
FepiM: A Novel Inverse Piecewise Method to Determine Isothermal Flow Curves for Hot Working


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. State of the Art
2.1. Analytical Method for Isothermal Flow Curve Determination
2.2. Inverse Methods for Isothermal Flow Curve Determination
2.3. Assessment of the Literature and Problem Statement
3. Methods and Procedure
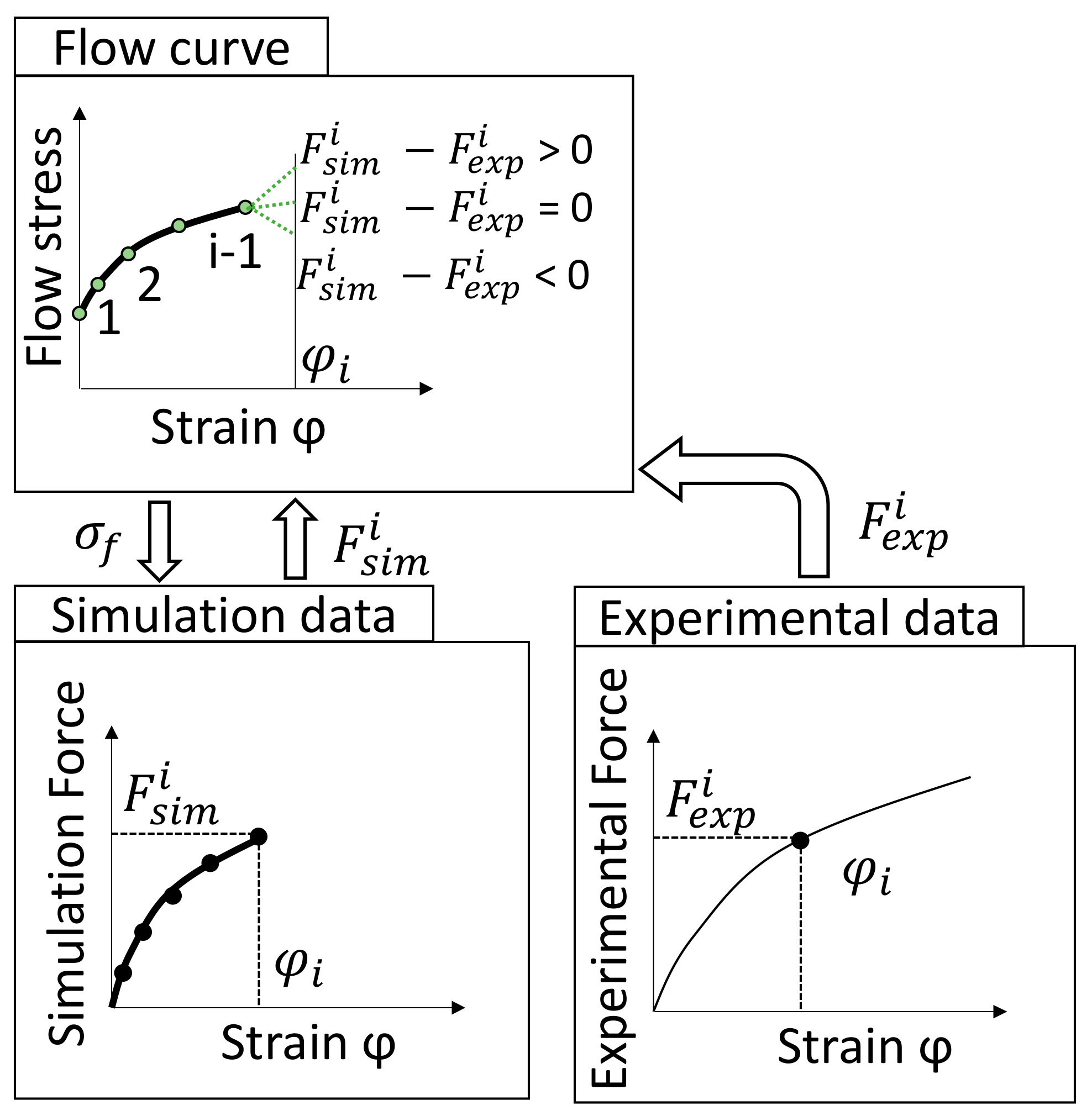
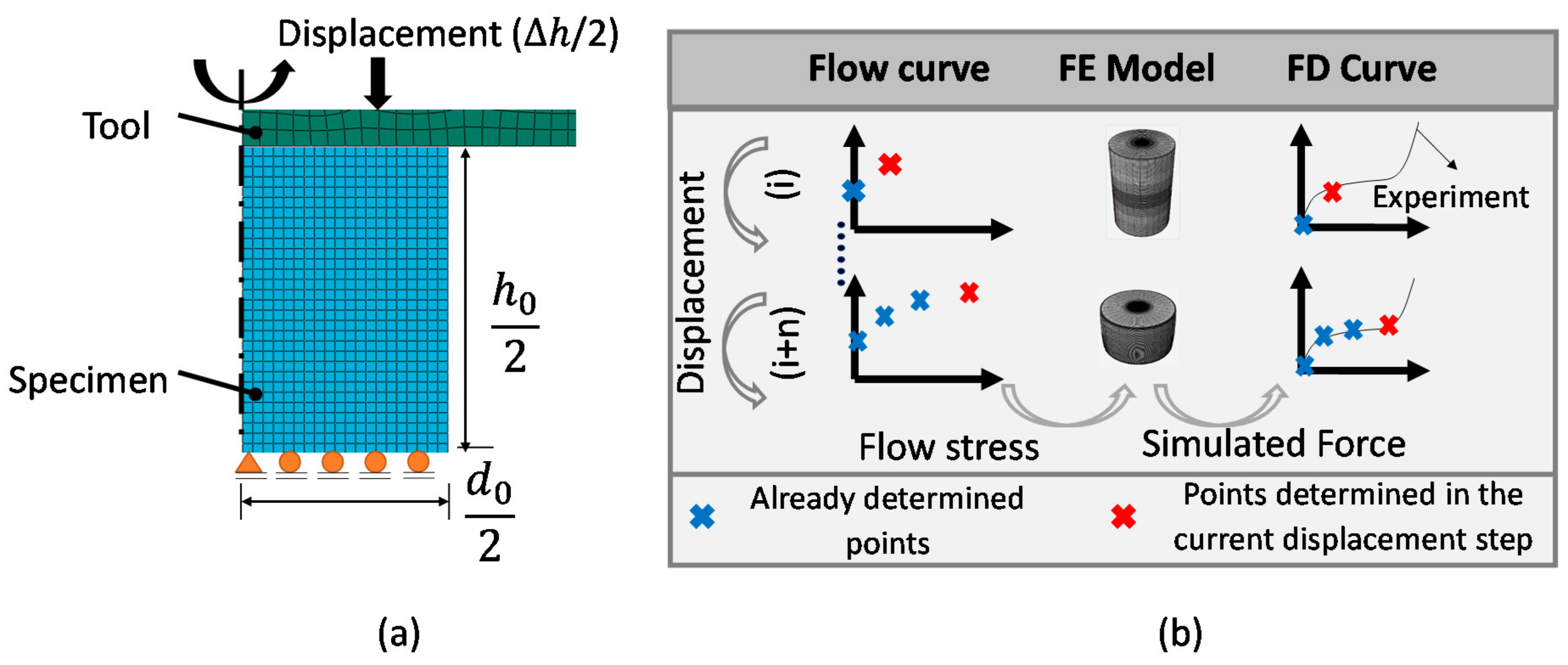
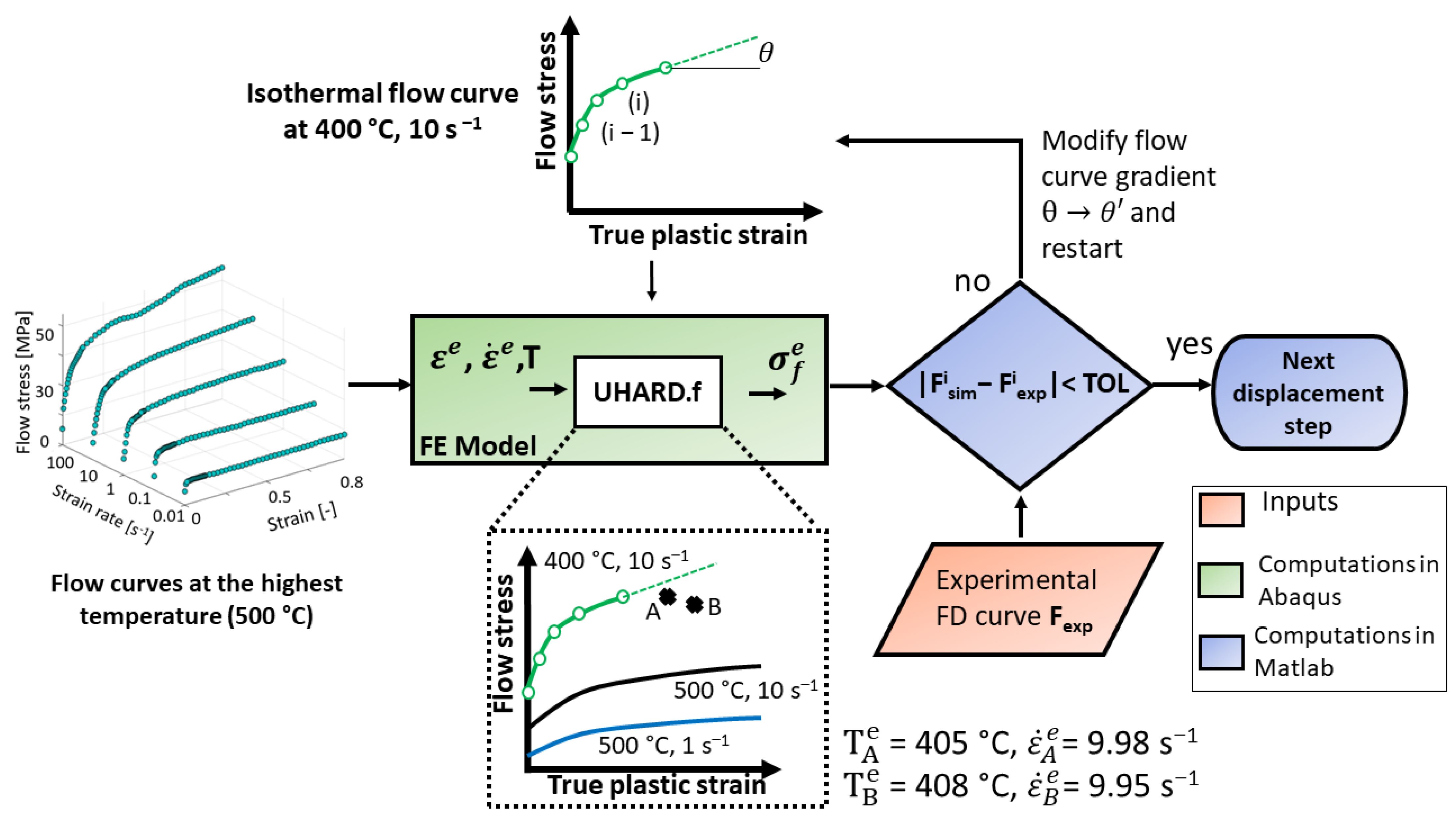
3.1. FE Model and Method of Consecutive Flow Curve Point Determination
3.2. The FepiM Approach
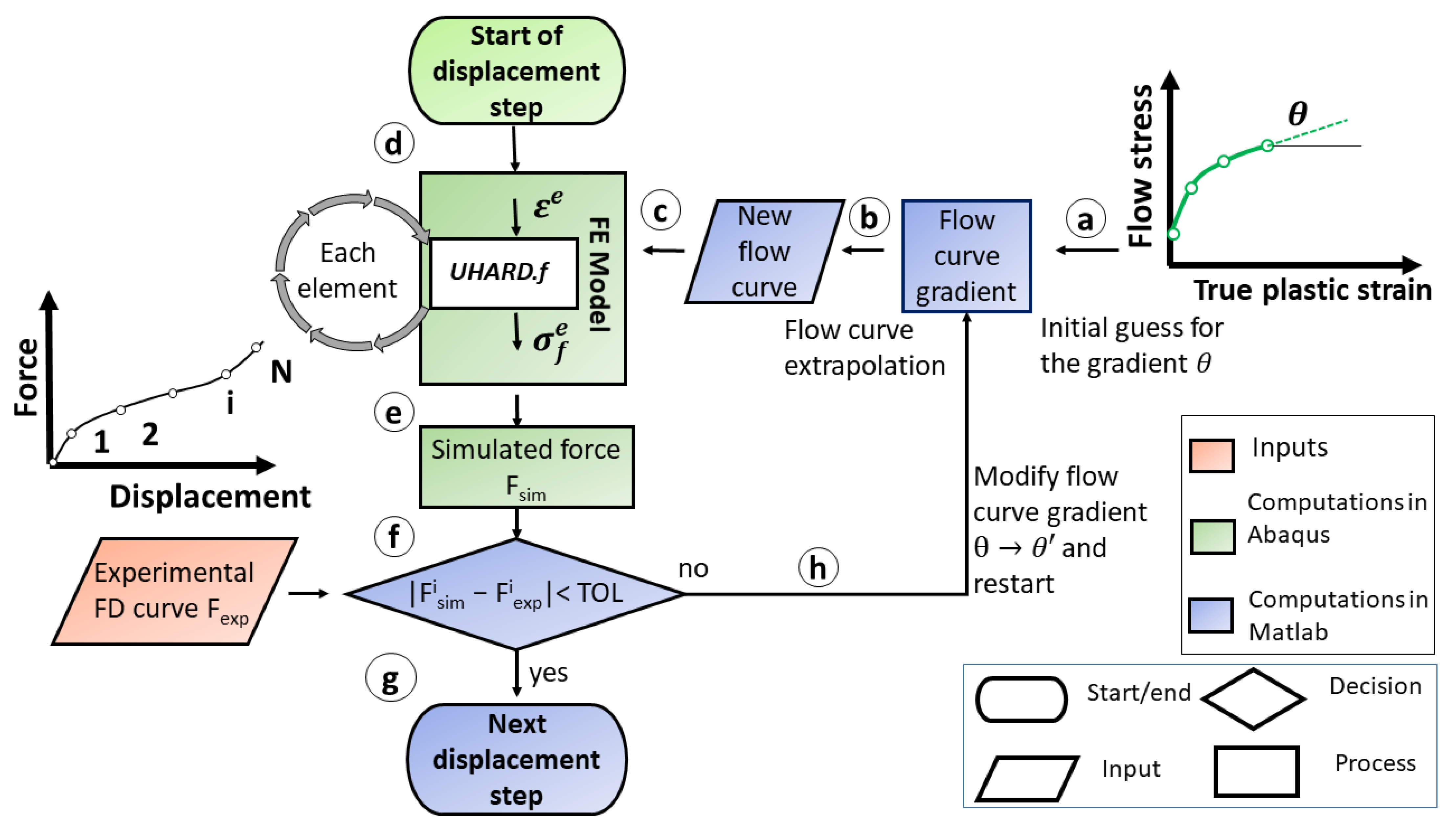
3.3. Stepwise Flow Curve Determination Procedure
3.3.1. Determination of Flow Curves at the Highest Temperature and Strain Rate
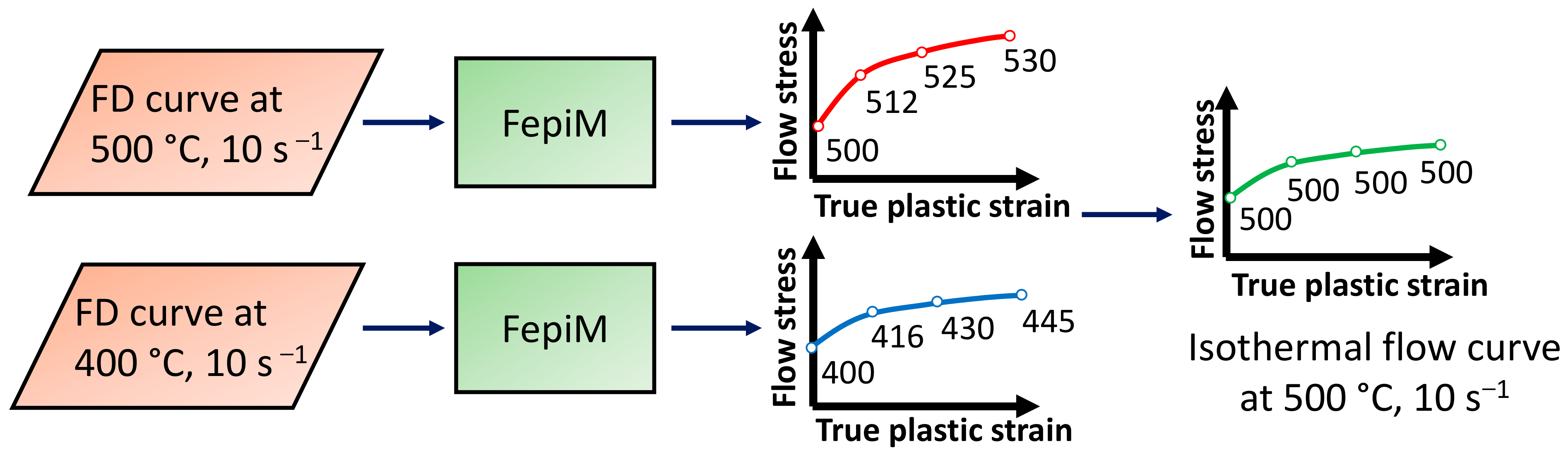
3.3.2. Determination of Flow Curves at Lower Temperatures and Strain Rates
4. Results/Practical Examples
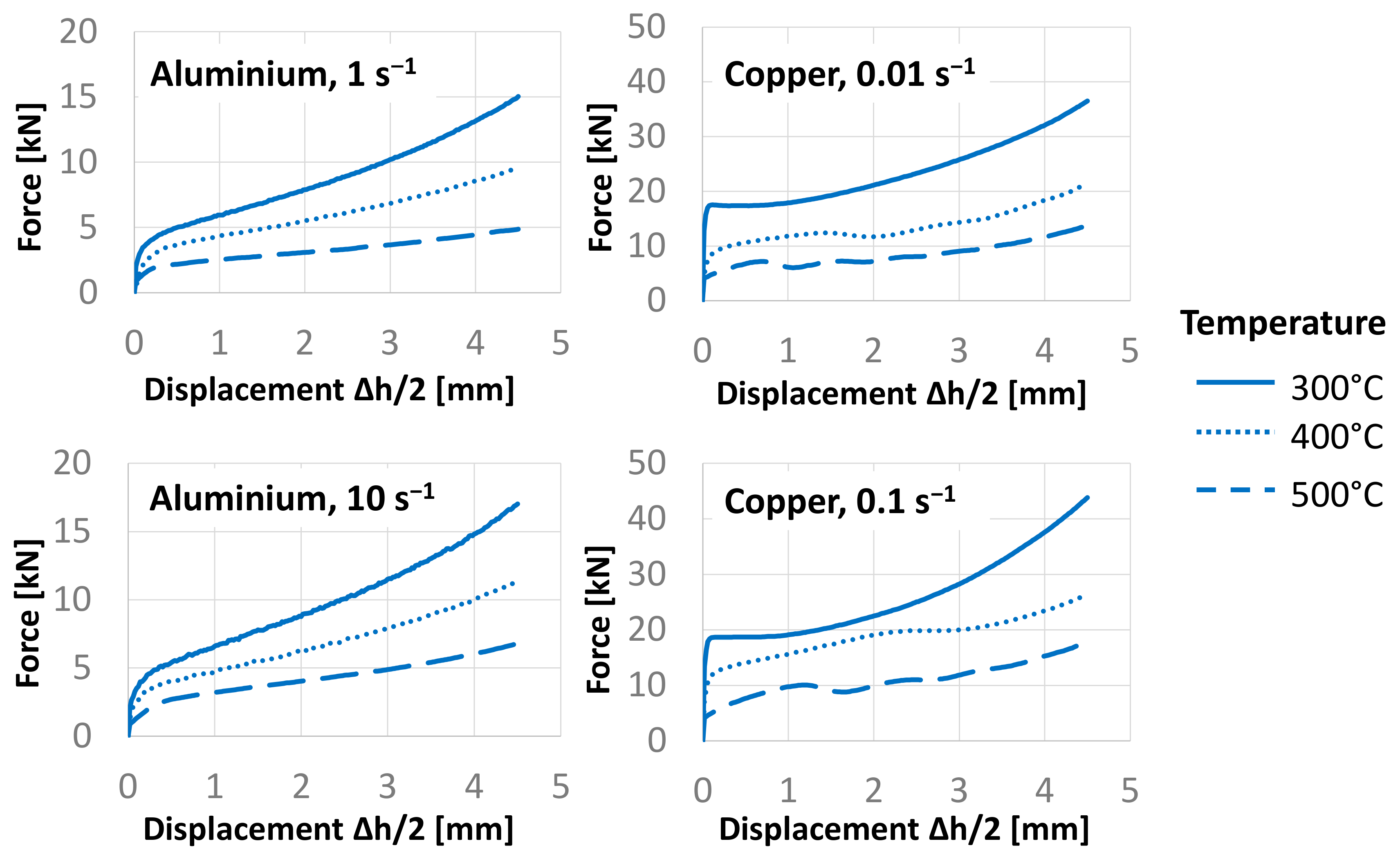
4.1. Compression Tests
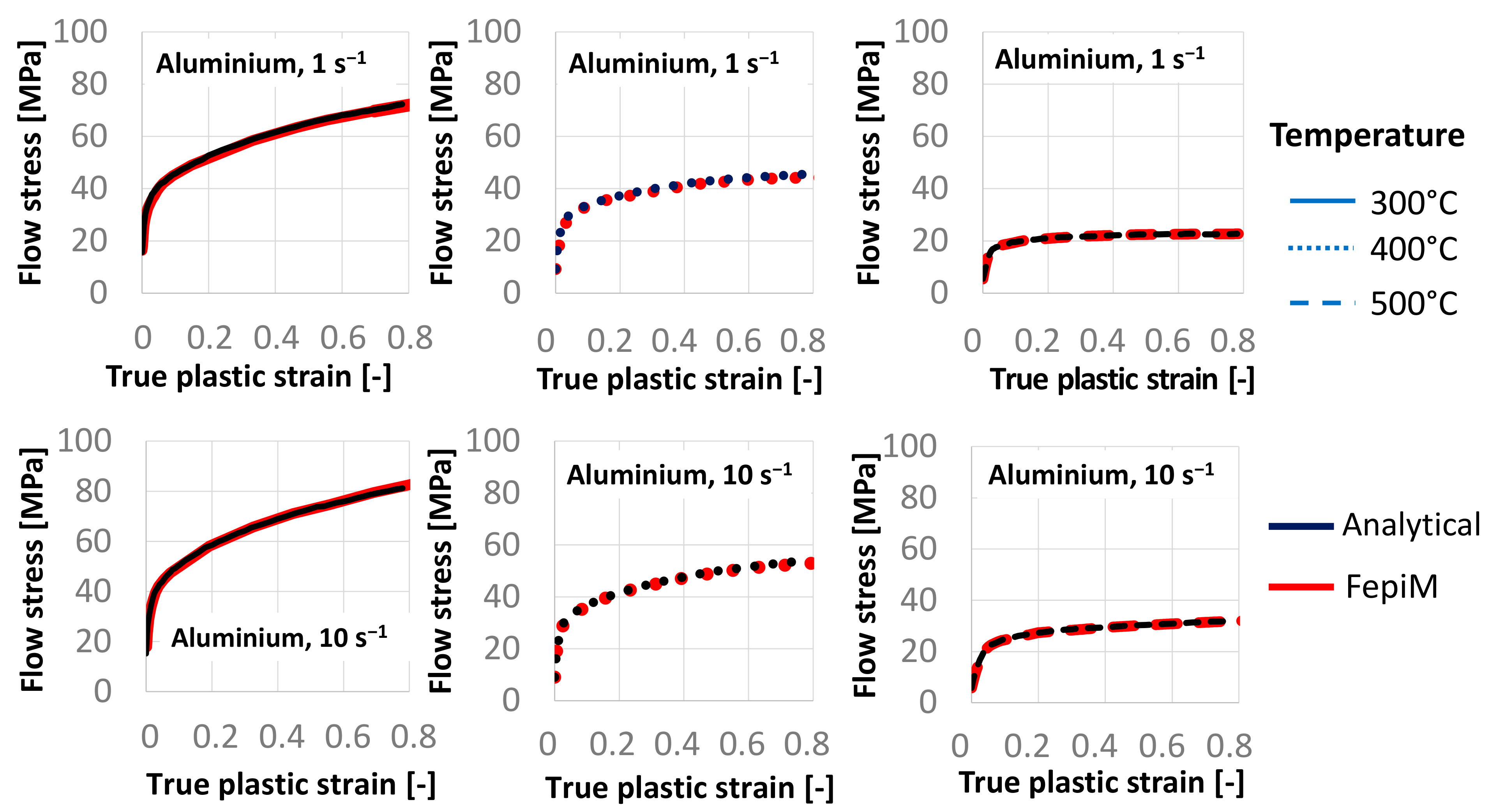
4.2. FepiM Flow Curves for Aluminum
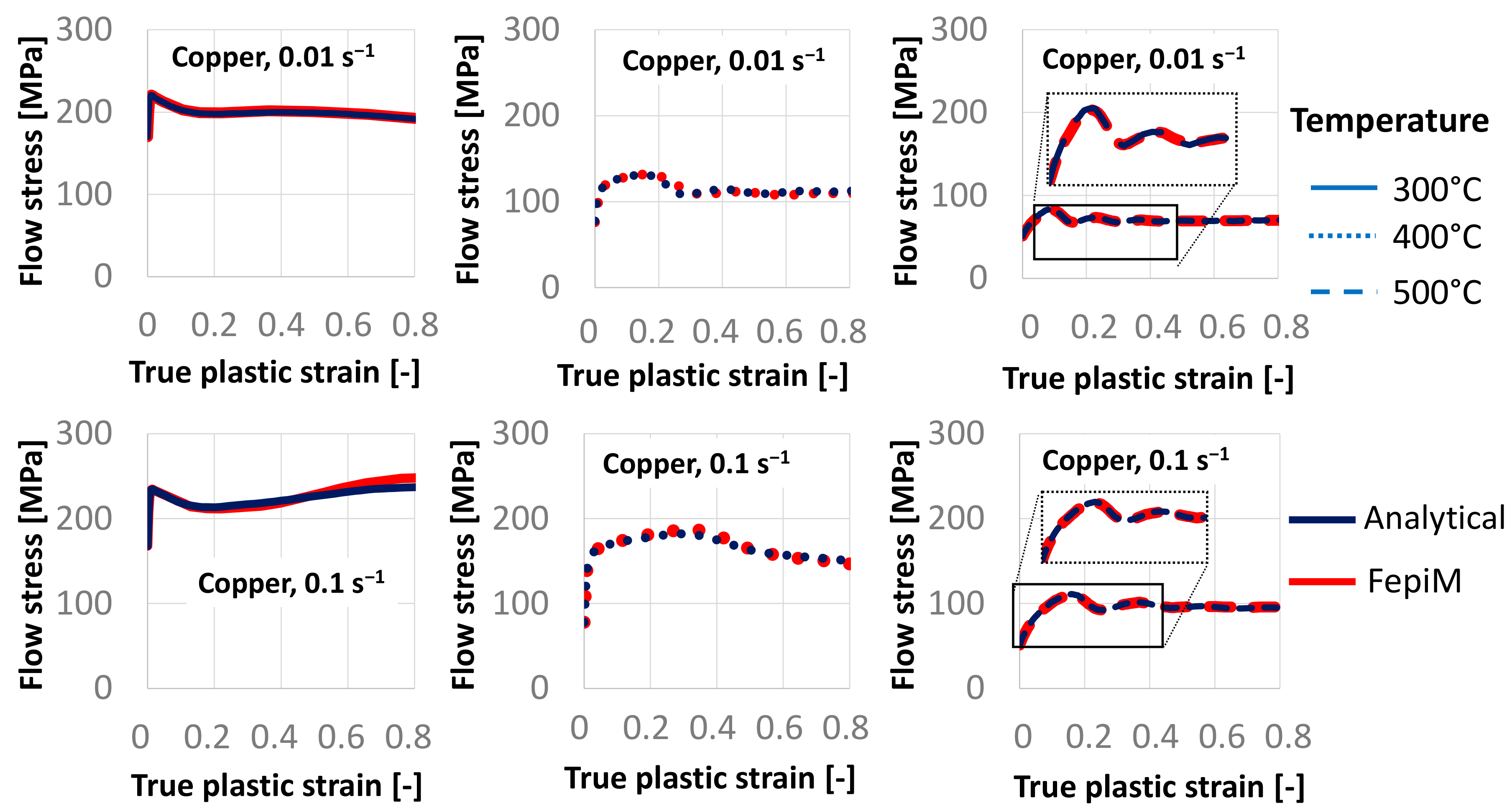
4.3. FepiM Flow Curves for Copper
5. Discussion
6. Conclusions and Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| DIC | Digital Image Correlation |
| DRX | Dynamic Recrystallization |
| EP | Evaluation Point |
| FD | Force Displacement |
| FE | Finite Element |
| FepiM | Flow curve determination through explicit piecewise inverse modeling |
| IFD | Inverse FE procedure based on DIC |
| IHC | Interfacial Heat transfer Coefficient |
| T | Temperature |
| Flow stress | |
| Plastic strain | |
| Strain rate |
References
- Dieter, G.E. Bulk Workability Testing: Chapter 4. In Handbook of Workability and Process Design; Dieter, G.E., Kuhn, H.A., Semiatin, S.L., Eds.; ASM: Novelty, OH, USA, 2003; pp. 47–56. ISBN 0-87170-778-0. [Google Scholar]
- Goetz, R.L.; Semiatin, S.L. The Adiabatic Correction Factor for Deformation Heating during the Uniaxial Compression Test. J. Mater. Eng. Perform. 2001, 10, 710–717. [Google Scholar] [CrossRef]
- Poehlandt, K. Materials Testing for the Metal Forming Industry; Springer: Berlin/Heidelberg, Germany, 1989; ISBN 0-387-50651-9. [Google Scholar]
- Khoddam, S.; Hodgson, P.D. Conversion of the hot torsion test results into flow curve with multiple regimes of hardening. J. Mater. Process. Technol. 2004, 153–154, 839–845. [Google Scholar] [CrossRef]
- Tu, S.; Ren, X.; He, J.; Zhang, Z. Stress–strain curves of metallic materials and post-necking strain hardening characterization: A review. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 3–19. [Google Scholar] [CrossRef]
- Rastegaev, M.V. Neue Methoden der homogenen Stauchung von Proben zur Bestimmung der Fließspannung und des Koeffizienten der inneren Reibung. Zavod. Lab. 1940, 3, 354–355. [Google Scholar]
- Zhao, D. Testing for Deformation Modeling. In Mechanical Testing and Evaluation: ASM Handbook; Kuhn, H.A., Medlin, D., Eds.; ASM International: Russell Township, OH, USA, 2000; pp. 798–810. ISBN 978-0-87170-389-7. [Google Scholar]
- Smith, M. ABAQUS/Standard User’s Manual, Version 6.9; Dassault Systemes Simulia Corp: Providence, RI, USA, 2009. [Google Scholar]
- Lohmar, J.; Bambach, M. Influence of Different Interpolation Techniques on the Determination of the Critical Conditions for the Onset of Dynamic Recrystallisation. Mater. Sci. Forum 2013, 762, 331–336. [Google Scholar] [CrossRef]
- Kopp, R.; Luce, R.; Leisten, B.; Wolske, M.; Tschirnich, M.; Rehrmann, T.; Volles, R. Flow stress measuring by use of cylindrical compression test and special application to metal forming processes. Steel Res. 2001, 72, 394–401. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of steel flow stresses at high temperatures and strain rates. Metallurg. Mater. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Xiong, W.; Lohmar, J.; Bambach, M.; Hirt, G. A new method to determine isothermal flow curves for integrated process and microstructural simulation in metal forming. Int. J. Mater. Form. 2015, 8, 59–66. [Google Scholar] [CrossRef]
- Solhjoo, S.; Khoddam, S. Evaluation of barreling and friction in uniaxial compression test: A kinematic analysis. Int. J. Mech. Sci. 2019, 156, 486–493. [Google Scholar] [CrossRef]
- Forestier, R.; Massoni, E.; Chastel, Y. Estimation of constitutive parameters using an inverse method coupled to a 3D finite element software. J. Mater. Eng. Perform. 2002, 125–126, 594–601. [Google Scholar] [CrossRef]
- Cao, J.; Li, F.; Ma, W.; Li, D.; Wang, K.; Ren, J.; Nie, H.; Dang, W. Constitutive equation for describing true stress–strain curves over a large range of strains. Philos. Mag. Lett. 2020, 100, 476–485. [Google Scholar] [CrossRef]
- Kamaya, M.; Kawakubo, M. A procedure for determining the true stress–strain curve over a large range of strains using digital image correlation and finite element analysis. Mech. Mater. 2011, 43, 243–253. [Google Scholar] [CrossRef]
- Zhao, K.; Wang, L.; Chang, Y.; Yan, J. Identification of post-necking stress–strain curve for sheet metals by inverse method. Mech. Mater. 2016, 92, 107–118. [Google Scholar] [CrossRef]
- Vuppala, A.; Krämer, A.; Braun, A.; Lohmar, J.; Hirt, G. A New Inverse Explicit Flow Curve Determination Method for Compression Tests. Procedia Manuf. 2020, 47, 824–830. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vuppala, A.; Krämer, A.; Lohmar, J.; Hirt, G. FepiM: A Novel Inverse Piecewise Method to Determine Isothermal Flow Curves for Hot Working. Metals 2021, 11, 602. https://doi.org/10.3390/met11040602
Vuppala A, Krämer A, Lohmar J, Hirt G. FepiM: A Novel Inverse Piecewise Method to Determine Isothermal Flow Curves for Hot Working. Metals. 2021; 11(4):602. https://doi.org/10.3390/met11040602
Chicago/Turabian StyleVuppala, Aditya, Alexander Krämer, Johannes Lohmar, and Gerhard Hirt. 2021. "FepiM: A Novel Inverse Piecewise Method to Determine Isothermal Flow Curves for Hot Working" Metals 11, no. 4: 602. https://doi.org/10.3390/met11040602
APA StyleVuppala, A., Krämer, A., Lohmar, J., & Hirt, G. (2021). FepiM: A Novel Inverse Piecewise Method to Determine Isothermal Flow Curves for Hot Working. Metals, 11(4), 602. https://doi.org/10.3390/met11040602