
Fracture Toughness Characteristics of High-Manganese Austenitic Steel Plate for Application in a Liquefied Natural Gas Carrier


Abstract
:1. Introduction
2. Materials and Test Methods
2.1. Specimen Preparation
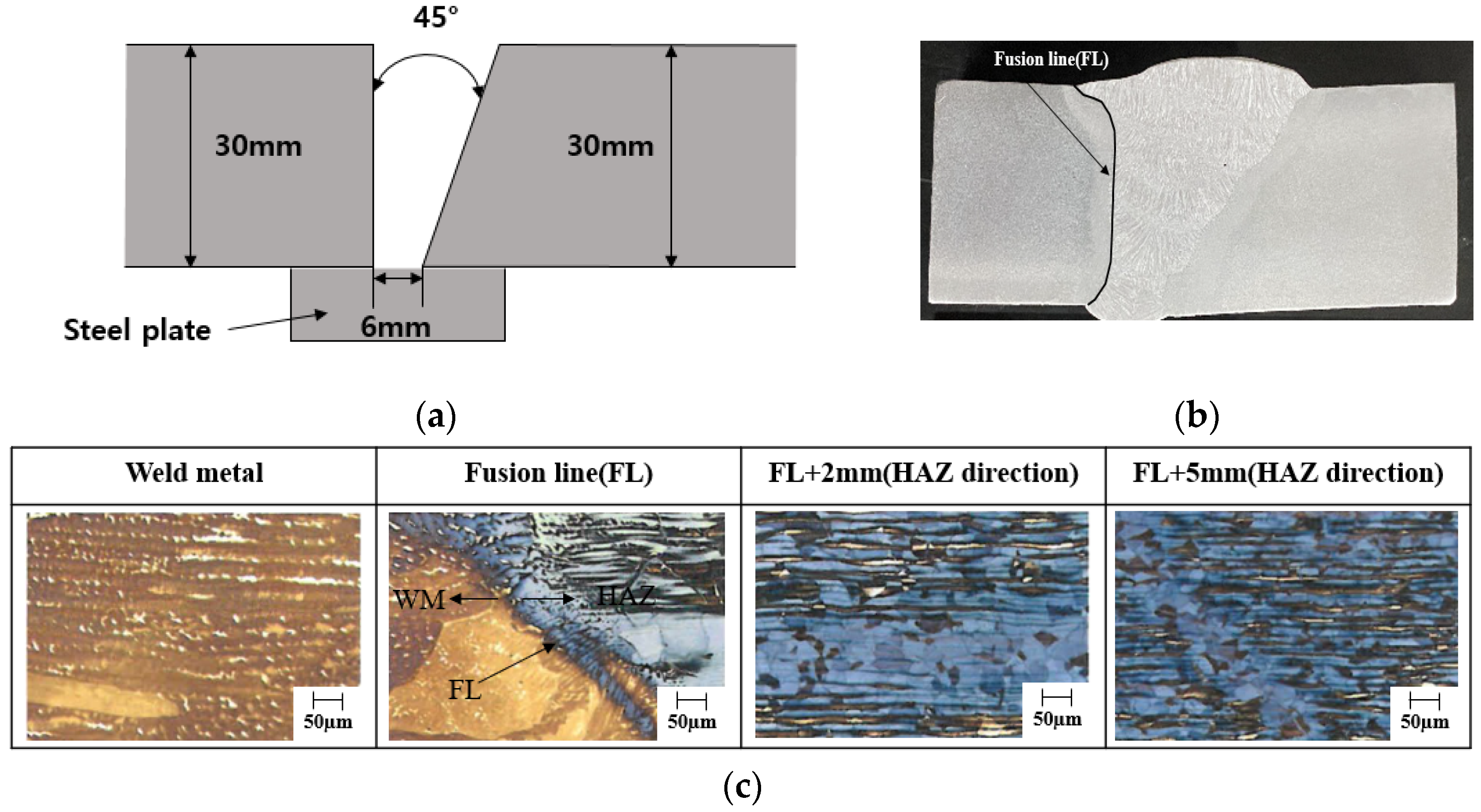
2.2. Experimental Welding Method
2.3. Test Method
3. Test Results and Discussion
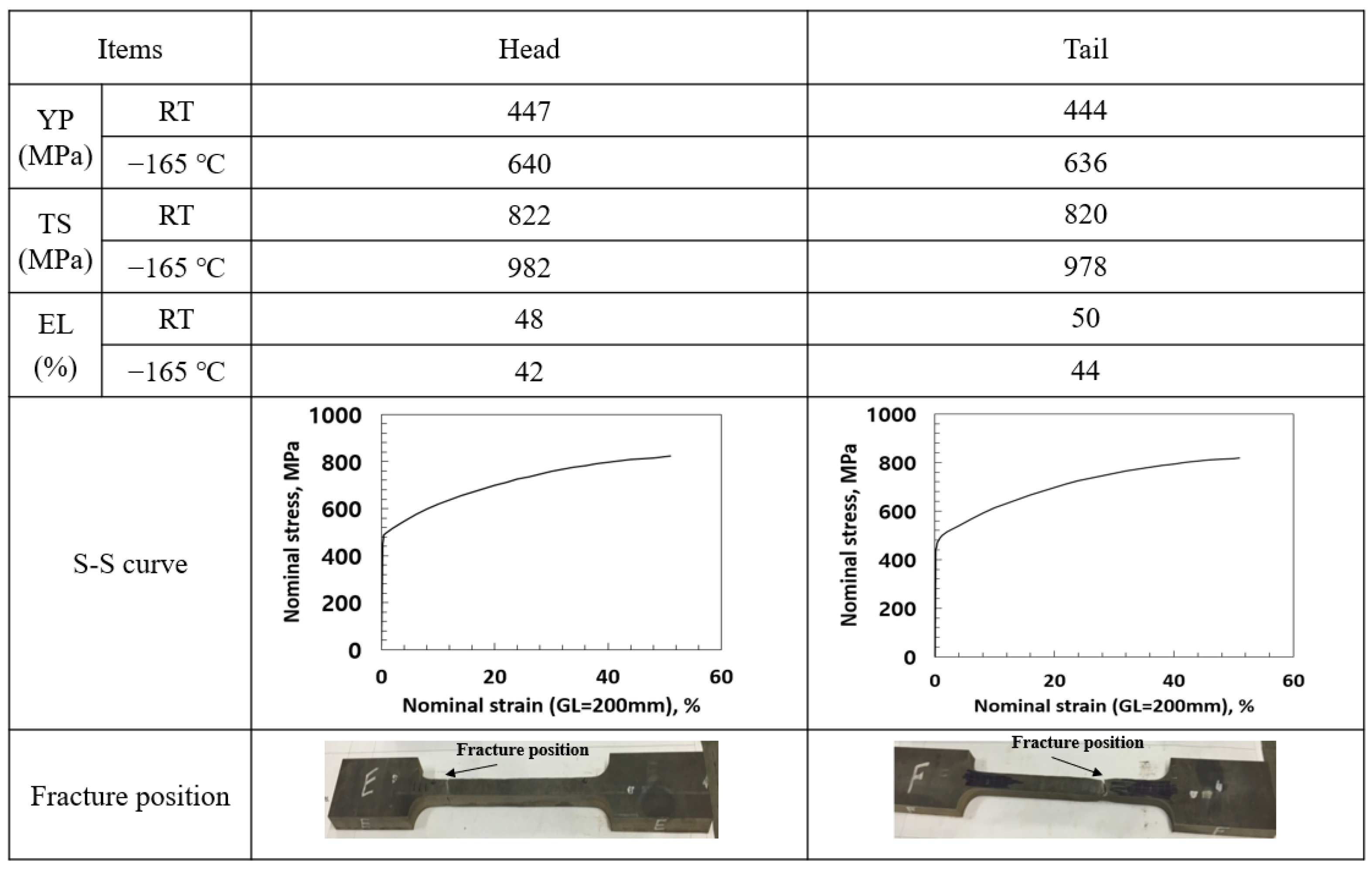
3.1. Suitability Test Results of Base Metal as Cryogenic Steel
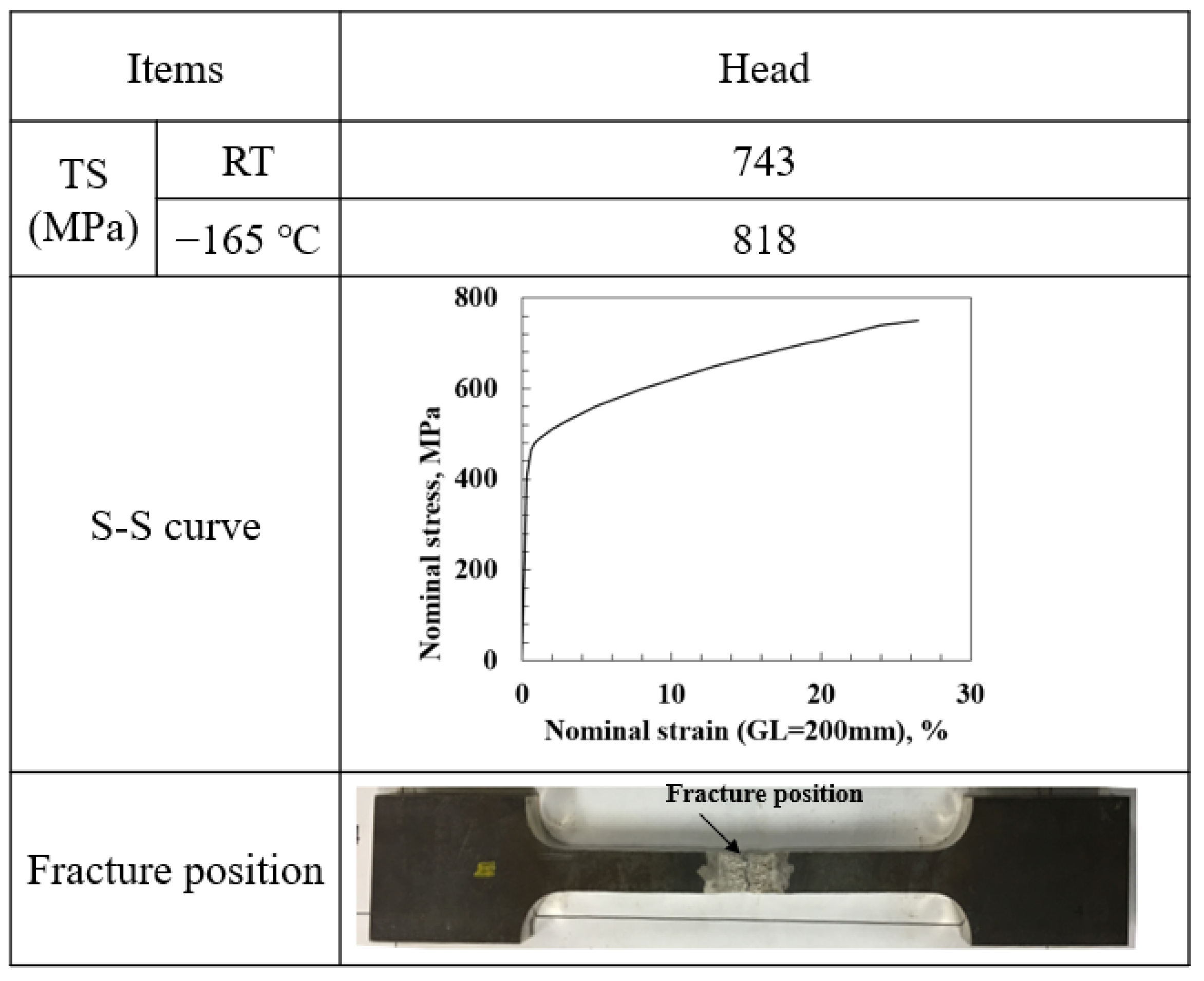
3.2. Suitability Test Results of Weld Joints as Cryogenic Steel
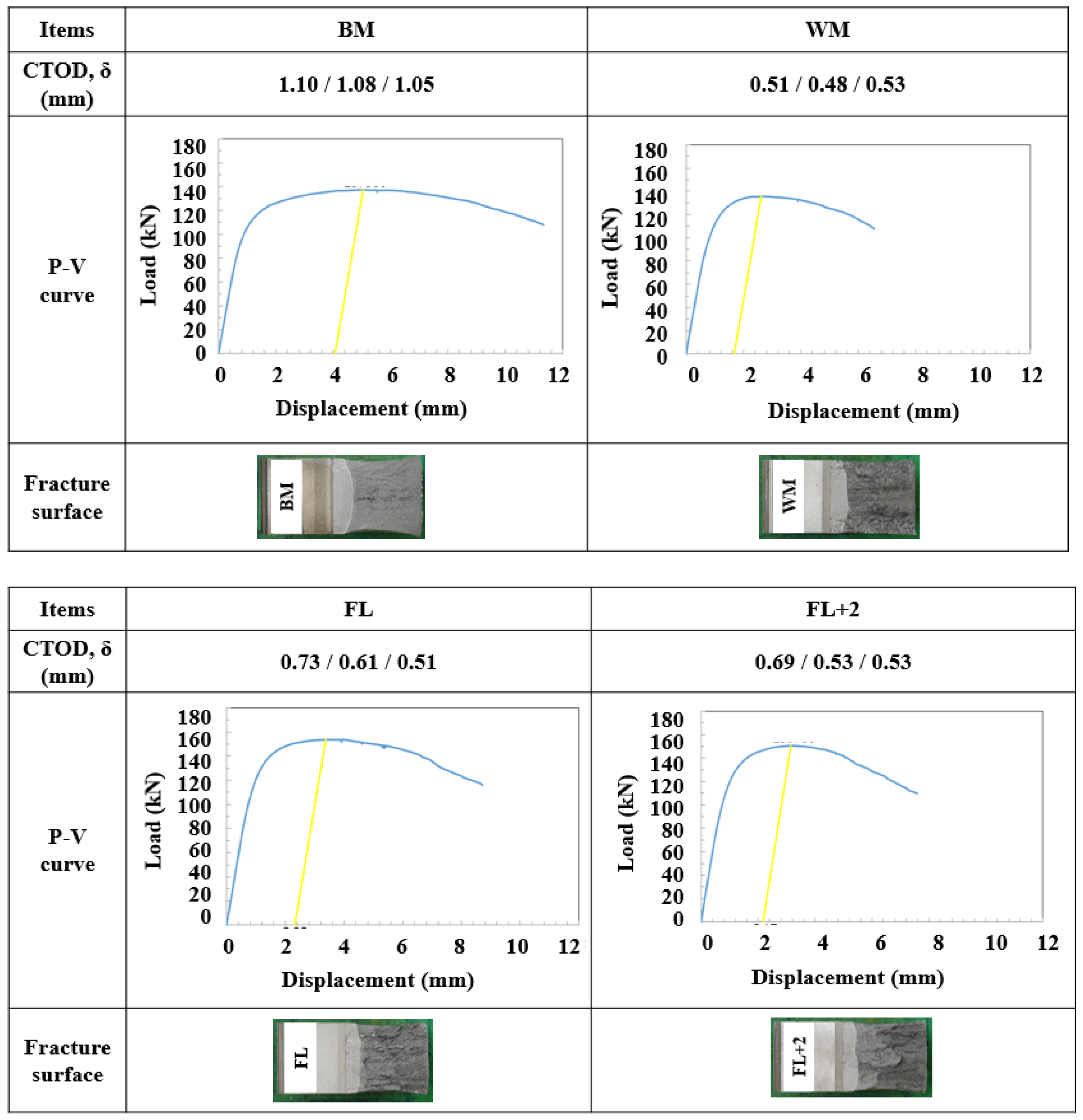
3.3. Brittle Fracture Initiation Behavior Test Results
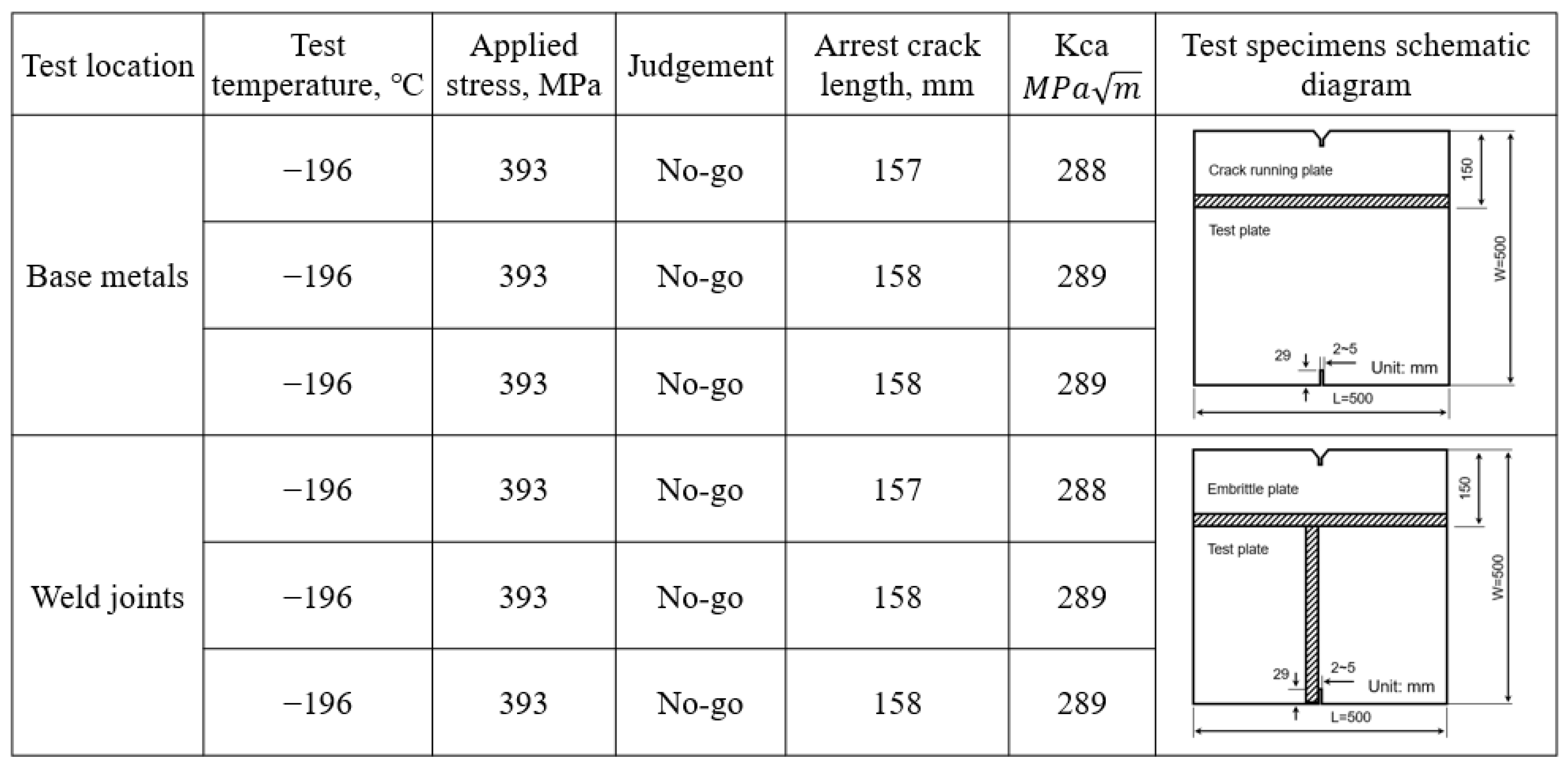
3.4. Brittle Crack Propagation Arrest Test Results
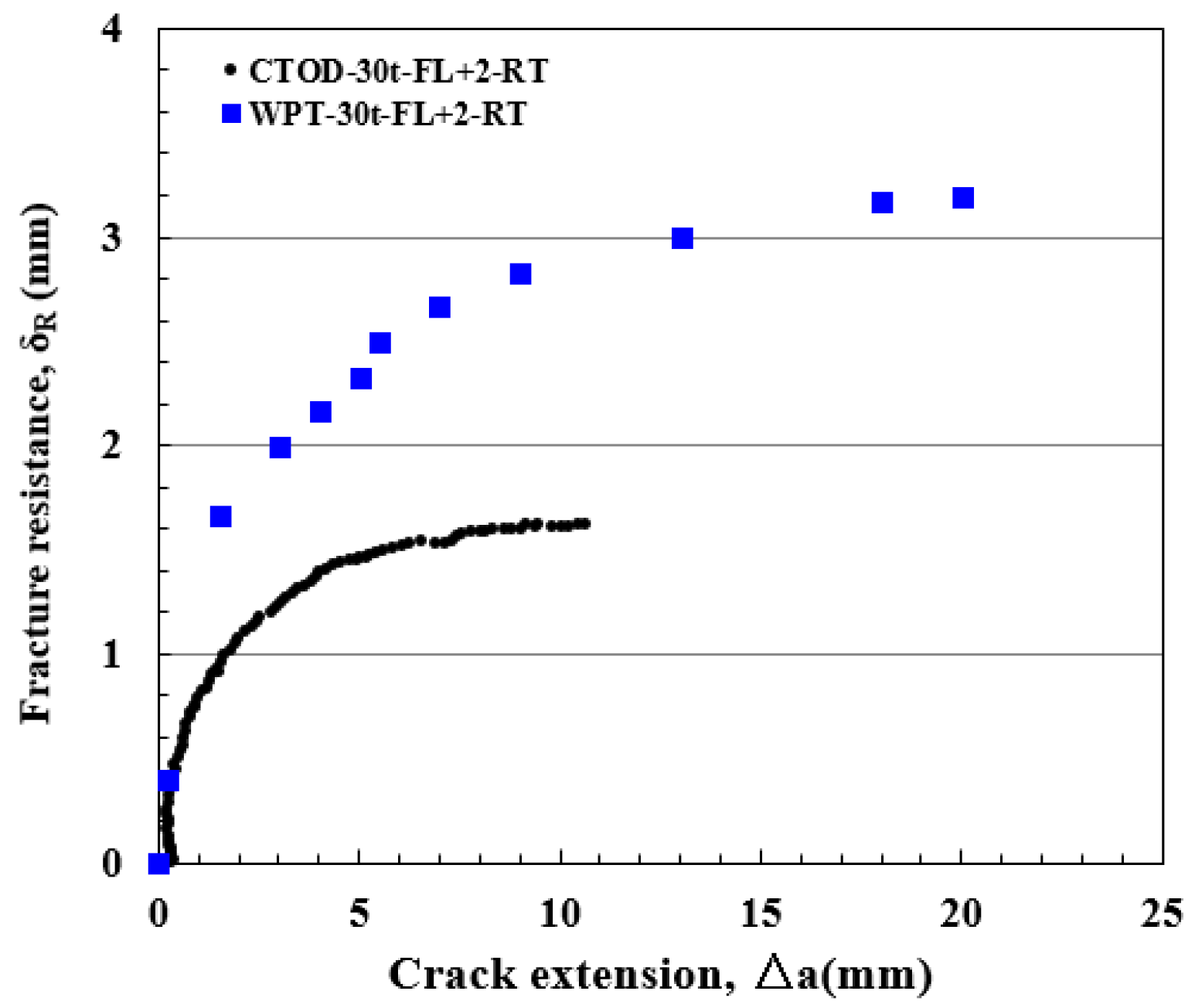
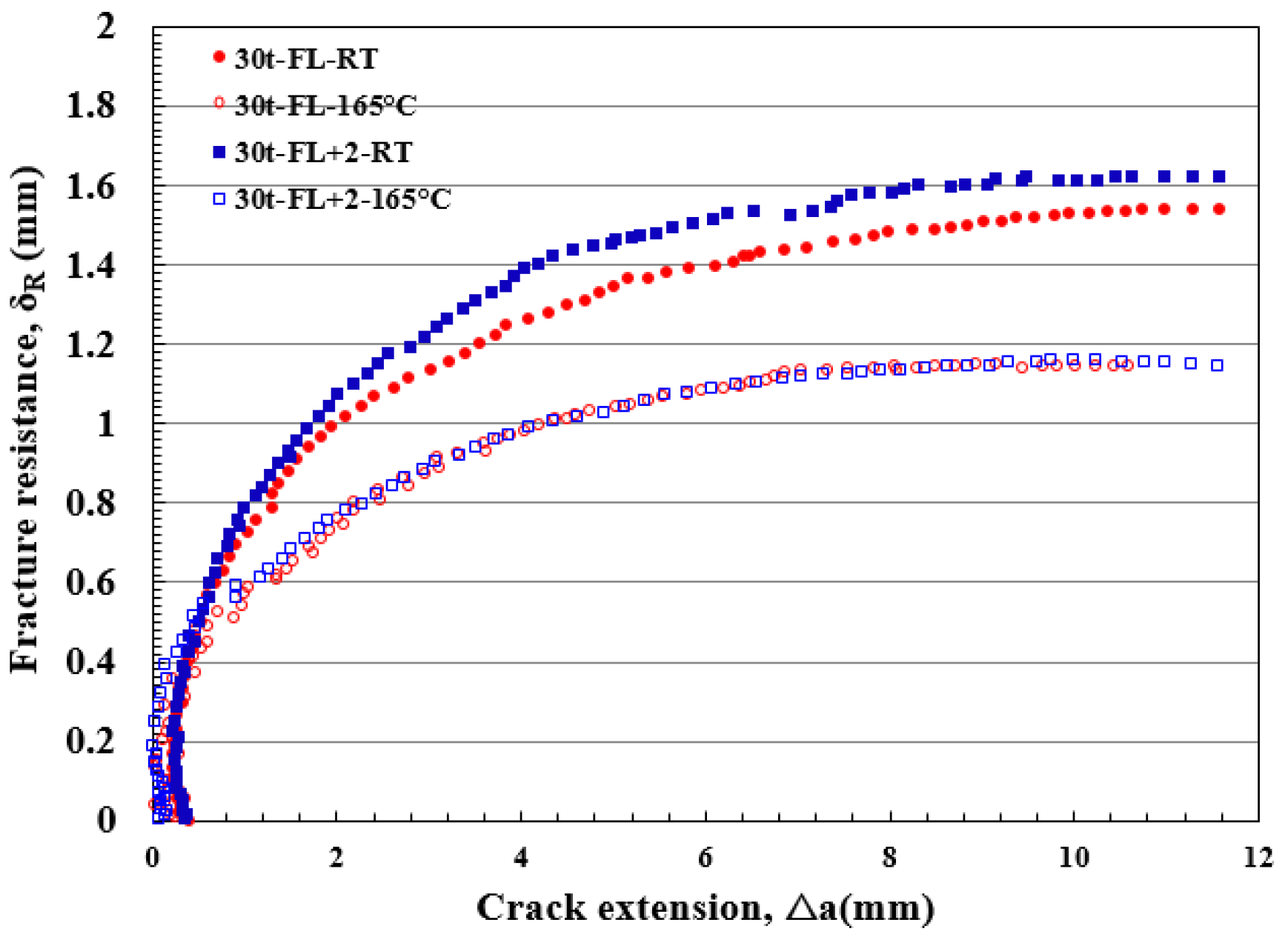
3.5. Unstable Ductile Fracture Test Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Moon, D.; Kim, D.; Lee, J.; Kim, M. Estimation of Constraint Factor on the Relationship between J integral and CTOD for Offshore Structural Steel Weldments. J. Offshore Mech. Arct. Eng. 2015, 137, 064001. [Google Scholar] [CrossRef]
- Kang, S.; Kim, M.; Kim, Y.; Shin, Y.; Lee, H. A Study on the Fracture Toughness Characteristics of FCAW Weldment of Steel for Offshore Structures. J. Korea Weld. Join. Soc. 2004, 22, 57–63. [Google Scholar]
- Machida, S.; Deguchi, A.; Kagawa, H. Brittle fracture characteristics of heavy gauge 9% Ni steel plate for large scale LNG strage tank. J. High Press. Inst. Jpn. 1993, 31, 31–38. [Google Scholar]
- Niu, W.; Lina, J.; Ju, Y.; Fu, Y. The daily evaporation rate test and conversion method for a new independent type B LNG mock-up tank. Cryogenics 2020, 111, 103168. [Google Scholar] [CrossRef]
- Han, I.; Lee, B. Microstructure and Mechanical Properties of Cryogenic High-Manganese Steel Weld Metal. Int. J. Offshore Polar Eng. 2017, 27, 260–265. [Google Scholar] [CrossRef]
- IGC Code. Code for the Construction and Equipment of Ships Carrying Liquefied Gases in Bulk; International Maritime Organization: London, UK, 2020. [Google Scholar]
- IGF Code. International Code of Safety for Ships Using Gases or Other Low-Flashpoint Fuels; International Maritime Organization: London, UK, 2020. [Google Scholar]
- Interim Guidelines on the Application of High Manganese Austenitic Steel for Cryogenic Service; International Maritime Organization: London, UK, 2018.
- Machida, S.; Ishikura, N.; Kubo, N.; Katayama, N.; Muramoto, S.; Hagiwara, Y.; Arimochi, A. Fracture Characteristics of Heavy Thickness 9% Ni Steel Plate and its Applicability to Large Scale LNG Storage Tanks (2nd Report, High Toughness 50–55mm Thick 9% Ni Steel Plate). J. High Press. Inst. Jpn. 1993, 31, 19–33. [Google Scholar]
- Machida, S.; Ishikura, N.; Kubo, N.; Katayama, N.; Muramoto, S.; Hagiwara, Y.; Arimochi, A. Brittle fracture characteristics of heavy thickness 9% Ni steel plate and its applicability to large scale LNG storage tanks. J. High Press. Inst. Jpn. 1991, 29, 25–39. [Google Scholar]
- Watanabe, I.; Suzuki, M.; Matsuda, Y.; Yamagata, S.; Yajima, H. The crack-arrest properties of 9% Ni steel and its weldment (1st report). Bull. Jpn. Soc. Nav. Arch. Ocean. Eng. 1984, 155, 389–400. [Google Scholar] [CrossRef]
- Watanabe, I.; Suzuki, M.; Matsuda, Y.; Yamagata, S.; Yajima, H. The crack-arrest properties of 9% Ni steel and its weldment (2nd report). Bull. Jpn. Soc. Nav. Arch Ocean. Eng. 1984, 155, 401–407. [Google Scholar]
- An, G.; Hong, S.; Park, J.; Ro, C.; Han, I. Identification of Correlation Between Fracture Toughness Parameters of Cryogenic Steel Weld Joints. J. Weld. Join. 2017, 35, 82–87. [Google Scholar] [CrossRef] [Green Version]
- American Society for Testing and Materials. Standard Test Methods for Tension Testing of Metallic Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 2021. [Google Scholar]
- American Society for Testing and Materials E23. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 2021. [Google Scholar]
- International Standard. Metallic Materials-Unified Method of Test for the Determination of Quasistatic Fracture Toughness; ISO 12135; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- International Standard. Metallic Materials-Unified Method of Test for the Determination of Quasistatic Fracture Toughness of Welds; ISO 15653; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- British Standard Institute. Fracture Mechanics Toughness Tests-Part 1:Method for Determination of KIC, Critical CTOD and Critical J Values of Metallic Materials; BS7448; British Standard Institute: London, UK, 1991. [Google Scholar]
- British Standard Institute. Fracture Mechanics Toughness Tests-Part 2:Method for Determination of KIC, Critical CTOD and Critical J Values of Welds in Metallic Materials; BS7448; British Standard Institute: London, UK, 1997. [Google Scholar]
- American Society for Testing and Materials E813-89. Test Method for JIC, A Measure of Fracture Toughness; American Society for Testing and Materials: West Conshohocken, PA, USA, 1997. [Google Scholar]
- Tada, H.; Paris, P.; Irwin, G. The stress analysis of cracks hand book, Del Research corporation. Louis Mo. 1973, 29, 367–380. [Google Scholar]
- Tsukamoto, M.; Kwaguchi, Y.; Machida, S. Ductile instability of long arrested crack under R-curve concept. Bull. Jpn. Soc. Nav. Arch Ocean. Eng. 1987, 161, 337–342. [Google Scholar] [CrossRef]
- Park, S.; Lee, C.; Choi, S.; Kim, J.; Bang, C.; Lee, J. Polymeric foams for cryogenic temperature application: Temperature range for non-recovery and brittle-fracture of microstructure. Compos. Struct. 2016, 136, 258–269. [Google Scholar] [CrossRef]
- Nakanishi, D.; Kawabata, T.; Aihara, S. Effect of dispersed retained γ-Fe on brittle crack arrest toughness in 9% Ni steel in cryogenic temperatures. Mater. Sci. Eng. A 2018, 723, 238–246. [Google Scholar] [CrossRef]
- Weiss, K.; Kraskowski, A.; Koukolíková, M.; Podaný, P. Micromechanics driven design of ferritic–austenitic duplex stainless steel microstructures for improved cleavage fracture toughness. Eng. Fract. Mech. 2021, 253, 107878. [Google Scholar]
- Shibanuma, K.; Yanagimoto, F.; Suzuki, K.; Aihara, S. Brittle crack propagation/arrest behavior in steel plate-Part III: Discussions on arrest design. Eng. Fract. Mech. 2018, 190, 104–119. [Google Scholar] [CrossRef]
- Taylor, J.; Mehmanparast, A.; Kulka, R.; Moore, P. Correlation between steel initiation toughness and arrest toughness determined from small-scale mechanical testing. Procedia Struct. Integr. 2019, 17, 472–478. [Google Scholar] [CrossRef]
- Garwood, S.J. Effect of specimens germetry on crack growth resistance, Fracture Mechanics. Am. Soc. Test. Mater. 1979, 677, 511–532. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (Mass, %) | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | Cu | P | S | |
| High-manganese austenitic steel | 0.35~0.55 | 0.10~0.50 | 22.5~25.50 | 0.30~0.70 | Max. 0.03 | Max. 0.01 |
| Materials | Thickness (mm) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Charpy Impact energy (J, −196 °C) |
|---|---|---|---|---|---|
| H-Mn | 30 mm | 444 | 822 | 56 | 105 (transverse) |
| Welding Process | Thickness (mm) | Current (A) | Voltage (V) | Speed (cm/min) | Heat Input (kJ/mm) |
|---|---|---|---|---|---|
| SAW | 30 | 580 | 28 | 32 | 3.0 |
| Materials | Test Items |
|---|---|
| Base metal |
|
| Weld joints |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, G.; Park, J.; Park, H.; Han, I. Fracture Toughness Characteristics of High-Manganese Austenitic Steel Plate for Application in a Liquefied Natural Gas Carrier. Metals 2021, 11, 2047. https://doi.org/10.3390/met11122047
An G, Park J, Park H, Han I. Fracture Toughness Characteristics of High-Manganese Austenitic Steel Plate for Application in a Liquefied Natural Gas Carrier. Metals. 2021; 11(12):2047. https://doi.org/10.3390/met11122047
Chicago/Turabian StyleAn, Gyubaek, Jeongung Park, Hongkyu Park, and Ilwook Han. 2021. "Fracture Toughness Characteristics of High-Manganese Austenitic Steel Plate for Application in a Liquefied Natural Gas Carrier" Metals 11, no. 12: 2047. https://doi.org/10.3390/met11122047