
Effect of Active Screen Plasma Nitriding on Mechanical Properties of Spheroidal Graphite Cast Iron

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
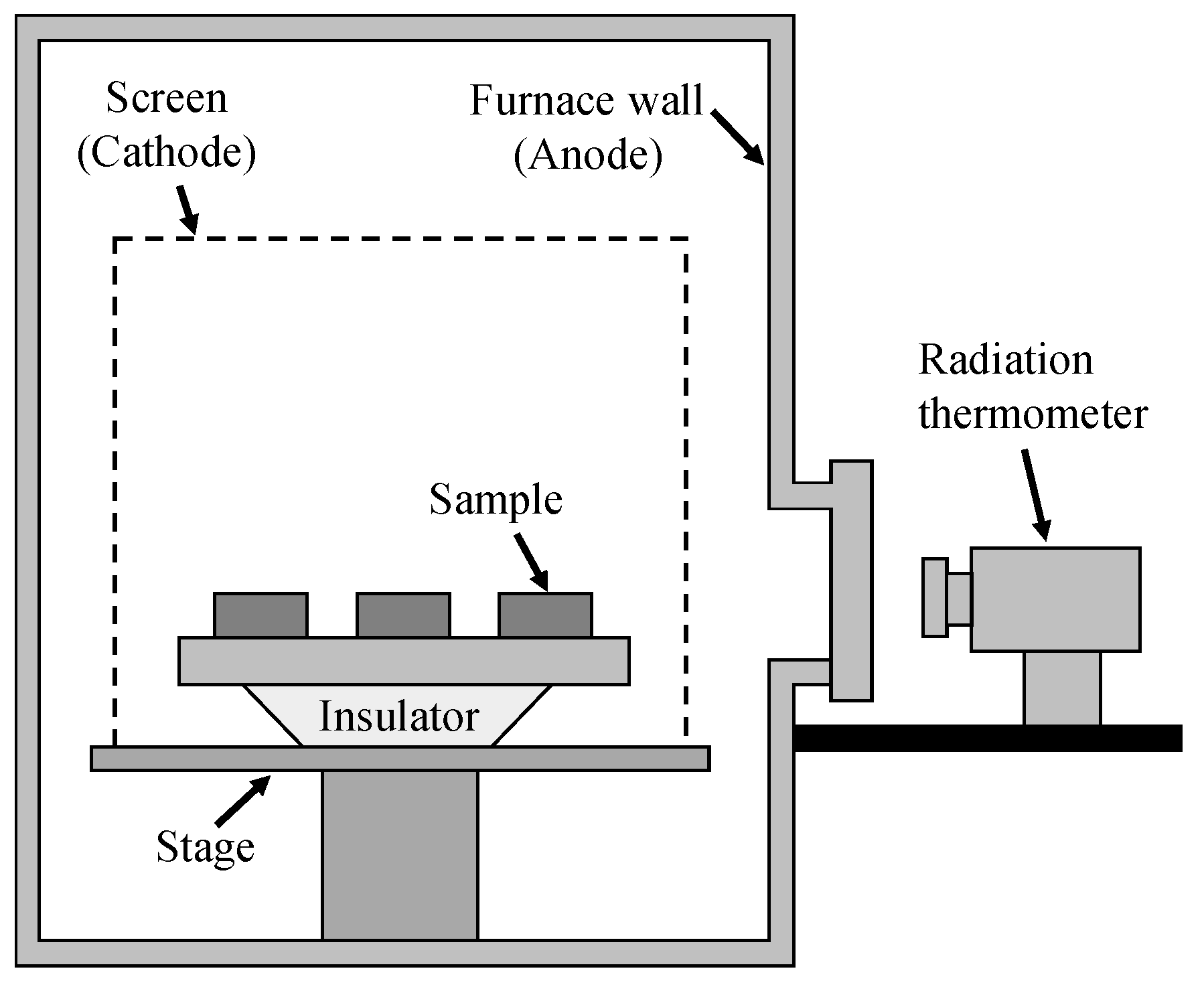
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
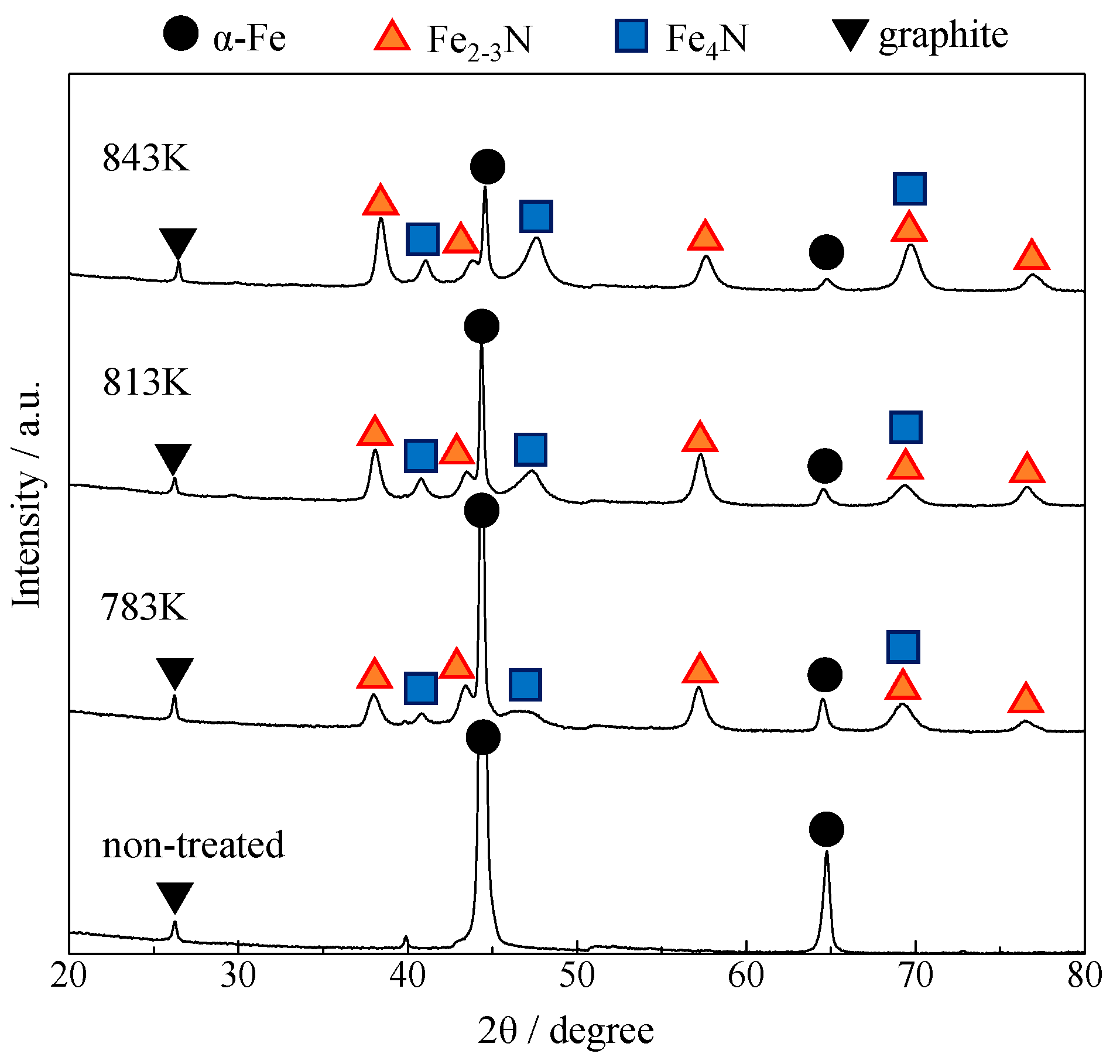
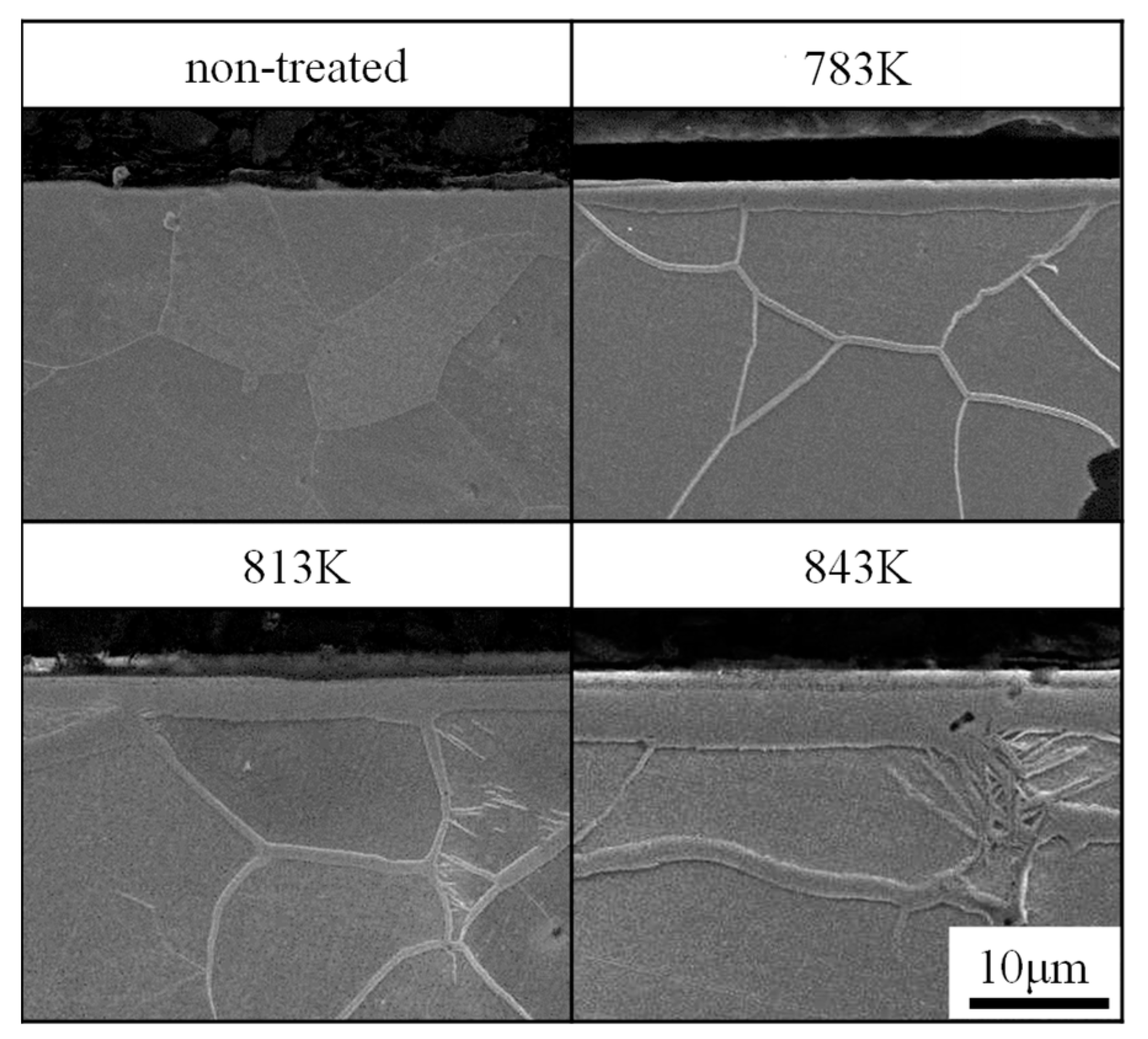
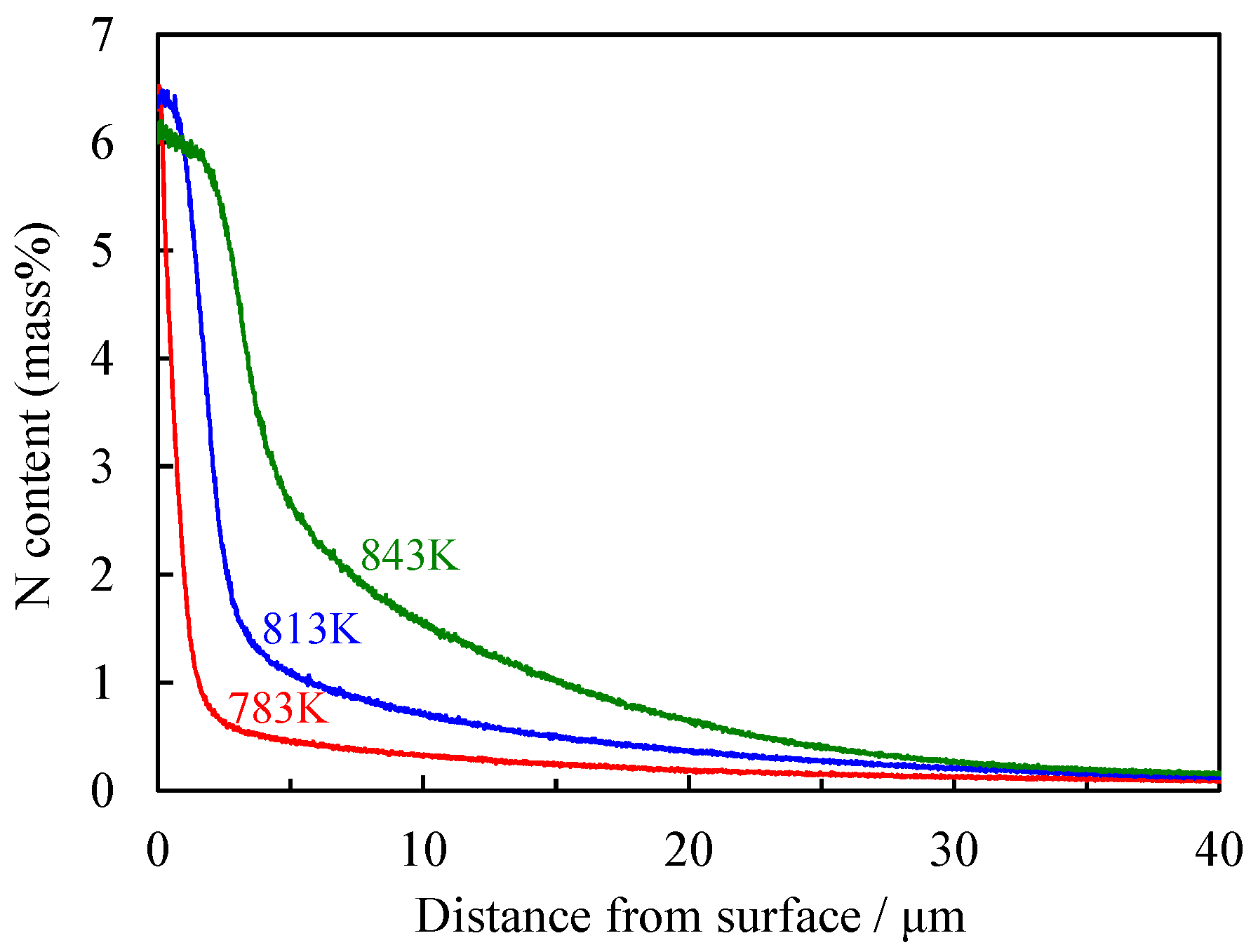
- With ASPN treatment, a nitride layer was formed on the sample surface and a diffusion layer was formed further inside the nitride layer.
- (2)
- The thickness of the nitride layer increased as the treatment temperature increased.
- (3)
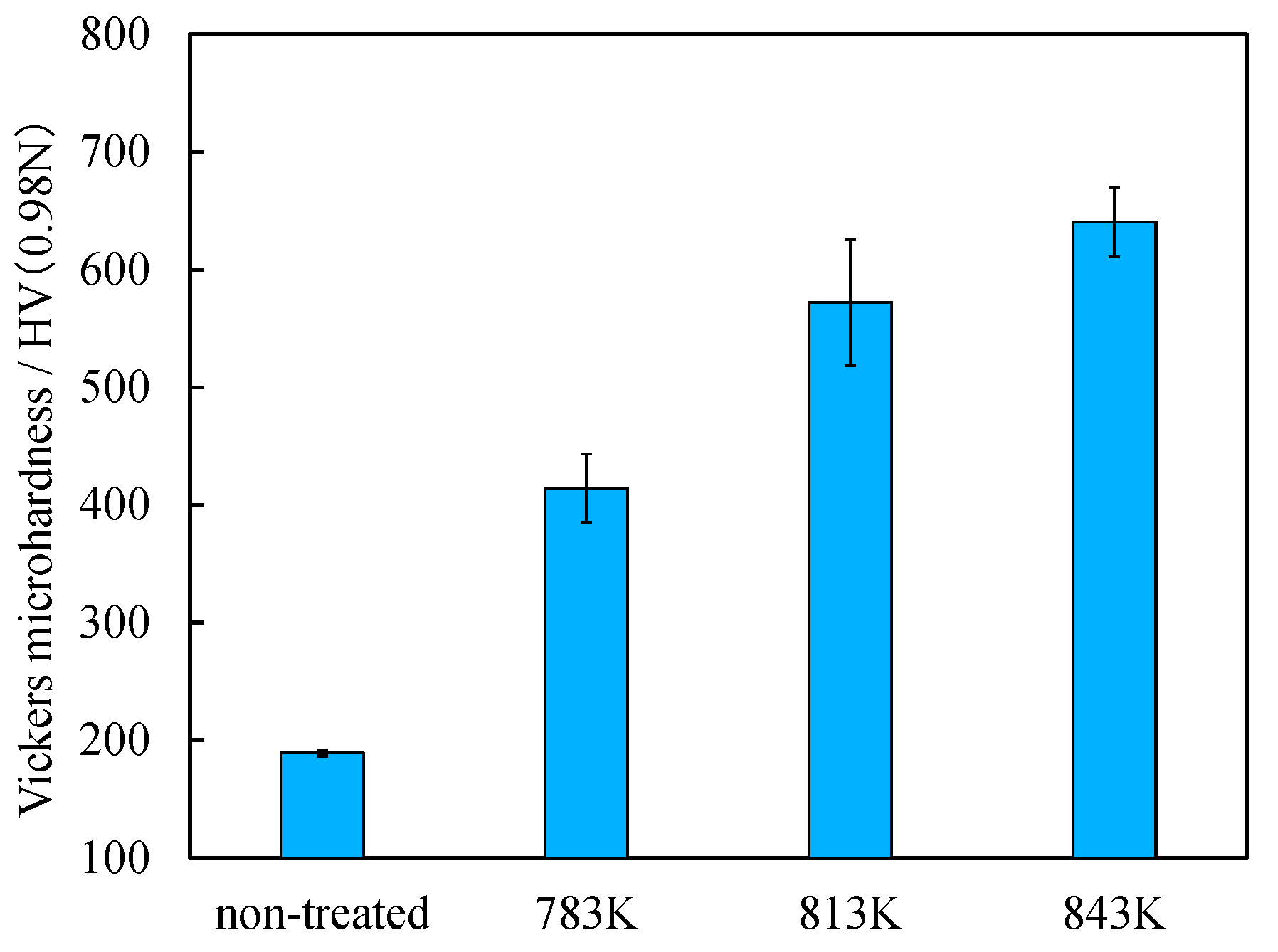
- The hardness increased as the treatment temperature increased.
- (4)
- The wear resistance increased as the treatment temperature increased.
- (5)
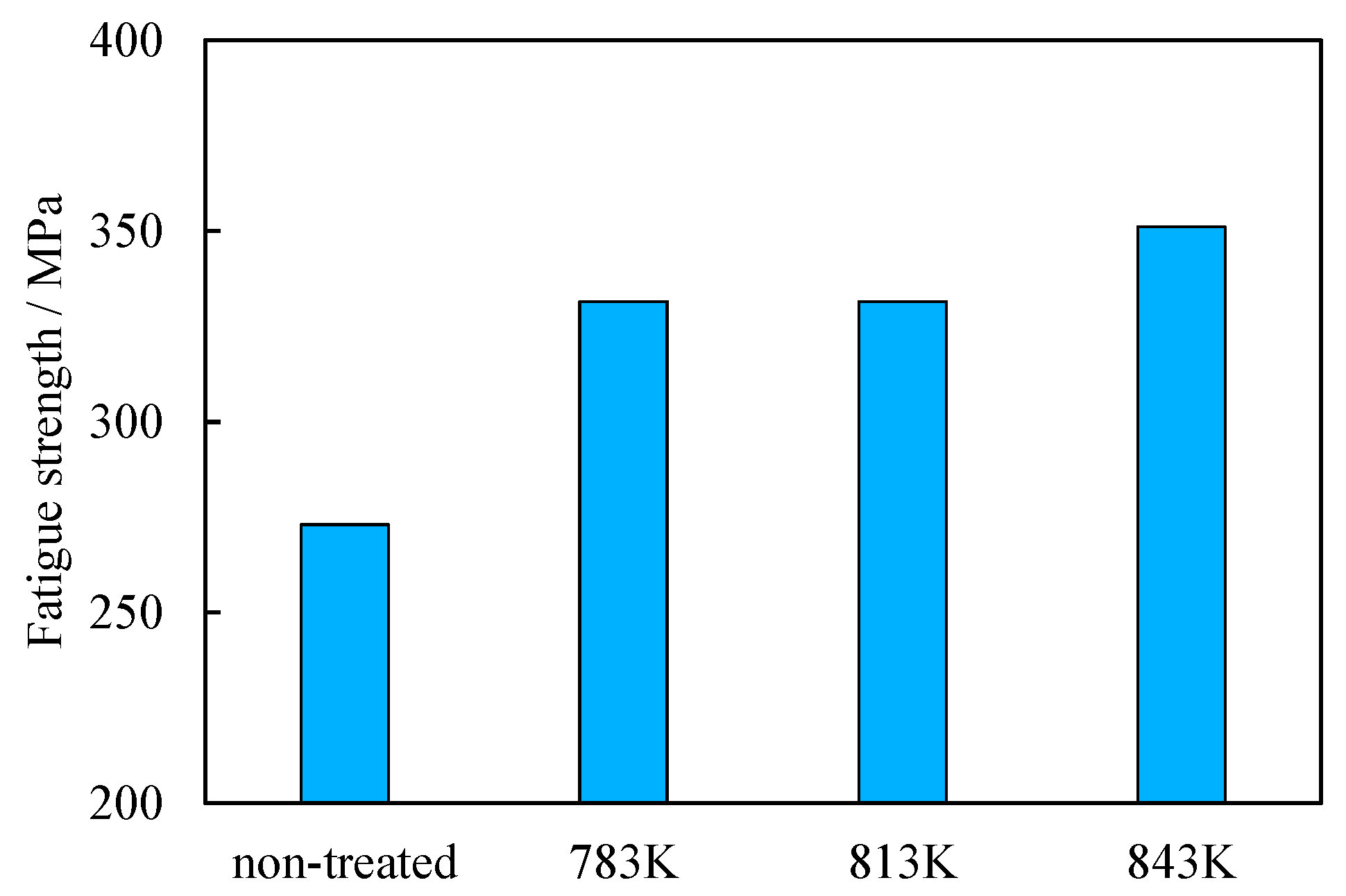
- The fatigue strength increased as the treatment temperature increased.
- (6)
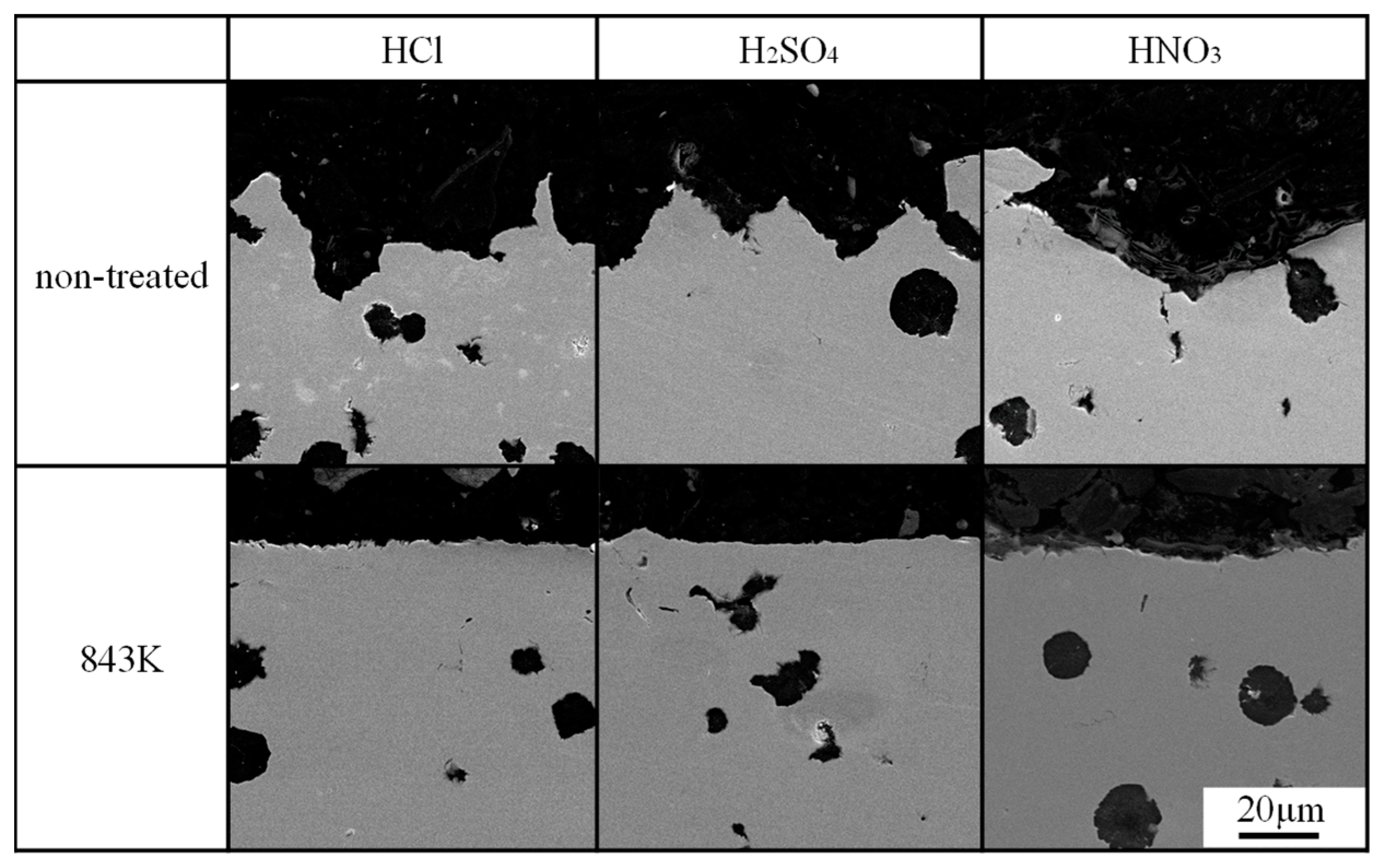
- ASPN treatment improved the corrosion resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tošić, M.M.; Gligorijević, R. Plasma nitriding improvements of fatigue properties of nodular cast iron crankshafts. Mater. Sci. Eng. A 1991, 140, 469–473. [Google Scholar] [CrossRef]
- Nie, X.; Wang, L.; Yao, Z.C.; Zhang, L.; Cheng, F. Sliding wear behaviour of electrolytic plasma nitrided cast iron and steel. Surf. Coat. Technol. 2005, 200, 1745–1750. [Google Scholar] [CrossRef]
- Konečná, R.; Nicoletto, G.; Majerová, V.; Baicchi, P. Influence of nitriding on the fatigue behavior and fracture micromechanisms of nodular cast iron. Strength Mater. 2008, 40, 75–78. [Google Scholar] [CrossRef] [Green Version]
- Rolinski, E.; Konieczny, A.; Sharp, G. Nature of surface changes in stamping tools of gray and ductile cast iron during gas and plasma nitrocarburizing. J. Mater. Eng. Perform. 2009, 18, 1052–1059. [Google Scholar] [CrossRef]
- Zhao, C.; Li, C.X.; Dong, H.; Bell, T. Study on the active screen plasma nitriding and its nitriding mechanism. Surf. Coat. Technol. 2006, 201, 2320–2325. [Google Scholar] [CrossRef]
- Li, C.X.; Bell, T. Sliding wear properties of active screen plasma nitrided 316 austenitic stainless steel. Wear 2004, 256, 1144–1152. [Google Scholar] [CrossRef]
- Gallo, S.C.; Dong, H. On the fundamental mechanisms of active screen plasma nitriding. Vacuum 2010, 84, 321–325. [Google Scholar] [CrossRef]
- Ahangarania, S.; Mahboubib, F.; Saboura, A.R. Effects of various nitriding parameters on active screen plasma nitriding behavior of a low-alloy steel. Vacuum 2006, 80, 1032–1037. [Google Scholar] [CrossRef]
- Nishimoto, A.; Nagatsuka, K.; Narita, R.; Nii, H.; Akamatsu, K. Effect of the distance between screen and sample on active screen plasma nitriding properties. Surf. Coat. Technol. 2010, 205, S365–S368. [Google Scholar] [CrossRef]
- Li, C.X.; Georges, J.; Li, X.Y. Active screen plasma nitriding of austenitic stainless steel. Surf. Eng. 2002, 18, 453–458. [Google Scholar] [CrossRef]
- Li, C.X.; Bell, T.; Dong, H. A study of active screen plasma nitriding. Surf. Eng. 2002, 18, 174–181. [Google Scholar] [CrossRef]
- Kurelo, B.C.; de Souza, G.B.; da Silva, S.L.R.; Daudt, N.D.F.; Alves, C., Jr.; Torres, R.D.; Serbena, F.C. Tribo-mechanical features of nitride coatings and diffusion layers produced by cathodic cage technique on martensitic and supermartensitic stainless steels. Surf. Coat. Technol. 2015, 275, 41–50. [Google Scholar] [CrossRef]
- Saeed, A.; Khan, A.W.; Jan, F.; Abrar, M.; Khalid, M.; Zakaullah, M. Validity of “sputtering and re-condensation” model in active screen cage plasma nitriding process. Appl. Surf. Sci. 2013, 273, 173–178. [Google Scholar] [CrossRef]
- Li, C.X. Active screen plasma nitriding—An overview. Surf. Eng. 2010, 26, 135–141. [Google Scholar] [CrossRef]
- Galloa, S.C.; Dong, H. New insights into the mechanism of low-temperature active-screen plasma nitriding of austenitic stainless steel. Scr. Mater. 2012, 67, 89–91. [Google Scholar] [CrossRef]
- Li, Y.; He, Y.; Xiu, J.; Wang, W.; Zhu, Y.; Hu, B. Wear and corrosion properties of AISI 420 martensitic stainless steel treated by active screen plasma nitriding. Surf. Coat. Technol. 2017, 329, 184–192. [Google Scholar] [CrossRef]
- Lin, K.; Li, X.; Dong, H.; Guo, P.; Gu, D. Nitrogen mass transfer and surface layer formation during the active screen plasma nitriding of austenitic stainless steels. Vacuum 2018, 148, 224–229. [Google Scholar] [CrossRef]
- Pintaude, G.; Rovani, A.C.; Klein das Neves, J.C.; Lagoeiro, L.E.; Li, X.; Dong, H.S. Wear and corrosion resistances of active screen plasma-nitrided duplex stainless steels. J. Mater. Eng. Perform. 2019, 28, 3673–3682. [Google Scholar] [CrossRef]
- Hoshiyama, Y.; Mizobata, R.; Miyake, H. Mechanical properties of austenitic stainless steel treated by active screen plasma nitriding. Surf. Coat. Technol. 2016, 307, 1041–1044. [Google Scholar] [CrossRef]
- Hoshiyama, Y.; Takatera, R.; Maruoka, T. Effect of active screen plasma nitriding on fatigue characteristics of austenitic stainless steel. Mater. Trans. 2019, 60, 1638–1642. [Google Scholar] [CrossRef]
- Morino, K.; Nishimura, F.; Kawagoishi, N. Fatigue strength of radical nitrided spheroidal graphite cast Iron. Key Eng. Mater. 2011, 488–489, 238–241. [Google Scholar] [CrossRef]
- Maenosono, K.; Nagai, K.; Kishitake, K. Tensile and impact fatigue strength of ion nitrided spheroidal graphite cast iron. Imono 1992, 64, 388–391. [Google Scholar]
- Mori, T. Nitriding of cast iron. JFS 2004, 76, 517–523. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoshiyama, Y.; Chiba, K.; Maruoka, T. Effect of Active Screen Plasma Nitriding on Mechanical Properties of Spheroidal Graphite Cast Iron. Metals 2021, 11, 412. https://doi.org/10.3390/met11030412
Hoshiyama Y, Chiba K, Maruoka T. Effect of Active Screen Plasma Nitriding on Mechanical Properties of Spheroidal Graphite Cast Iron. Metals. 2021; 11(3):412. https://doi.org/10.3390/met11030412
Chicago/Turabian StyleHoshiyama, Yasuhiro, Keisuke Chiba, and Tomoki Maruoka. 2021. "Effect of Active Screen Plasma Nitriding on Mechanical Properties of Spheroidal Graphite Cast Iron" Metals 11, no. 3: 412. https://doi.org/10.3390/met11030412