
Ultrasonic Treatment as the Route for Grain Refinement of Mg-Al Alloys: A Systematic Review



Abstract
:1. Introduction
2. Methods
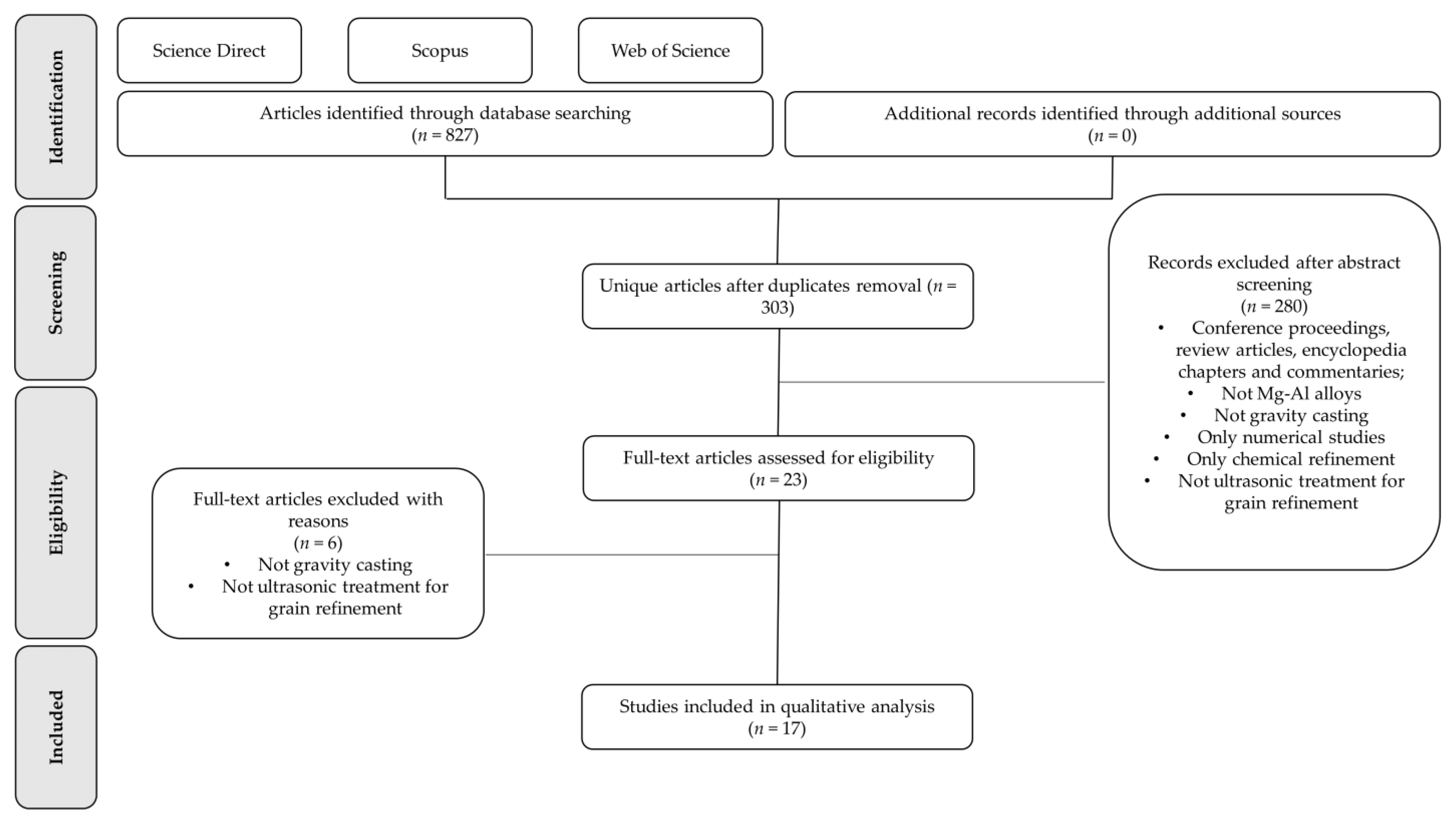
2.1. Search Strategy
2.2. Study Selection
2.3. Data Collection and Extraction
3. Results
3.1. Treatment Parameters
3.2. Microstructural and Mechanical Characterization
3.3. Mechanisms behind Ultrasonic Refinement Ability
3.4. Key Findings

{kind=link}
| Reference | Key Findings |
|---|---|
| [27] |
|
| [3] |
|
| [6] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [28] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
4. Conclusions
- No significant preference was found for the application of isothermal or continuous ultrasonic treatment.
- AZ91 alloy is the most used material, which is due to its popularity for structural applications.
- Given the magnesium tendency to oxidize and burn, most authors resorted to controlled atmospheres. The more common option is the use of SF6 + CO2 protective atmosphere.
- The temperature for ultrasonic vibration application varied from 605 °C to 740 °C in the works that performed isothermal ultrasonication of the magnesium melt. A significant part of these studies used temperatures lesser than 650 °C, which are close to the liquidus temperature of the alloys investigated. Regarding the continuous application of ultrasonic treatment during the material’s solidification, the majority of the studies reported performing the treatment during a pre-determined temperature range.
- Some authors investigated the effect of ultrasonic power on the resultant microstructure. It is suggested that the increase of ultrasonic power leads to the enhancement of ultrasonic ability to produce finer microstructures despite there is a threshold for such a tendency due to thermal effect.
- Most studies used an ultrasonic frequency between 19 and 20 kHz. Recent work on the application of dual-frequency ultrasonic treatment provided promising results, which is the reason why this is a potential area of research.
- The α-Mg phase is reported to be refined and changed to more globular morphology after ultrasonic treatment. However, the temperature at which the melt is treated and poured is critical for recently formed nuclei survival.
- There is a lack of research concerning the effect of ultrasonic on the intermetallic phase’s morphology. Some authors reported that Mg17Al12 became smaller and more discontinuous after the application of ultrasonic treatment under certain conditions.
- Tensile properties of ultrasonicated material were found to be enhanced. Such achievement is associated mainly with the smaller grain size and the refinement of Mg17Al12, a brittle phase with a deleterious effect on the material’s mechanical performance. Few works report the effect on the material’s hardness, which is increased after ultrasonication.
- Mechanisms behind ultrasound ability for grain refinement is dependent on the temperature at which the treatment is performed. Acoustic cavitation and streaming are suggested as the main phenomena that lead to finer and more homogenous microstructure. Dendrite fragmentation and remelt of thinner parts and sharp edges are also suggested to play a role in the spheroidization of the phases. The study of the effect of ultrasonication on the material’s solidification behavior, namely regarding the undercooling phenomenon, is a research topic that deserves researchers’ attention once it may bring to light more information about the underlying mechanisms of microstructure refinement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2007, 39, 851–865. [Google Scholar] [CrossRef]
- Dziubińska, A.; Gontarz, A.; Dziubiński, M.; Barszcz, M. The forming of magnesium alloy forgings for aircraft and automotive applications. Adv. Sci. Technol. Res. J. 2016, 10, 158–168. [Google Scholar] [CrossRef]
- Emadi, P.; Ravindran, C. The influence of high temperature ultrasonic processing time on the microstructure and mechanical properties AZ91E magnesium alloy. J. Mater. Eng. Perform. 2021, 30, 1188–1199. [Google Scholar] [CrossRef]
- Kojima, Y. Platform science and technology for advanced magnesium alloys. Project of platform science and technology for advanced magnesium alloys. Mater. Trans. 2001, 42, 1154–1159. [Google Scholar] [CrossRef] [Green Version]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology (Metallurgy, Design Data, Applications); Springer International Publishing: Berlin, Germany, 2006. [Google Scholar]
- Zhang, X.; Kotadia, H.R.; Depner, J.; Qian, M.; Das, A. Effect of ultrasonication on the solidification microstructure in al and MG-alloys. In Light Metals 2019; Chesonis, C., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1589–1595. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloy. 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Aghayani, M.K.; Niroumand, B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. J. Alloy. Compd. 2011, 509, 114–122. [Google Scholar] [CrossRef]
- Patel, B.; Chaudhari, G.; Bhingole, P. Microstructural evolution in ultrasonicated AS41 magnesium alloy. Mater. Lett. 2012, 66, 335–338. [Google Scholar] [CrossRef]
- Liu, X.; Osawa, Y.; Takamori, S.; Mukai, T. Grain refinement of AZ91 alloy by introducing ultrasonic vibration during solidification. Mater. Lett. 2008, 62, 2872–2875. [Google Scholar] [CrossRef]
- Kwak, T.; Kim, W. Hot compression behavior of the 1 wt% calcium containing Mg–8Al–0.5Zn (AZ80) alloy fabricated using electromagnetic casting technology. Mater. Sci. Eng. A 2014, 615, 222–230. [Google Scholar] [CrossRef]
- Easton, M.A.; Davies, C.; Barnett, M.R.; Pravdic, F. Effect of solidification grain refinement on the development of wrought MG alloys. Mater. Sci. Forum 2007, 539–543, 1729–1734. [Google Scholar] [CrossRef]
- Qian, M.; Ramirez, A.; Das, A.; StJohn, D. The effect of solute on ultrasonic grain refinement of magnesium alloys. J. Cryst. Growth 2010, 312, 2267–2272. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, W.; Wu, G.; Ding, W. Effect of chemical composition on the microstructure, tensile properties and fatigue behavior of sand-cast Mg–Gd–Y–Zr alloy. Mater. Sci. Eng. A 2014, 612, 293–301. [Google Scholar] [CrossRef]
- Li, Z.; Chen, M.; Li, W.; Zheng, H.; You, C.; Liu, D.; Jin, F. The synergistic effect of trace Sr and Zr on the microstructure and properties of a biodegradable Mg-Zn-Zr-Sr alloy. J. Alloy. Compd. 2017, 702, 290–302. [Google Scholar] [CrossRef]
- Nagasivamuni, B.; Wang, G.; StJohn, D.; Dargusch, M. Effect of ultrasonic treatment on the alloying and grain refinement efficiency of a Mg–Zr master alloy added to magnesium at hypo- and hyper-peritectic compositions. J. Cryst. Growth 2019, 512, 20–32. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Met. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Li, M.; Tamura, T.; Omura, N.; Murakami, Y.; Tada, S. Grain refinement of AZCa912 alloys solidified by an optimized electromagnetic stirring technique. J. Mater. Process. Technol. 2016, 235, 114–120. [Google Scholar] [CrossRef]
- Balasubramani, N.; Wang, G.; StJohn, D.H.; Dargusch, M.S. The poisoning effect of AL and be on MG—1 wt.% ZR alloy and the role of ultrasonic treatment on grain refinement. Front. Mater. 2019, 6. [Google Scholar] [CrossRef]
- Emley, E.F. Principles of Magnesium Technology; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Polmear, I.J. Recent developments in light alloys. Mater. Trans. JIM 1996, 37, 12–31. [Google Scholar] [CrossRef] [Green Version]
- Pekguleryuz, M.O.; Baril, E. Development of Creep Resistant Mg-Al-Sr Alloys. Essent. Read. Magnes. Technol. 2016, 283–289. [Google Scholar] [CrossRef]
- Guo, H.-M.; Zhang, A.-S.; Hu, B.; Ding, Y.; Liu, X.-B. Refining microstructure of AZ91 magnesium alloy by introducing limited angular oscillation during initial stage of solidification. Mater. Sci. Eng. A 2012, 532, 221–229. [Google Scholar] [CrossRef]
- Li, M.; Tamura, T.; Miwa, K. Controlling microstructures of AZ31 magnesium alloys by an electromagnetic vibration technique during solidification: From experimental observation to theoretical understanding. Acta Mater. 2007, 55, 4635–4643. [Google Scholar] [CrossRef]
- Gao, Y.-L.; Li, Q.-S.; Gong, Y.-Y.; Zhai, Q.-J. Comparative study on structural transformation of low-melting pure Al and high-melting stainless steel under external pulsed magnetic field. Mater. Lett. 2007, 61, 4011–4014. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, Y.; Han, K.; Zhang, X.; Xu, Z.; Zhai, Q. Numerical and experimental studies of surface-pulsed magneto-oscillation on solidification. J. Mater. Process. Technol. 2015, 229, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.-S.; Wang, J.-C.; Wang, T.; Liu, C.-M.; Zhang, Z.-M. Effects of ultrasonic treatment on microstructures of AZ91 alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 76–81. [Google Scholar] [CrossRef]
- Qian, M.; Ramirez, A.; Das, A. Ultrasonic refinement of magnesium by cavitation: Clarifying the role of wall crystals. J. Cryst. Growth 2009, 311, 3708–3715. [Google Scholar] [CrossRef]
- Garamus, V.; Limberg, W.; Serdechnova, M.; Mei, D.; Lamaka, S.; Ebel, T.; Willumeit-Römer, R. Degradation of titanium sintered with magnesium: Effect of hydrogen uptake. Metals 2021, 11, 527. [Google Scholar] [CrossRef]
- Czerwinski, F. Modern aspects of liquid metal engineering. Met. Mater. Trans. A 2016, 48, 367–393. [Google Scholar] [CrossRef]
- Liu, X.; Osawa, Y.; Takamori, S.; Mukai, T. Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration. Mater. Sci. Eng. A 2008, 487, 120–123. [Google Scholar] [CrossRef]
- Ramirez, A.; Qian, M.; Davis, B.; Wilks, T.; StJohn, D. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys. Scr. Mater. 2008, 59, 19–22. [Google Scholar] [CrossRef]
- Gao, D.; Li, Z.; Han, Q.; Zhai, Q. Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloy. Mater. Sci. Eng. A 2009, 502, 2–5. [Google Scholar] [CrossRef]
- Chen, Y.-J.; Hsu, W.-N.; Shih, J.-R. The effect of ultrasonic treatment on microstructural and mechanical properties of cast magnesium alloys. Mater. Trans. 2009, 50, 401–408. [Google Scholar] [CrossRef] [Green Version]
- Nie, K.; Wang, X.; Wu, K.; Zheng, M.; Hu, X. Effect of ultrasonic vibration and solution heat treatment on microstructures and tensile properties of AZ91 alloy. Mater. Sci. Eng. A 2011, 528, 7484–7487. [Google Scholar] [CrossRef]
- Yao, L.; Hao, H.; Ji, S.-H.; Fang, C.-F.; Zhang, X.-G. Effects of ultrasonic vibration on solidification structure and properties of Mg-8Li-3Al alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1241–1246. [Google Scholar] [CrossRef]
- Shao, Z.; Le, Q.; Zhang, Z.; Cui, J. Effect of ultrasonic power on grain refinement and purification processing of AZ80 alloy by ultrasonic treatment. Met. Mater. Int. 2012, 18, 209–215. [Google Scholar] [CrossRef]
- Puga, H.; Carneiro, V.; Barbosa, J.; Vieira, V. Effect of ultrasonic treatment in the static and dynamic mechanical behavior of AZ91D MG alloy. Metals 2015, 5, 2210–2221. [Google Scholar] [CrossRef] [Green Version]
- Hansong, X.; Di, L.; Gang, Y.; Dingfei, Z. Ultrasonic effects on microstructure evolution and mechanical properties of AZ80 magnesium alloy. Rare Met. Mater. Eng. 2016, 45, 1401–1405. [Google Scholar] [CrossRef] [Green Version]
- Ning, S.; Chen, X.; Le, Q.; Wang, H.; Hu, C. Effect of ultrasonic frequency on cavitation behavior, microstructure and mechanical properties of AZ80 magnesium alloy. Mater. Res. Express 2019, 6, 0865d9. [Google Scholar] [CrossRef]
- Luo, A.A. Magnesium casting technology for structural applications. J. Magnes. Alloy. 2013, 1, 2–22. [Google Scholar] [CrossRef] [Green Version]
- King, J.F. Environmental Challenges Facing the Magnesium Industry–SF6 Replacement. In Proceedings of the 60th Annual World Magnesium Conference, Wauconda, IL, USA, 11–12 May 2003. [Google Scholar]
- Chen, X.; Le, Q. Application of ultrasonics on preparation of magnesium alloys. In Sonochemical Reactions; Karakuş, S., Ed.; Intechopen: London, UK, 2020. [Google Scholar] [CrossRef] [Green Version]
- Ono, N.; Nowak, R.; Miura, S. Effect of deformation temperature on Hall–Petch relationship registered for polycrystalline magnesium. Mater. Lett. 2004, 58, 39–43. [Google Scholar] [CrossRef]
- Spittle, J.A. Columnar to equiaxed grain transition in as solidified alloys. Int. Mater. Rev. 2006, 51, 247–269. [Google Scholar] [CrossRef]
- Ma, L.; Chen, F.; Shu, G. Preparation of fine particulate reinforced metal matrix composites by high intensity ultrasonic treatment. J. Mater. Sci. Lett. 1995, 14, 649–650. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. Phase Diagrams of Binary Magnesium Alloys; ASM International: Metals Park, OH, USA, 1988. [Google Scholar]
| Reference | Title |
|---|---|
| [27] | Effects of ultrasonic treatment on microstructures of AZ91 alloy |
| [3] | The Influence of High-Temperature Ultrasonic Processing Time on the Microstructure and Mechanical Properties AZ91E Magnesium Alloy |
| [6] | Effect of Ultrasonication on the Solidification Microstructure in Al and Mg-Alloys |
| [8] | Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy |
| [9] | Microstructural evolution in ultrasonicated AS41 magnesium alloy |
| [10] | Grain refinement of AZ91 alloy by introducing ultrasonic vibration during solidification |
| [28] | Ultrasonic refinement of magnesium by cavitation: Clarifying the role of wall crystals |
| [31] | Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration |
| [32] | Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys |
| [33] | Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloy |
| [34] | The Effect of Ultrasonic Treatment on Microstructural and Mechanical Properties of Cast Magnesium Alloys |
| [35] | Effect of ultrasonic vibration and solution heat treatment on microstructures and tensile properties of AZ91 alloy |
| [36] | Effects of ultrasonic vibration on solidification structure and properties of Mg-8Li-3Al alloy |
| [37] | Effect of ultrasonic power on grain refinement and purification processing of AZ80 alloy by ultrasonic treatment |
| [38] | Effect of Ultrasonic Treatment in the Static and Dynamic Mechanical Behavior of AZ91D Mg Alloy |
| [39] | Ultrasonic Effects on Microstructure Evolution and Mechanical Properties of AZ80 Magnesium Alloy |
| [40] | Effect of ultrasonic frequency on cavitation behavior, microstructure and mechanical properties of AZ80 magnesium alloy |
| Reference | Alloy | Mass (g) | Protective Atmosphere | US Power (W) | Amplitude (μm) | US Frequency (Hz) | US Temperature (°C) | US Duration (s) | Pouring Temperature (°C) | Crucible Material | Mold Material | Mold Temperature (°C) | OBS. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [6] | AZ31; AZ80; AZ91 | NA * | NA * | NA * | 25 μm | 20 | From 725–750 | 420 (till near the end of solidification) | The melt solidified inside the crucible. | Clay graphite | NA | NA | (a) The melt was homogenized at 725–750 °C after what it was ultrasonicated. |
| [10] | AZ91 | 150 | Gas mixture of CO2/SF6 | NA * | NA * | 19 | From 615 to 580; From 615 to 595; From 595 to 590 | NA * | The melt solidified inside the crucible. | Alumina | NA | NA | (a) Before the UST, the melt was superheated up to 720 °C and the furnace was turned off. (b) A thermocouple was inserted near the middle of the melt to acquire the temperature during solidification. |
| [28] | AZ31 | 350 | NA * | 1700 W/cm2 | 30 | 20 | From 730 to 680 | 180 | The melt solidified inside the crucible. | Boron nitride-coated clay-graphite | NA | NA | (a) The material was melted at 730 °C after what it was withdrawn from the furnace for ultrasonication as the melt reached 680 °C. |
| [31] | AZ91D | 150 | Gas mixture of CO2/SF6 | NA * | NA * | 19 | From 615 to 580 | NA * | The melt solidified inside the crucible. | Alumina | NA | NA | (a) Before the UST, the melt was superheated up to 720 °C and the furnace was turned off. (b) A thermocouple was inserted near the middle of the melt to acquire the temperature during solidification. |
| [32] | AZ31; AJ62; AZ91 | 350 | NA * | 1400 W/cm2 | 30 | 20 | From 680 | 180 | The melt solidified inside the crucible. | Coated clay-graphite | NA | NA | (a) UT was applied at 680 °C for 180 s after the crucible had been withdrawn from the furnace. |
| [33] | AZ91 | NA * | Gas mixture of CO2-2%SF6 | 300; 500; 700 | NA * | 20 | From 730 | NA * | 730 | NA * | Sand | NA * | (a) The melt was poured at 730 °C to a sand mold after which it was ultrasonicated. |
| [36] | Mg-8Li-3Al | NA * | Ar atmosphere + molten flux of 75% LiCl + 25% LiF | 50; 110; 170; 210; 260 | NA * | 20 | NA * | 90 | NA * | Steel | Stainless Steel | 600 | (a) The melt was poured to a stainless-steel mold preheated up to 600 °C, in a preserving heat furnace. |
| [38] | AZ91D | NA * | Gas mixture of SF6/CO2 | 400 | NA * | 20.1 | From 680 to 608 | NA * | 680 | NA * | Stainless Steel | NA * | (a) The melt was kept at 700 °C for 15 min for homogenization. The molten alloy was then allowed to cool to 680 °C before pouring. |
| [39] | AZ80 | 750 | Gas mixture of CO2 + 0.5% SF6 | 600 | NA * | 20 | From 650 to 571 | NA * | The melt solidified inside the crucible. | Stainless steel | NA | NA | (a) The alloy was heated up to 720 °C and kept at that temperature for 15 min for homogenization after what the furnace was turned off. (b) After ultrasonication, the crucible was withdrawn from the furnace. |
| Reference | Alloy | Mass (g) | Protective Atmosphere | US Power (W) | Amplitude (μm) | US Frequency (Hz) | US Temperature (°C) | US Duration (s) | Pouring Temperature (°C) | Crucible Material | Mould Material | Mould Temperature (°C) | OBS. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [27] | AZ91 | NA * | Gas mixture of CO2/SF6 | 400, 600, 800, 1000 | NA * | 20 | 680 | 100 | The melt solidified inside the crucible | Stainless Steel | Metal (not specified) | NA * | (a) The melt was modified with C2Cl6 at 745 °C and purified with Ar2 at 720 °C, before the ultrasonication. (b) A thermocouple was inserted near the middle of the melt to acquire the temperature during solidification. |
| [3] | AZ91E | 1000 | Gas mixture of CO2-0.5% SF6 | NA * | 30 μm | 20 | 740 | 60; 120; 180; 240 | 720 | Low carbon steel | Steel | 350 | - |
| [8] | AZ91 | 320 | MAGREX flux (Foseco Foundry International Limited) | 120, 240, 360 | NA * | 20 | 700 | 300 | 700 | NA * | Sand | NA * | - |
| [9] | AS41 | 200 | Ar flow | 4300 W/cm2 | 48 μm | NA * | 605; 620 | 30; 60; 90 | 605; 620 | Mild steel | NA * | NA * | (a) The material was melted at 700 °C |
| [34] | AM60; AZ91 | 3000 | Gas mixture of CO2/SF6 | 500; 1000 | NA * | 15; 20 | 650 | 180; 300; 600 | 650 | Stainless steel | Water-cooled copper mould | NA * | - |
| [35] | AZ91 | 1000 | Gas mixture of CO2/SF6 | 350 | NA * | 20 | 700 | 1200 | 720 | NA * | Steel | 450 | (a) The UST was applied at 700 °C after what the melt was heated up to 720 °C |
| [37] | AZ80 | 550 | Gas mixture of CO2-0.5% SF6 | 230; 600; 950; 1400 | NA * | 20 | 650 | NA * | The melt solidified inside the crucible | Iron | NA | NA | (a) The melt was kept at 650 °C for 600 s before the ultrasonication. (b) After ultrasonication, the melt was water-quenched immediatly. |
| [40] | AZ80 | 5000 | Gas mixture of CO2-0.5% SF6 | 1200 (Single); 600 + 600 (Dual) | NA * | 15; 20; 15+20 | 650 | 300 | 650 | Iron | Water-cooled copper mould | NA * | - |
| Reference | Type | Microstructural Analysis | ||||||
|---|---|---|---|---|---|---|---|---|
| Phase Composition/Morphology | Grain Size (μm) | Sphericity | Characterization Methods | |||||
| AC | UST | AC | UST | AC | UST | |||
| [27] | Isothermal Treatment | Equiaxed grains of α-Mg phase with dot-like particles distributed in the grains. | No significant difference concerning the α-Mg phase was noticed between the untreated and ultrasonicated samples. With the increase of the applied ultrasonic power, the phase composition remained similar, and the size, fraction and distribution of the intermetallic phases changed remarkably. Eutectic phase: the area percentage of lamellar eutectic phase increased to the maximum when the applied ultrasonic power was 600 W. Further increase of ultrasonic power led to the gradual decrease of the area percentage. Mg17Al12: the area percentage of Mg17Al12 decreased as the ultrasonic power increased. Al8Mn5: the average area of Al8Mn5 particles reduced as the ultrasonic power rose up to 600 W, increasing rapidly when the ultrasonic power was increased up to 1000 W. | NA * | OM + SEM | |||
| [3] | Isothermal Treatment | α-Mg phase: coarse-grained structure with a combination of equiaxed and elongated grains. Mg17Al12: large continuous network precipitated along grain boundaries. Mn-Al: blocky and needle-like shapes not homogeneously distributed through the matrix since large clusters could be observed. | α-Mg phase: the grain size was finer than the untreated sample when sonicated for 60 s. However, the microstructure still presented a semi-equiaxed structure composed of elongated and equiaxed grain. Additional sonication to 120 s improved the grain size and morphology even further and the microstructure evolved to a more equiaxed state with a reduced number of elongated grains. Upon sonicating for 180 s, the microstructure became completely equiaxed with a significant decrease of the grain size. Increasing the ultrasonic treatment time from 180 to 240 s did not significantly influence the grain size and morphology. Intermetallic phase: as the sonication time increased, the Mg17Al12 networks became more refined. The ultrasonication treatment effectively reduced the overall length of the eutectic networks and improved their distribution. Upon sonicating the alloy for 120 s, the Mn-Al intermetallics became more homogeneously distributed throughout the alloy matrix with minimal signs of agglomeration. | 202 | 144 (60 s); 109 (120 s); 50 (180 s, 240 s) | NA * | NA * | OM + SEM |
| [6] | Continuous Treatment | Dendritic structure with long arms of α-Mg phase. | Non-dendritic finer grains of α-Mg phase. A gradual increase in the grain size was observed with increasing distance from the ultrasound radiator. | NA * | OM | |||
| [8] | Isothermal Treatment | α-Mg phase: coarse and non-uniform dendritic microstructure. Mg17Al12: continuous network at the grain boundaries. Mg2Si: angular particles dispersed in the matrix. MgFeAl(Si): relatively spherical phase dispersed in the matrix. | α-Mg phase: finer and equiaxed dendrites. The grain size decreased, and the grain uniformity increased as the ultrasound power increased. Although the grains were still dendritic, they exhibited fewer branches and shorter arms at higher ultrasonic power, leading to higher sphericity. Mg17Al12: smaller and more fragmented particles. The sphericity of the particles, their uniformity and distribution were enhanced. Higher ultrasonic power led to better results. Mg2Si: globular and finer particles. The results revealed a decreasing trend for Mg2Si particle size and an increasing trend for their sphericity by increasing the ultrasonic power. Application of 360 W has produced the most refined particles with all Mg2Si particles. MgFeAl(Si): smaller and rounder particles. The increase of ultrasonic power led to better results, however, since these particles are intrinsically round, the effect of ultrasonic treatment was not as significant as on the other intermetallic phases. | 280 | 180 (120 W, 240 W); 125 (360 W) | 0.3 | 0.375 (120 W); 0.425 (240 W); 0.45 (360 W) | OM + SEM |
| [9] | Isothermal Treatment | Coarse dendrites with long arms of α-Mg throughout the samples, demonstrating the dendrite growth mode. | Equiaxed grains of primary α-Mg phase were found along with a network of Mg17Al12 intermetallic phase. Mg2Si phase in Chinese script structure segregated along the grain boundary. The microstructure obtained after ultrasonication at 605 °C was finer and more globular than that of the material ultrasonicated at 620 °C. The increase of ultrasonic treatment duration led to finer grains, regardless of the processing temperature. | 375 (605 °C); 330 (620 °C) | 605 °C: ≈175 (30 s); ≈125 (60 s); ≈92 (90 s); 620 °C: ≈240 (30 s); ≈147 (60 s, 90 s) | NA * | NA * | OM + SEM |
| [10] | Continuous Treatment | Coarse dendrites of α-Mg phase throughout the sample, demonstrating the normal dendrite growth mode. | The temperature at which the ultrasonic vibration was applied significantly changed the morphology and size of α-Mg phase. From 615 °C to 595 °C Fine uniform grains of α-Mg From 595 °C to 590 °C and from 590 °C to 580 °C Dendritic grains of α-Mg. The microstructure of US-treated samples in the temperature range 580–590 °C was coarser than that of samples treated at 595 °C to 590 °C, but slightly more refined than that without ultrasonic vibration. | 500 | NA * | NA * | NA * | OM |
| [28] | Continuous Treatment | Coarse equiaxed dendritic structure throughout the ingot. | Refined equiaxed grain structure only below the ultrasound radiating face when the sonotrode was deeply immersed in the melt. No noticeable refinement occurred adjacent to the cylindrical face of the sonotrode near the melt surface. When the sonotrode was positioned just touching the solidifying melt, equiaxed grain structure was obtained at the central region of the sample. | 2000 | 107 (5 mm below the ultrasound radiating face) | NA * | NA * | Macroscopy |
| [31] | Continuous Treatment | Coarse dendrites of α-Mg phase throughout the samples, demonstrating the normal dendrite growth. | Fine grains of α-Mg phase. The grain morphology is significantly different since it was modified from developed dendrites to non-dendrites grains. | 900 | 195 | NA * | NA * | OM+EPMA |
| [32] | Continuous Treatment | NA * | Finer grains of α-Mg | NA * | NA * | NA * | NA * | OM |
| [33] | Continuous Treatment | Coarse dendrites of α-Mg throughout the samples, demonstrating the dendrite growth mode. | The dendritic structure was fragmented, and a more globular phase formed. A gradual decrease of the grain size was noticed as the ultrasonic power increased. Although the grain size decreased slightly at 300 W of ultrasonic power, the grain morphology was still coarse. When the ultrasonic power increased up to 700 W, the α-Mg grains became finer and globular. | 202 | 195 (300 W); 152 (500 W); 146 (700W) | NA * | NA * | OM |
| [34] | Isothermal Treatment | Large dendritic grains of α-Mg phase. | Finer and more homogeneous microstructure. Tiny particles from the melt were noticed dispersed in Mg17Al12 phase. When the frequency increased from 15 kHz to 20 kHz, the grains became finer. | AZ91: 205; AM60: 200 | AZ91: 125 (600 s, 20 kHz); AM60: 90 (600 s, 20 kHz) | NA * | NA * | OM + SEM |
| [35] | Isothermal Treatment | Microstructure composed of primary α-Mg and eutectic phase Mg17Al12. Mg17Al12: plates located mainly at grain boundaries. | α-Mg phase: no relevant changes were noticed. Mg17Al12: finer and oriented lamellar phase along the grain boundaries. | NA * | OM + SEM | |||
| [36] | Continuous Treatment | Coarse rosette structure of α-Mg phase surrounded by β-phase intermetallic phase. | The morphology of α-Mg phase was changed to a finely near globular structure. The increase of ultrasonic power up to 170 W improved the refining effect remarkedly. Yet, when the ultrasonic power was 260 W, the microstructure became coarser. For 170 W of ultrasonic power, the longer the treatment, the finer the α-Mg phase. | ≈140 | US Time = 90 s: ≈90 (50 W); ≈92 (110 W); ≈40 (170 W); ≈60 (210 W); ≈70 (260 W); US Power = 170 W: ≈80 (60 s); ≈40 (90 s); ≈35 (130 s) | ≈ 4.0 | US Time = 90 s: ≈3.9 (50 W); ≈2.8 (110 W); ≈2.2 (170 W); ≈2.5 (210 W); ≈2.5 (260 W); US Power = 170 W: ≈2.2 (60 s); ≈1.5 (90 s); ≈1.4 (130 s) | OM + SEM |
| [37] | Isothermal Treatment | Coarse dendrites with long arms of α-Mg throughout the samples, demonstrating the dendrite growth mode. | The dendritic phase of α-Mg phase was broken into a near-globular one and the grain size reduced remarkedly as the ultrasonic power increased up to 600 W. However, when the ultrasonic power was 950 W or 1400 W, the grain became coarser. | 387 | 147 (600 W, 15 s) | NA * | NA * | OM |
| [38] | Continuous Treatment | NA * | Finer grain structure and more homogeneous α-Mg matrix, when compared with the untreated samples. Uniform dispersion of the intermetallic phase Mg17Al12 along the grain boundaries. | 120 | 64 | NA * | NA * | OM + SEM |
| [39] | Continuous Treatment | α-Mg phase: coarse dendritic structure, demonstrating to be a dendrite growth mode. Mg17Al12: coarse reticular Mg17Al12 phase distributed along α-Mg boundaries. | α-Mg phase: nearly fine equiaxial grains. Mg17Al12: the phase was broken into small fragments and became discontinuous. The amount of Mg17Al12 along the α-Mg boundaries decreased. | NA * | NA * | NA * | NA * | OM + SEM |
| [40] | Isothermal Treatment | α-Mg phase: dendritic microstructure with developed secondary dendrite arms. Mg17Al12: continuous network along the grain boundaries. | SUT 20 kHz: the grains were refined, and the secondary dendrite arms were shortened remarkably. The intermetallic phase was fragmented, and its average area decreased. SUT 15 kHz: the secondary dendrite arm almost disappeared, and the roundness was increased. A significant amount of a point-like second phase appeared. DUT: the grains became finer and spherical. The distribution of second phase was more dispersed and exhibited the shape of point and short strip. The intermetallic phase average area decreases to its minimum. | 174 | 123 (SUT 20 kHz); 99 (SUT 15 kHz); 80 (DUT) | NA * | NA * | OM + SEM |
| Reference | Type | Mechanical Properties | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation | Hardness (HV) | ||||||
| AC | UST | AC | UST | AC | UST | AC | UST | ||
| [27] | Isothermal Treatment | NA * | |||||||
| [3] | Isothermal Treatment | 95 | 111 | 138 | 161 | 1.35% | 2.2% | NA * | NA * |
| [6] | Continuous Treatment | NA * | |||||||
| [8] | Isothermal Treatment | NA * | |||||||
| [9] | Isothermal Treatment | NA * | |||||||
| [10] | Continuous Treatment | NA * | |||||||
| [28] | Continuous Treatment | NA * | |||||||
| [31] | Continuous Treatment | 81 | 94 | 288 | 376 | 14.9 | 22% | NA * | NA * |
| [32] | Continuous Treatment | NA * | NA * | NA * | NA * | NA * | NA * | NA * | NA * |
| [33] | Continuous Treatment | NA * | NA * | 145 | 162 (300 W); 166 (500 W); 195 (700 W) | 2.3% | 4% (300 W); 4,5% (500 W) 5.2% (700 W) | NA * | NA * |
| [34] | Isothermal Treatment | NA * | NA * | AZ91: 170; AM60: 183 | AZ91: 156 (1000 W, 20 kHz, 600 s); AM60: 175 (1000 W, 20 kHz, 600 s) | AZ91: 3.7 %; AM60: 5.6 % | AZ91: 2.5 % (1000 W, 20 kHz, 600 s); AM60: 5.4 (1000 W, 20 kHz, 600 s) | AZ91: 72; AM60: 64 | AZ91: 80 (1000 W, 20 kHz, 600 s); AM60: 64 (1000 W, 20 kHz, 600 s) |
| [35] | Isothermal Treatment | No significant difference was noticed | No significant difference was noticed | 120 | 160 | 2% | 4% | NA * | NA * |
| [36] | Continuous Treatment | NA * | NA * | 170 | 184 (170 W, 90 s) | 14% | 18.50 % (170 W, 90 s) | NA * | NA * |
| [37] | Isothermal Treatment | NA * | |||||||
| [38] | Continuous Treatment | NA * | NA * | 160 | 225 | 1.4% | 3.5% | 65 | 78 |
| [39] | Continuous Treatment | 87 | 107 | 118 | 170 | 2.1% | 5.4% | NA * | NA * |
| [40] | Isothermal Treatment | 110 | 119 (SUT 20 kHz); 125 (SUT 15 kHz); 146 (DUT) | 145 | 155 (SUT 20 kHz); 174 (SUT 15 kHz); 193 (DUT) | NA * | NA * | NA * | NA * |
| Ultrasonic Treatment Mechanisms | References |
|---|---|
| Increase of impurities wettability/ Heterogeneous nucleation | [3,6,8,9,10,31,32,34,35,37,38] |
| Promotion of the recent formed nuclei survival through increased cooling rate due to (i) metal chill effect of the ultrasound horn and (ii) streaming effect, which promotes the melt stirring and, thus, its faster cooling | [10,31,33] |
| Increase of phases melting point promoted by the pressure pulse caused by cavitation | [8,9,27,32] |
| Cavitation through undercooling verified at the melt/bubble interface leading to nucleation of solid phase locally | [8,9,33,34] |
| Dispersion of the recent formed nuclei in the melt, enhancing heterogeneous nucleation | [5,6,8,27,33,34,39] |
| Disintegration and distribution of the agglomerated nucleant particles | [8,37] |
| Local melting of thinner parts and sharp edges leading to their spheroidization | [8] |
| Fragmentation of intermetallic phase | [38,39] |
| Hard and soft impingement | [8] |
| Decrease of solute enrichment at the solidification front due to high-speed flow originated by the collapse of cavitation bubbles | [39] |
| Increase of cavitation area and initial cavitation nucleus | [37] |
| Fragmentation of the dendrites under the action of pressure waves promoted by cavitation bubbles collapse | [38,39] |
| Mn-Al particles nucleation from the oxide followed by them acting as nucleant for α-Mg | [3] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, I.V.; Puga, H.; Alves, J.L. Ultrasonic Treatment as the Route for Grain Refinement of Mg-Al Alloys: A Systematic Review. Metals 2021, 11, 1529. https://doi.org/10.3390/met11101529
Gomes IV, Puga H, Alves JL. Ultrasonic Treatment as the Route for Grain Refinement of Mg-Al Alloys: A Systematic Review. Metals. 2021; 11(10):1529. https://doi.org/10.3390/met11101529
Chicago/Turabian StyleGomes, Inês V., Hélder Puga, and José L. Alves. 2021. "Ultrasonic Treatment as the Route for Grain Refinement of Mg-Al Alloys: A Systematic Review" Metals 11, no. 10: 1529. https://doi.org/10.3390/met11101529
APA StyleGomes, I. V., Puga, H., & Alves, J. L. (2021). Ultrasonic Treatment as the Route for Grain Refinement of Mg-Al Alloys: A Systematic Review. Metals, 11(10), 1529. https://doi.org/10.3390/met11101529