
Anisotropic Plasticity and Fracture of Three 6000-Series Aluminum Alloys


Abstract
:1. Introduction
2. Materials
3. Experimental Procedures
3.1. Microstructure Characterization
3.2. Mechanical Testing
4. Experimental Results
4.1. Initial Microstructure
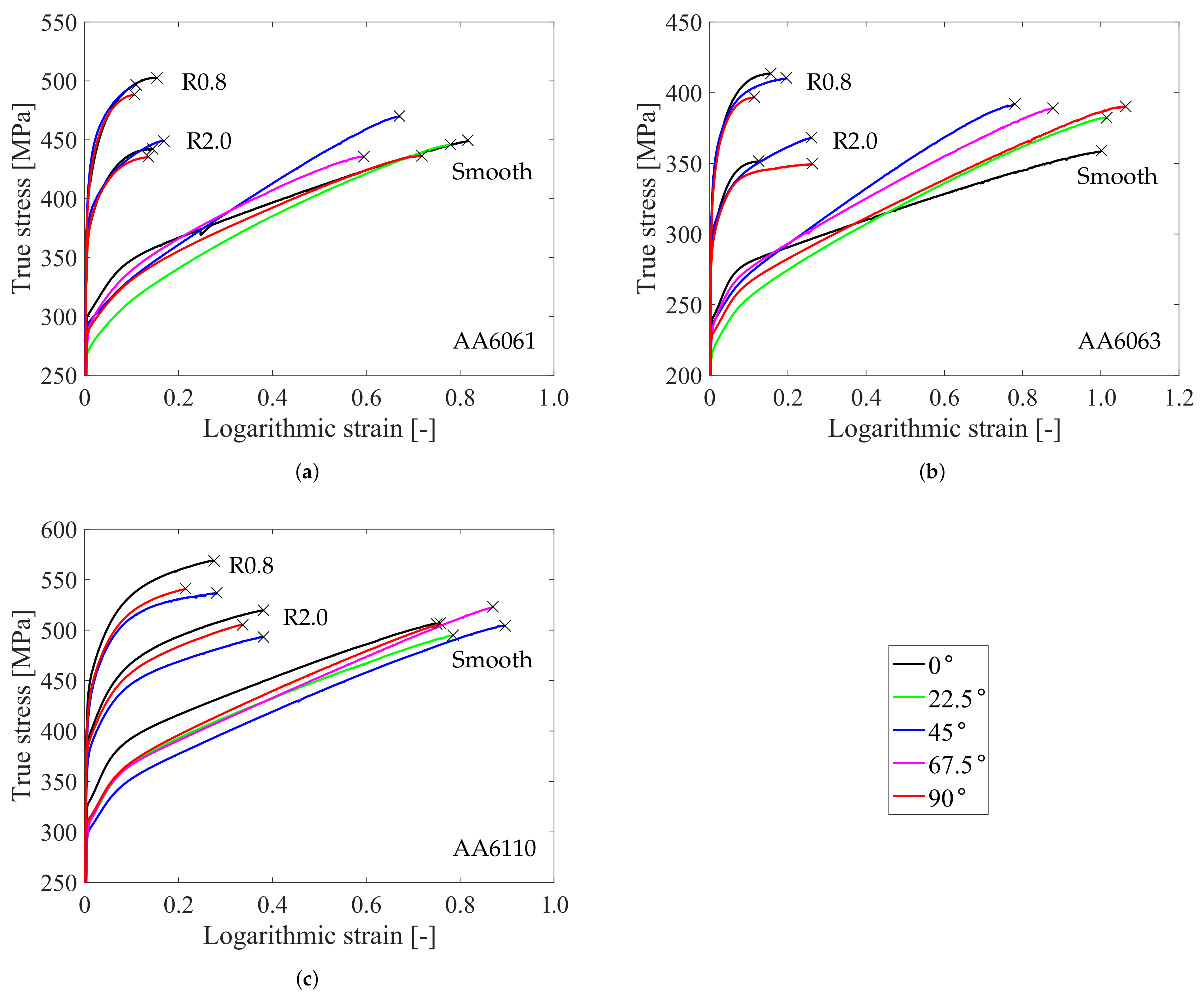
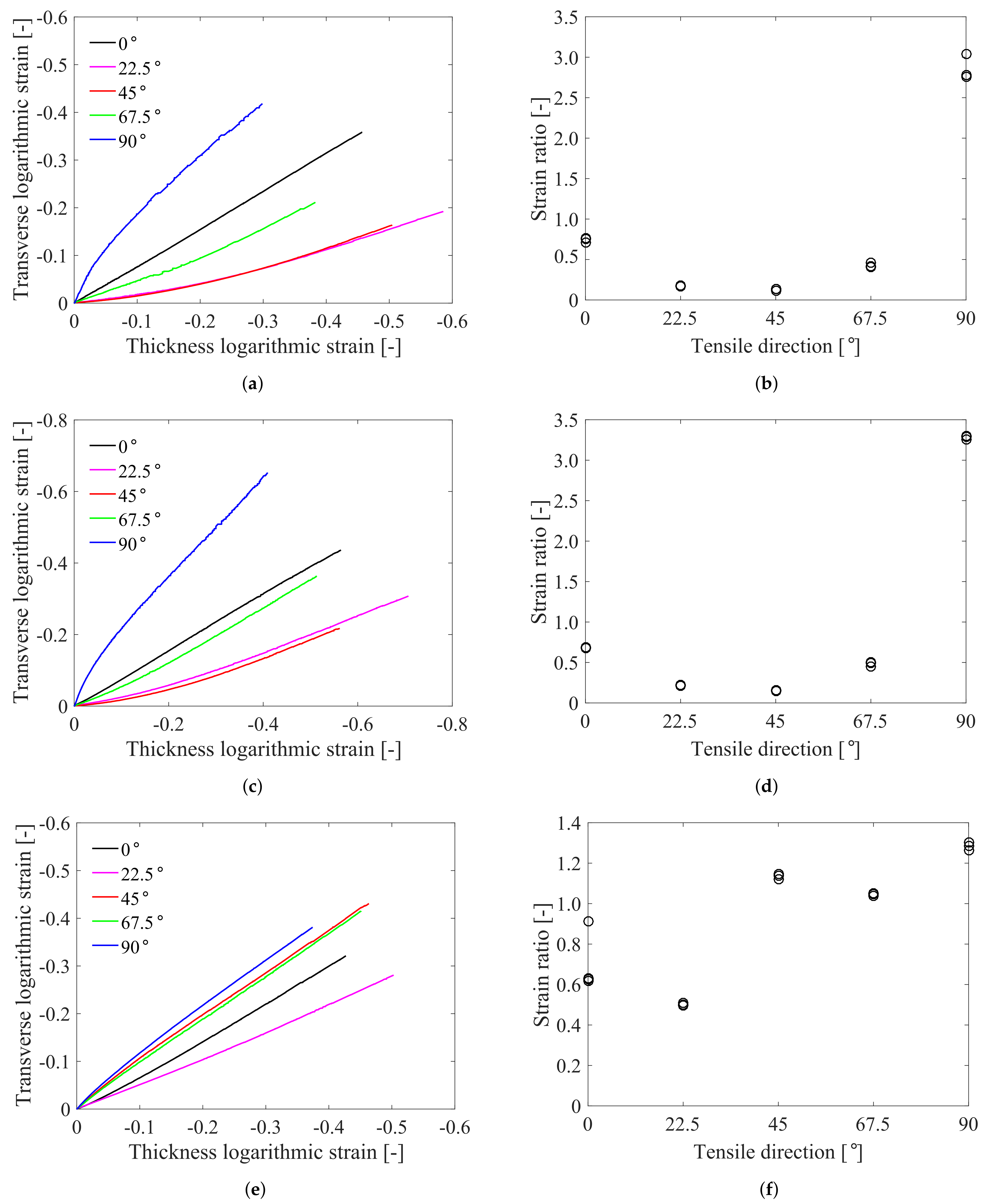
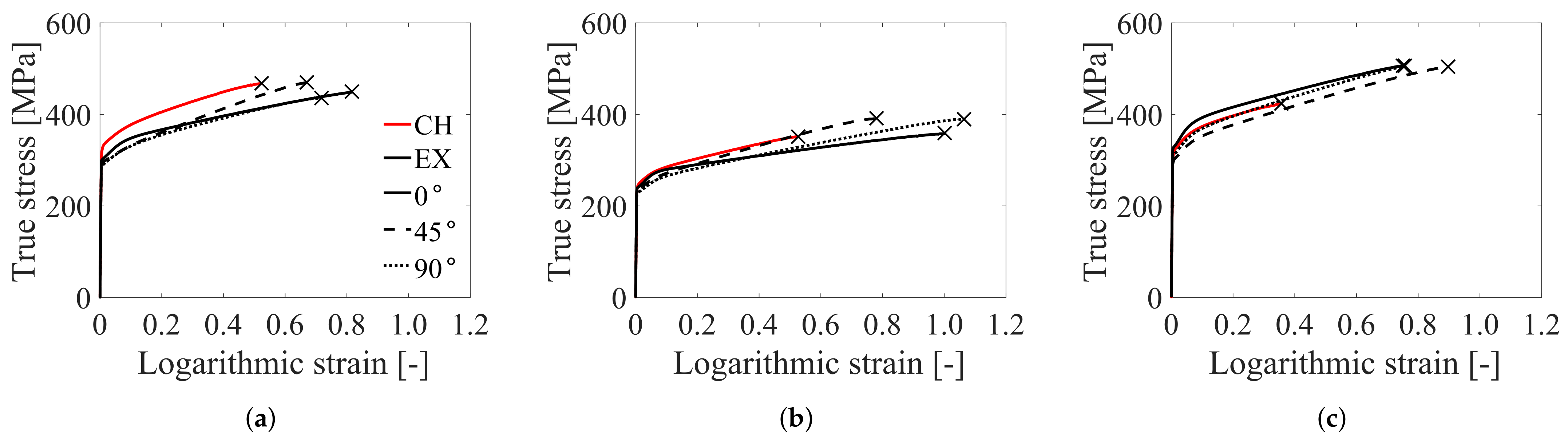
4.2. Mechanical Behavior
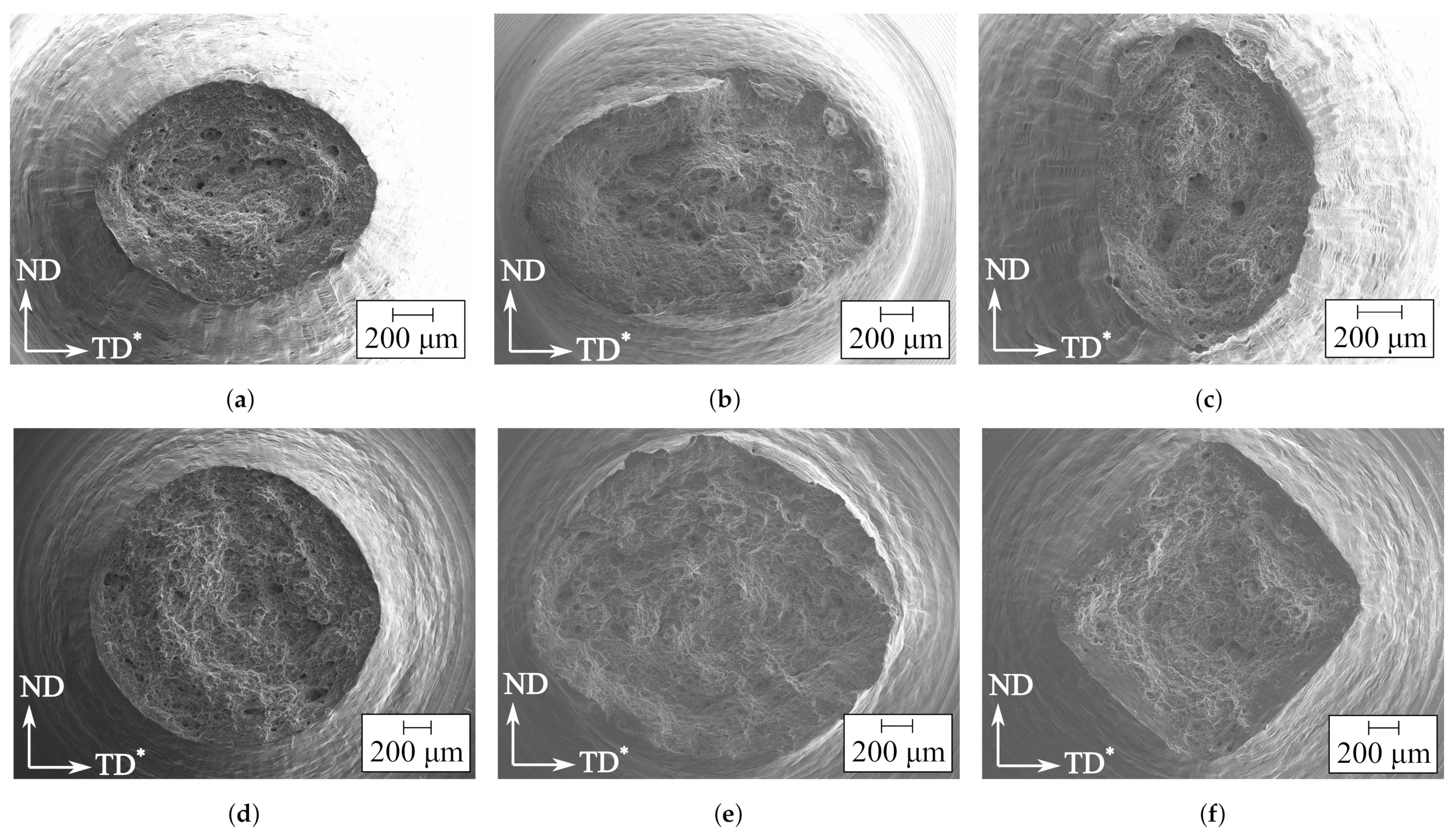
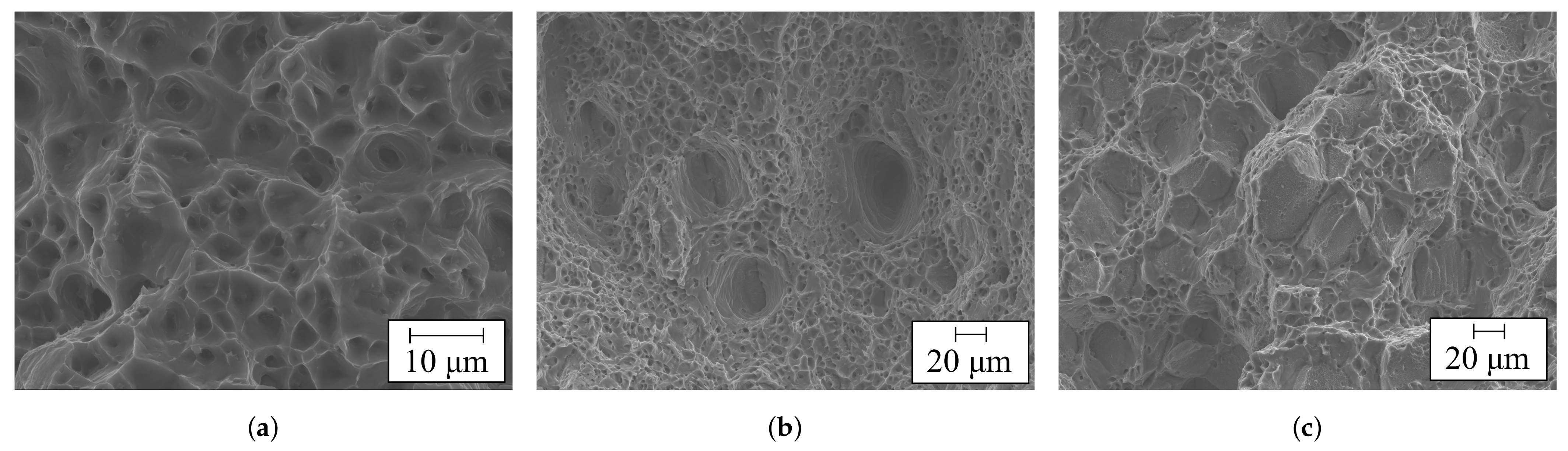
4.3. Fracture Surface
5. Discussion
5.1. Strength, Plastic Flow and Work Hardening
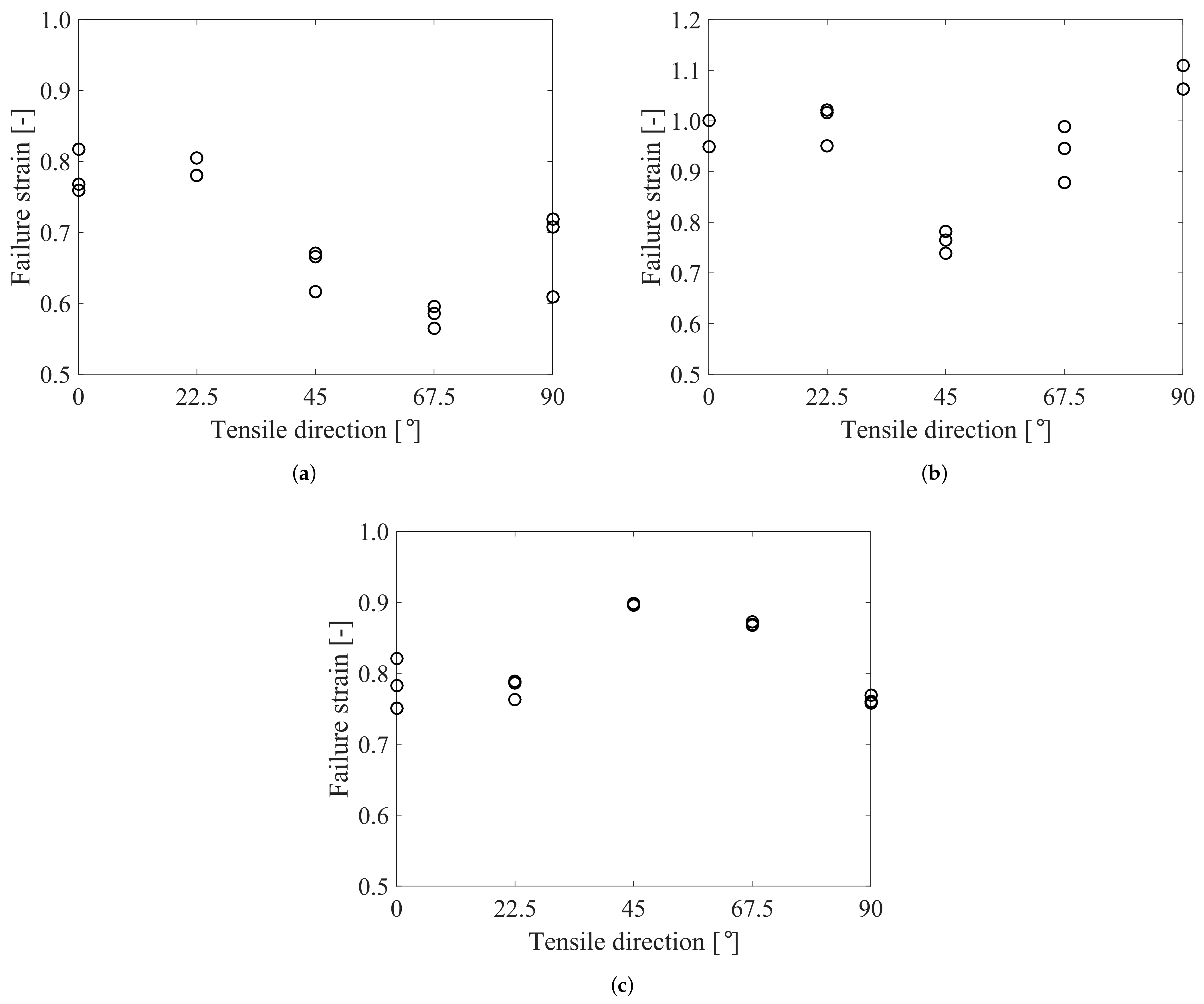
5.2. Ductility and Fracture
5.3. Effects of Extrusion on Ductility
6. Concluding Remarks
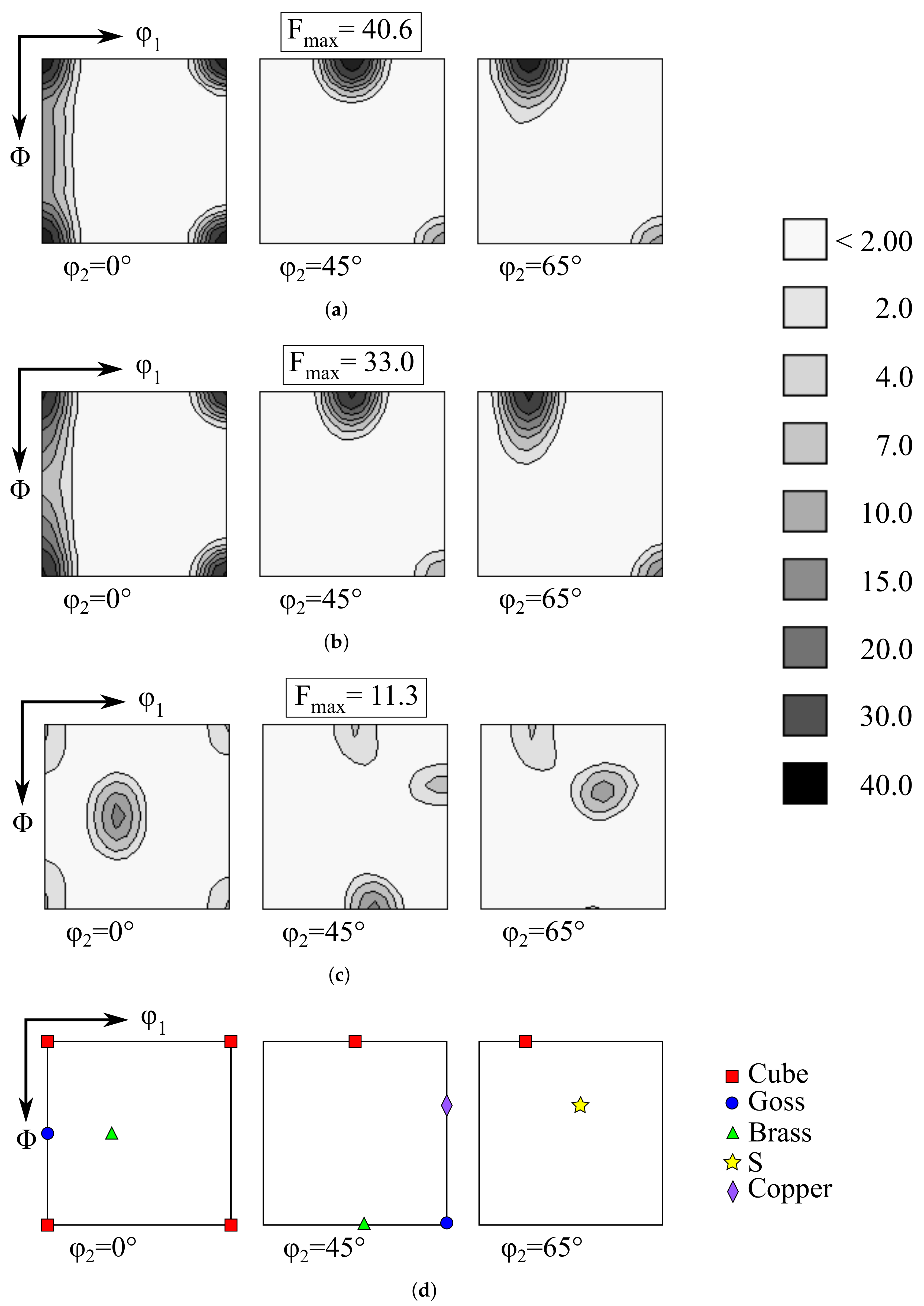
- The plastic anisotropy represented by the distribution of the stress ratios (i.e., normalized directional yield stresses) and strain ratios (i.e., R-values or Lankford coefficients) was similar for the AA6061 and AA6063 alloys with recrystallization texture and markedly different for the AA6110 alloy with deformation texture.
- The AA6061 and AA6063 alloys with recrystallized microstructure exhibited substantial anisotropic work hardening which was attributed to differences in the texture evolution between the tensile directions. A smaller amount of anisotropic hardening was found for the AA6110 alloy with deformed, non-recrystallized microstructure.
- The three alloys exhibited failure anisotropy which was markedly influenced by the plastic anisotropy and thus by the crystallographic texture. The differences in the failure anisotropy between the AA6061 and AA6063 alloys with recrystallization texture were attributed to morphological and topological anisotropy and anisotropic work hardening.
- A general increase in ductility was observed for all three alloys after extrusion, which was mostly attributed to the breaking-up and redistribution of the constituent particles as a result of the extrusion process. The increase in ductility after extrusion was the least for alloy AA6061 which experienced less reduction in particle size and grain size than the other two alloys.
- The notch sensitivity of alloy AA6110 was somewhat higher in the cast and homogenized condition, while after extrusion this alloy displayed a markedly lower notch sensitivity than the other two alloys in all tensile directions. The main reason for the significant change in notch sensitivity of alloy AA6110, which was non-recrystallized after extrusion, is assumed to be a more favorable grain structure. In addition, there are significant differences in the stress levels and average particle sizes between the alloys. These differences may impact void nucleation, thus affecting the notch sensitivity.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Engler, O.; Randle, V. Introduction to Texture Analysis: Macrotexture, Microtexture, and Orientation Mapping, 2nd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2010. [Google Scholar]
- Pedersen, K.O.; Westermann, I.; Furu, T.; Børvik, T.; Hopperstad, O.S. Influence of microstructure on work-hardening and ductile fracture of aluminium alloys. Mater. Des. 2015, 70, 31–44. [Google Scholar] [CrossRef]
- Frodal, B.H.; Pedersen, K.O.; Børvik, T.; Hopperstad, O.S. Influence of pre-compression on the ductility of AA6xxx aluminium alloys. Int. J. Fract. 2017, 206, 131–149. [Google Scholar] [CrossRef]
- Frodal, B.H.; Morin, D.; Børvik, T.; Hopperstad, O.S. On the effect of plastic anisotropy, strength and work hardening on the tensile ductility of aluminium alloys. Int. J. Solids Struct. 2020, 188–189, 118–132. [Google Scholar] [CrossRef]
- Khadyko, M.; Marioara, C.D.; Dumoulin, S.; Børvik, T.; Hopperstad, O.S. Effects of heat-treatment on the plastic anisotropy of extruded aluminium alloy AA6063. Mater. Sci. Eng. A 2017, 708, 208–221. [Google Scholar] [CrossRef]
- Delannay, L.; Melchior, M.A.; Signorelli, J.W.; Remacle, J.F.; Kuwabara, T. Influence of grain shape on the planar anisotropy of rolled steel sheets—Evaluation of three models. Comput. Mater. Sci. 2009, 45, 739–743. [Google Scholar] [CrossRef]
- Hannard, F.; Simar, A.; Maire, E.; Pardoen, T. Quantitative assessment of the impact of second phase particle arrangement on damage and fracture anisotropy. Acta Mater. 2018, 148, 456–466. [Google Scholar] [CrossRef]
- Benzerga, A.A.; Besson, J.; Pineau, A. Anisotropic ductile fracture. Part I: Experiments. Acta Mater. 2004, 52, 4623–4638. [Google Scholar] [CrossRef]
- Beremin, F.M. Cavity formation from inclusions in ductile fracture of A508 steel. Metall. Trans. A 1981, 12, 723–731. [Google Scholar] [CrossRef]
- Lohne, O.; Naess, O.J. The Effect of Dispersoids and Grain Size on Mechanical Properties of AlMgSi Alloys. In Strength of Metals and Alloys; Pergamon: Oxford, UK, 1979; pp. 781–788. [Google Scholar]
- Frodal, B.H.; Christiansen, E.; Myhr, O.R.; Hopperstad, O.S. The role of quench rate on the plastic flow and fracture of three aluminium alloys with different grain structure and texture. Int. J. Eng. Sci. 2020, 150, 103257. [Google Scholar] [CrossRef]
- Westermann, I.; Snilsberg, K.E.; Sharifi, Z.; Hopperstad, O.S.; Marthinsen, K.; Holmedal, B. Three-Point Bending of Heat-Treatable Aluminum Alloys: Influence of Microstructure and Texture on Bendability and Fracture Behavior. Metall. Mater. Trans. A 2011, 42, 3386–3398. [Google Scholar] [CrossRef] [Green Version]
- Thomson, C.I.A.; Worswick, M.J.; Pilkey, A.K.; Lloyd, D.J. Void coalescence within periodic clusters of particles. J. Mech. Phys. Solids 2003, 51, 127–146. [Google Scholar] [CrossRef]
- Clausen, A.H.; Børvik, T.; Hopperstad, O.S.; Benallal, A. Flow and fracture characteristics of aluminium alloy AA5083-H116 as function of strain rate, temperature and triaxiality. Mater. Sci. Eng. A 2004, 364, 260–272. [Google Scholar] [CrossRef]
- Steglich, D.; Brocks, W.; Heerens, J.; Pardoen, T. Anisotropic ductile fracture of Al 2024 alloys. Eng. Fract. Mech. 2008, 75, 3692–3706. [Google Scholar] [CrossRef] [Green Version]
- Kuwabara, T.; Mori, T.; Asano, M.; Hakoyama, T.; Barlat, F. Material modeling of 6016-O and 6016-T4 aluminum alloy sheets and application to hole expansion forming simulation. Int. J. Plast. 2017, 93, 164–186. [Google Scholar] [CrossRef]
- Erice, B.; Roth, C.C.; Mohr, D. Stress-state and strain-rate dependent ductile fracture of dual and complex phase steel. Mech. Mater. 2018, 116, 11–32. [Google Scholar] [CrossRef]
- Perez-Martin, M.J.; Holmen, J.K.; Thomesen, S.; Hopperstad, O.S.; Børvik, T. Dynamic Behaviour of a High-Strength Structural Steel at Low Temperatures. J. Dyn. Behav. Mater. 2019, 5, 241–250. [Google Scholar] [CrossRef] [Green Version]
- Kristoffersen, M.; Costas, M.; Koenis, T.; Brøtan, V.; Paulsen, C.O.; Børvik, T. On the ballistic perforation resistance of additive manufactured AlSi10Mg aluminium plates. Int. J. Impact Eng. 2020, 137, 103476. [Google Scholar] [CrossRef]
- Costas, M.; Morin, D.; de Lucio, M.; Langseth, M. Testing and simulation of additively manufactured AlSi10Mg components under quasi-static loading. Eur. J. Mech. A/Solids 2020, 81, 103966. [Google Scholar] [CrossRef]
- Achani, D.; Hopperstad, O.S.; Lademo, O.G. Behaviour of extruded aluminium alloys under proportional and non-proportional strain paths. J. Mater. Process. Technol. 2009, 209, 4750–4764. [Google Scholar] [CrossRef]
- Fourmeau, M.; Børvik, T.; Benallal, A.; Lademo, O.G.; Hopperstad, O.S. On the plastic anisotropy of an aluminium alloy and its influence on constrained multiaxial flow. Int. J. Plast. 2011, 27, 2005–2025. [Google Scholar] [CrossRef]
- Fourmeau, M.; Børvik, T.; Benallal, A.; Hopperstad, O.S. Anisotropic failure modes of high-strength aluminium alloy under various stress states. Int. J. Plast. 2013, 48, 34–53. [Google Scholar] [CrossRef] [Green Version]
- Luo, M.; Rousselier, G. Modeling of large strain multi-axial deformation of anisotropic metal sheets with strength-differential effect using a Reduced Texture Methodology. Int. J. Plast. 2014, 53, 66–89. [Google Scholar] [CrossRef]
- Khadyko, M.; Myhr, O.R.; Hopperstad, O.S. Work hardening and plastic anisotropy of naturally and artificially aged aluminium alloy AA6063. Mech. Mater. 2019, 136, 103069. [Google Scholar] [CrossRef]
- Khadyko, M.; Morin, D.; Børvik, T.; Hopperstad, O.S. Tensile ductility of extruded aluminium alloy AA6063 in different tempers. Mater. Sci. Eng. A 2019, 744, 500–511. [Google Scholar] [CrossRef]
- Morin, D.; Fourmeau, M.; Børvik, T.; Benallal, A.; Hopperstad, O.S. Anisotropic tensile failure of metals by the strain localization theory: An application to a high-strength aluminium alloy. Eur. J. Mech. A/Solids 2018, 69, 99–112. [Google Scholar] [CrossRef]
- Thomesen, S.; Hopperstad, O.S.; Myhr, O.R.; Børvik, T. Influence of stress state on plastic flow and ductile fracture of three 6000-series aluminium alloys. Mater. Sci. Eng. A 2020, 783, 139295. [Google Scholar] [CrossRef]
- Thomesen, S. Plastic Flow and Fracture of Isotropic and Anisotropic 6000-Series Aluminium Alloys: Experiments and Numerical Simulations. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2019. [Google Scholar]
- Sample Preparation for Texture Measurements in Siemens Diffractometer D5000. Available online: https://www.ntnu.no/wiki/display/imtlab/XRD?preview=/82478244/127993077/sample_preparation.pdf (accessed on 7 June 2019).
- Chen, Y.; Pedersen, K.O.; Clausen, A.H.; Hopperstad, O.S. An experimental study on the dynamic fracture of extruded AA6xxx and AA7xxx aluminium alloys. Mater. Sci. Eng. A 2009, 523, 253–262. [Google Scholar] [CrossRef]
- Fourmeau, M.; Marioara, C.D.; Børvik, T.; Benallal, A.; Hopperstad, O.S. A study of the influence of precipitate-free zones on the strain localization and failure of the aluminium alloy AA7075-T651. Philos. Mag. 2015, 95, 3278–3304. [Google Scholar] [CrossRef]
- Khadyko, M.; Dumoulin, S.; Børvik, T.; Hopperstad, O.S. An experimental-numerical method to determine the work-hardening of anisotropic ductile materials at large strains. Int. J. Mech. Sci. 2014, 88, 25–36. [Google Scholar] [CrossRef]
- Khadyko, M.; Dumoulin, S.; Børvik, T.; Hopperstad, O.S. Simulation of large-strain behaviour of aluminium alloy under tensile loading using anisotropic plasticity models. Comput. Struct. 2015, 157, 60–75. [Google Scholar] [CrossRef] [Green Version]
- Westermann, I.; Pedersen, K.O.; Furu, T.; Børvik, T.; Hopperstad, O.S. Effects of particles and solutes on strength, work-hardening and ductile fracture of aluminium alloys. Mech. Mater. 2014, 79, 58–72. [Google Scholar] [CrossRef]
- Maire, E.; Zhou, S.; Adrien, J.; Dimichiel, M. Damage quantification in aluminium alloys using in situ tensile tests in X-ray tomography. Eng. Fract. Mech. 2011, 78, 2679–2690. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef] [Green Version]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications, 3rd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2005. [Google Scholar]
- Remøe, M.S.; Marthinsen, K.; Westermann, I.; Pedersen, K.; Røyset, J.; Marioara, C. The effect of alloying elements on the ductility of Al-Mg-Si alloys. Mater. Sci. Eng. A 2017, 693, 60–72. [Google Scholar] [CrossRef] [Green Version]
- Saai, A.; Hopperstad, O.S.; Dumoulin, S.; Tabourot, L. Numerical Study on the Influence of Crystallographic Texture and Grain Shape on the Yield Surface of Textured Aluminum Sheet Material. In Proceedings of the Aluminium Alloys 2014—ICAA14, Trondheim, Norway, 15–19 June 2014; Volume 794, pp. 584–589. [Google Scholar]
- Frodal, B.H.; Dæhli, L.E.B.; Børvik, T.; Hopperstad, O.S. Modelling and simulation of ductile failure in textured aluminium alloys subjected to compression-tension loading. Int. J. Plast. 2019, 118, 36–69. [Google Scholar] [CrossRef]
- Barlat, F.; Ferreira Duarte, J.M.; Gracio, J.J.; Lopes, A.B.; Rauch, E.F. Plastic flow for non-monotonic loading conditions of an aluminum alloy sheet sample. Int. J. Plast. 2003, 19, 1215–1244. [Google Scholar] [CrossRef]
- Plunkett, B.; Lebensohn, R.A.; Cazacu, O.; Barlat, F. Anisotropic yield function of hexagonal materials taking into account texture development and anisotropic hardening. Acta Mater. 2006, 54, 4159–4169. [Google Scholar] [CrossRef]
- Thomesen, S.; Hopperstad, O.S.; Børvik, T. On the Material Characterization of an Aluminium Alloy Using Different Specimens and Identification Methods. In Proceedings of the 18th International Conference on Experimental Mechanics, Brussels, Belgium, 1–5 July 2018; Volume 2, p. 400. [Google Scholar]
- Khadyko, M.; Myhr, O.R.; Dumoulin, S.; Hopperstad, O.S. A microstructure-based yield stress and work-hardening model for textured 6xxx aluminium alloys. Philos. Mag. 2016, 96, 1047–1072. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Si | Fe | Cu | Mn | Zn | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | 0.903 | 0.621 | 0.209 | 0.204 | 0.038 | 0.054 | 0.106 | 0.060 | Bal. |
| AA6063 | 0.470 | 0.512 | 0.206 | 0.001 | 0.047 | 0.003 | 0.006 | 0.001 | Bal. |
| AA6110 | 0.828 | 0.720 | 0.196 | 0.203 | 0.506 | 0.003 | 0.026 | 0.157 | Bal. |
| Alloy | Average Grain Size [μm] | Constituent Particles | |||
|---|---|---|---|---|---|
| ND | TD | ED | Area Fraction | 95% CI | |
| AA6061 | 34 | 64 | 97 | 0.0042 | [0.0037, 0.0047] |
| AA6063 | 30 | 36 | 40 | 0.0063 | [0.0059, 0.0067] |
| AA6110 | 4 | – * | – * | 0.0079 | [0.0074, 0.0084] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thomesen, S.; Hopperstad, O.S.; Børvik, T. Anisotropic Plasticity and Fracture of Three 6000-Series Aluminum Alloys. Metals 2021, 11, 557. https://doi.org/10.3390/met11040557
Thomesen S, Hopperstad OS, Børvik T. Anisotropic Plasticity and Fracture of Three 6000-Series Aluminum Alloys. Metals. 2021; 11(4):557. https://doi.org/10.3390/met11040557
Chicago/Turabian StyleThomesen, Susanne, Odd Sture Hopperstad, and Tore Børvik. 2021. "Anisotropic Plasticity and Fracture of Three 6000-Series Aluminum Alloys" Metals 11, no. 4: 557. https://doi.org/10.3390/met11040557
APA StyleThomesen, S., Hopperstad, O. S., & Børvik, T. (2021). Anisotropic Plasticity and Fracture of Three 6000-Series Aluminum Alloys. Metals, 11(4), 557. https://doi.org/10.3390/met11040557