash by froth flotation. Sep. Sci. Technol. 2018, 53, 535–543. [Google Scholar] [CrossRef]
- Yang, L.; Zhu, Z.; Li, D.; Yan, X.; Zhang, H. Effects of particle size on the flotation behavior of coal fly ash. Waste Manag. 2019, 85, 490–497. [Google Scholar] [CrossRef]
- Xu, M.; Li, C.; Wang, Y.; Zhang, H. Investigation on mechanism of intensifying coal fly ash froth flotation by pretreatment of non-ionic surfactant. Fuel 2019, 254, 115601. [Google Scholar] [CrossRef]
- Walker, A.; Wheelock, T.D. Separation of Carbon from Fly Ash Using Froth Flotation. Int. J. Coal Prep. Util. 2006, 26, 235–250. [Google Scholar] [CrossRef]
- Harris, T.; Thomas, D. Process Conditions for the Separation of Carbon from Fly Ash by Froth Flotation. Int. J. Coal Prep. Util. 2008, 28, 133–152. [Google Scholar] [CrossRef]
- Vasyunina, N.V.; Belousov, S.V.; Dubova, I.V.; Morenko, A.V.; Druzhinin, K.E. Recovery of Silicon and Iron Oxides from Alumina-Containing Sweepings of Aluminum Production. Russ. J. Non-Ferr. Met. 2018, 59, 230–236. [Google Scholar] [CrossRef] [Green Version]
- Tropenauer, B.; Klinar, D.; Samec, N.; Golob, J.; Kortnik, J. Sustainable waste-treatment procedure for the spent potlining (SPL) from aluminium production. Mater Tehnol. 2018, 53, 277–284. [Google Scholar] [CrossRef]
- Li, N.; Xie, G.; Wang, Z.; Hou, Y.; Li, R. Recycle of Spent Potlining with Low Carbon Grade by Floatation. AMR 2014, 881–883, 1660–1664. [Google Scholar] [CrossRef]
- Omair, M.; Sarkar, B.; Eduardo, L. Minimum Quantity Lubrication and Carbon Footprint: A Step towards Sustainability. Sustainability 2017, 9, 714. [Google Scholar] [CrossRef] [Green Version]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Varnayskaya, A. Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods. Minerals 2019, 9, 320. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition. | Na3AlF6 | Al2O3 | CaF2 | K2NaAlF6 | LiNa2AlF6 | Carbon |
|---|---|---|---|---|---|---|
| Relative Content/% | 60 | 11 | 2 | 2 | 4 | 20 |
| Elements | C | O | F | Na | Al | S | Cl | K | Ca | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Content/% | 23.3 | 11.3 | 34.9 | 13.4 | 10.4 | 1.81 | 1.68 | 1.02 | 1.49 | 0.7 |
| Volume/L | Diameter of Impeller/mm | Maximum Speed (r/min) | Feed Size/mm | Power/W |
|---|---|---|---|---|
| 1.5 | Φ60 | 2800 | 0.04–0.25 | 125 |
| Reagent Function | Name | Specification |
|---|---|---|
| Collector | Kerosene | Technical Grade |
| Foaming agent | Terpenic oil | Technical Grade |
| Inhibitor | Water glass | Technical Grade |
| pH adjuster | Sodium carbonate | Chemically Pure |
| pH adjuster | Sodium hydroxide | Chemically Pure |
| Process | Basic Conditions |
|---|---|
| Crushed average particle size | 2 mm |
| Slurry concentration | 25% |
| Milling time | 15 min |
| Impeller speed | 1500 r/min |
| Inhibitor | 1 kg/t |
| Foaming agent | 200 g/t |
| pH adjuster | None |
| Collector (total) | 500 g/t |
| Stirring time | 3 min |
| Flotation time | 10 min |
| Material Types | Basic | Optimized | Difference |
|---|---|---|---|
| Initial carbon content (%) | 23.3 | 23.3 | - |
| Initial electrolyte content (%) | 76.7 | 76.7 | - |
| Carbon content in concentrate (%) | 70.4 | 75.6 | 5.2 |
| Carbon recovery rate (%) | 85.2 | 86.9 | 1.7 |
| Carbon content in electrolyte (%) | 8.8 | 7.5 | −1.3 |
| Concentrate yield (%) | 28.2 | 26.8 | −1.4 |
| Efficiency index (%) | 74.3 | 78.4 | 4.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Wang, J.; Hou, W.; Li, M.; Cheng, B.; Feng, Y.; Xu, T. The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals 2021, 11, 145. https://doi.org/10.3390/met11010145
Li H, Wang J, Hou W, Li M, Cheng B, Feng Y, Xu T. The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals. 2021; 11(1):145. https://doi.org/10.3390/met11010145
Chicago/Turabian StyleLi, Hesong, Jiaoru Wang, Wenyuan Hou, Mao Li, Benjun Cheng, Yuan Feng, and Tibo Xu. 2021. "The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation" Metals 11, no. 1: 145. https://doi.org/10.3390/met11010145
APA StyleLi, H., Wang, J., Hou, W., Li, M., Cheng, B., Feng, Y., & Xu, T. (2021). The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals, 11(1), 145. https://doi.org/10.3390/met11010145