
The Effect of Flow Lines on the Mechanical Properties in Hot-Rolled Bearing Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Material
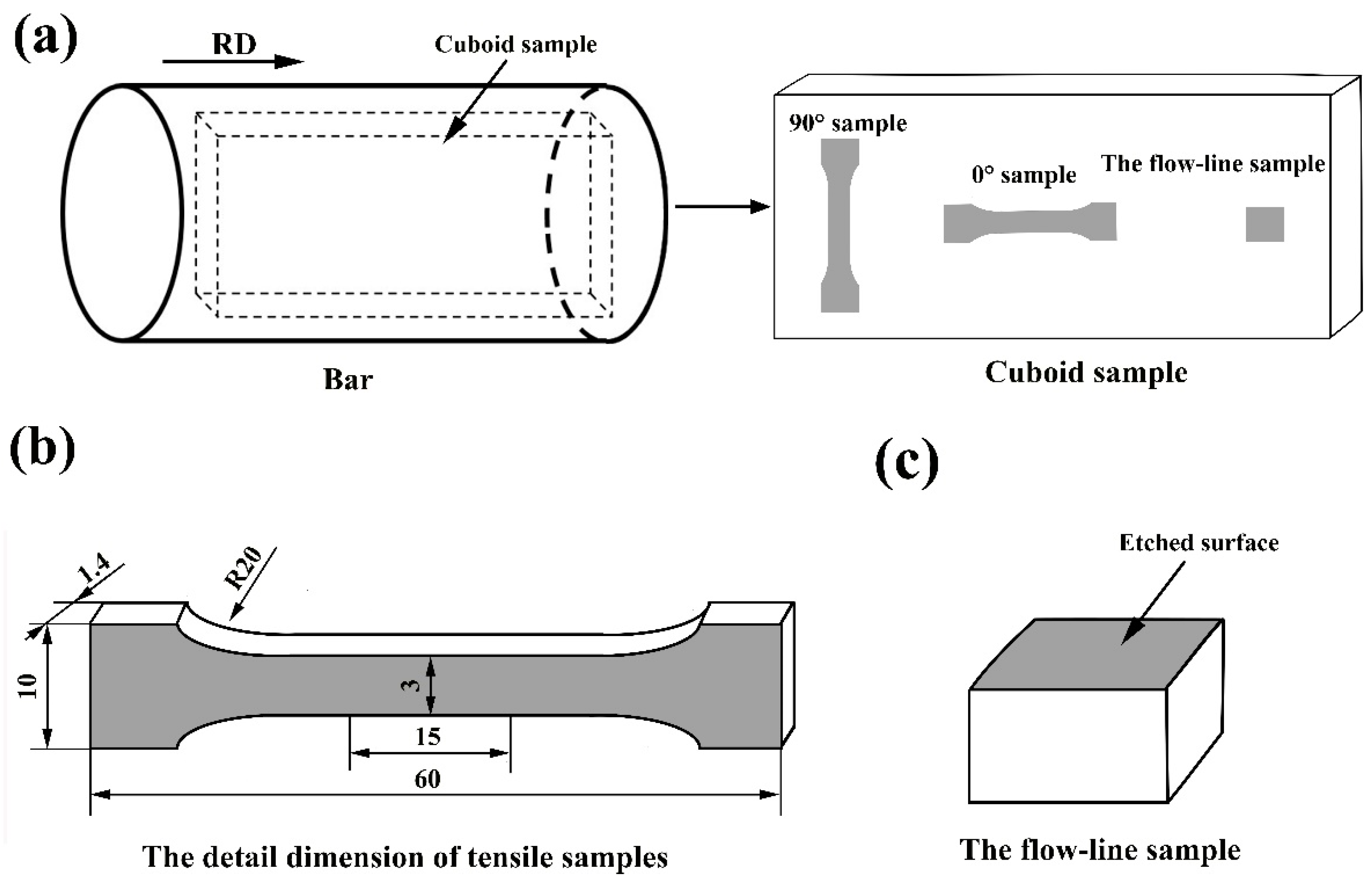
2.2. Tensile Tests
2.3. Microstructure Observation
3. Results
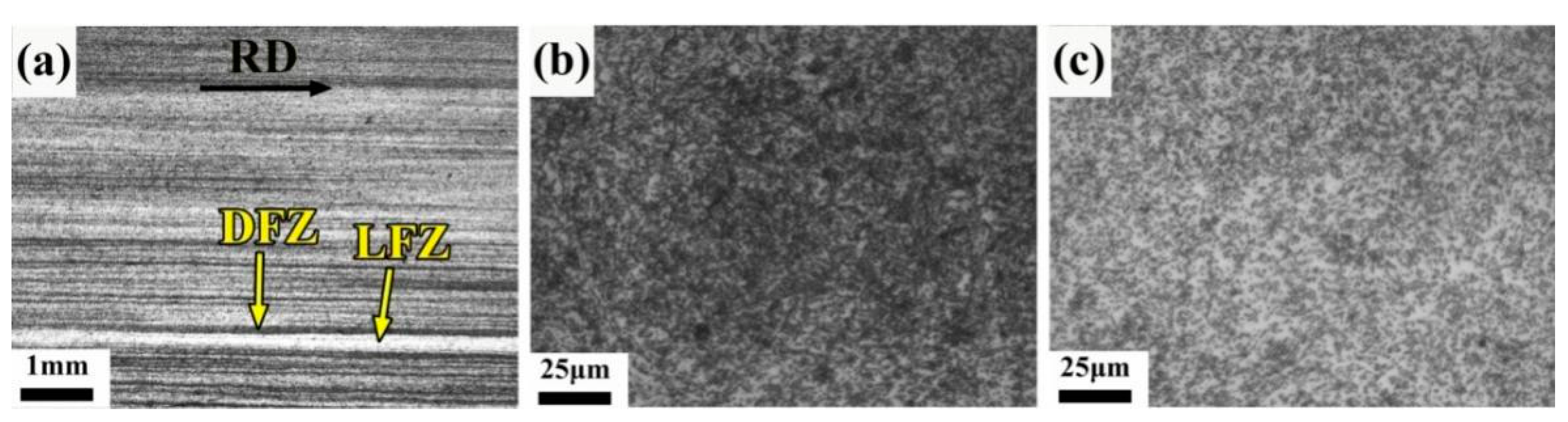
3.1. Microstructure Investigations
3.2. Mechanical Properties
3.3. Crack Propagation
4. Discussion
4.1. Microstructure Observation
4.2. Mechanical Behaviors
4.2.1. Crack Propagation
4.2.2. Anisotropy of Mechanical Properties
5. Conclusions
- (1)
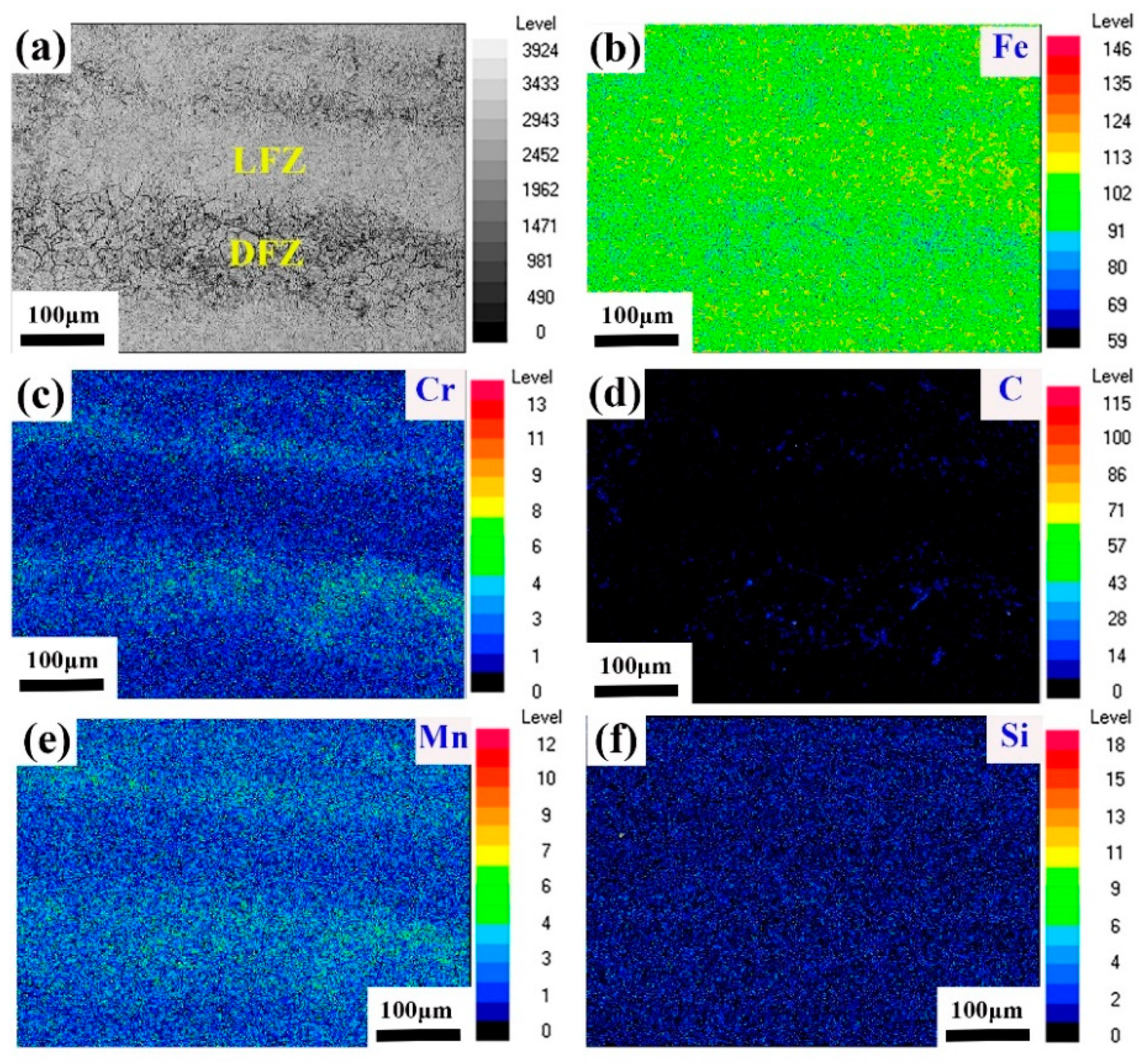
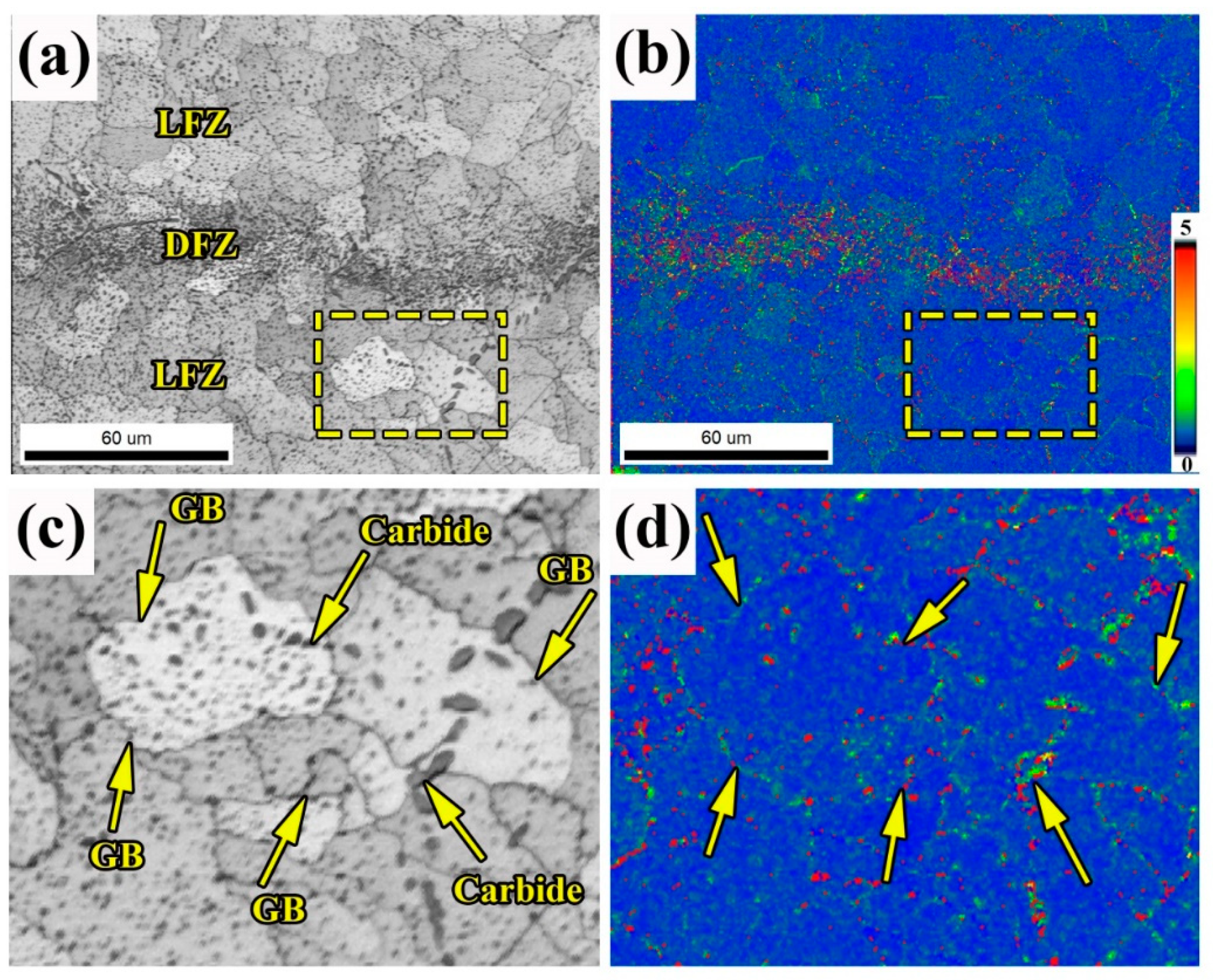
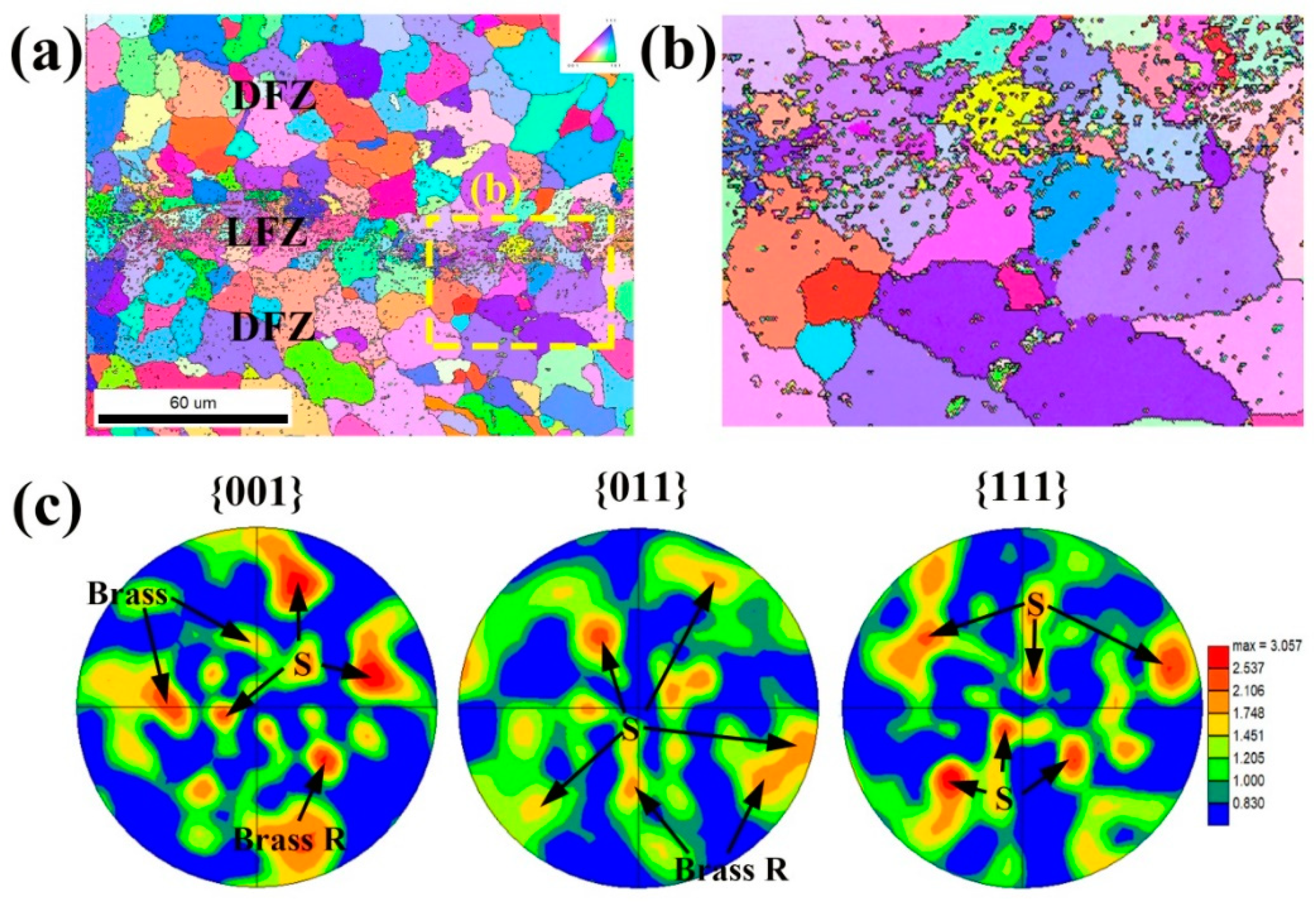
- The carbides enriched with Cr and Mn elements are distributed along the flow-line direction for hot-rolled bearing steel. The DFZ has poor corrosion resistance, owing to which more Cr elements formed carbides other than those remaining in the ferrite matrix. Meanwhile, the DFZ has a higher stress concentration compared with the LFZ, while there is no obvious difference of texture between the DFZ and LFZ.
- (2)
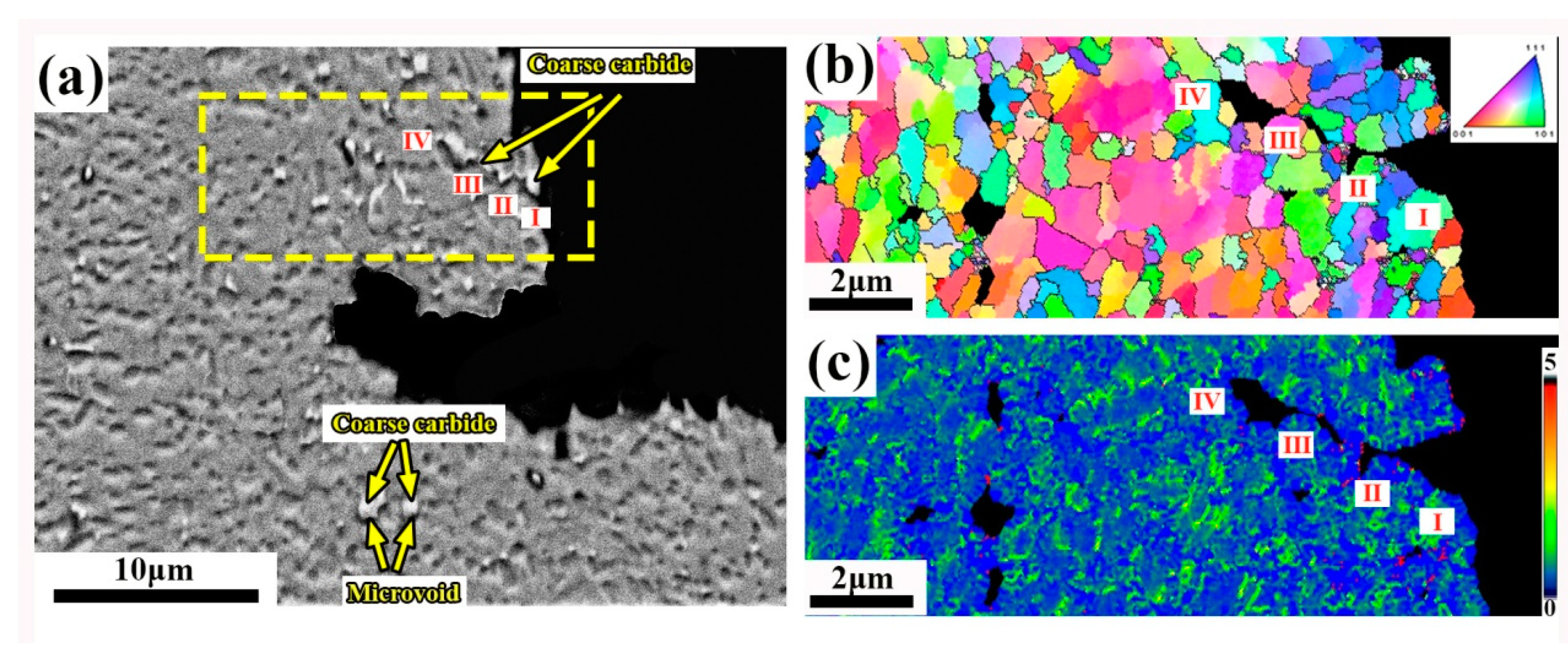
- During tensile fracture, the aggregation of coarse carbides promoted the initiation and propagation of cracks in the DFZ. It is also observed that coarse carbides induce the nucleation of microvoids. The adjacent microvoids merge to facilitate the crack propagation process. Furthermore, a secondary crack occurs during the crack propagation process, resulting in a transgranular fracture. The secondary crack can easily spread to adjacent regions, along with the aggregating carbides, and then a new secondary crack is formed.
- (3)
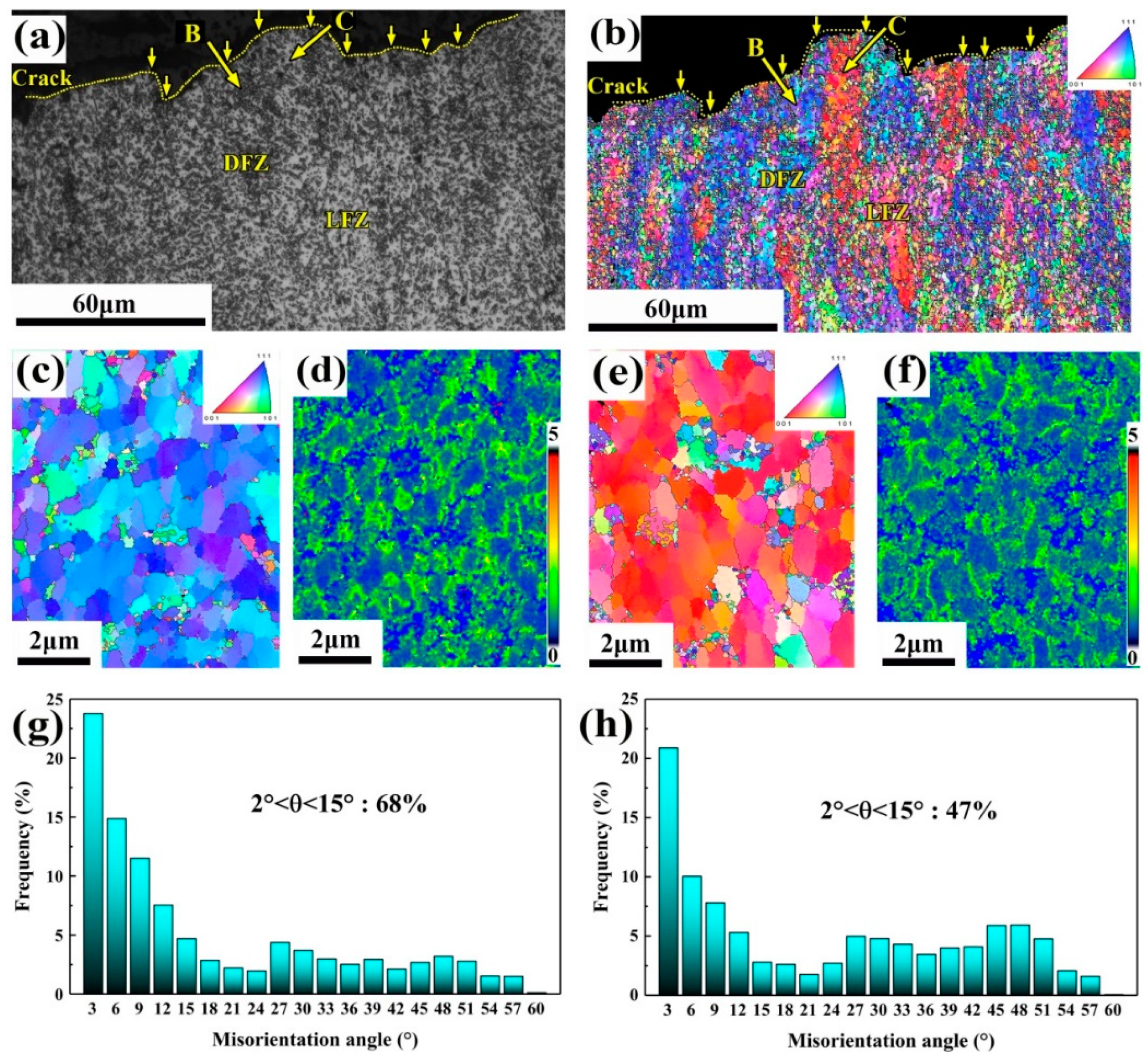
- Due to the high stress concentration caused by the aggregation of coarse carbides in the DFZ, the cracks tend to grow rapidly in the DFZ. For the 0° sample, the crack needs to pass through the LFZ and DFZ. Since a crack is difficult to initiate and propagate in the LFZ, the 0° sample will have a large plastic deformation. Owing to the different structure of the DFZ and LFZ, the direction of crack propagation tends to change at the junction of the DFZ and LFZ. Therefore, the 0° sample exhibits higher plasticity. However, for the 90° sample, since the flow lines direction is parallel to the main crack direction, the main crack will grow rapidly along the DFZ. Therefore, the 90° sample shows low plastic deformation, cleavage pattern, and smooth fracture. In addition, the DFZ and LFZ in the flow lines exhibit a strong difference of microstructure and texture after tensile deformation. A higher proportion of low angle grain boundaries indicates that more serious deformation occurs in the DFZ. It is assumed that the aggregation of carbides affect grain deformation during tensile fracture, which results in the delamination of texture in the flow lines.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liao, S.L.; Zhang, L.L.; Yue, C.X.; Pei, J.B.; Gao, H.J. Hot deformation behaviors and flow stress model of GCr15 bearing steel. J. Cent. South. Univ. Technol. 2008, 15, 575–580. [Google Scholar] [CrossRef]
- Guo, J.; Qian, D.S.; Deng, J.D. Grain refinement limit during hot radial ring rolling of as-cast GCr15 steel. J. Mater. Process. Technol. 2016, 213, 151–161. [Google Scholar] [CrossRef]
- Peng, N.Q.; Tang, G.B.; Yao, J.; Liu, Z.D. Hot Deformation Behavior of GCr15 Steel. J. Iron. Steel. Res. Int. 2013, 20, 50–56. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta. Metall. 1966, 9, 1136–1138. [Google Scholar] [CrossRef]
- Krauss, G. Solidification, segregation and banding in carbon and alloy steels. Metall. Mater. Trans. B. 2003, 34, 781–792. [Google Scholar] [CrossRef]
- Jiang, H.W.; Song, Y.R.; Wu, Y.C.; Shan, D.B.; Zong, Y.Y. Microstructure evolution and mechanical anisotropy of M50 steel ball bearing rings during multi-stage hot forging. Chin. J. Aeronaut. 2020. [Google Scholar] [CrossRef]
- Jiang, H.W.; Song, Y.R.; Wu, Y.C.; Shan, D.B.; Zong, Y.Y. Macrostructure, microstructure and mechanical properties evolution during 8Cr4Mo4V steel roller bearing inner ring forging process. Mat. Sic. Eng. A. 2020, 7981, 140196. [Google Scholar] [CrossRef]
- Zhang, H.W.; Wei, Y.L.; Wang, Y.G. Influence of Die Design on Metal Streamline of Aluminium Alloy Close-die Forgings. Light Alloy Fabr. Technol. 2003, 32, 32–34+49. [Google Scholar]
- Chu, R.S.; Li, Z.J.; Fan, Y.; Liu, J.G.; Ma, C.W.; Wang, X.H. Cracking and segregation in high-alloy steel 0.4C1.5Mn2Cr0.35Mo1.5Ni produced by thick continuous casting. Heliyon 2019, 5, e01329. [Google Scholar] [CrossRef] [Green Version]
- Al-Taameemi, H.A.; Long, H.; Dwyer-Joyce, R.S. Initiation of sub-surface micro-cracks and white etching areas from debonding at non-metallic inclusions in wind turbine gearbox bearing. Wear 2018, 406, 22–32. [Google Scholar] [CrossRef]
- Perzynski, K.; Wang, J.T.; Radwanski, K.; Muszka, K.; Madej, L. Identification of critical strains for the random cellular automata finite element failure model based on in-situ tensile test. Mech. Mater. 2019, 133, 154–164. [Google Scholar] [CrossRef]
- Guan, J.; Wang, L.Q.; Zhang, Z.Q.; Shi, X.J.; Ma, X.X. Fatigue crack nucleation and propagation at clustered metallic carbides in M50 bearing steel. Tribol. Int. 2018, 119, 165–174. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.S.; Hua, L.; Mao, H.J.; Xie, L.C. Voids healing and carbide refinement of cold rolled M50 bearing steel by electropulsing treatment. Sci. Rep. UK 2019, 9, 11315. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Z.Y.; Hou, Q.; Li, C.T.; Li, X.G.; Shao, J.M. Correlation between grain boundaries, carbides and stress corrosion cracking of Alloy 690TT in a high temperature caustic solution with lead. Corros. Sci. 2018, 144, 97–106. [Google Scholar] [CrossRef]
- Li, C.; Chen, L.Y.; Jiang, T.Z.; Zhang, T.L.; Wang, Y. Process optimization on warm extrusion housing part based on metal flow line. Forging Stamp. Technol. 2017, 42, 143–148. [Google Scholar]
- Jiang, H.W.; Wu, Y.C.; Gong, X.D.; Shan, D.B.; Zong, Y.Y. Control of flow lines during the forging process of bearing outer rings with a deviated groove. Int. J. Adv. Manuf. Technol. 2020, 106, 753–764. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, S.W.; Chung, J.H. Finite element analysis of a multi-stage axisymmetric forging process having a spring-attached die for controlling metal flow lines. Int. J. Mach. Tools Manu. 1998, 38, 843–854. [Google Scholar] [CrossRef]
- Zhang, Y.; Shan, D.; Xu, F. Flow lines control of disk structure with complex shape in isothermal precision forging. J. Mater. Process. Technol. 2009, 209, 745–753. [Google Scholar] [CrossRef]
- Yu, X.L.; Jiang, Z.Y.; Zhao, J.W.; Wei, D.B.; Zhou, J.; Zhou, C.L.; Huang, Q.X. Local strain analysis of the tertiary oxide scale formed on a hot-rolled steel strip via EBSD. Surf. Coat. Technol. 2015, 277, 151–159. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.F.; Wei, Y.F.; Tan, C.K.I.; Ardi, D.T.; Tan, D.C.C.; Lee, C.J.J. XRD and EBSD studies of severe shot peening induced martensite transformation and grain refinements in austenitic stainless steel. Mater. Charact. 2020, 168, 110574. [Google Scholar] [CrossRef]
- Fu, J.W. Microstructure and corrosion behavior of hot-rolled GCr15 bearing steel. Appl. Phys. A-Mater. 2016, 122, 416. [Google Scholar] [CrossRef]
- Li, J.R.; He, T.; Zhang, P.F.; Cheng, L.J.; Wang, L.W. Effect of large-size carbides on the anisotropy of mechanical properties in 11Cr-3Co-3W martensitic heat-resistant steel for turbine high temperature blades in ultra-supercritical power plants. Mater. Charact. 2020, 159, 110025. [Google Scholar] [CrossRef]
- Basu, S.; Narasimhan, R. A finite element study of the effects of material characteristics and crack tip constraint on dynamic ductile fracture initiation. J. Mech. Phys. Solids. 1999, 47, 325–350. [Google Scholar] [CrossRef]
- Saje, M.; Pan, J.; Needleman, A. Void nucleation effects on shear location in porous plastic solids. Int. J. Fract. 1982, 19, 163–182. [Google Scholar] [CrossRef]
- Chu, C.C.; Needleman, A. Void nucleation effects in biaxially stretched sheets. J. Eng. Mater. Technol. 1980, 102, 249–256. [Google Scholar] [CrossRef]
- Giang, N.A.; Kuna, M.; Hütter, G. Influence of carbide particles on crack initiation and propagation with competing ductile-brittle transition in ferritic steel. Theor. Appl. Fract. Mech. 2017, 92, 89–98. [Google Scholar] [CrossRef]
- Jiang, R.; Bull, D.J.; Evangelou, A.; Harte, A.; Pierron, F.; Sinclair, I.; Preuss, M.; Hu, X.T.; Reed, P.A.S. Strain accumulation and fatigue crack initiation at pores and carbides in a SX superalloy at room temperature. Int. J. Fatigue 2018, 114, 22–33. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Q.T.; Li, J.; Shi, C.B.; Yu, W.T. Effect of electroslag remelting on carbides in 8cr13mov martensitic stainless steel. Int. J. Min. Met. Mater. 2015, 22, 1149–1156. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.S.; Hua, L.; Lu, X.H. The effect of prior cold rolling on the carbide dissolution, precipitation and dry wear behaviors of M50 bearing steel. Tribol. Int. 2019, 132, 253–264. [Google Scholar] [CrossRef]
- Chen, K.; Wang, J.M.; Shen, Z.; Du, D.H.; Guo, X.L.; Zhang, L.F.; Andresen, P.L. Effect of intergranular carbides on the cracking behavior of cold worked alloy 690 in subcritical and supercritical water. Corros. Sci. 2020, 164, 108313. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Serrano, M.; Hernández-Mayoral, M.; García-Junceda, A. Microstructural anisotropy effect on the mechanical properties of a 14Cr ODS steel. J. Nucl. Mater. 2012, 428, 103–109. [Google Scholar] [CrossRef]
- Jebaraj, A.V.; Kumar, L.; Deepak, C.K. Investigations on anisotropy behavior of duplex stainless steel AISI 2205 for optimum weld properties. Procedia Eng. 2017, 173, 883–890. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Si | P | S | Mo | Al | Co | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 1.000 | 1.551 | 0.458 | 0.238 | 0.006 | 0.002 | 0.023 | 0.012 | 0.015 | 0.065 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, D.; Ma, C.; Wang, F. The Effect of Flow Lines on the Mechanical Properties in Hot-Rolled Bearing Steel. Metals 2021, 11, 456. https://doi.org/10.3390/met11030456
Qian D, Ma C, Wang F. The Effect of Flow Lines on the Mechanical Properties in Hot-Rolled Bearing Steel. Metals. 2021; 11(3):456. https://doi.org/10.3390/met11030456
Chicago/Turabian StyleQian, Dongsheng, Chengfei Ma, and Feng Wang. 2021. "The Effect of Flow Lines on the Mechanical Properties in Hot-Rolled Bearing Steel" Metals 11, no. 3: 456. https://doi.org/10.3390/met11030456