
Microstructural Stability of Extruded Mg-Mn-Ce Hollow Profiles with Weld Seams

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
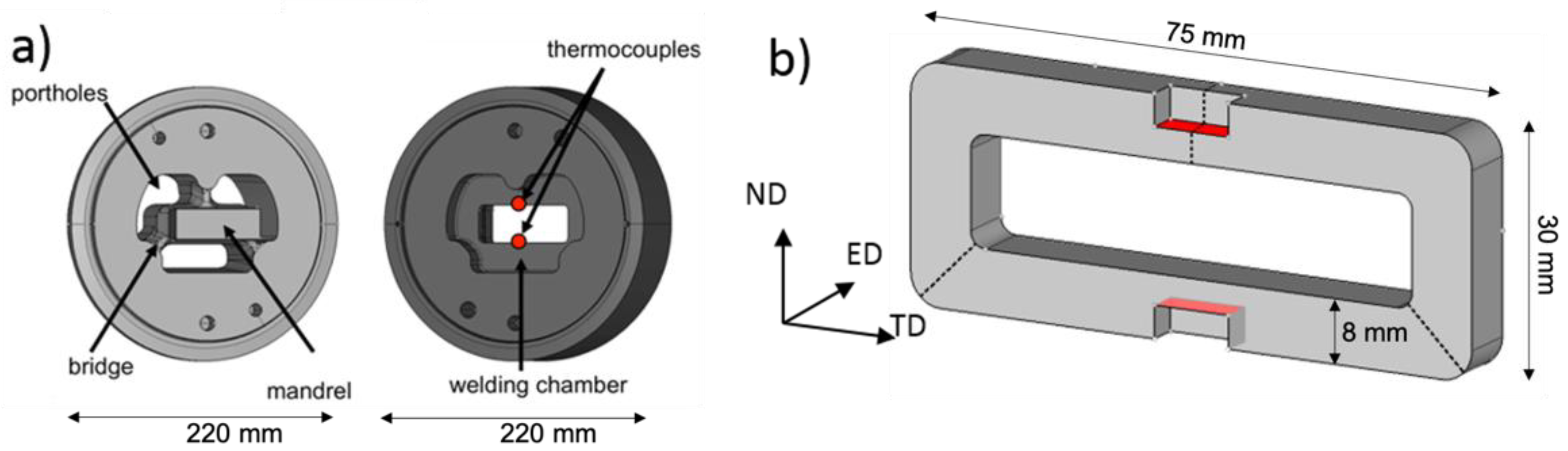
2.1. Forming Experiments
2.2. Microstructure Characterisation
3. Results and Discussion
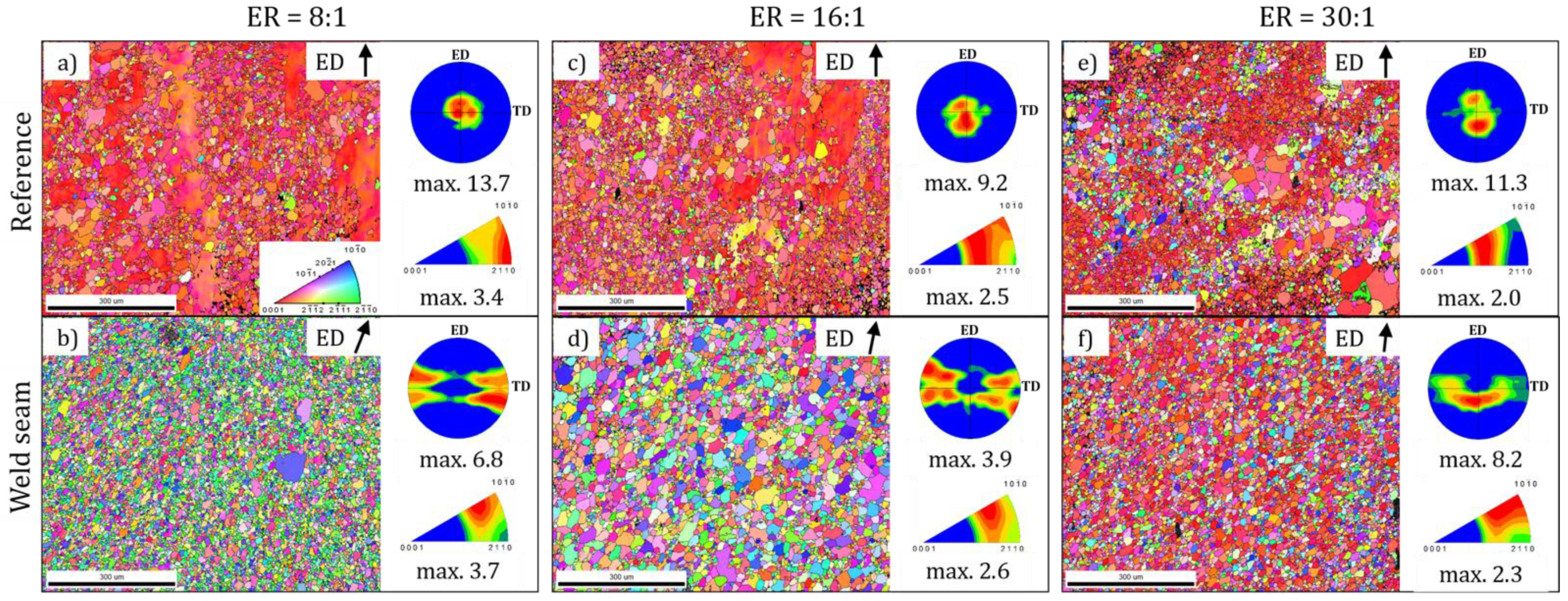
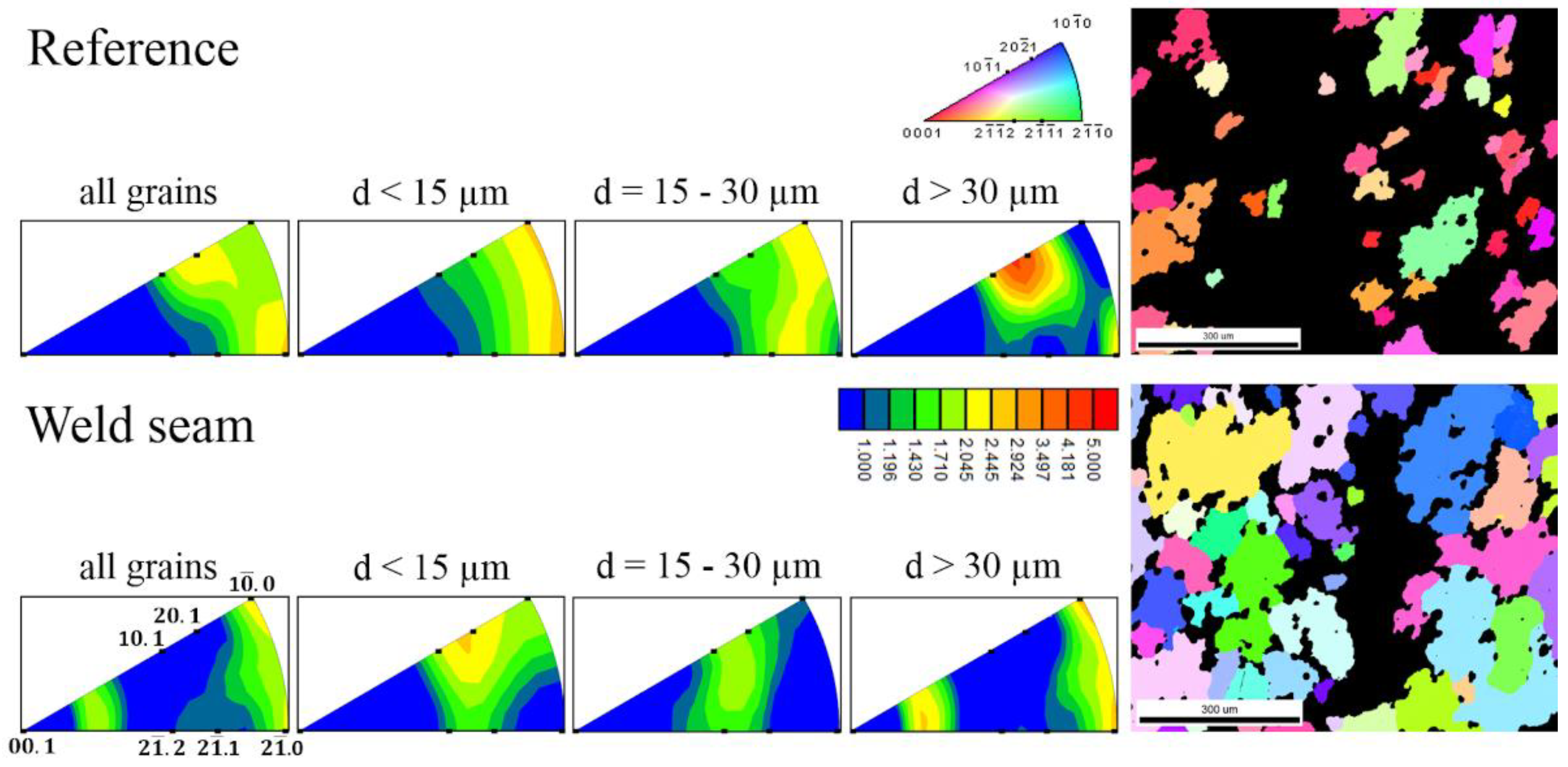
3.1. Initial Microstructure and Texture
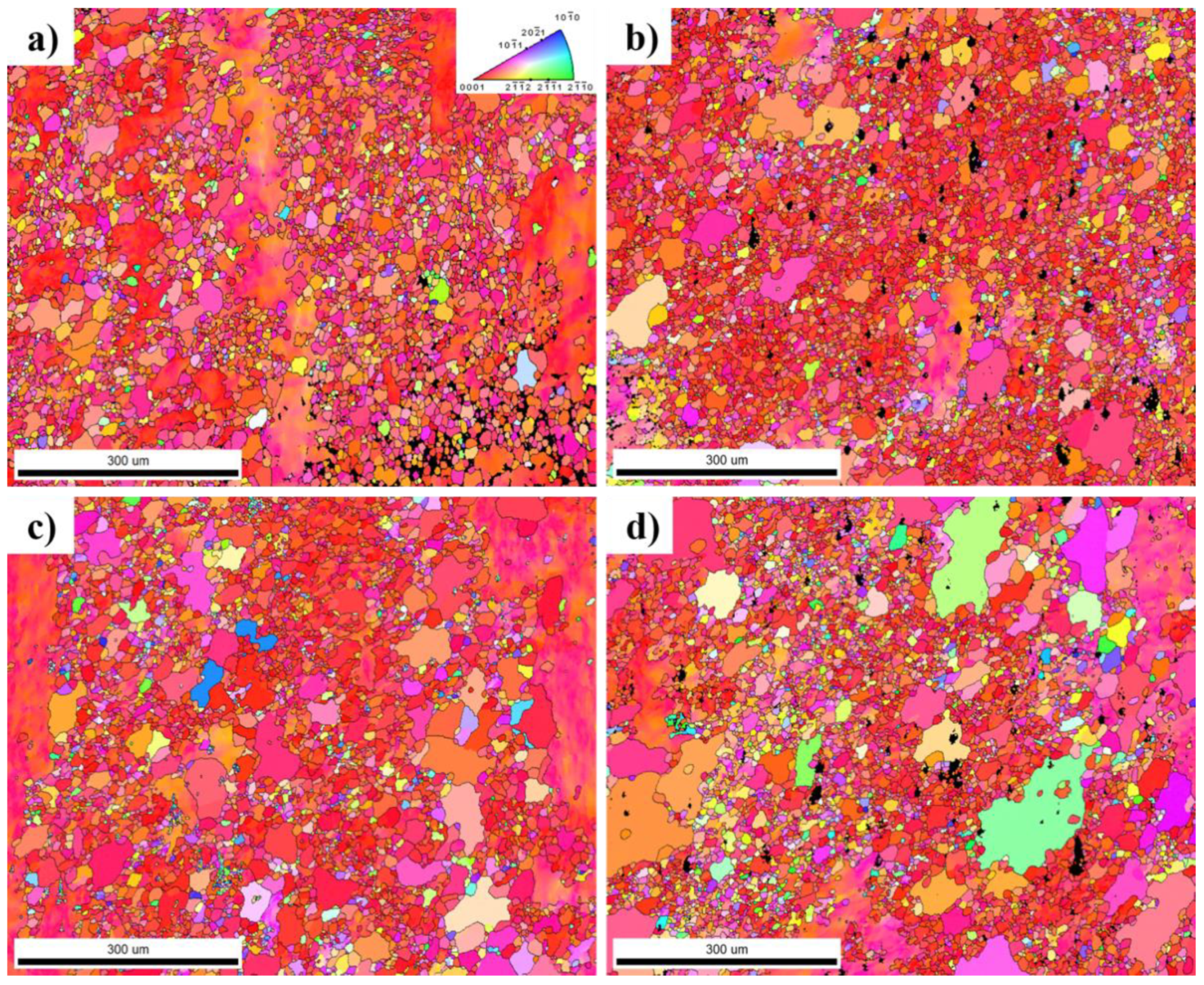
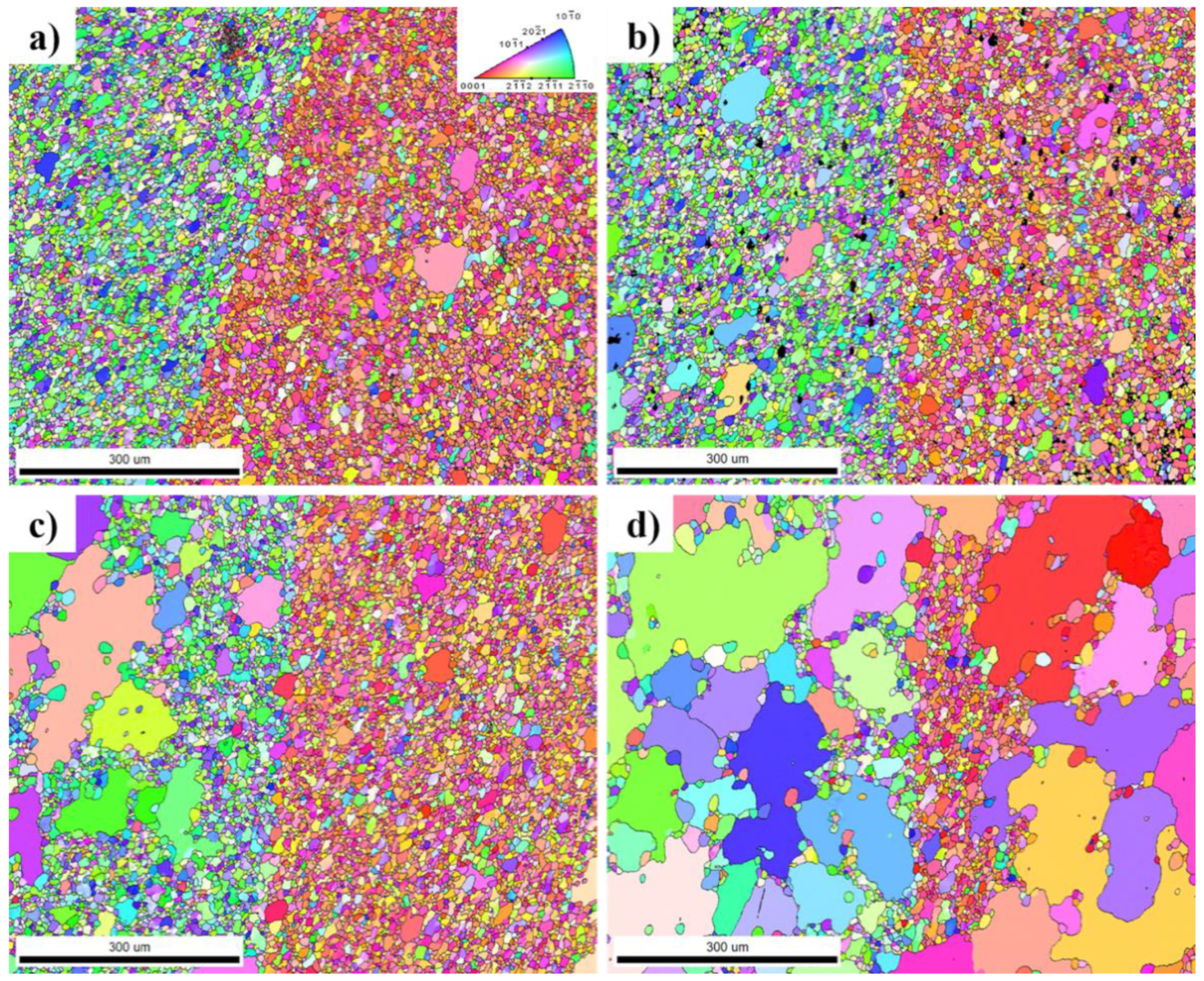
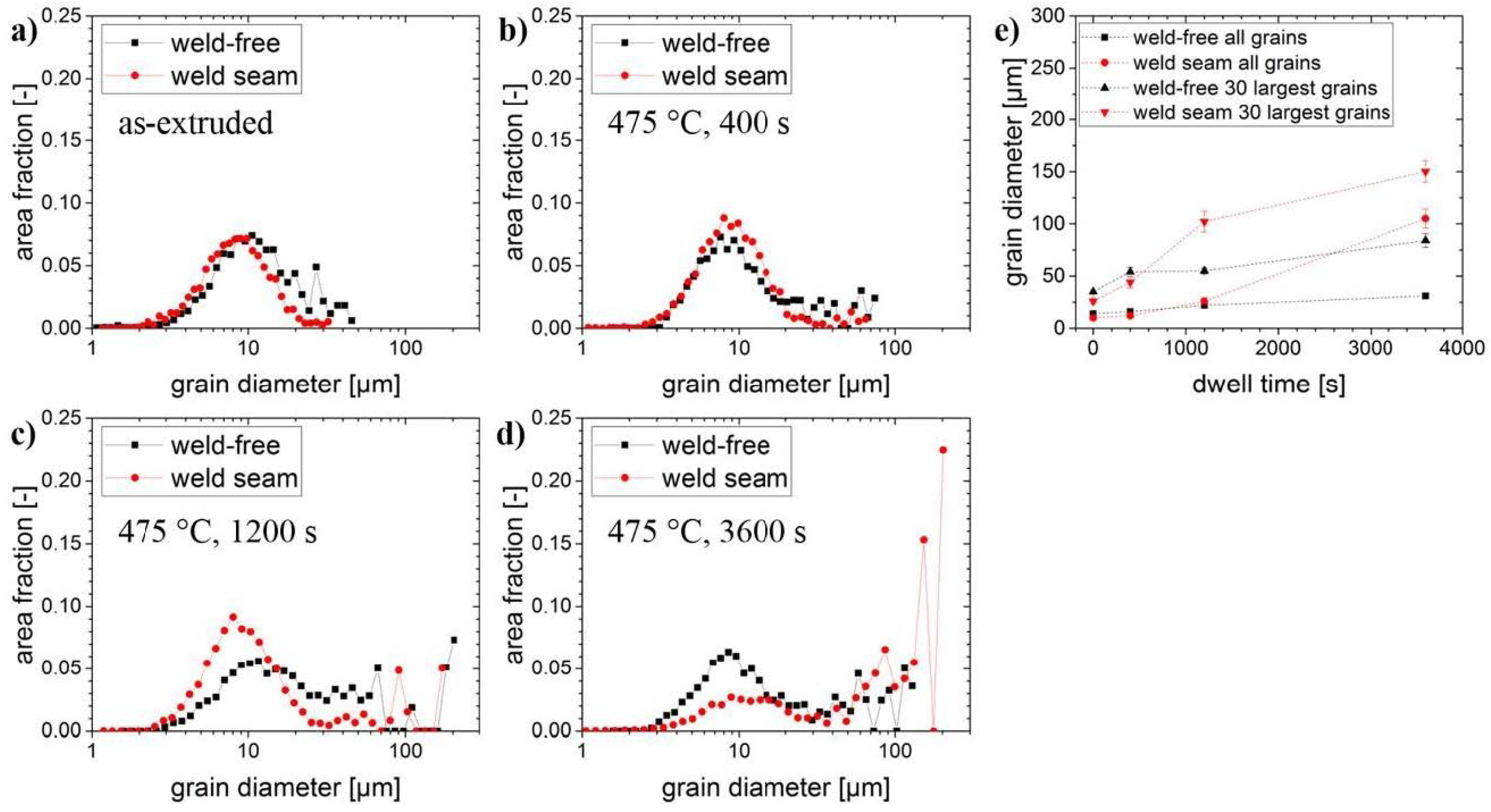
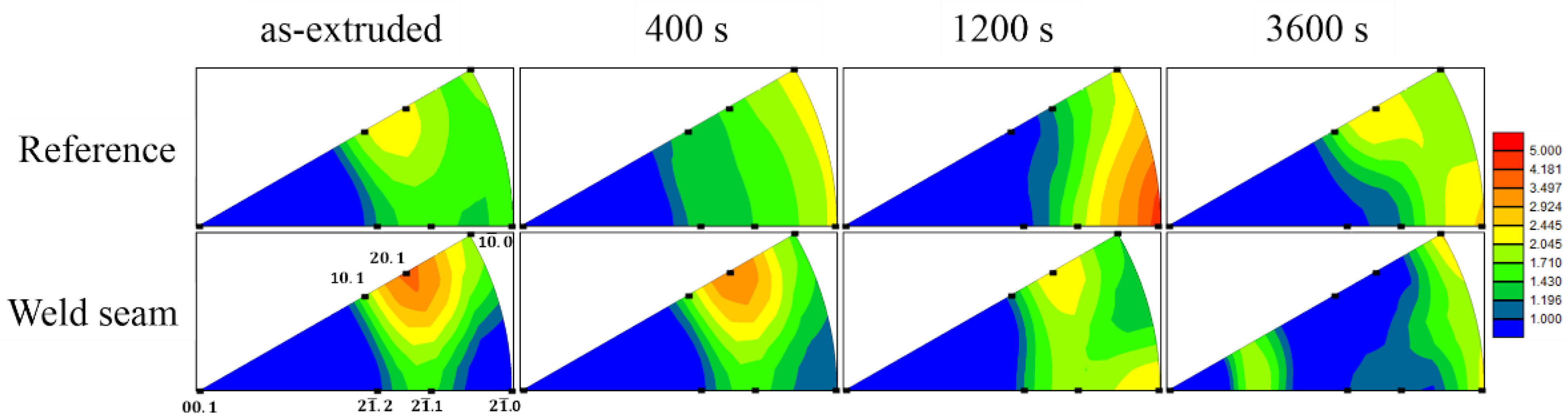
3.2. Microstructure and Texture Evolution during Isothermal Heat Treatments
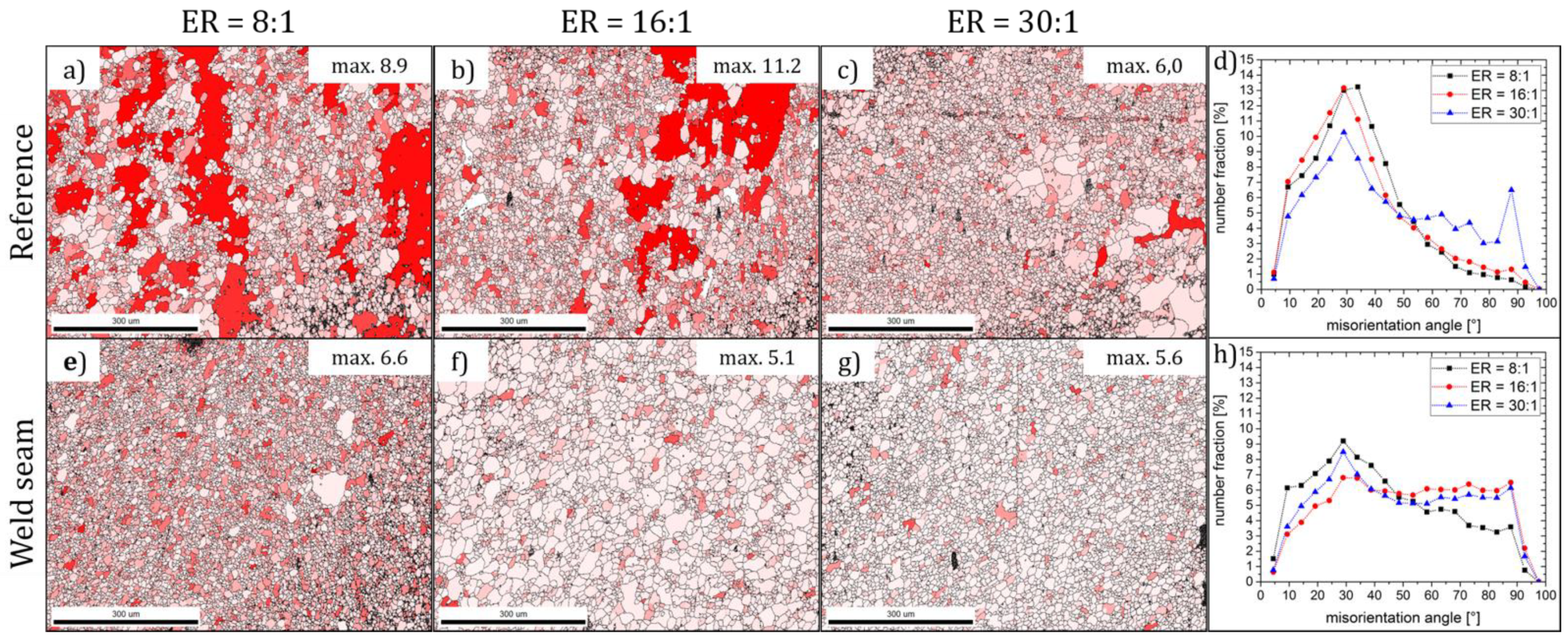
3.3. Grain Boundary Analysis
3.4. Particle Analysis
4. Conclusions
- Short time heat treatment at 475 °C only had an effect on the microstructure and texture of hollow profiles extruded at an ER = 8:1. Hereby, selective grain growth was the main mechanism for the change in the microstructure.
- The weld-free material of ER = 8:1 profiles consisted of a bimodal microstructure before heat treatment. That character did not change during heat treatment while some grains showed preferential grain growth during which the 30° HAGB were highly mobile and eventually disappeared as a result of GG.
- On the other hand, a homogeneous microstructure was formed in the weld seam, which was almost totally consumed by AGG after a heat treatment for one hour at 475 °C. The material flow in the porthole die, which leads to the formation of the weld seams completely altering the alloys behavior during heat treatments and has a high sensibility toward factors, such as degree of deformation, strain rate, and temperature evolution.
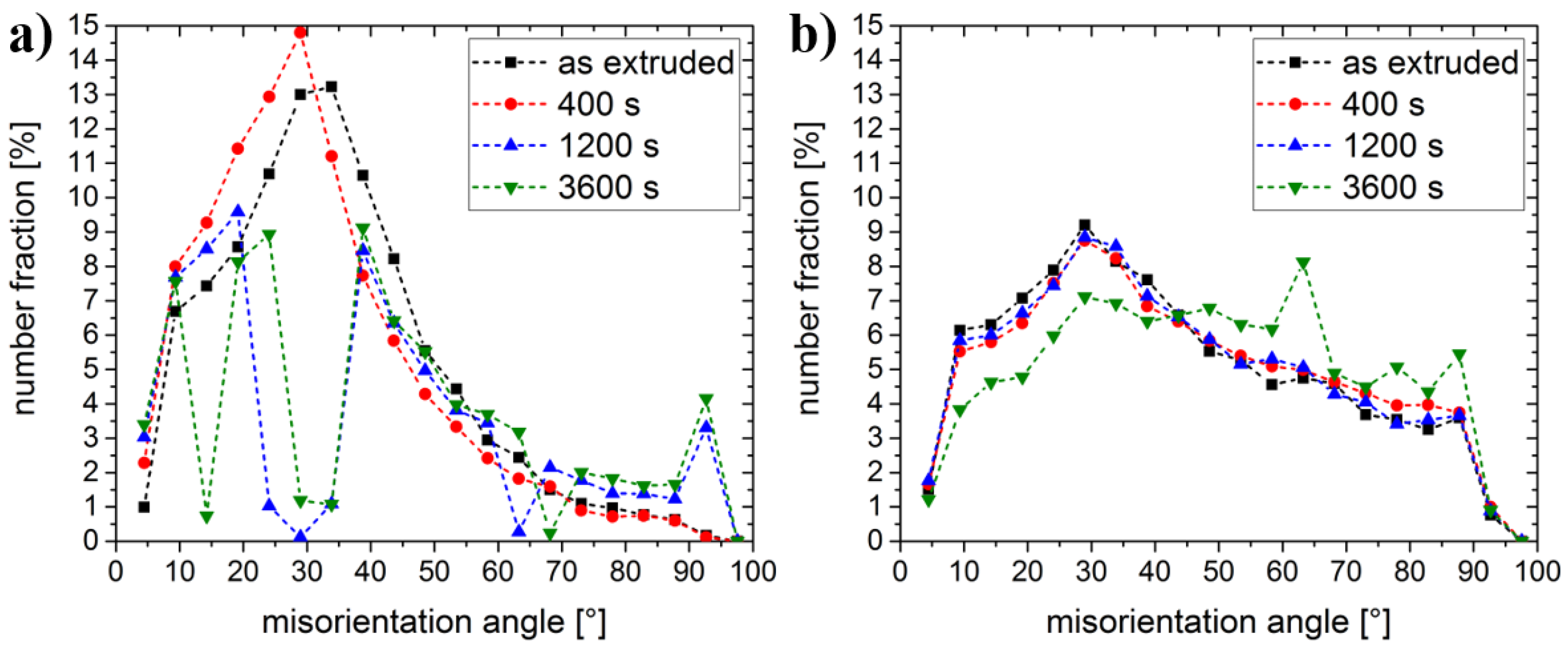
- The micro-texture evolution of weld-free and weld-seam material differs from one another. The initial ⟨11-21⟩ RE and the ⟨20-21⟩ texture components in the weld-free area were subjected to a series of changes during the dwell time until, after 60 min, the ⟨20-21⟩ and the ⟨11-20⟩ were still the dominant components, whereby the grain growth favors the formation of the RE component. In a different manner, the starting RE texture in the weld seam was transformed into a ⟨10-10⟩/⟨11-20⟩ double-fiber texture. In addition, a component close to the ⟨10-14⟩/⟨11-26⟩ direction appeared. Both of these components are attributed to the abnormal growth of very few grains, which overtook most of the initial microstructure after 60 min at 475 °C heat treatment.
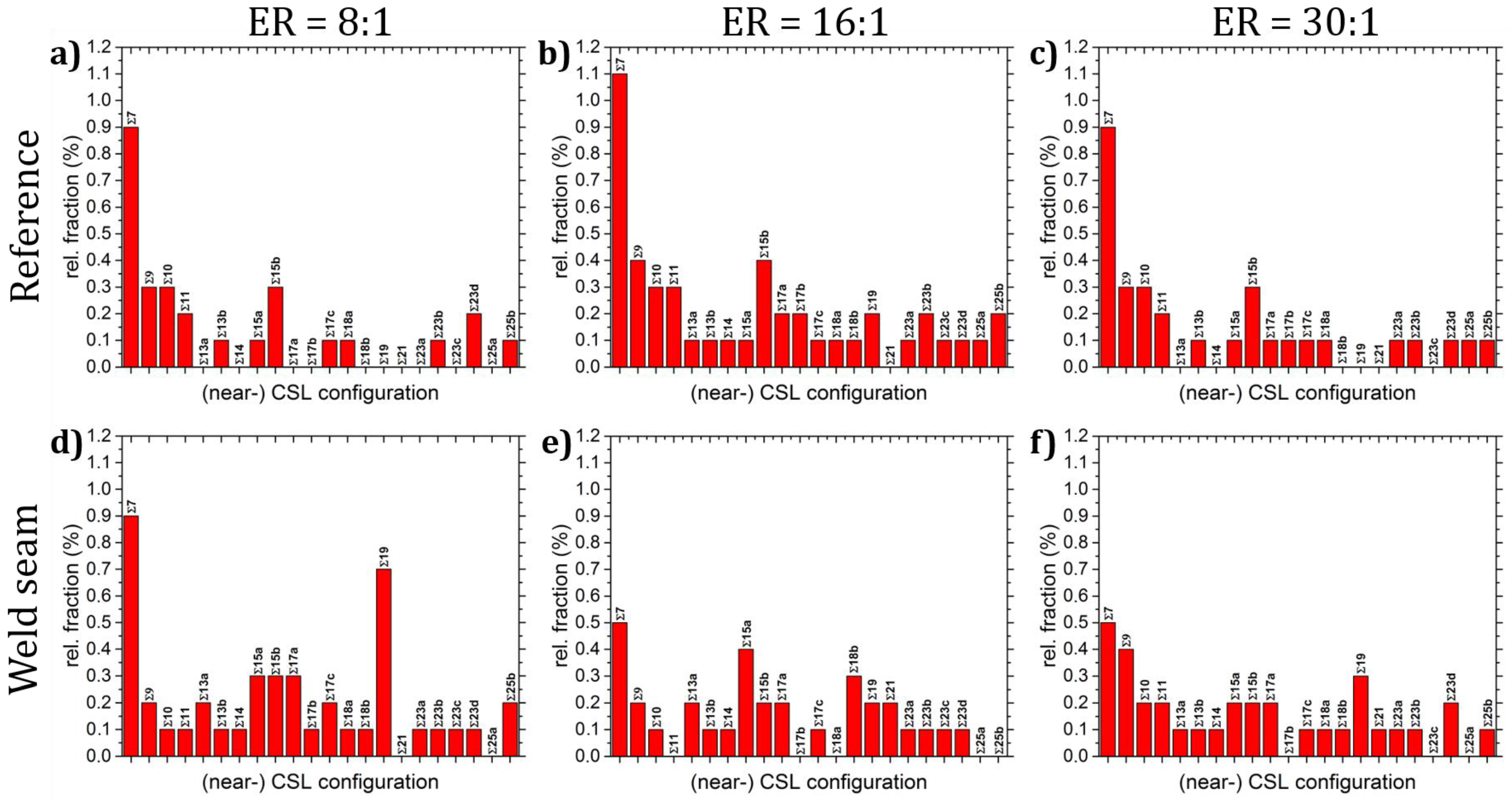
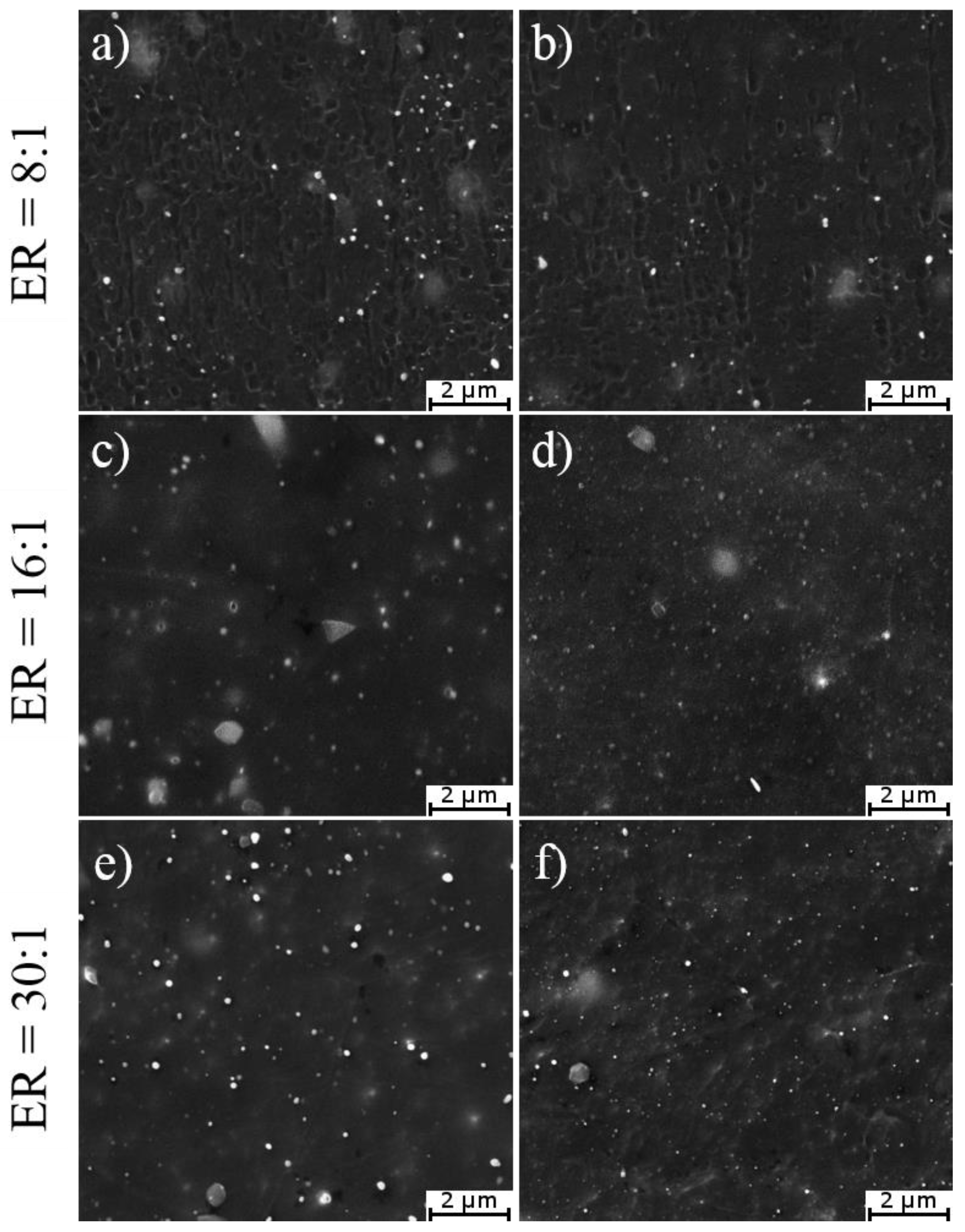
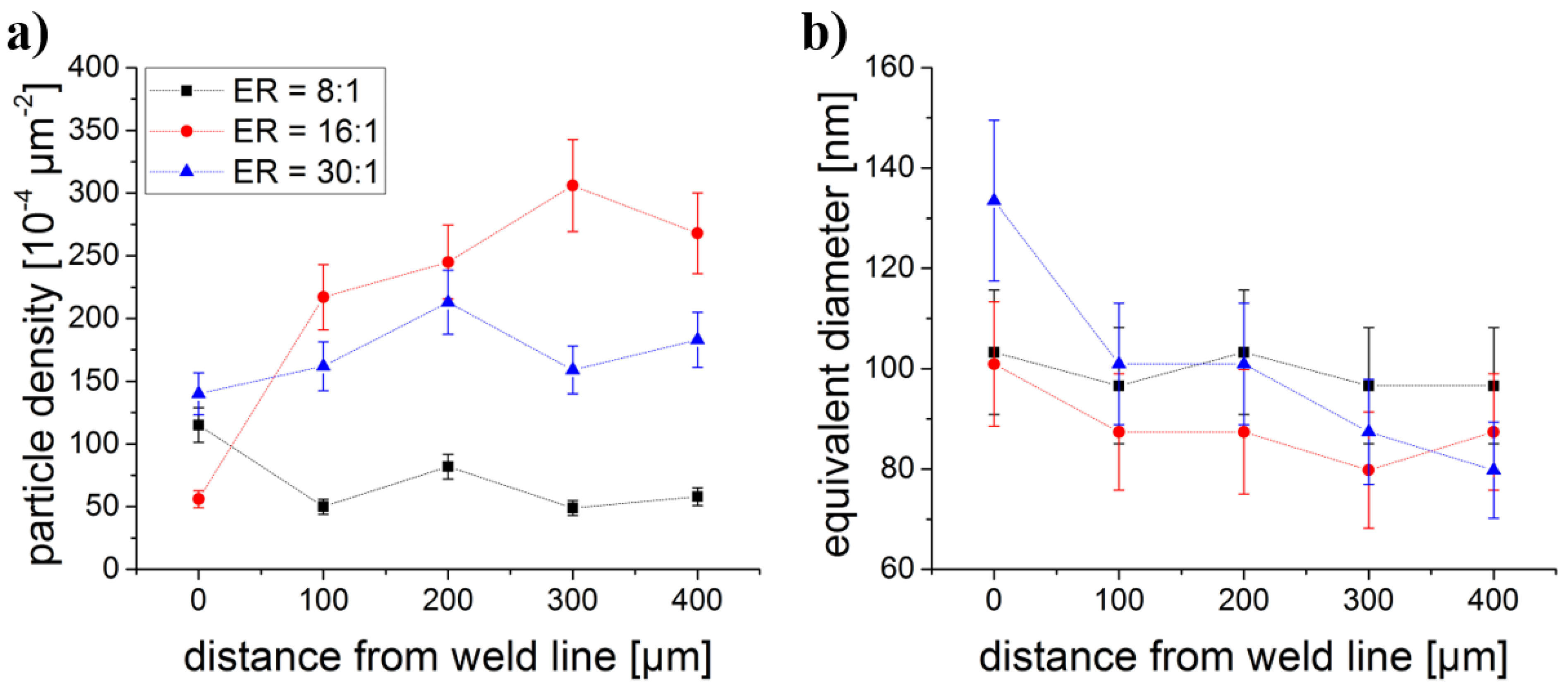
- EBSD investigation of the weld seam material of all three extrusion ratios revealed differences in the amount of stored energy and also the grain boundary ‘character,’ which serve as a possible explanation for the different material behavior during short time-heat treatments in a way where the suppression of the formation of mobile boundaries in the case of higher extrusion ratios stabilizes the microstructure. Furthermore, Zener-pinning pressure in the samples differs based on a variation of intermetallic particle densities found in the three weld seams, which influences the thermal stability of the grain structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Al-Samman, T.; Li, X. Sheet texture modification in magnesium-based alloys by selective rare earth alloying. Mater. Sci. Eng. A 2011, 528, 3809–3822. [Google Scholar] [CrossRef]
- Hantzsche, K.; Bohlen, J.; Wendt, J.; Kainer, K.U.; Yi, S.B.; Letzig, D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets. Scr. Mater. 2010, 63, 725–730. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium–zinc–rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef] [Green Version]
- Mackenzie, L.W.F.; Pekguleryuz, M.O. The recrystallization and texture of magnesium–zinc–cerium alloys. Scr. Mater. 2008, 59, 665–668. [Google Scholar] [CrossRef]
- Mishra, R.K.; Gupta, A.K.; Rao, P.R.; Sachdev, A.K.; Kumar, A.M.; Lao, A.A. Influence of cerium on the texture and ductility of magnesium extrusions. Scr. Mater. 2008, 59, 562–565. [Google Scholar] [CrossRef]
- Bohlen, J.; Yi, S.B.; Letzig, D.; Kainer, K.U. Effect of rare earth elements on the microstructure and texture development in magnesium–manganese alloys during extrusion. Mater. Sci. Eng. A 2010, 527, 7092–7098. [Google Scholar] [CrossRef]
- Müller, K.; Müller, S. Severe plastic deformation of the magnesium alloy AZ31. J. Mater. Proc. Tech. 2007, 187–188, 775–779. [Google Scholar] [CrossRef]
- Laser, T.; Hartig, C.; Nürnberg, M.R.; Letzig, D.; Bormann, R. The influence of calcium and cerium mischmetal on the microstructural evolution of Mg–3Al–1Zn during extrusion and resulting mechanical properties. Acta Mater. 2008, 56, 2971–2978. [Google Scholar] [CrossRef]
- Park, S.S.; You, B.S.; Yoon, D.J. Effect of the extrusion conditions on the texture and mechanical properties of indirect-extruded Mg–3Al–1Zn alloy. J. Mater. Proc. Technol. 2009, 209, 5940–5943. [Google Scholar] [CrossRef]
- Mueller, S.; Mueller, K.; Reimers, W. Modifications of the Extrusion process of Magnesium Alloys for improved Mechanical Properties. Key Eng. Mat. 2008, 367, 9–16. [Google Scholar] [CrossRef]
- Huppmann, W. Reimers. Microstructure and mechanical properties of differently extruded AZ31 magnesium alloy. Int. J. Mater. Res. 2010, 101, 1264–1271. [Google Scholar] [CrossRef]
- Gottstein, G.; Al-Samman, T. Texture Development in Pure Mg and Mg Alloy AZ31. Mater. Sci. Forum. 2005, 495, 623–632. [Google Scholar] [CrossRef]
- Yi, S.B.; Brokmeier, H.-G.; Letzig, D. Microstructural evolution during the annealing of an extruded AZ31 magnesium alloy. J. All. Comp. 2010, 506, 364–371. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Barnett, M.R. Effect of composition on the texture and deformation behaviour of wrought Mg alloys. Scr. Mater. 2008, 58, 179–182. [Google Scholar] [CrossRef]
- Luo, A.A.; Mishra, R.K.; Sachdev, A.K. High-ductility magnesium–zinc–cerium extrusion alloys. Scr. Mater. 2011, 64, 410–413. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Al-Samman, T. Modification of texture and microstructure of magnesium alloy extrusions by particle-stimulated recrystallization. Mater. Sci. Eng. A 2013, 560, 561–566. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T.; Gottstein, G. Shear band-related recrystallization and grain growth in two rolled magnesium-rare earth alloys. Mater. Sci. Eng. A 2013, 579, 50–56. [Google Scholar] [CrossRef]
- Griffiths, D. Explaining texture weakening and improved formability in magnesium rare earth alloys. Mater. Sci. Technol. 2015, 1, 10–24. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile testing. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Bugnet, M.; Kula, A.; Niewczas, M.; Botton, G.A. Segregation and clustering of solutes at grain boundaries in Mg–rare earth solid solutions. Acta Mater. 2014, 79, 66–73. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Hantzsche, K.; Yi, S.B.; Bohlen, J.; Letzig, D.; Wollmershauser, J.A.; Agnew, S.R. Role of Solute in the Texture Modification during Hot Deformation of Mg-Rare Earth Alloys. Metall. Mater. Trans. A 2012, 43A, 1347–1362. [Google Scholar] [CrossRef]
- Robson, J.D.; Haigh, S.J.; Davis, B.; Griffiths, D. Grain Boundary Segregation of Rare-Earth Elements in Magnesium Alloys. Metall. Mater. Trans. A 2016, 47A, 522–530. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Sha, G.; la Fontaine, A.; Barnett, M.R.; Ringer, S.P. Atom probe tomography of solute distributions in Mg-based alloys. Metall. Mater. Trans. A 2009, 40A, 2480–2487. [Google Scholar] [CrossRef]
- Brömmelhoff, K.; Huppmann, M.; Reimers, W. The effect of heat treatments on the microstructure, texture and mechanical properties of the extruded magnesium alloy ME21: Dedicated to Prof. Dr.-Ing. Heinrich Wollenberger on the occasion of his 80th birthday. Int. J. Mat. Res. 2011, 102, 1133–1138. [Google Scholar] [CrossRef]
- Lentz, M.; Nissen, J.; Fahrenson, C.; Vogel, S.C.; Reimers, W. Macro- and microtexture evolution of an extruded Mg–Mn–Ce alloy during annealing. Mater. Sci. Eng. A 2016, 655, 17–26. [Google Scholar] [CrossRef]
- Lentz, M.; Klaus, M.; Reimers, W.; Clausen, B. Effect of high temperature heat treatments on the deformation behavior of Mg–2%Mn–0.7%Ce extrusions investigated by in-situ energy-dispersive synchrotron X-ray diffraction and elasto-plastic self-consistent modeling. Mater. Sci. Eng. A 2013, 586, 178–189. [Google Scholar] [CrossRef]
- Gensch, F.; Nitschke, R.; Gall, S.; Müller, S. Extrusion of hollow magnesium profiles and investigation of extrusion seams. Magnes. Technol. 2014, 1, 257–262. [Google Scholar]
- Lu, X.; Zhao, G.; Xi, H.; Zhang, C.; Chen, L.; Sun, L. Microstructure, mechanical properties and welding quality evaluation of longitudinal welds in hollow magnesium alloy profiles extruded at different ram speeds. Mater. Charact. 2019, 151, 414–428. [Google Scholar] [CrossRef]
- Wu, S.; Cui, H.; Yang, W.; Guo, X. Microstructures and properties of AZ31 magnesium alloys formed by multi-channel porthole extrusion. Eng. Rev. 2018, 38, 11–19. [Google Scholar]
- Alharti, N.; Bingöl, S.; Ventura, A.; Misiolek, W. Analysis of Extrusion Welding in Magnesium Alloys—Numerical Predictions and Metallurgical Verification. Proc. Eng. 2014, 81, 658–663. [Google Scholar] [CrossRef] [Green Version]
- Gensch, F.; Gall, S.; Fahrenson, C.; Müller, S.; Reimers, W. Characterization of weld seam properties of extruded magnesium hollow profiles. J. Mater. Sci. 2016, 51, 3888–3896. [Google Scholar] [CrossRef]
- Hiscocks, J.; Jiang, L.; Jonas, J.J. Longitudinal Seam Failure in Extruded AZ31 Alloy. Adv. Mater. Res. 2007, 15–17, 439–444. [Google Scholar]
- Psyk, V.; Beerwald, C.; Klaus, A.; Kleiner, M. Characterisation of Extruded Magnesium Profiles for Electromagnetic Joining. J. Mater. Proc. Tech. 2006, 177, 266–269. [Google Scholar] [CrossRef]
- Sillekens, W.H.; van der Linden, D.C.W.; den Bakker, A.J. Weld-seam quality of hollow magnesium alloy extrusions. Magnes. Technol. 2008, 1, 189–194. [Google Scholar]
- Kurz, G.; Nienaber, M.; Bohlen, J.; Letzig, D.; Kainer, K.U. Variation of Extrusion Process Parameter for the Magnesium Alloy ME21. Magnes. Technol. 2020, 181–188. [Google Scholar] [CrossRef]
- Liu, X.; Wang, J. Low-energy, Mobile Grain Boundaries in Magnesium. Sci. Rep. 2016, 6, 21393. [Google Scholar] [CrossRef] [Green Version]
- Humphrey, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Li, B.; Liao, M.; Ma, Q.; McClelland, Z. Structure of grain boundaries with 30°[0001] misorientation in dynamically recrystallized magnesium alloys. Comput. Mater. Sci. 2015, 101, 175–180. [Google Scholar] [CrossRef]
- Ostapovets, A.; Šedá, P.; Jäger, A.; Lejček, P. Characteristics of coincident site lattice grain boundaries developed during equal channel angular pressing of magnesium single crystals. Scr. Mater. 2011, 64, 470–473. [Google Scholar] [CrossRef]
- Brandon, D.G. The structure of high angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle pinning. Mater. Sci. Eng. A 2011, 528, 4239–4247. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gensch, F.; Gall, S.; Lechner, S.; Fahrenson, C.; Mueller, S. Microstructural Stability of Extruded Mg-Mn-Ce Hollow Profiles with Weld Seams. Metals 2021, 11, 547. https://doi.org/10.3390/met11040547
Gensch F, Gall S, Lechner S, Fahrenson C, Mueller S. Microstructural Stability of Extruded Mg-Mn-Ce Hollow Profiles with Weld Seams. Metals. 2021; 11(4):547. https://doi.org/10.3390/met11040547
Chicago/Turabian StyleGensch, Felix, Sven Gall, Stefan Lechner, Christoph Fahrenson, and Soeren Mueller. 2021. "Microstructural Stability of Extruded Mg-Mn-Ce Hollow Profiles with Weld Seams" Metals 11, no. 4: 547. https://doi.org/10.3390/met11040547