
The Influence of Ni on Bainite/Martensite Transformation and Mechanical Properties of Deposited Metals Obtained from Metal-Cored Wire




Abstract
:1. Introduction
2. Materials and Methods
3. Results
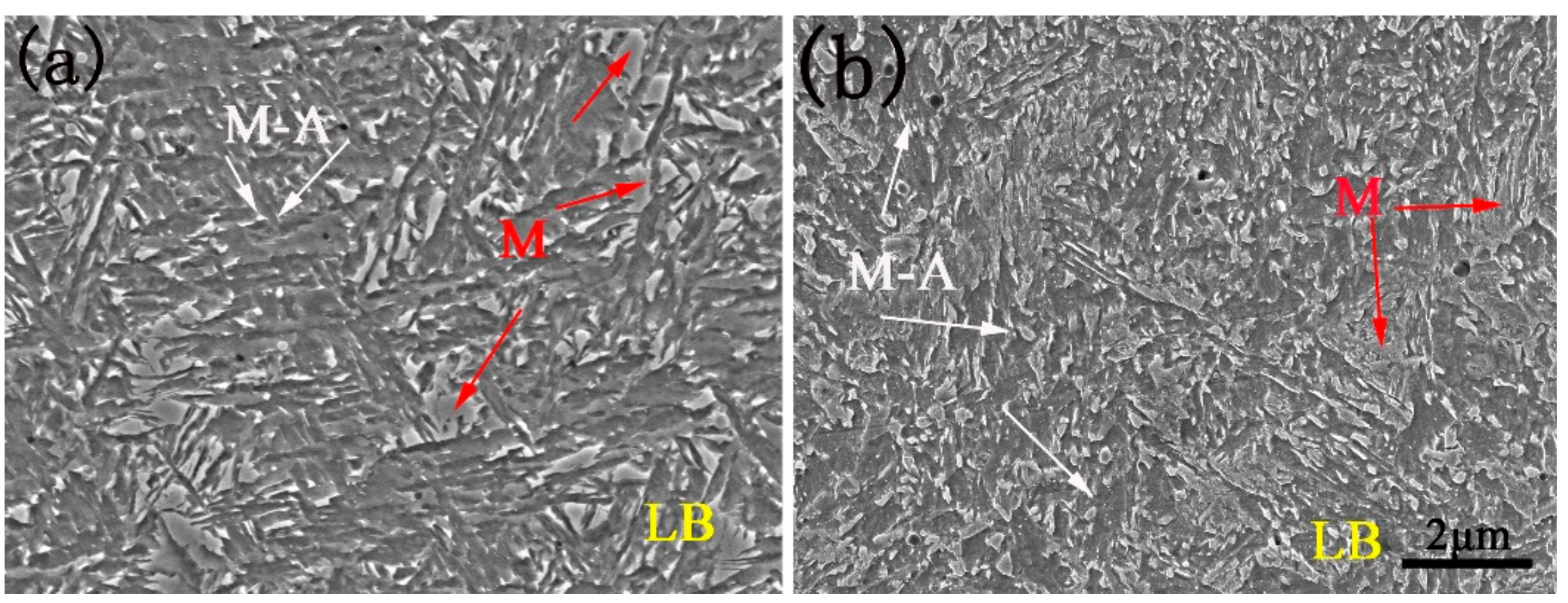
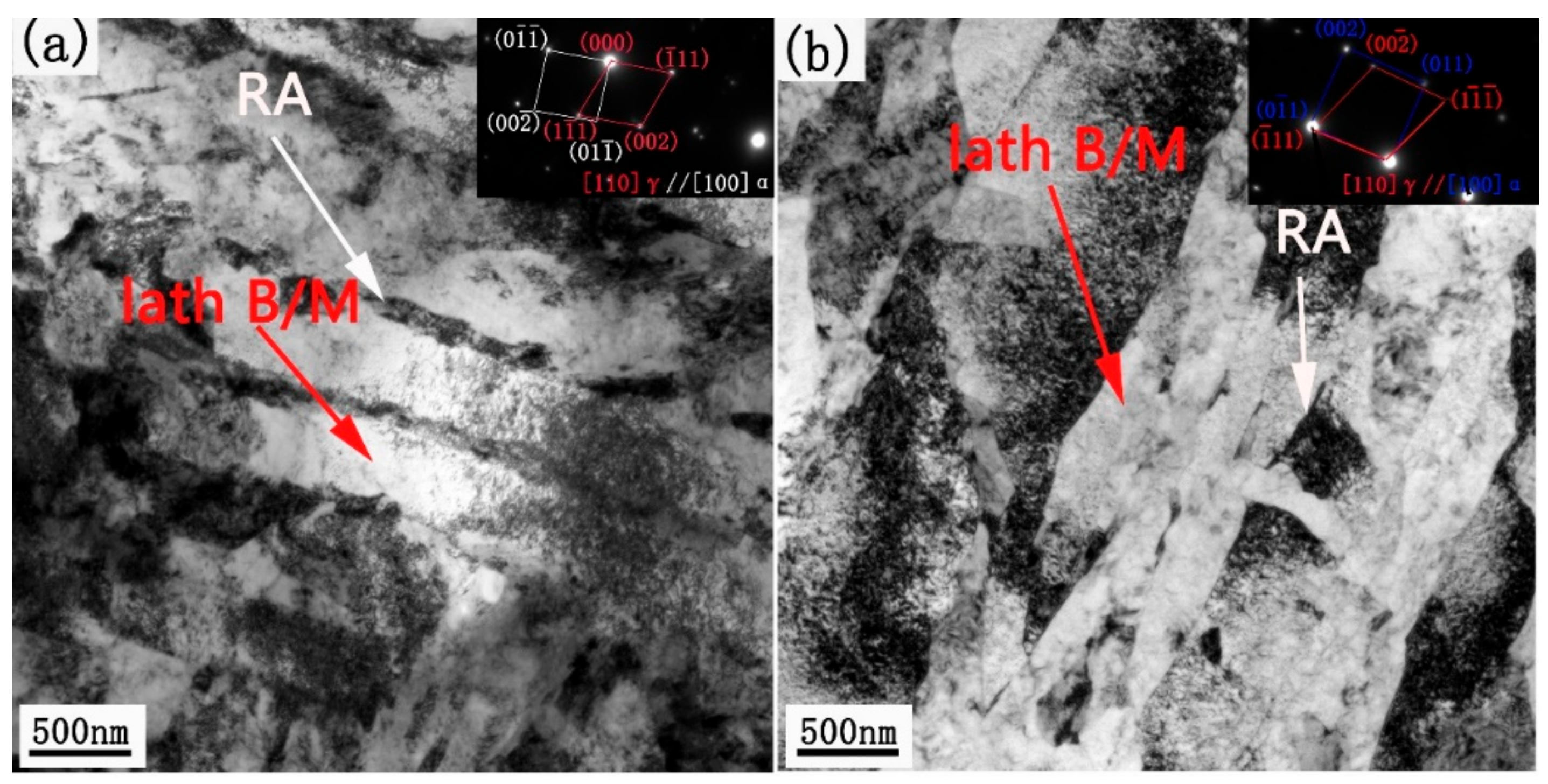
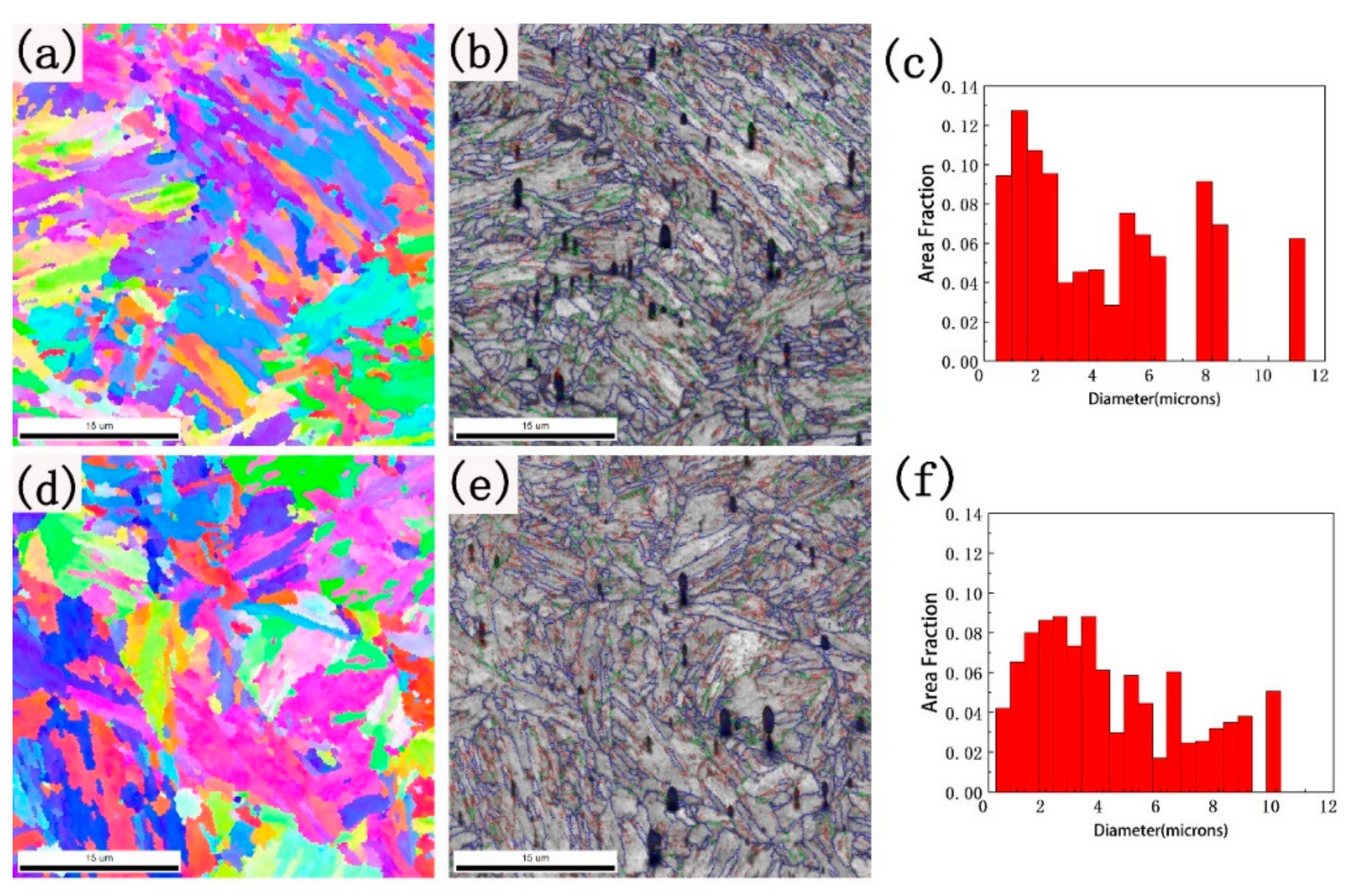
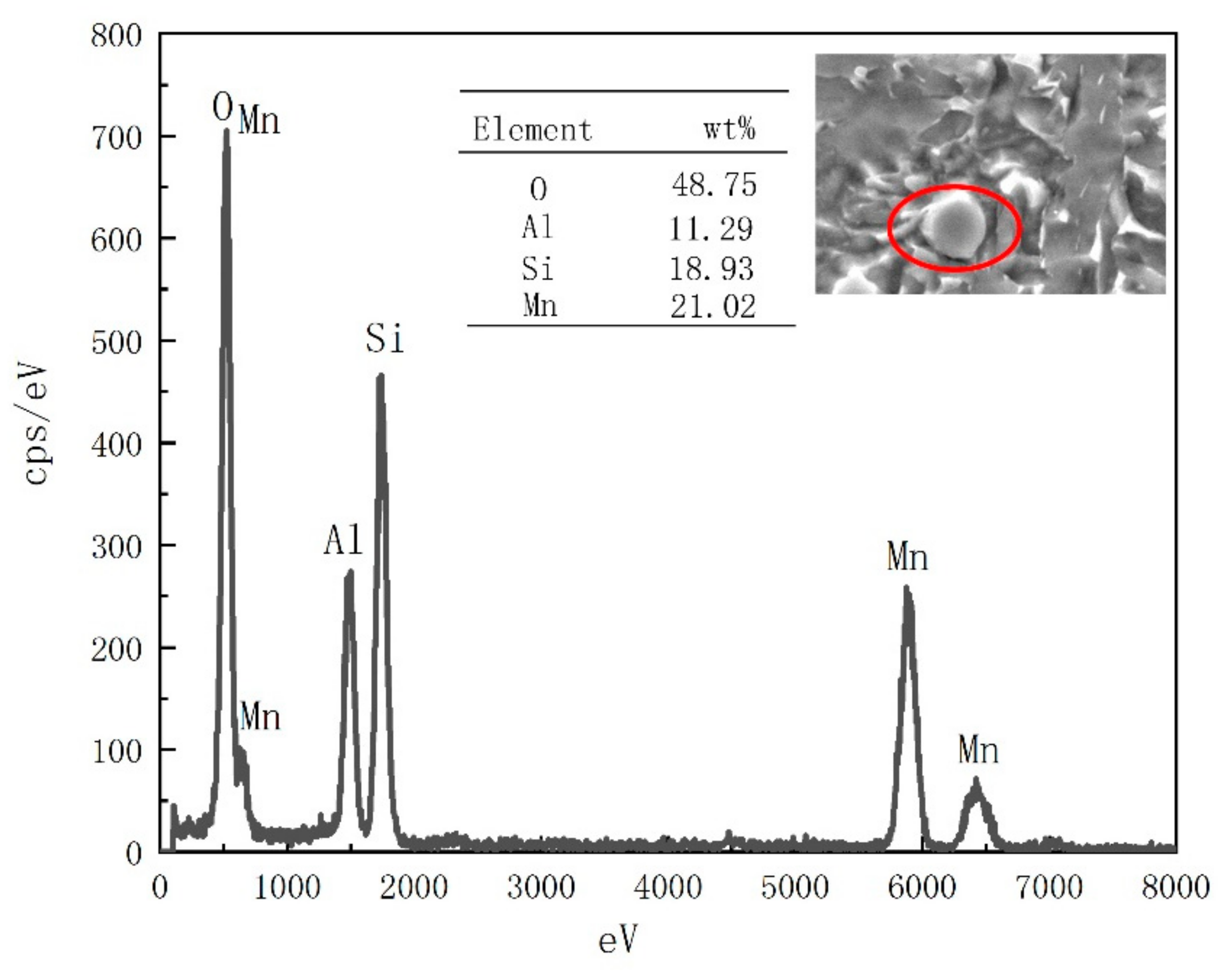
3.1. Microstructural Characterization
3.2. Mechanical Properties
4. Discussion
4.1. Identification of Multiphase and Effect of Ni on Phase Transformation
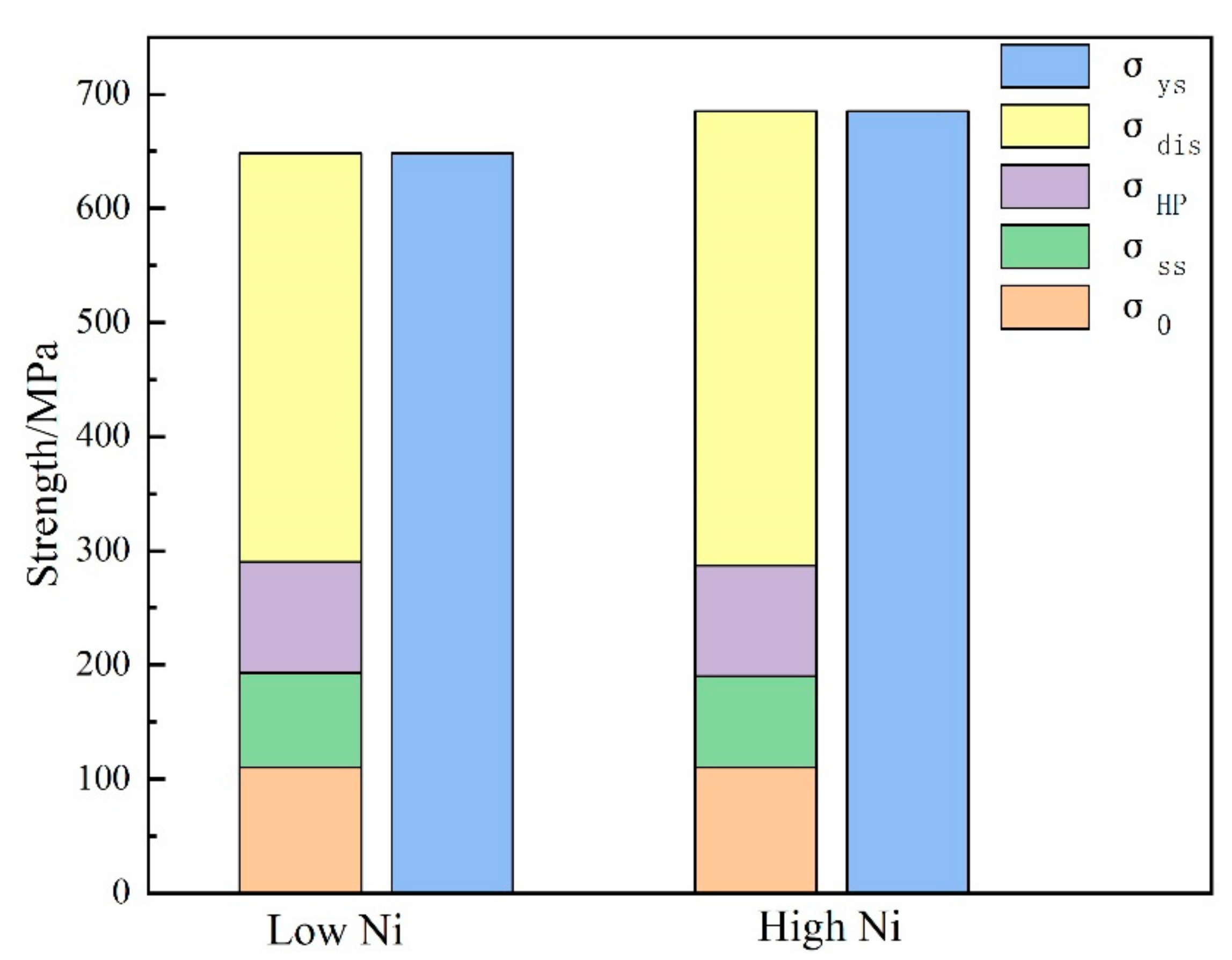
4.2. Strengthening Model of Deposited Metals
4.3. Toughness of Deposited Metals
5. Conclusions
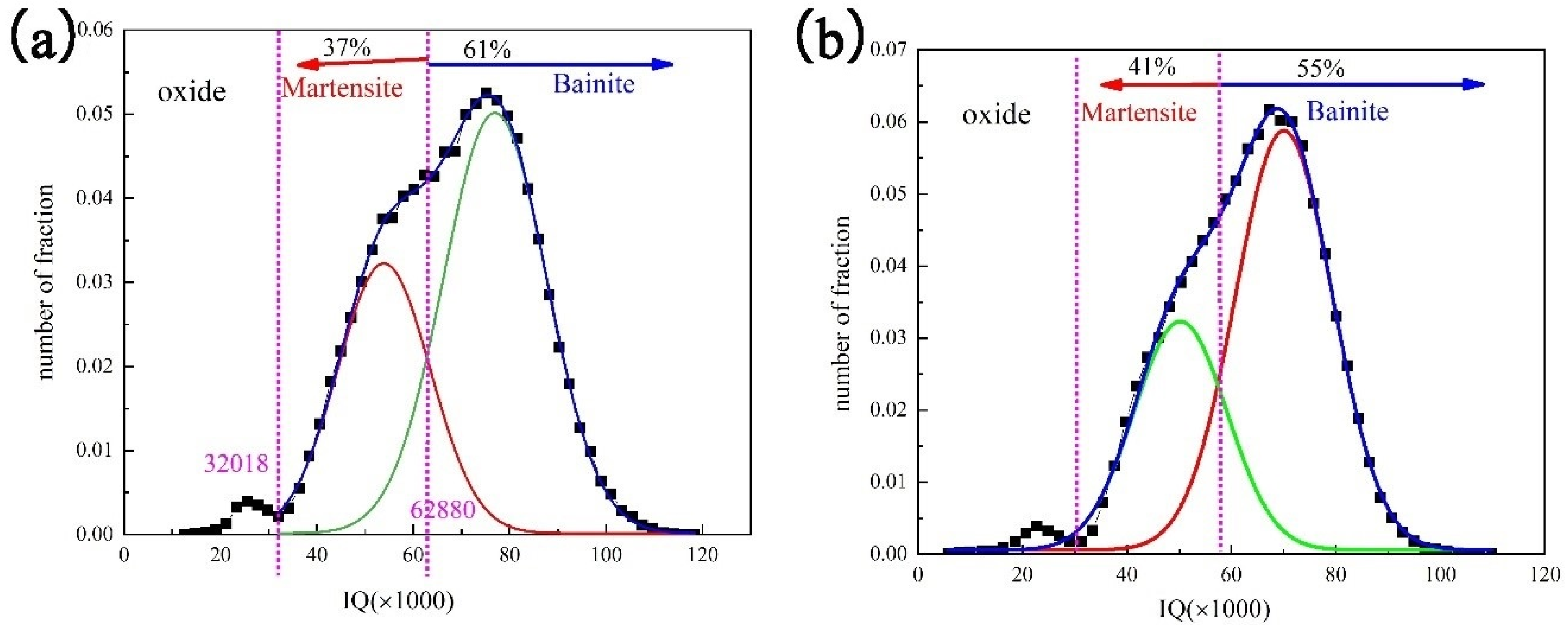
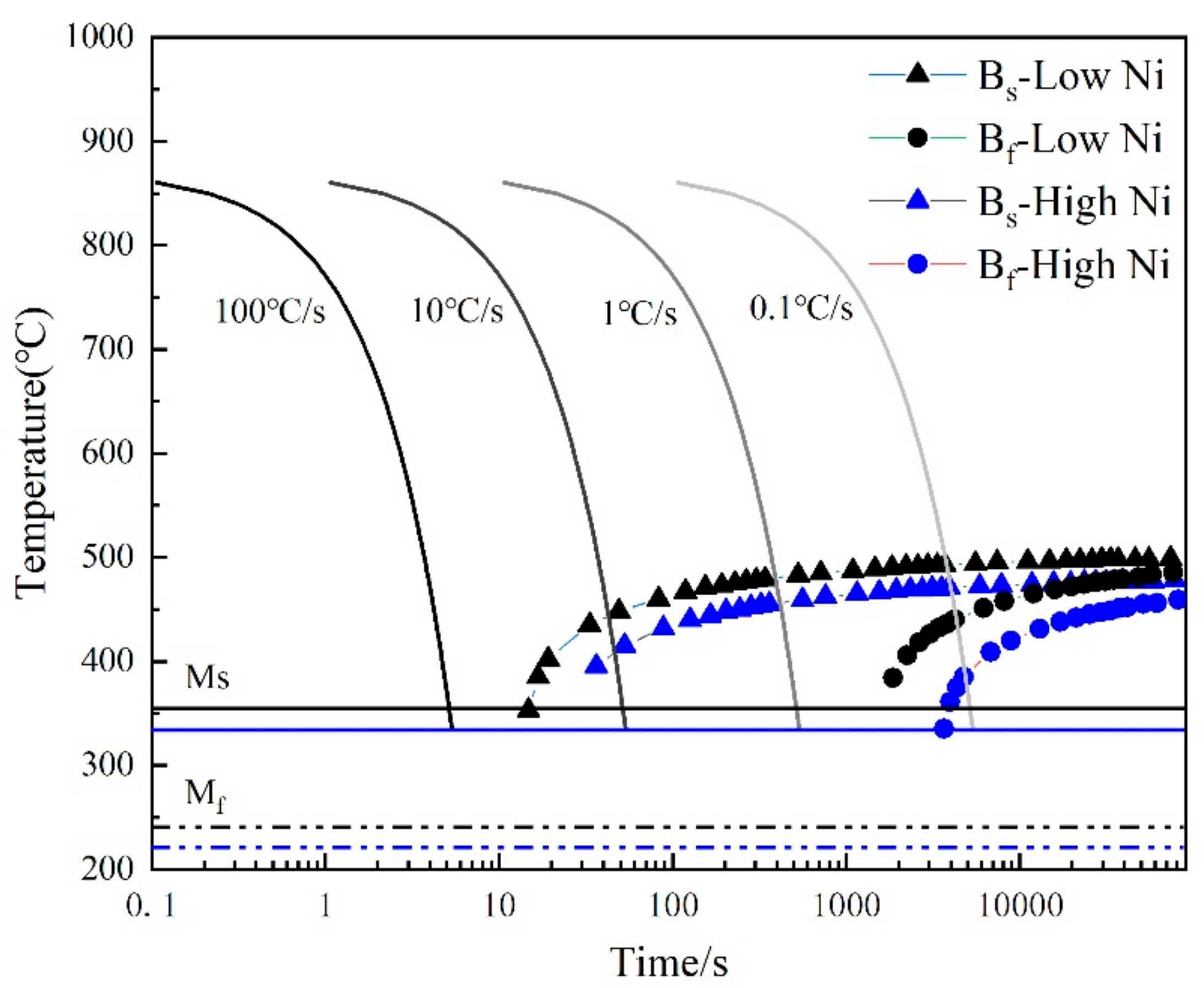
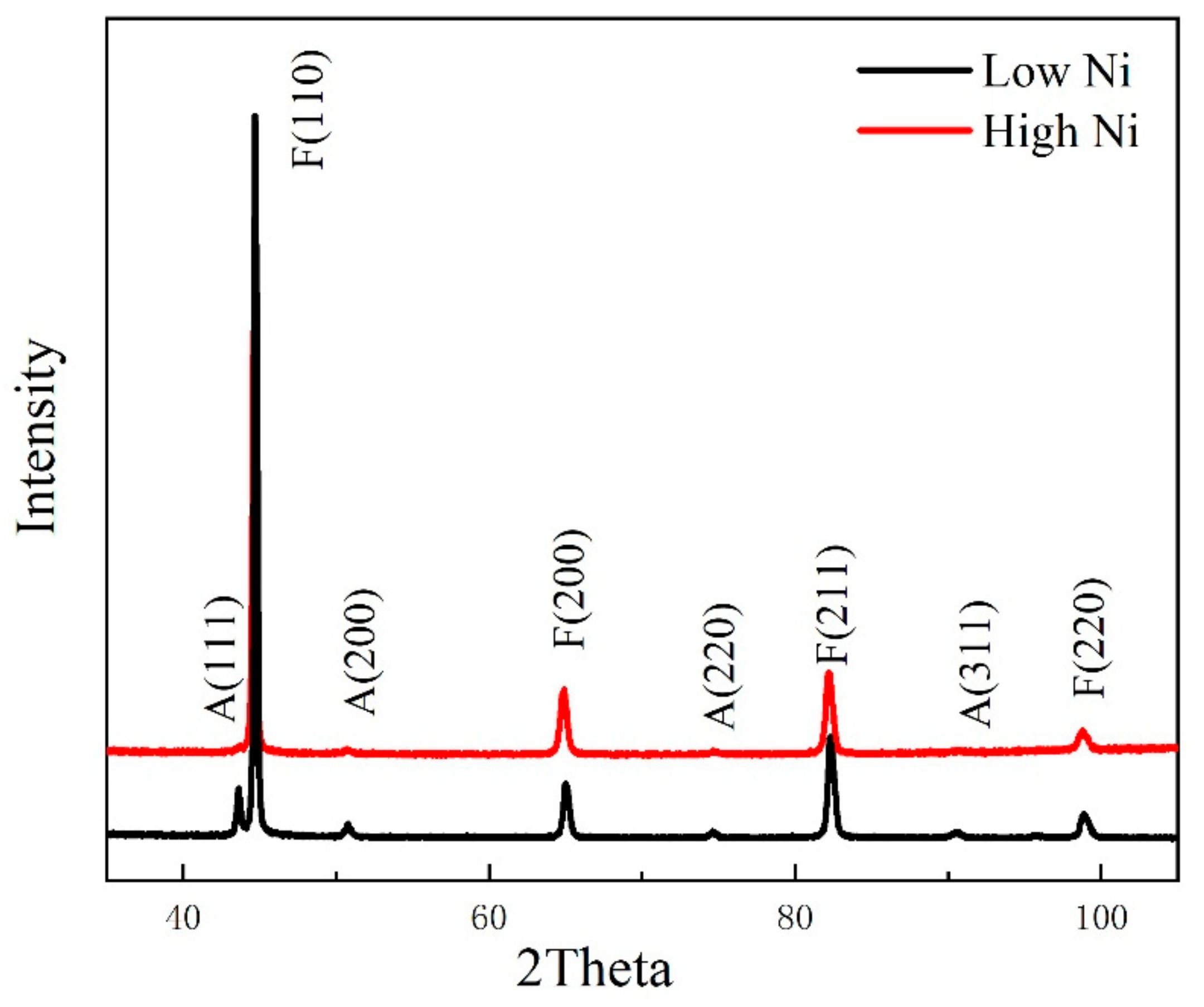
- The microstructures of Ni-addition deposited metals are multiphases composed of bainite, martensite and residual austenite. The volume fraction of bainite decreases from 61% to 55%, and that of martensite increases from 37% to 41%, while the content of Ni increases from 2.5% to 4.0% because the high Ni content obviously decreases the temperature range of the bainite transformation.
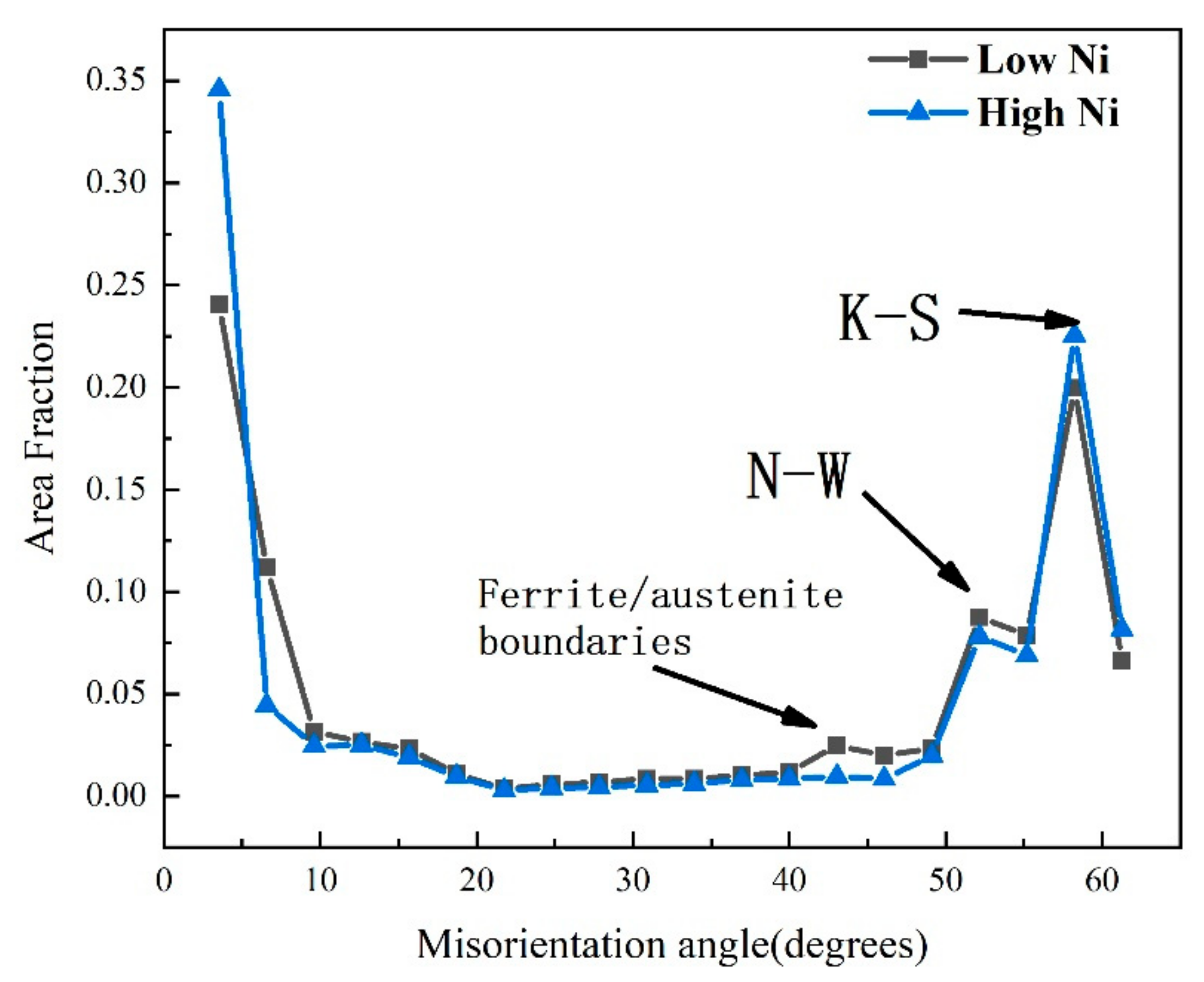
- The residual austenite exists as different forms of deposited metals. The residual austenite is mainly a block and sheet of deposited metal with low Ni, while it is a thin film with high Ni. The volume fraction of residual austenite decreases from 7.8% to 3.26% with the increase in Ni content. Meanwhile, the volume fraction of residual austenite is positively correlated with that of bainite.
- The tensile strength is ~1040 MPa of deposited metals. The increase in yield strength is mainly due to the high dislocation density of deposited metals with high Ni, which have 41% martensite. The toughness of deposited metals decreases with the increase in Ni content, which is positively related to the volume fraction of bainite, residual austenite and grain boundary of large-angle.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Y.; Tong, X.; Wei, X.H.; Xu, S.S.; Lan, S.; Wang, X.L.; Zhang, Z.W. Effects of microstructure on crack resistance and low-temperature toughness of ultra-low carbon high strength steel. Int. J. Plast. 2019, 116, 203–215. [Google Scholar] [CrossRef]
- Liu, S.; Tan, H.; Guo, H.; Shang, C.; Misra, R.D.K. The determining role of aluminum on copper precipitation and mechanical properties in Cu-Ni-bearing low alloy steel. Mater. Sci. Eng. A 2016, 676, 510–521. [Google Scholar] [CrossRef]
- Huang, X.; Liu, W.; Huang, Y.; Chen, H.; Huang, W. Effect of a quenching-long partitioning treatment on the microstructure and mechanical properties of a 0.2C% bainitic steel. J. Mater. Process. Technol. 2015, 222, 181–187. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, T.; Hou, C.S.; Zhang, F.C.; Wang, T.S. Improving impact toughness of high C-Cr bearing steel by Si-Mo alloying and low-temperature austempering. Mater. Des. 2015, 86, 215–220. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Knott, J.F.; Univ, O.B.G. Cleavage fracture in bainitic and martensitic microstructures. Acta Mater. 1999, 47, 3483–3495. [Google Scholar] [CrossRef]
- Ding, R.; Tang, D.; Zhao, A. A novel design to enhance the amount of retained austenite and mechanical properties in low-alloyed steel. Scr. Mater. 2014, 88, 21–24. [Google Scholar] [CrossRef]
- Li, Y.; Chen, X. Microstructure and mechanical properties of austempered high silicon cast steel. Mater. Sci. Eng. A 2001, 308, 277–282. [Google Scholar] [CrossRef]
- Świerczyńska, A. Effect of storage conditions of rutile flux-cored welding wires on properties of welds. Adv. Mater. Sci. 2019, 19, 46–56. [Google Scholar] [CrossRef] [Green Version]
- Trinh, N.Q.; Tashiro, S.; Tanaka, K.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Morimoto, T.; Shimizu, H.; Lersvanichkool, A.; Murphy, B.A.; et al. Effects of alkaline elements on the metal transfer behavior in metal cored arc welding. J. Manuf. Process. 2021, 68 Pt A, 1448–1457. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Landowski, M. Plasticity of bead-on-plate welds made with the use of stored flux-cored wires for offshore applications. Materials 2020, 13, 3888. [Google Scholar] [CrossRef]
- Metlitskii, V. Flux-cored wires for arc welding and surfacing of cast iron. Weld. Int. 2008, 22, 796–800. [Google Scholar] [CrossRef]
- Gavrilov, S.N.; Khitsov, O.V. Metal-powder wires for mechanized and automatic gas-shielded welding of low carbon and low-alloy steels. Weld. Int. 2014, 3, 234–236. [Google Scholar] [CrossRef]
- Haslberger, P.; Ernst, W.; Schnitzer, R. High resolution imaging of martensitic all-weld metal. Sci. Technol. Weld. Join. 2017, 22, 336–342. [Google Scholar] [CrossRef]
- Harrison, R.A.F. Acicular ferrite in carbon-manganese weld metals: An overview. J. Mater. Sci. 1987, 22, 3812–3820. [Google Scholar]
- Jain, D.; Isheim, D.; Zhang, X.J.; Ghosh, G.; Seidman, D.N. Thermally stable Ni-rich austenite formed utilizing multistep intercritical heat treatment in a low-carbon 10 Wt Pct Ni martensitic steel. Metall. Mater. Trans. A 2017, 48, 3642–3654. [Google Scholar] [CrossRef]
- Fonda, R.W.; Spanos, G. Effects of cooling rate on transformations in a Fe-9Pct Ni steel. Metall. Mater. Trans. A 2014, 45, 5982–5989. [Google Scholar] [CrossRef]
- Xue, F.F.; Zhang, Y.Q.; Meng, Q.R. Effect of Ni and Cr on the microstructure and properties of deposited metal with metal cored wire of high strength steel. Electr. Weld. Mech. 2014, 44, 89–93. [Google Scholar]
- Keehan, E.; Karlsson, L.; Andrén, H.-O.; Svensson, L.-E. New developments with C-Mn-Ni in high-strength steel weld metals-Part B, Mechanical properties. Weld. J. 2006, 10, 85. [Google Scholar]
- Keehan, E.; Karlsson, L.; Andrén, H.O. Influence of C, Mn and Ni contents on microstructure and properties of strong steel weld metals-Part I: Effect of nickel content. Sci. Technol. Weld. Join. 2006, 11, 1–24. [Google Scholar] [CrossRef]
- Kang, B.Y.; Kim, H.J.; Hwang, S.K. Effect of Mn and Ni on the variation of the microstructure and mechanical properties of low-carbon weld metals. ISIJ Int. 2000, 40, 1237–1245. [Google Scholar] [CrossRef] [Green Version]
- Rao, T.V.L.N.; Dikshit, S.N.; Malakondaiah, G.; Rao, P.R. On mixed upper bainite-martensite in an AISI 4330 steel exhibiting an uncommonly improved strength-toughness combination. Scr. Metall. Mater. 1990, 24, 1323–1328. [Google Scholar] [CrossRef]
- Tomita, Y.; Okawa, T. Effect of microstructure on mechanical properties of isothermally bainite-transformed 300M steel. Mater. Sci. Eng. A 1993, 172, 145–151. [Google Scholar] [CrossRef]
- Abbaszadeh, P.; Kheirandish, S.; Saghafian, H.; Goodarzy, M.H. Effect of austenitizing temperature on mechanical properties of the mixed bainite-martensite microstructure in CrMoV steel. Mater. Res. 2018, 21, e2017046. [Google Scholar] [CrossRef] [Green Version]
- Angeli, J.; Füreder, E.; Panholzer, M.; Kneissl, A.C. Etching techniques for characterizing the phases of low-alloy dual-phase and TRIP steels. Prakt. Metallogr. 2006, 43, 489–504. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M. EBSD image quality mapping. Microsc. Microanal. 2005, 12, 72–84. [Google Scholar] [CrossRef]
- Ryde, L. Application of EBSD to analysis of microstructures in commercial steels. Mater. Sci. Technol. 2006, 22, 1297–1306. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Petrov, R.H.; Zhao, L.; Sietsma, J. Microstructural analysis of martensite constituents in quenching and partitioning steels. Mater. Charact. 2014, 92, 91–95. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, N.; Xu, C.; Kan, H.; Tan, Y.; Chen, H. Effect of filling rate on underwater wet welding process and weld appearance. Materials 2020, 13, 1061. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mao, G.; Cao, R.; Yang, J.; Jiang, Y.; Wang, S.; Guo, X.; Yuan, J.; Zhang, X.; Chen, J. Effect of nickel contents on the microstructure and mechanical properties for low-carbon bainitic weld metals. J. Mater. Eng. Perform. 2017, 26, 2057–2071. [Google Scholar] [CrossRef]
- Norström, L.Å.; Vingsbo, O. Influence of nickel on toughness and ductile-brittle transition in low-carbon martensite steels. Met. Sci. 1979, 13, 677–684. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the dislocation density in martensitic steels evaluated by some X-ray diffraction methods. ISIJ. Int. 2010, 6, 875–882. [Google Scholar] [CrossRef] [Green Version]
- Kennett, S.C. Strengthening and Toughening Mechanisms in Low-C Microalloyed Martensitic Steel as Influenced by Austenite Conditioning. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2014. [Google Scholar]
- Saha, D.C.; Biro, E.; Gerlich, A.P.; Zhou, Y. Effects of tempering mode on the structural changes of martensite. Mater. Sci. Eng. A 2016, 673, 467–475. [Google Scholar] [CrossRef]
- Hongsheng, F. Bainite Transformation; Science Press: Beijing, China, 1999. [Google Scholar]
- Kluken, A.O.; Graduate, Ø. Mechanisms of inclusion formation in Al-Ti-Si-Mn deoxidized steel weld metals. Metall. Mater. Trans. A 1989, 20, 1335–1349. [Google Scholar] [CrossRef]
- Wu, S.; Wang, D.; Zhao, C.; Zhang, Z.; Li, C.; Di, X. Enhanced toughness of Fe-12Cr-5.5Ni-Mo-deposited metals through formation of fine reversed austenite. J. Mater. Sci. 2018, 53, 15679–15693. [Google Scholar] [CrossRef]
- Gourgues, A.F.; Flower, H.M.; Lindley, T.C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Bhadeshia, H.K.D.H. The bainite transformation: Unresolved issues. Mater. Sci. Eng. A 1999, 273, 58–66. [Google Scholar] [CrossRef]
- Ma, S.M. Study on X120 Pipeline Metal-Cored Wire and Toughness Mechanism of Deposited Metal. Master’s Thesis, Beijing University of Technology, Beijing, China, 2013. [Google Scholar]
- Pickering, F.B.; Gladman, T. Metallurgical Developments in Carbon Steel. 1963. Available online: https://books.google.co.jp/books/about/Metallurgical_developments_in_carbon_ste.html?id=Xfy-tQEACAAJ&redir_esc=y (accessed on 5 December 2021).
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 1999, 273–275, 40–57. [Google Scholar] [CrossRef]
- Ungár, T.; Harjo, S.; Kawasaki, T.; Tomota, Y.; Ribárik, G.; Shi, Z. Composite behavior of lath martensite steels induced by plastic strain, a new paradigm for the elastic-plastic response of martensitic steels. Metall. Mater. Trans. A 2017, 48, 159–167. [Google Scholar] [CrossRef] [Green Version]
- He, S.H.; He, B.B.; Zhu, K.Y.; Huang, M.X. On the correlation among dislocation density, lath thickness and yield stress of bainite. Acta Mater. 2017, 135, 382–389. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. High-pressure torsion of pure metals: Influence of atomic bond parameters and stacking fault energy on grain size and correlation with hardness. Acta Mater. 2011, 59, 6831–6836. [Google Scholar] [CrossRef]
- Yong, Q. Second Phases in Structural Steels; Metallurgical Industry Press: Beijing, China, 2006; p. 6. [Google Scholar]
- Springer, H.; Belde, M.; Raabe, D. Bulk combinatorial design of ductile martensitic stainless steels through confined martensite-to-austenite reversion. Mater. Sci. Eng. A 2013, 582, 235–244. [Google Scholar] [CrossRef]
- Feng, Z.Y.; Di, X.J.; Wu, S.P.; Zhang, Z.; Liu, X.Q.; Wang, D.P. Comparison of two types of low-transformation-temperature weld metals based on solidification mode. Sci. Technol. Weld. Join. 2017, 23, 241–248. [Google Scholar] [CrossRef]
- Wang, P.; Xiao, N.; Lu, S.; Li, D.; Li, Y. Investigation of the mechanical stability of reversed austenite in 13%Cr-4%Ni martensitic stainless steel during the uniaxial tensile test. Mater. Sci. Eng. A 2013, 586, 292–300. [Google Scholar] [CrossRef]
- Brozzo, P.; Buzzichelli, G.; Mascanzoni, A.; Mirabile, M. Microstructure and cleavage resistance of low-carbon bainitic steels. Met. Sci. 1977, 11, 123–130. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Ni | Cr | Mo | S | P | O | N | Ti | Al | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| LN | 0.080 | 1.55 | 0.50 | 2.43 | 0.84 | 0.72 | 0.0075 | 0.015 | 0.084 | 0.012 | 0.004 | 0.03 | Bal |
| HN | 0.074 | 1.28 | 0.51 | 4.29 | 0.65 | 0.62 | 0.009 | 0.015 | 0.080 | 0.008 | 0.004 | 0.029 | Bal |
| Q345 | ≤0.20 | ≤1.70 | ≤0.50 | 0.50 | 0.30 | 0.10 | 0.035 | 0.035 | - | 0.012 | 0.20 | 0.015 | Bal |
| Deposited Metals | Bs/°C | Ms/°C | Mf/°C | ∆T(Bs-Ms)/°C |
|---|---|---|---|---|
| LN | 502.3 | 353.1 | 238.1 | 149.2 |
| HN | 481.6 | 334.9 | 218.2 | 146.7 |
| LN(26 °C/s) | 435.1 | 353.1 | 238.1 | 82.0 |
| HN(26 °C/s) | 395.1 | 334.9 | 218.2 | 60.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Di, X.; Li, C.; Wang, D. The Influence of Ni on Bainite/Martensite Transformation and Mechanical Properties of Deposited Metals Obtained from Metal-Cored Wire. Metals 2021, 11, 1971. https://doi.org/10.3390/met11121971
Wang J, Di X, Li C, Wang D. The Influence of Ni on Bainite/Martensite Transformation and Mechanical Properties of Deposited Metals Obtained from Metal-Cored Wire. Metals. 2021; 11(12):1971. https://doi.org/10.3390/met11121971
Chicago/Turabian StyleWang, Jiamei, Xinjie Di, Chengning Li, and Dongpo Wang. 2021. "The Influence of Ni on Bainite/Martensite Transformation and Mechanical Properties of Deposited Metals Obtained from Metal-Cored Wire" Metals 11, no. 12: 1971. https://doi.org/10.3390/met11121971
APA StyleWang, J., Di, X., Li, C., & Wang, D. (2021). The Influence of Ni on Bainite/Martensite Transformation and Mechanical Properties of Deposited Metals Obtained from Metal-Cored Wire. Metals, 11(12), 1971. https://doi.org/10.3390/met11121971