
Effect of Mold Width on the Flow Field in a Slab Continuous-Casting Mold with High-Temperature Velocity Measurement and Numerical Simulation

Abstract
:1. Introduction
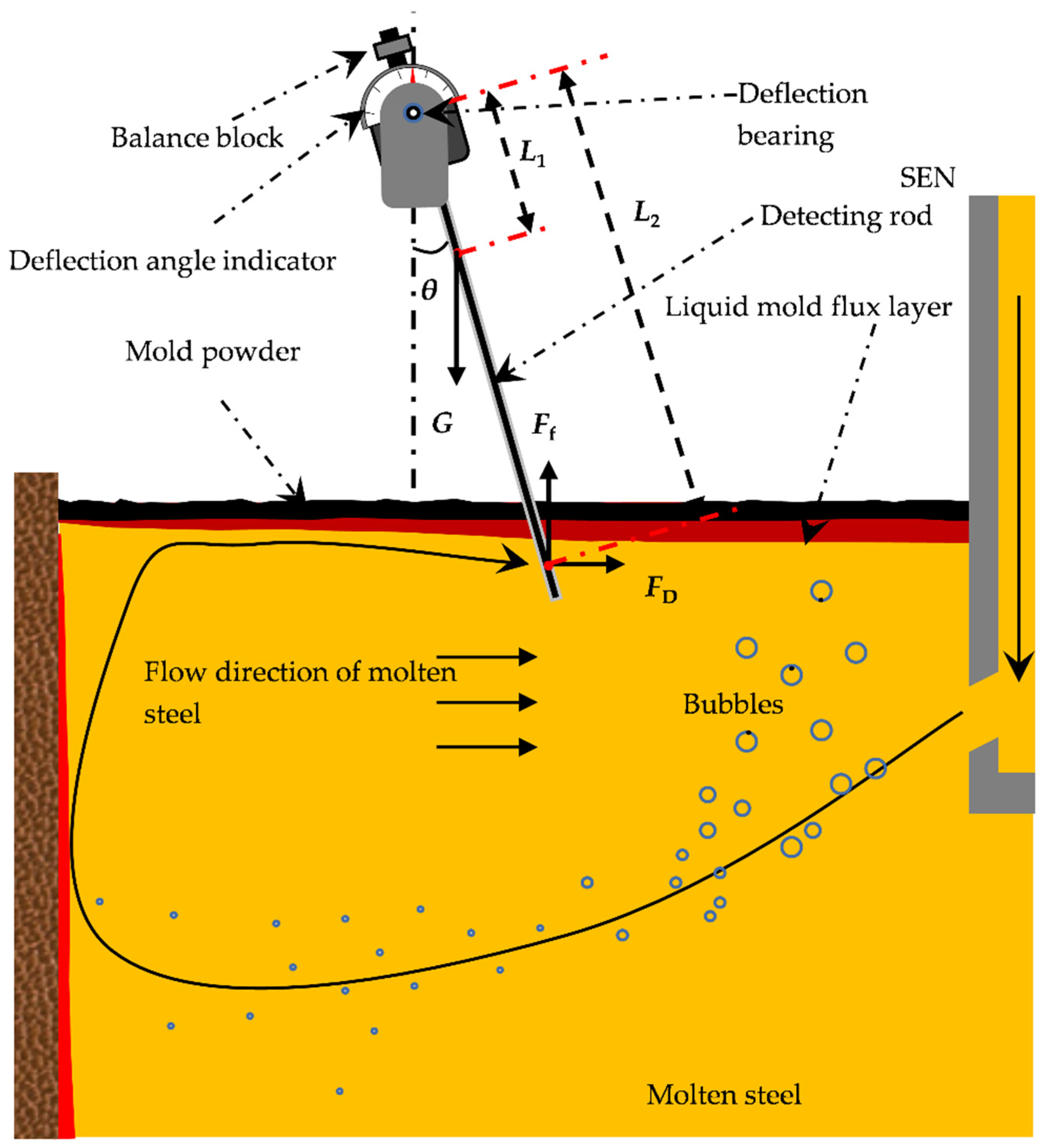
2. High-Temperature Velocity Measurement Method
3. Mathematical Model
3.1. Numerical Simulation
3.2. Governing Equation
3.3. Calculation Area and Boundary Conditions
4. Results and Discussion
4.1. Influence of Width on Mold Flow Field under Low Fixed Steel Throughput
4.2. Influence of Width on Mold Flow Field under High Fixed Steel Throughput
5. Conclusions
- (1)
- Under the conditions of low fixed steel throughput of 2.2 ton/min, a nozzle immersion depth of 140 mm, and an argon gas flow rate of 4 L/min, as the width of the mold increases from 880 mm to 1050 mm and 1300 mm, the flow velocity near the surface of the mold decreases. When the widths of the mold are 880 mm and 1050 mm, the surface velocity is positive, forming the positive velocity. When the width is 1300 mm, the surface velocity is negative, forming the negative velocity. The calculated results are in good agreement with the measured results. The turbulent kinetic energy near the submerged entry nozzle (SEN) gradually increases, and the risk of slag entrainment increases.
- (2)
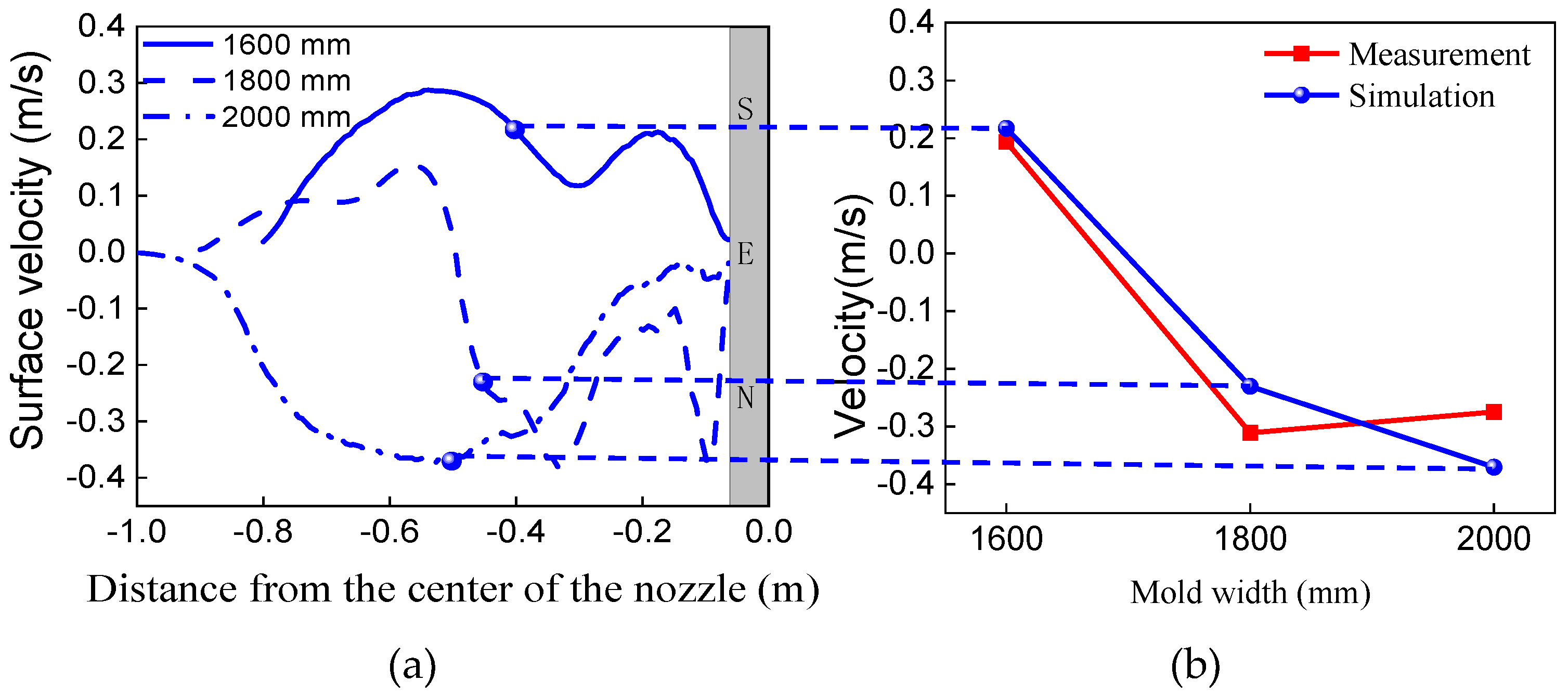
- Under the conditions that the high fixed steel throughput is 3.5 ton/min, the immersion depth of the SEN is 160 mm, and the argon gas flow rate is 10 L/min, as the width of the mold increases from 1600 mm to 1800 mm and 2000 mm, the velocity near the mold surface decreases. When the width of the mold is 1600 mm, the flow velocity at 1/4 of the surface of the mold is positive. When the widths are 1800 mm -and 2000 mm, both surface velocities are negative. The calculated results are basically consistent with the measured results. The high turbulent kinetic energy area near the nozzle shows a trend of expanding to a narrow wall, and the risk of slag entrainment is significantly increased.
- (3)
- Regardless of whether it is a low fixed steel throughput or a high fixed steel throughput, the change rules of the flow field in the mold with different widths are basically the same. Therefore, in actual production, the argon gas flow rate and the immersion depth of the SEN should be adjusted reasonably to optimize the flow field in the mold with different widths under the same fixed steel throughput.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pan, X.-Q.; Yang, J.; Park, J.; Ono, H. Distribution characteristics of inclusions along with the surface sliver defect on the exposed panel of automobile: A quantitative electrolysis method. Int. J. Miner. Met. Mater. 2020, 27, 1489–1498. [Google Scholar] [CrossRef]
- Li, L.-M.; Liu, Z.-Q.; Li, B.-K. Modelling of bubble aggregation, breakage and transport in slab continuous casting mold. J. Iron Steel Res. Int. 2015, 22, 30–35. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Cheung, S.C. Modeling of bubble behaviors and size distribution in a slab continuous casting mold. Int. J. Multiph. Flow 2016, 79, 190–201. [Google Scholar] [CrossRef]
- Cho, M.S.; Thomas, B.G.; Kim, H.S. Bubble Behavior and Size Distributions in Stopper-Rod Nozzle and Mold during Continuous Casting of Steel Slabs. ISIJ Int. 2018, 58, 1443–1452. [Google Scholar] [CrossRef] [Green Version]
- Lee, P.D.; Ramirez-Lopez, P.E.; Mills, K.C.; Santillana, B. Review: The “butterfly effect” in continuous casting. Ironmak. Steelmak. 2012, 39, 244–253. [Google Scholar] [CrossRef]
- Mills, K.C.; Ramirez-Lopez, P.; Lee, P.; Santillana, B.; Thomas, B.; Morales, R. Looking into continuous casting mould. Ironmak. Steelmak. 2014, 41, 242–249. [Google Scholar] [CrossRef]
- Wu, M.; Vakhrushev, A.; Ludwig, A.; Kharicha, A. Influence of forced convection on solidification and remelting in the developing mushy zone. IOP Conf. Ser. Mater. Sci. Eng. 2016, 117, 012045. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Wu, M.; Ludwig, A.; Tang, Y.; Hackl, G.; Nitzl, G. Numerical Investigation of Shell Formation in Thin Slab Casting of Funnel-Type Mold. Met. Mater. Trans. A 2014, 45, 1024–1037. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Vakhrushev, A.; Wu, M.; Ludwig, A. Physical and Numerical Modeling of Exposed Slag Eye in Continuous Casting Mold using Euler–Euler Approach. Steel Res. Int. 2018, 90, 1800117. [Google Scholar] [CrossRef]
- Liu, Z.; Vakhrushev, A.; Wu, M.; Kharicha, A.; Ludwig, A.; Li, B. Scale-Adaptive Simulation of Transient Two-Phase Flow in Continuous-Casting Mold. Met. Mater. Trans. A 2018, 50, 543–554. [Google Scholar] [CrossRef]
- Zhang, Q.-Y.; Wang, X.-H. Numerical Simulation of Influence of Casting Speed Variation on Surface Fluctuation of Molten Steel in Mold. J. Iron Steel Res. Int. 2010, 17, 15–19. [Google Scholar] [CrossRef]
- Saldaña-Salas, F.; Torres-Alonso, E.; Ramos-Banderas, J.; Solorio-Díaz, G.; Hernández-Bocanegra, C. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals 2019, 9, 596. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Fang, Q.; Xiao, T.; Ni, H.; Liu, C. Optimization of the Flow in a Slab Mold with Argon Blowing by Divergent Bifurcated SEN. ISIJ Int. 2019, 59, 86–92. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.-M.; Thomas, B.G.; Kim, S.-H. Effect of Nozzle Port Angle on Transient Flow and Surface Slag Behavior during Continuous Steel-Slab Casting. Met. Mater. Trans. A 2018, 50, 52–76. [Google Scholar] [CrossRef]
- Lee, W.-H.; Yi, K.-W. Relationship between Fluid Flow Stability and Submerged Entry Nozzle Port Angle in a Conventional Slab Continuous-Casting Mold. Met. Mater. Int. 2020, 27, 4168–4181. [Google Scholar] [CrossRef]
- Calderón-Ramos, I.; Morales, R.D. The Role of Submerged Entry Nozzle Port Shape on Fluid Flow Turbulence in a Slab Mold. Met. Mater. Trans. A 2015, 46, 1314–1325. [Google Scholar] [CrossRef]
- Calderón-Ramos, I.; Morales, R.D.; Salazar-Campoy, M. Modeling Flow Turbulence in a Continuous Casting Slab Mold Comparing the use of Two Bifurcated Nozzles with Square and Circular Ports. Steel Res. Int. 2015, 86, 1610–1621. [Google Scholar] [CrossRef]
- Zhang, T.; Yang, J.; Xu, G.J.; Liu, H.J.; Zhou, J.J.; Qin, W. Effects of operating parameters on the flow field in slab continuous casting molds with narrow widths. Int. J. Miner. Metall. Mater. 2021, 28, 238–248. [Google Scholar] [CrossRef]
- Jiang, P.; Yang, J.; Zhang, T.; Xu, G.; Liu, H.; Zhou, J.; Qin, W. Optimization of Flow Field in Slab Continuous Casting Mold with Medium Width Using High Temperature Measurement and Numerical Simulation for Automobile Exposed Panel Production. Metals 2019, 10, 9. [Google Scholar] [CrossRef] [Green Version]
- Ma, C.; He, W.-Y.; Qiao, H.-S.; Zhao, C.-L.; Liu, Y.-B.; Yang, J. Flow Field in Slab Continuous Casting Mold with Large Width Optimized with High Temperature Quantitative Measurement and Numerical Calculation. Metals 2021, 11, 261. [Google Scholar] [CrossRef]
- Ma, F.J.; Wen, G.H.; Li, G. Numerical Simulation of Liquid Steel Flow in Slab Continuous Casting Mould. Iron Steel Res. 2000, 36, 10–14. [Google Scholar]
- Zhang, L.; Yang, S.; Cai, K.; Li, J.; Wan, X.; Thomas, B.G. Investigation of Fluid Flow and Steel Cleanliness in the Continuous Casting Strand. Metall. Mater. Trans. B 2007, 38, 63–83. [Google Scholar] [CrossRef]
- Tang, D.C.; Feng, J.; Li, Y.L.; Zhu, L.X. Numerical Simulation of the Influence of Width Variation on the Flow Field of Slab Continuous Casting Mould. Iron Steel 2011, 46, 37–39. [Google Scholar]
- Deng, X.X.; Ji, C.X.; An, Z.Q.; Zhu, G.S.; Suo, J.L.; Huang, F.X. Influence of width on liquid level characteristics of slab continuous casting mold. Iron Steel 2017, 52, 48–54. [Google Scholar]
- Liu, R.; Thomas, B.; Sengupta, J.; Chung, S.D.; Trinh, M. Measurements of Molten Steel Surface Velocity and Effect of Stopper-rod Movement on Transient Multiphase Fluid Flow in Continuous Casting. ISIJ Int. 2014, 54, 2314–2323. [Google Scholar] [CrossRef] [Green Version]
- Lee, G.-G.; Thomas, B.; Kim, S.-H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 2010, 16, 501–506. [Google Scholar] [CrossRef]
- Iguchi, M.; Terauchi, Y. Karman Vortex Probe for the Detection of Molten Metal Surface Flow in Low Velocity Range. ISIJ Int. 2002, 42, 939–943. [Google Scholar] [CrossRef]
- Domgin, J.-F.; Gardin, P.; Galpin, J.-M.; Dez, A. Effect of process parameters variation on CC mould hydrodynamics and inclusions behaviour. Metall. Res. Technol. 2005, 102, 703–710. [Google Scholar] [CrossRef]
- Cho, S.-M.; Kim, S.-H.; Thomas, B. Transient Fluid Flow during Steady Continuous Casting of Steel Slabs: Part I. Measurements and Modeling of Two-phase Flow. ISIJ Int. 2014, 54, 845–854. [Google Scholar] [CrossRef] [Green Version]
- Szekely, J.; Chang, C.W.; Ryan, R.E. The measurement and prediction of the melt velocities in a turbulent, electro-magnetically driven recirculating low melting alloy system. Metall. Mater. Trans. B 1977, 8, 333–338. [Google Scholar] [CrossRef]
- El-Kaddah, N.; Szekely, J.; Carlsson, G. Fluid flow and mass transfer in an inductively stirred four-ton melt of molten steel: A comparison of measurements and predictions. Met. Mater. Trans. A 1984, 15, 633–640. [Google Scholar] [CrossRef]
- Zhang, T.; Yang, J.; Jiang, P. Measurement of Molten Steel Velocity near the Surface and Modeling for Transient Fluid Flow in the Continuous Casting Mold. Metals 2019, 9, 36. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Luo, Z.; Liu, C.; Zhou, H.; Zou, Z. A mathematical model considering the interaction of bubbles in continuous casting mold of steel. Powder Technol. 2014, 273, 154–164. [Google Scholar] [CrossRef]
- Zhang, L.F.; Wang, Y.F.; Zuo, X.J. Flow transport and inclusion motion in steel continuous-casting mold under sub-merged entry nozzle clogging condition. Metall. Mater. Trans. B 2008, 39, 534–550. [Google Scholar] [CrossRef]
- Kunstreich, S.; Dauby, P.H. Effect of liquid steel flow pattern on slab quality and the need for dynamic electromagnetic control in the mould. Ironmak. Steelmak. 2005, 32, 80–86. [Google Scholar] [CrossRef]
- Dauby, P.H. Continuous Casting: Make Better Steel and More of It! Rev. Métallurgie Int. J. Metall. 2012, 109, 113–136. [Google Scholar] [CrossRef]
- Ramos, I.C.; Morales, R.D.; Garcia-Hernandez, S.; Ceballos-Huerta, A. Effects of Immersion Depth on Flow Turbulence of Liquid Steel in a Slab Mold Using a Nozzle with Upward Angle Rectangular Ports. ISIJ Int. 2014, 54, 1797–1806. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Mold width (mm) | 880, 1050, 1300, 1600, 1800, 2000 |
| Mold thickness (mm) | 200, 237 |
| Steel throughput (ton/min) | 2.2, 3.5 |
| Casting speed (m∙min−1) | Calculated from the steel throughput |
| Immersion depth of nozzle (mm) | 140, 160 |
| Density of molten steel (kg∙m−3) | 7020 |
| Viscosity of molten steel (kg∙m−1∙s−1) | 0.0055 |
| Argon gas flow rate (L∙min−1) | 4, 10 |
| Nozzle port size (mm × mm) | 65 × 80, 70 × 90 |
| Nozzle port inclination angle (°) | 15, 20 |
| Bottom shape of nozzle | Concave bottom |
| Argon bubble diameter (mm) | 1 |
| Argon density (kg∙m−3) | 0.56 |
| C | Si | Mn | P | S | Al | Nb | Ti |
|---|---|---|---|---|---|---|---|
| 0.002 | 0.005 | 0.66 | 0.039 | 0.01 | 0.042 | 0.006 | 0.0052 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.-Q.; Yang, J.; Ma, C.; Guo, Y.; He, W.-Y.; Zhao, C.-L.; Jiang, R.-B.; Guo, Y.-T. Effect of Mold Width on the Flow Field in a Slab Continuous-Casting Mold with High-Temperature Velocity Measurement and Numerical Simulation. Metals 2021, 11, 1943. https://doi.org/10.3390/met11121943
Liu J-Q, Yang J, Ma C, Guo Y, He W-Y, Zhao C-L, Jiang R-B, Guo Y-T. Effect of Mold Width on the Flow Field in a Slab Continuous-Casting Mold with High-Temperature Velocity Measurement and Numerical Simulation. Metals. 2021; 11(12):1943. https://doi.org/10.3390/met11121943
Chicago/Turabian StyleLiu, Jian-Qiu, Jian Yang, Chao Ma, Yi Guo, Wen-Yuan He, Chang-Liang Zhao, Ren-Bo Jiang, and Yin-Tao Guo. 2021. "Effect of Mold Width on the Flow Field in a Slab Continuous-Casting Mold with High-Temperature Velocity Measurement and Numerical Simulation" Metals 11, no. 12: 1943. https://doi.org/10.3390/met11121943