
Assessment of the Heat Input Effect on the Distribution of Temperature Cycles in the HAZ of S460MC Welds in MAG Welding



Abstract
:1. Introduction
2. Materials and Methods
3. Influence of the Heat Input on the Weld Geometry
4. Measurement of the Temperature Cycles
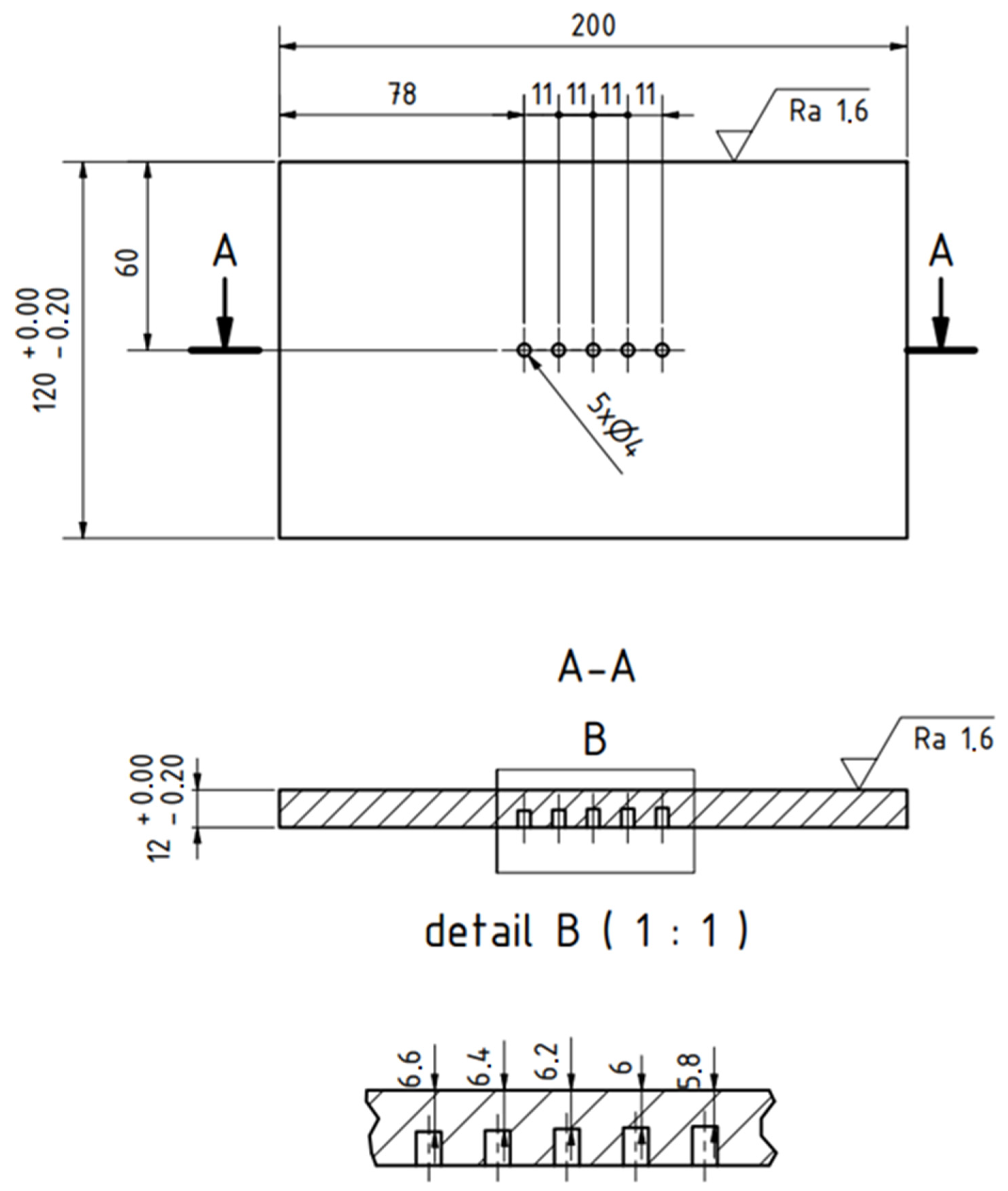
4.1. Preparation of Testing Samples
4.2. Assignment of Temperature Cycles to the Specific Area in HAZ
5. Assessment of the Different Temperature Cycles Effect on Grain Coarsening
6. Discussion
- x—is the distance from fusion line (mm);
- y—is the maximal temperature for the given distance from fusion line (°C).
7. Conclusions
- (1)
- The heat input has a significant effect on the weld deposit geometry—the higher heat input value, the higher width, weld deposit and weld area. For heat input within the range 8–14 kJ·cm−1, high geometric stability was achieved in the steady-state welding zone with deviations from the mean value lower than 5%.
- (2)
- For correct mapping of the temperature distribution in HAZ, it is necessary to use S-type thermocouples. At the same time, however, considerable attention must be paid to the method of its placement and especially to the determination of its actual distance from HAZ. Even a very small deviation in measuring such distance can significantly affect the predicted temperature distribution in a highly heated HAZ.
- (3)
- Equations (1) and (2) can be used to describe the temperature distribution in HAZ of welds made by the MAG method on steel S460MC for heat input values 8 and 14 kJ·cm−1. At the same time, it can be assumed that these equations can be applied with sufficient accuracy to steels with similar thermal physical properties.
- (4)
- To describe the temperature distribution in HAZ of welds with heat input values varying within the interval 8 and 14 kJ·cm−1, the approximation of Equations (1) and (2), or the weighted average method, can be used with sufficient accuracy.
- (5)
- The shape of the temperature cycles is similar under temperatures above 850 °C, regardless of the heat input value. The effect of the heat input is only strongly evident below 850 °C, where the parameter t8/5 plays a significant role.
- (6)
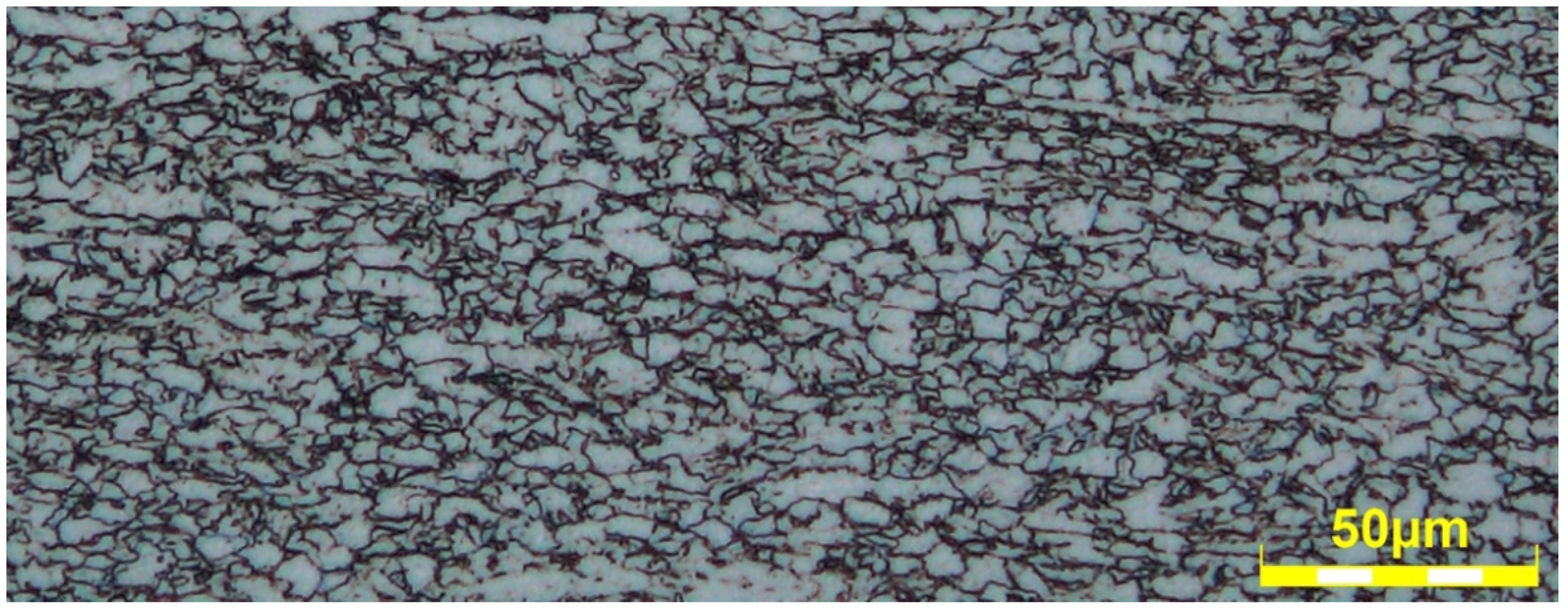
- Temperature cycles belonging in the highly heated HAZ have a significant effect on grain coarsening, at least for steel S460MC steel. In particular, the maximum reached temperature reached is very important in this case. The application of temperature cycles with a maximum temperature of about 1380 °C, corresponding to the area in HAZ with distance of 0.1 mm from the fusion line, resulted in a grain coarsening by about 50%.
- (7)
- However, the higher heat input value did not cause significant grain coarsening. The difference in grain coarsening caused by the temperature cycles with heat input values 8 and 14 kJ·cm−1 was only 3%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lan, L.; Shao, G. Morphological Evolution of HAZ Microstructures in Low Carbon Steel during Simulated Welding Thermal Cycle. Micron 2020, 131, 102828. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.; Han, Z. Effect of Weld Thermal Cycle on Microstructure and Fracture Toughness of Simulated Heat-Affected Zone for a 800 MPa Grade High Strength Low Alloy Steel. J. Mater. Process. Technol. 2008, 207, 30–39. [Google Scholar] [CrossRef]
- Górka, J. Influence of the Maximum Temperature of the Thermal Cycle on the Properties and Structure of the HAZ of Steel S700MC. IOSR J. Eng. 2013, 3, 22–28. [Google Scholar] [CrossRef]
- Żuk, M.; Górka, J.; Jamrozik, W. Simulated Heat-Affected Zone of Steel 4330V. Mater. Perform. Charact. 2019, 8, 606–613. [Google Scholar] [CrossRef]
- Guo, J.; Xu, X.; Jepson, M.A.; Thomson, R.C. Influence of Weld Thermal Cycle and Post Weld Heat Treatment on the Microstructure of MarBN Steel. Int. J. Press. Vessel. Pip. 2019, 174, 13–24. [Google Scholar] [CrossRef]
- Gáspár, M. Effect of Welding Heat Input on Simulated HAZ Areas in S960QL High Strength Steel. Metals 2019, 9, 1226. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Górka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cycles on the Structure and Properties of the S700MC Heat-Affected Zone. Metals 2020, 10, 974. [Google Scholar] [CrossRef]
- Zavdoveev, A.; Rogante, M.; Poznyakov, V.; Heaton, M.; Acquier, P.; Kim, H.S.; Baudin, T.; Kostin, V. Development of the PC-GMAW Welding Technology for TMCP Steel in Accordance with Welding Thermal Cycle, Welding Technique, Structure, and Properties of Welded Joints. Rep. Mech. Eng. 2020, 1, 26–33. [Google Scholar] [CrossRef]
- Wang, Y.; Ding, M.; Zheng, Y.; Liu, S.; Wang, W.; Zhang, Z. Finite-Element Thermal Analysis and Grain Growth Behavior of HAZ on Argon Tungsten-Arc Welding of 443 Stainless Steel. Metals 2016, 6, 77. [Google Scholar] [CrossRef] [Green Version]
- Boumerzoug, Z.; Raouache, E.; Delaunois, F. Thermal Cycle Simulation of Welding Process in Low Carbon Steel. Mater. Sci. Eng. A 2011, 530, 191–195. [Google Scholar] [CrossRef]
- Mičian, M.; Harmaniak, D.; Nový, F.; Winczek, J.; Moravec, J.; Trško, L. Effect of the T8/5 Cooling Time on the Properties of S960MC Steel in the HAZ of Welded Joints Evaluated by Thermal Physical Simulation. Metals 2020, 10, 229. [Google Scholar] [CrossRef] [Green Version]
- Moravec, J.; Novakova, I.; Sobotka, J.; Neumann, H. Determination of Grain Growth Kinetics and Assessment of Welding Effect on Properties of S700MC Steel in the HAZ of Welded Joints. Metals 2019, 9, 707. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S460MC | C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| ČSN EN 10149-2 | max. 0.12 | max. 0.50 | max. 1.60 | max. 0.025 | max. 0.015 | - | - | - |
| experiment | 0.072 | 0.012 | 1.324 | 0.031 | 0.008 | 0.011 | 0.002 | 0.006 |
| Cu | Al | Ti | N | Nb | V | W | ||
| ČSN EN 10149-2 | - | min. 0.015 | max. 0.15 | - | max. 0.09 | max. 0.20 | - | |
| experiment | 0.020 | 0.031 | 0.004 | 0.006 | 0.051 | 0.080 | 0.039 |
| Mechanical Properties | Upper Yield Strength UpperYS [MPa] | Ultimate Tensile Strength UTS [MPa] | Uniform Ductility Ag [%] | Total Ductility A30 [%] |
|---|---|---|---|---|
| ČSN EN 10149-2 | min. 460 | 520–670 | x | min. 17 |
| Measured values | 544 ± 17 | 629 ± 21 | 13.15 ± 0.42 | 29.03 ± 0.91 |
| Weld Designation | Set Parameters | Actual Parameters | ||||
|---|---|---|---|---|---|---|
| Current [A] | Travel Speed [mm·min−1] | Heat Input [kJ·cm−1] | Travel Speed [mm·min−1] | Voltage [V] | Current [A] | |
| Weld_14 | 300 | 380 | 13.85 | 379 | 28.6 | 305.8 |
| Weld_13 | 300 | 400 | 13.08 | 401 | 28.6 | 305.6 |
| Weld_12 | 300 | 440 | 11.93 | 439 | 28.8 | 303 |
| Weld_11 | 300 | 480 | 10.93 | 479 | 28.8 | 303 |
| Weld_10 | 300 | 520 | 10.12 | 520 | 28.6 | 306.7 |
| Weld_9 | 300 | 580 | 9.06 | 580 | 28.6 | 306.1 |
| Weld_8 | 300 | 660 | 8.06 | 660 | 28.2 | 314.5 |
| Heat Input [kJ·cm−1] | Weld | Average Weld Area [mm2] | Average Weld Width [mm] | Average Penetration Depth [mm] |
|---|---|---|---|---|
| 14 | 38–12 | 62.10 ± 1.66 | 13.91 ± 0.40 | 5.75 ± 0.11 |
| 13 | 40–12 | 59.22 ± 0.71 | 12.34 ± 0.24 | 5.69 ± 0.08 |
| 12 | 44–12 | 57.64 ± 1.69 | 11.83 ± 0.64 | 5.35 ± 0.11 |
| 11 | 48–12 | 52.48 ± 0.37 | 11.40 ± 0.57 | 5.11 ± 0.23 |
| 10 | 52–12 | 49.80 ± 1.86 | 10.49 ± 0.23 | 5.00 ± 0.20 |
| 9 | 58–12 | 42.32 ± 1.62 | 9.96 ± 0.18 | 4.53 ± 0.10 |
| 8 | 66–12 | 40.46 ± 0.62 | 10.51 ± 0.39 | 4.62 ± 0.14 |
| Weld | Type of TC | Set Parameters | Actual Parameters | ||||
|---|---|---|---|---|---|---|---|
| Current [A] | Travel Speed [mm·min−1] | Heat Input Value [kJ·cm−1] | Travel Speed [mm·min−1] | Voltage [V] | Current [A] | ||
| Weld_14_A | S | 300 | 380 | 13.90 | 379 | 304.8 | 28.8 |
| Weld_14_B | S | 13.87 | 380 | 307.2 | 28.6 | ||
| Weld_8_A | S | 300 | 660 | 8.01 | 660 | 310.2 | 28.4 |
| Weld_8_B | S | 7.96 | 659 | 308.0 | 28.4 | ||
| Heat Input Value [kJ·cm−1] | Max. Temperature of Cycle [°C] | Average Grain Size [µm] | Coarsening Compared to the Base Material [%] |
|---|---|---|---|
| Base material | - | 9.97 | 0 |
| Q8 | 1373 | 14.90 | 49.45 |
| Q14 | 1386 | 15.20 | 52.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moravec, J.; Švec, M.; Bukovská, Š.; Sobotka, J. Assessment of the Heat Input Effect on the Distribution of Temperature Cycles in the HAZ of S460MC Welds in MAG Welding. Metals 2021, 11, 1954. https://doi.org/10.3390/met11121954
Moravec J, Švec M, Bukovská Š, Sobotka J. Assessment of the Heat Input Effect on the Distribution of Temperature Cycles in the HAZ of S460MC Welds in MAG Welding. Metals. 2021; 11(12):1954. https://doi.org/10.3390/met11121954
Chicago/Turabian StyleMoravec, Jaromír, Martin Švec, Šárka Bukovská, and Jiří Sobotka. 2021. "Assessment of the Heat Input Effect on the Distribution of Temperature Cycles in the HAZ of S460MC Welds in MAG Welding" Metals 11, no. 12: 1954. https://doi.org/10.3390/met11121954