Enhancement of Balance in Strength, Ductility, and Stretch Flangeability by Two-Step Austempering in a 1000 MPa Grade Cold Rolled Bainitic Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
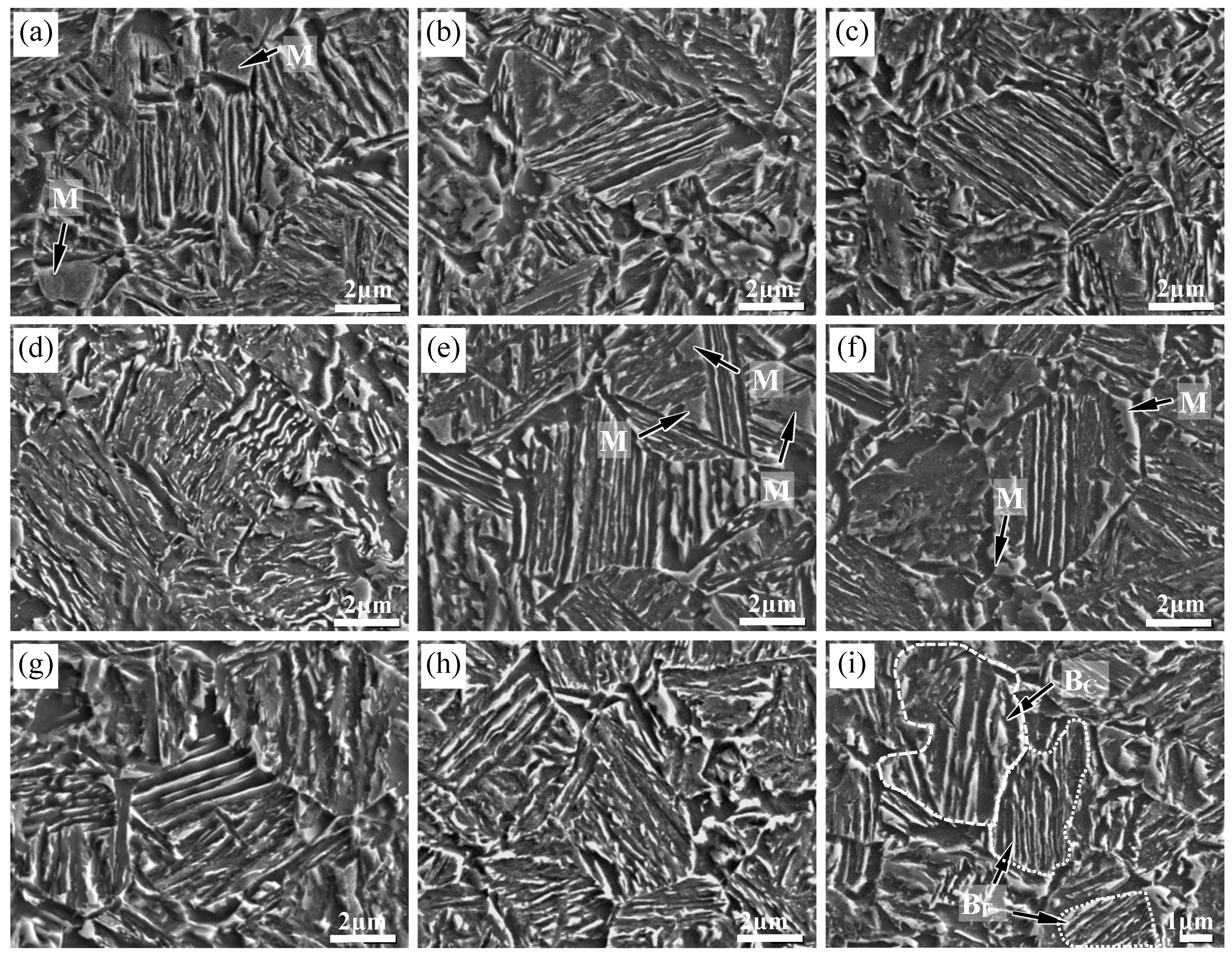
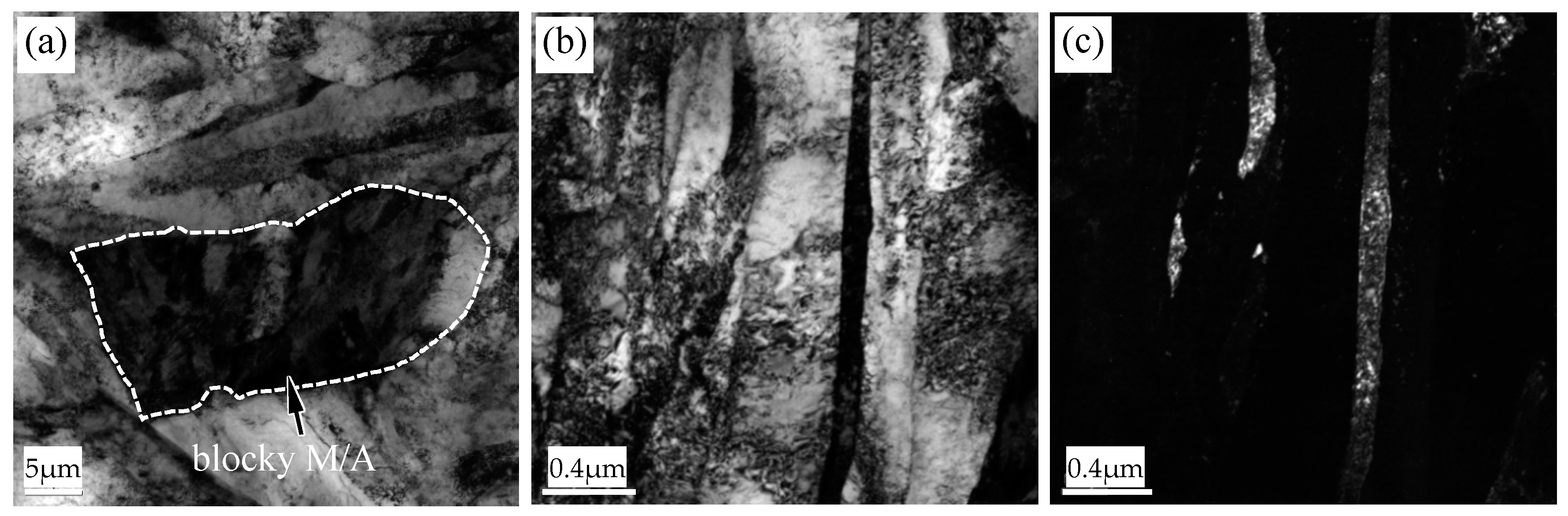
3.1. Microstructural Characterization
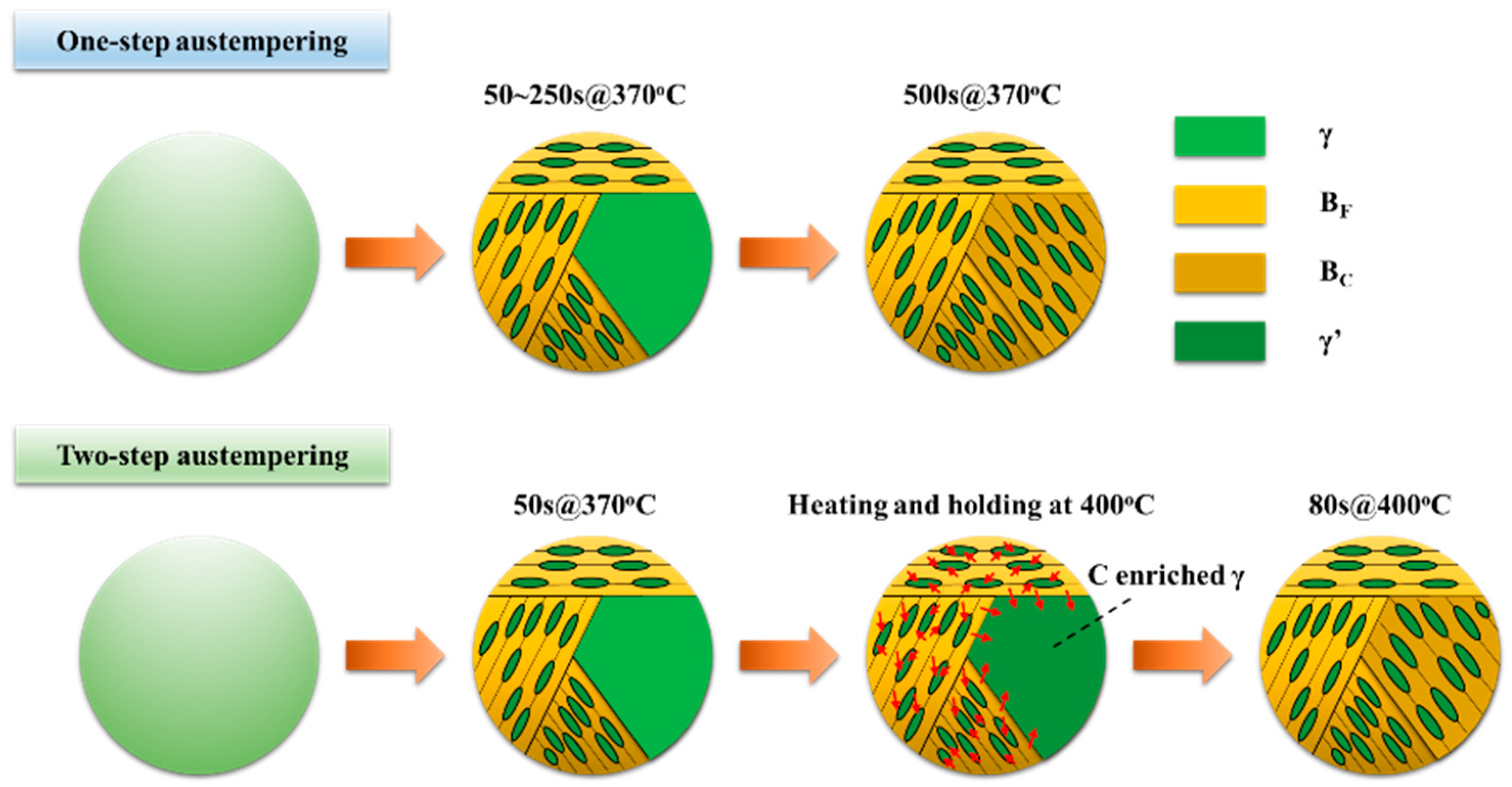
3.2. Analysis of Microstructural Evolution
3.3. Mechanical Properties
3.4. Stretch Flangeability
4. Conclusions
- (1)
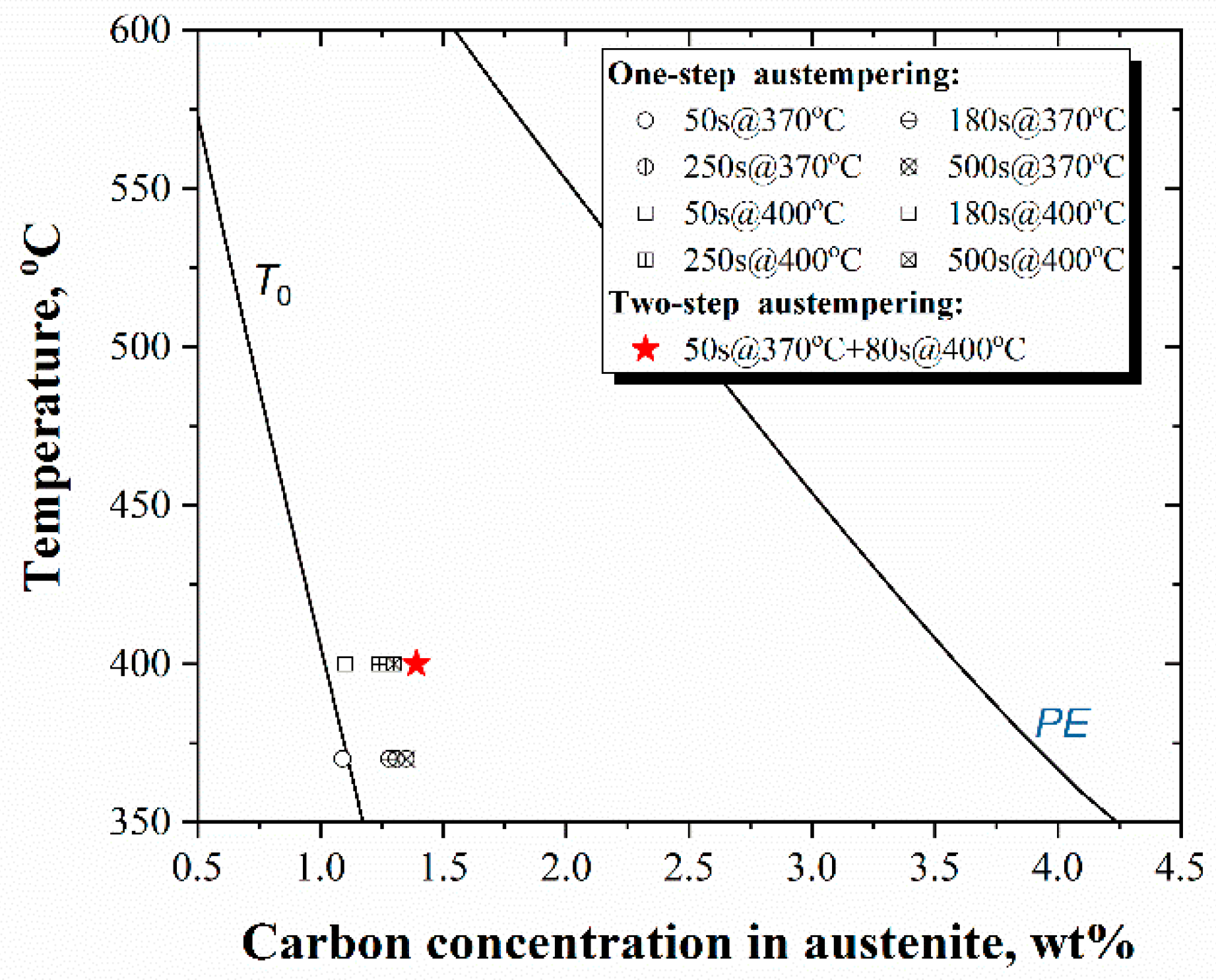
- With the increasing of austempering temperature, the width of both bainitic lath and interlath film-like RA/M becomes wider. The bimodal bainitic lath size is provided through the two-step austempering. Both Vγ and Cγ are lower for 370 °C than for 400 °C austempering. The Cγ for the two-step austempering maintains the highest value, which is attributed to the fact that carbon enrichment further occurs from lower-temperature bainitic ferrite into neighbored austenite at higher austempering temperature in the second step of austempering.
- (2)
- TS and YS decrease with the increasing of austempering time, and TS slightly decreases when the holding time is longer than 250 s. TEL increases as the austempering time is prolonged. The higher TS as well as lower TEL at the early stage of austempering is caused by the blocky martensite. In contrast, TEL is remarkably enhanced for the two-step austempering, deviating from the exponential relationship between TS and TEL as maintained by the one-step austempering.
- (3)
- In light of the two plateaus of the strain-hardening exponent, it is considered that the two-level stability of RA exists, which is provided by the two-step austempering. The two longer plateaus allow the necking point to be postponed, improving the uniform elongation.
- (4)
- Strain incompatibility between the matrix and hard blocky martensite is the dominant cracking mechanism during hole expanding. Tendering more complete bainitic transformation as well as more film-like RA would help improve the stretch flangeability. The two-step austempering may be a promising way to ensure a good combination of strength, ductility, and stretch flangeability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sandvik, B.P.J.; Nevalainen, H.P. Structure-property relationship in commercial low-alloy bainitic-austenitic steel with high strength, ductility and toughness. Met. Technol. 1981, 15, 213–220. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Yokota, T.; García Mateo, C.; Bhadeshia, H.K.D.H. Formation of nanostructured steels by phase transformation. Scripta Mater. 2004, 51, 767–770. [Google Scholar] [CrossRef] [Green Version]
- Sugimoto, K.; Sakaguchi, J.; Iida, T.; Kashima, T. Stretch-flangeability of a high-strength TRIP type bainitic sheet steel. ISIJ Int. 2000, 40, 920–926. [Google Scholar] [CrossRef]
- Hausmann, K.; Krizan, D.; Spiradek-Hahn, K.; Pichler, A.; Werner, E. The influence of Nb on transformation behavior and mechanical properties of TRIP-assisted bainitic-ferritic sheet steels. Mater. Sci. Eng. A 2013, 588, 142–150. [Google Scholar] [CrossRef]
- Hasegawa, K.; Kawamura, K.; Urabe, T.; Hosoya, Y. Effects of microstructure on stretch-flange-formability of 980 MPa grade cold-rolled ultra high strength steel sheets. ISIJ Int. 2004, 44, 603–609. [Google Scholar] [CrossRef]
- Sugimoto, K.; Iida, T.; Sakaguchi, J.; Kashima, T. Retained austenite characteristics and tensile properties in a TRIP type bainitic sheet steel. ISIJ Int. 2000, 40, 902–908. [Google Scholar] [CrossRef]
- Zhao, J.; Lv, B.; Zhang, F.; Yang, Z.; Qian, L.; Chen, C.; Long, X. Effects of austempering temperature on bainitic microstructure and mechanical properties of a high-C high-Si steel. Mater. Sci. Eng. A 2019, 742, 179–189. [Google Scholar] [CrossRef]
- Hase, K.; Garcia-Mateo, C.; Bhadeshia, H.K.D.H. Bimodal size-distribution of bainite plates. Mater. Sci. Eng. A 2006, 438–440, 145–148. [Google Scholar] [CrossRef] [Green Version]
- Xie, Z.J.; Ren, Y.Q.; Zhou, W.H.; Yang, J.R.; Shang, C.J.; Misra, R.D.K. Stability of retained austenite in multi-phase microstructure during austempering and its effect on the ductility of a low carbon steel. Mater. Sci. Eng. A 2014, 603, 69–75. [Google Scholar] [CrossRef]
- Jacques, P.J.; Girault, E.; Mertens, A.; Verlinden, B.; van Humbeeck, J.; Delannay, F. The Developments of cold-rolled TRIP-assisted multiphase steels. Al-alloyed TRIP-assisted multiphase steels. ISIJ Int. 2001, 41, 1068–1074. [Google Scholar] [CrossRef]
- De Meyer, M.; Vanderschueren, D.; De Cooman, B.C. The influence of the substitution of Si by Al on the properties of cold rolled C-Mn-Si TRIP steels. ISIJ Int. 1999, 39, 813–822. [Google Scholar] [CrossRef]
- Soliman, M.; Weidenfeller, B.; Palkowski, H. Metallurgical phenomena during processing of cold rolled TRIP steel. Steel Res. Int. 2009, 80, 57–65. [Google Scholar]
- Barbé, L.; Verbeken, K.; Wettinck, E. Effect of the addition of P on the mechanical properties of low alloyed trip steels. ISIJ Int. 2006, 46, 1251–1257. [Google Scholar] [CrossRef] [Green Version]
- Luzginova, N.; Zhao, L.; Sietsma, J. Evolution and thermal stability of retained austenite in SAE 52100 bainitic steel. Mater. Sci. Eng. A 2007, 448, 104–110. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Transformation, Microstructure and Properties, 2nd ed.; Institute of Materials: London, UK, 2001; p. 9. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of low-temperature bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef] [Green Version]
- García-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical properties of low-temperature bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar]
- Peet, M.; Babu, S.S.; Miller, M.K.; Bhadeshia, H.K.D.H. Three-dimensional atom probe analysis of carbon distribution in low-temperature bainite. Scr. Mater. 2004, 50, 1277–1281. [Google Scholar] [CrossRef] [Green Version]
- Tian, J.Y.; Xu, G.; Zhou, M.X.; Hu, H.J. Refined bainite microstructure and mechanical properties of a high-strength low-carbon bainitic steel treated by austempering below and above MS. Steel Res. Int. 2018, 89, 1–10. [Google Scholar] [CrossRef]
- Lan, H.F.; Du, L.X.; Zhou, N.; Liu, X.H. Effect of austempering route on microstructural characterization of nanobainitic steel. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 19–26. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Kim, S.; Lee, C.G.; Choi, I.; Lee, S. Effects of heat treatment and alloying elements on the microstructures and mechanical properties of 0.15 wt pct C transformation-induced plasticity-aided cold-rolled steel sheets. Metall. Mater. Trans. A 2001, 32, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Sadagopan, S.; Urban, D.; Wong, C.; Huang, M.; Yan, B. Formability Characterization of a New Generation High Strength Steels; TRP0012; Ispat Inland Inc.: Chicago, IL, USA, 2003. [Google Scholar]
- Terrazas, O.R.; Findley, K.O.; Van Tyne, C.J. Influence of martensite morphology on sheared-edge formability of dual-phase steels. ISIJ Int. 2017, 57, 937–944. [Google Scholar] [CrossRef] [Green Version]
- Karelova, A.; Krempaszky, C.; Werner, E.; Tsipouridis, P.; Hebesberger, T.; Pichler, A. Hole expansion of dual-phase and complex-phase AHS steels–effect of edge conditions. Steel Res. Int. 2009, 80, 71–77. [Google Scholar]
- Tang, S.; Lan, H.; Li, J.; Liu, Z.; Wang, G. The role of microstructural constituents on strength–ductility–local formability of a transformation-induced-plasticity-aided bainitic steel. Steel Res. Int. 2020. [Google Scholar] [CrossRef]
- Sugimoto, K.; Nakano, K.; Song, S.; Kashima, T. Retained austenite characteristics and stretch-flangeability of high-strength low-alloy TRIP type bainitic sheet steels. ISIJ Int. 2002, 42, 450–455. [Google Scholar] [CrossRef]
- Jacques, P.J.; Delannay, F.; Ladrière, J. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Yang, H.; Bhadeshia, H.K.D.H. Austenite grain size and the martensite-start temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Wright, J.P.; van der Zwaag, S. In situ synchrotron study on the interplay between martensite formation, texture evolution and load partitioning in low-alloyed TRIP steels. Mater. Sci. Eng. A 2011, 528, 6407–6416. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Martensitic transformation of individual grains in low-alloyed TRIP steels. Scr. Mater. 2007, 56, 421–424. [Google Scholar] [CrossRef]
- Sugimoto, K.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of second phase morphology on retained austenite morphology and tensile properties in aTRIP-aided dual-phase steel sheet. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef] [Green Version]
- Taylor, M.D.; Choi, K.S.; Sun, X.; Matlock, D.K.; Packard, C.E.; Xu, L.; Barlat, F. Correlations between nanoindentation hardness and macroscopic mechanical properties in DP980 steels. Mater. Sci. Eng. A 2014, 597, 431–439. [Google Scholar] [CrossRef]
- Yang, D.; Xiong, Z. The dependence of fracture resistance on the size and distribution of blocky retained austenite-martensite constituents. Metall. Mater. Trans. A 2020, 51, 2072–2083. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Nb | P | S |
|---|---|---|---|---|---|
| 0.20 | 1.40 | 1.70 | 0.045 | 0.020 | 0.045 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, S.; Lan, H.; Liu, Z.; Wang, G. Enhancement of Balance in Strength, Ductility, and Stretch Flangeability by Two-Step Austempering in a 1000 MPa Grade Cold Rolled Bainitic Steel. Metals 2021, 11, 96. https://doi.org/10.3390/met11010096
Tang S, Lan H, Liu Z, Wang G. Enhancement of Balance in Strength, Ductility, and Stretch Flangeability by Two-Step Austempering in a 1000 MPa Grade Cold Rolled Bainitic Steel. Metals. 2021; 11(1):96. https://doi.org/10.3390/met11010096
Chicago/Turabian StyleTang, Shuai, Huifang Lan, Zhenyu Liu, and Guodong Wang. 2021. "Enhancement of Balance in Strength, Ductility, and Stretch Flangeability by Two-Step Austempering in a 1000 MPa Grade Cold Rolled Bainitic Steel" Metals 11, no. 1: 96. https://doi.org/10.3390/met11010096