
Superplasticity at Intermediate Temperatures of ZK60 Magnesium Alloy Processed by Indirect Extrusion


Abstract
:1. Introduction
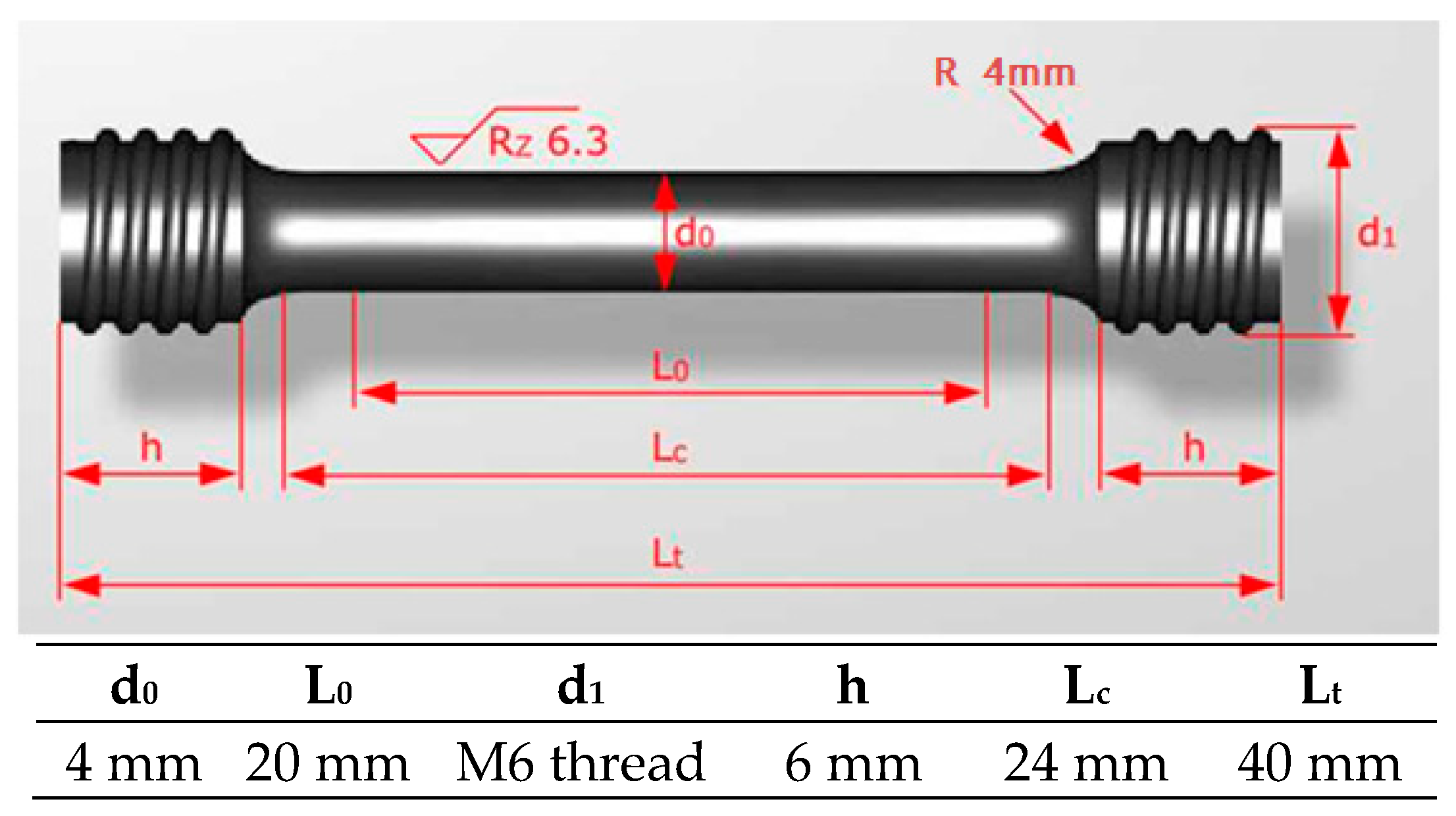
2. Materials and Methods
3. Results and Discussion
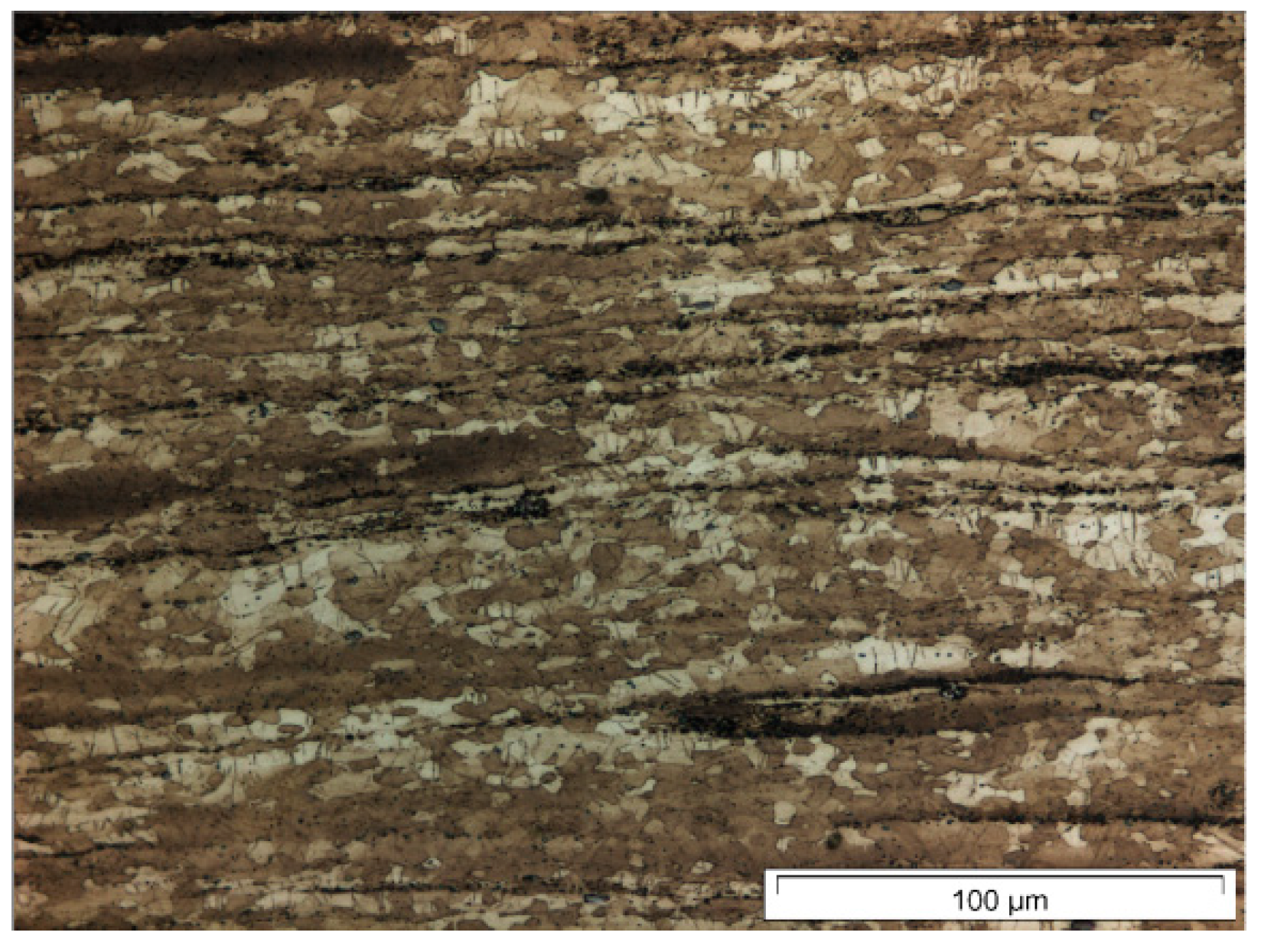
3.1. Initial Microstructure and Global Texture
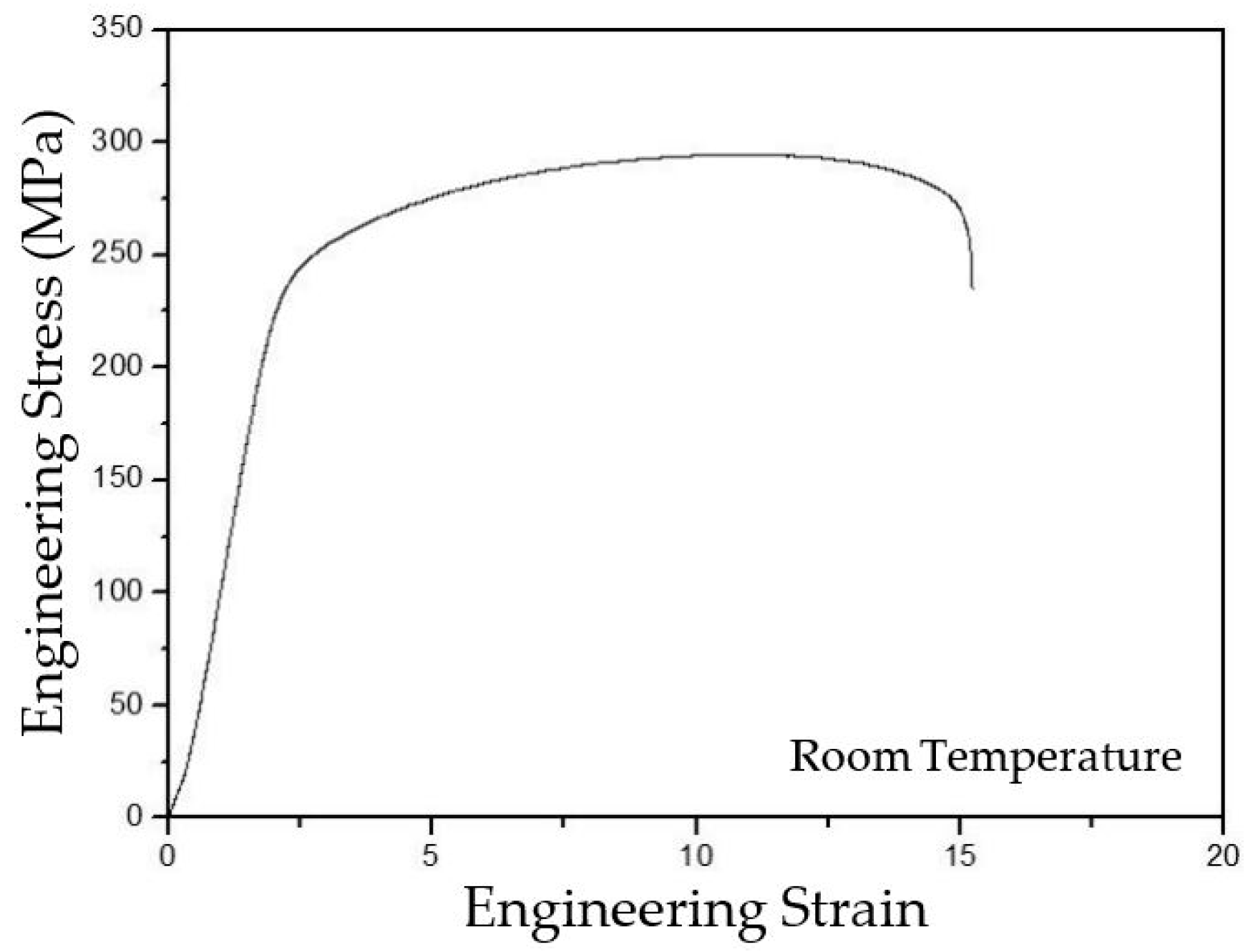
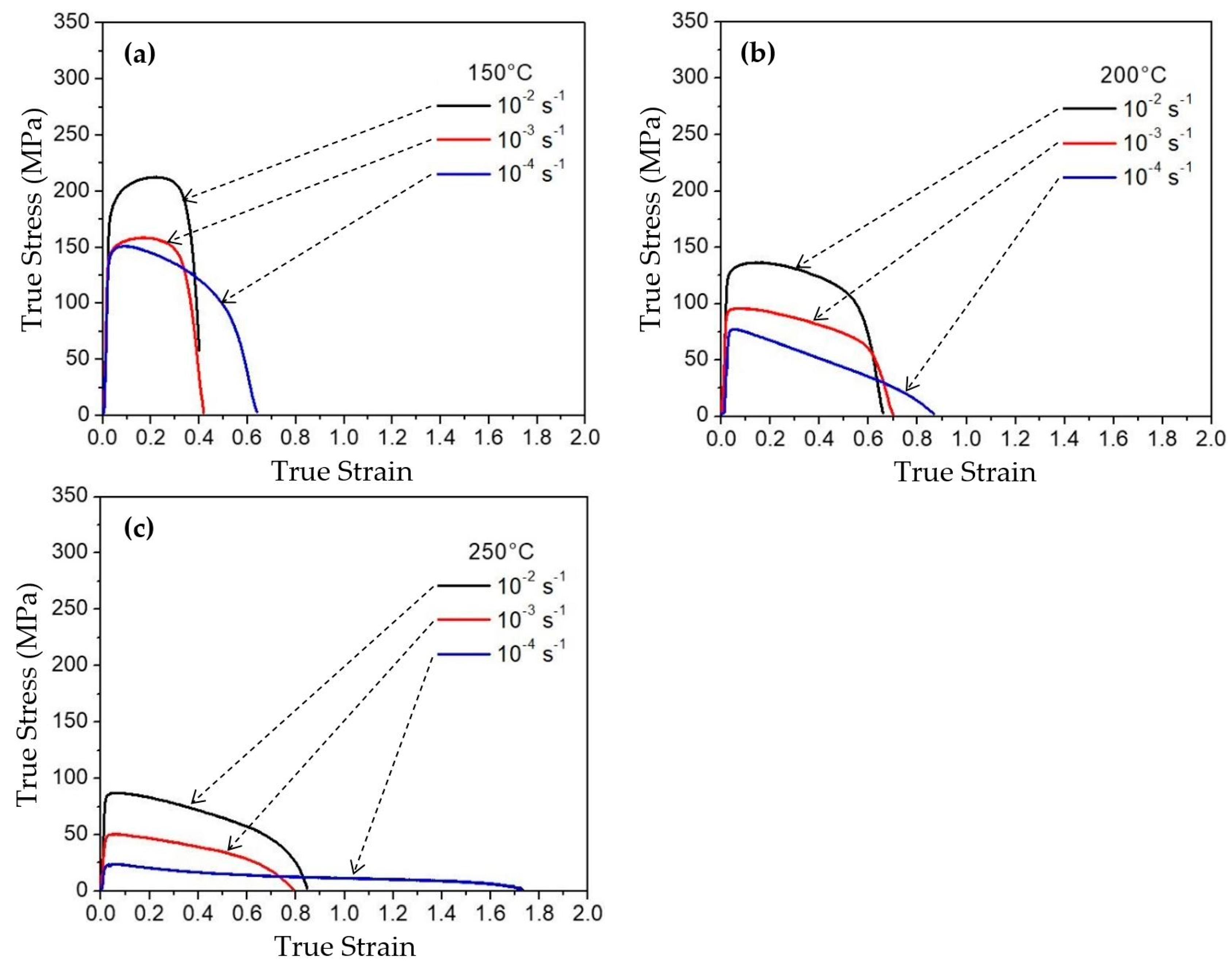
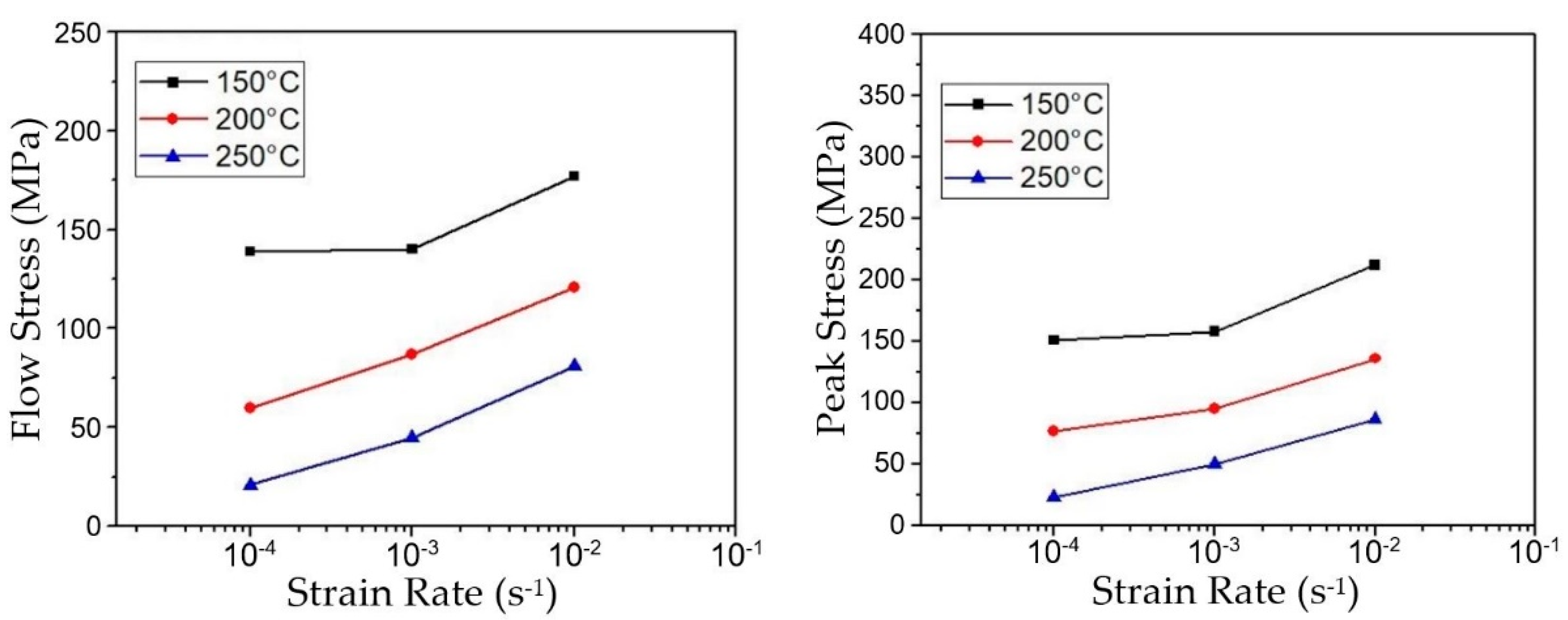
3.2. Ductility
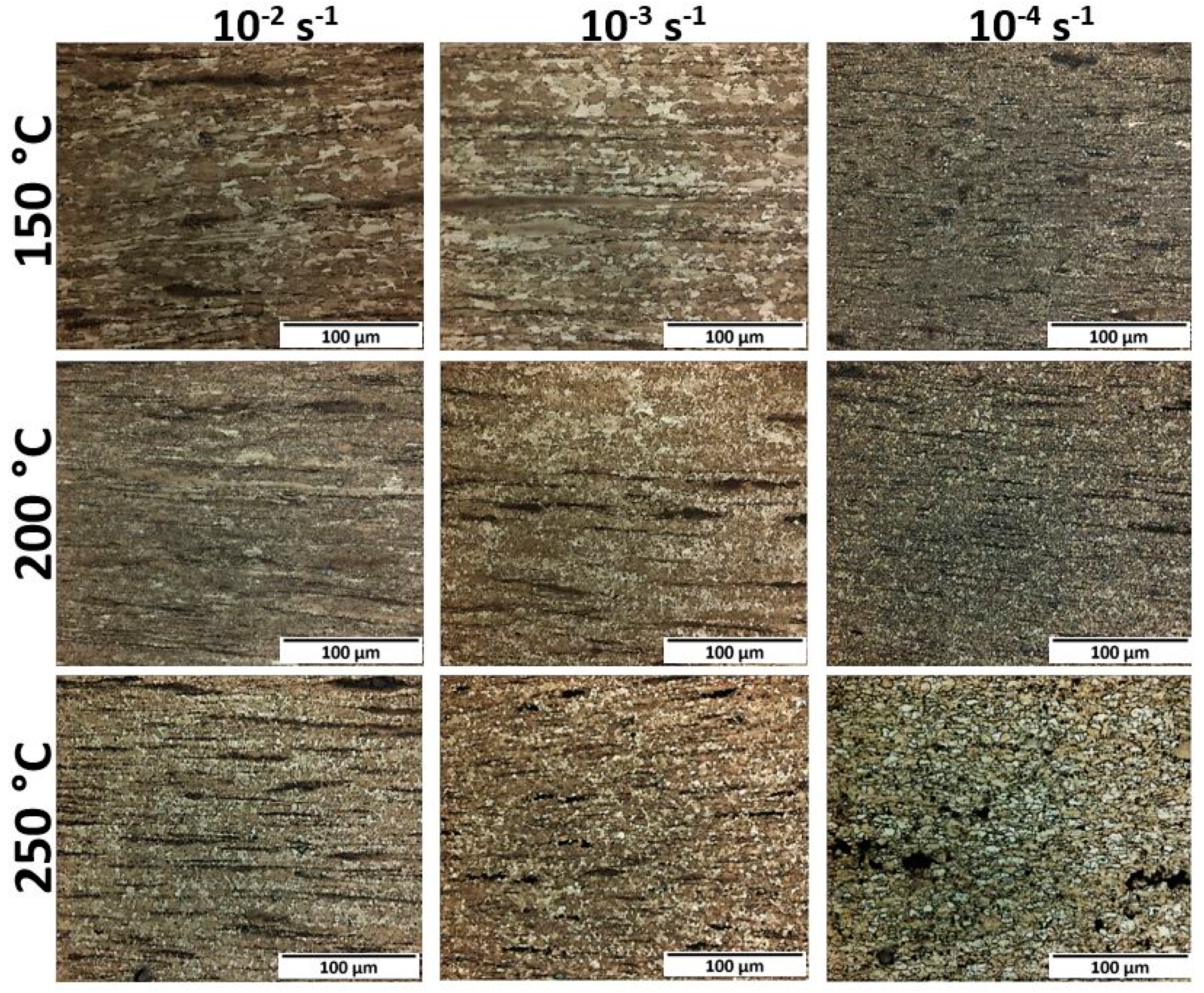
3.3. Microstructure after Deformation
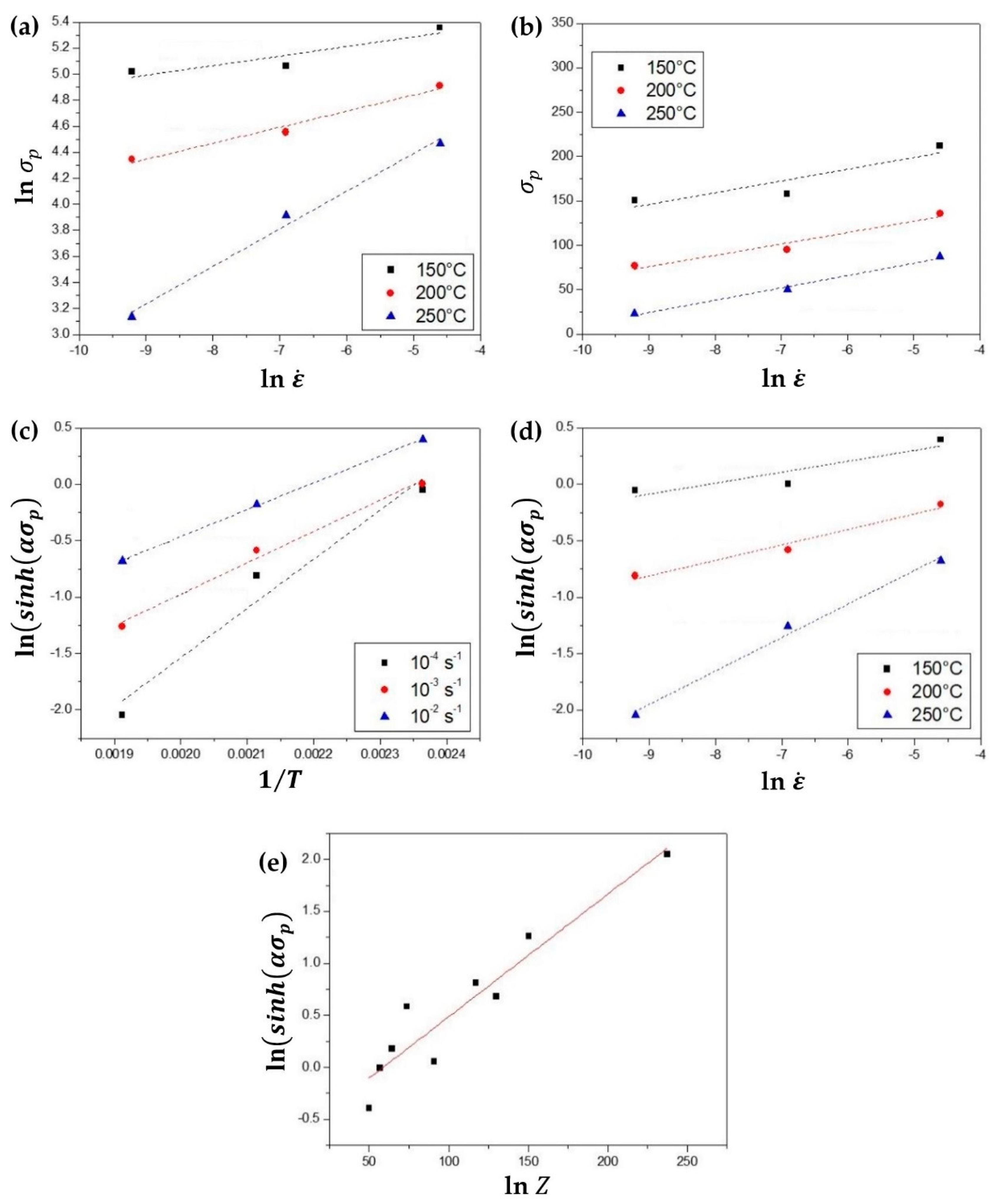
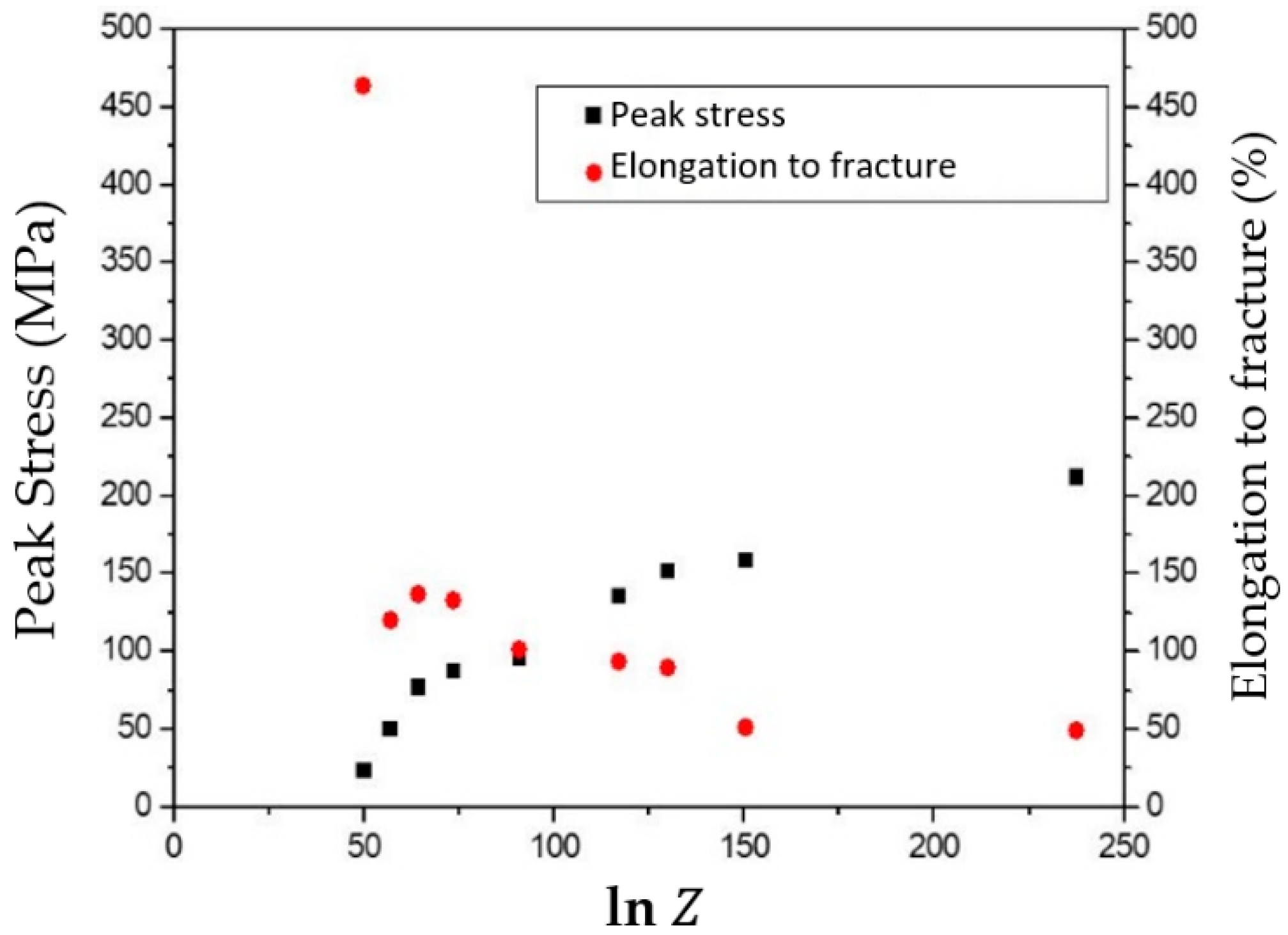
3.4. Zener–Hollomon Parameter
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zheng, M.; Wu, K.; Liang, M.; Kamado, S.; Kojima, Y. The effect of thermal exposure on the interface and mechanical properties of Al18B4O33w/AZ91 magnesium matrix composite. Mater. Sci. Eng. A 2004, 372, 66–74. [Google Scholar] [CrossRef]
- Panicker, R.; Chokshi, A.; Mishra, R.; Verma, R.; Krajewski, P. Microstructural evolution and grain boundary sliding in a superplastic magnesium AZ31 alloy. Acta Mater. 2009, 57, 3683–3693. [Google Scholar] [CrossRef]
- Kim, W.-J.; Chung, S.; Chung, C.; Kum, D. Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures. Acta Mater. 2001, 49, 3337–3345. [Google Scholar] [CrossRef]
- Kim, W.J.; Park, J.D.; Yoon, U.S. Superplasticity and superplastic forming of Mg–Al–Zn alloy sheets fabricated by strip cast-ing method. J. Alloys Compd. 2008, 464, 197–204. [Google Scholar] [CrossRef]
- Watanabe, H.; Fukusumi, M. Mechanical properties and texture of a superplastically deformed AZ31 magnesium alloy. Mater. Sci. Eng. A 2008, 477, 153–161. [Google Scholar] [CrossRef]
- Watanabe, H.; Fukusumi, M.; Somekawa, H.; Mukai, T. Texture and mechanical properties of superplastically deformed magnesium alloy rod. Mater. Sci. Eng. A 2010, 527, 6350–6358. [Google Scholar] [CrossRef]
- Raghavan, K.S. Superplasticity. Bull. Mater. Sci. 1984, 6, 689–698. [Google Scholar] [CrossRef] [Green Version]
- Padmanabhan, K.A.; Vasin, R.A.; Enikeev, F.U. Superplastic Flow, Phenomenology and Mechanics, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Zhou, H.; Ye, B.; Wang, Q.; Guo, W. Uniform fine microstructure and random texture of Mg–9.8Gd–2.7Y–0.4Zr magnesium alloy processed by repeated-upsetting deformation. Mater. Lett. 2012, 83, 175–178. [Google Scholar] [CrossRef]
- Valive, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Yu, Y.; Kuang, S.; Chu, D.; Zhou, H.; Li, J.; Li, C. Microstructure and Low-Temperature Superplasticity of Fine-Grain ZK60 Magnesium Alloy Produced by Equal-Channel Angular Pressing. Met. Microstruct. Anal. 2015, 4, 518–524. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on micro-structure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- Zhanga, T.; Cuia, H.; Cuia, X.; Chenb, H.; Zhaoc, E.; Changd, L.; Pana, Y.; Fenga, R.; Zhaie, S.; Chai, S. Effect of addition of small amounts of samariumon microstructural evolution and mechanical properties enhancement of an as-extruded ZK60 magnesium alloy sheet. J. Mater. Res. Technol. 2020, 9, 133–141. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Dean, T.A.; Wang, L. Feasibility studies of a novel extrusion process for curved profiles: Experimentation and modelling. Int. J. Mach. Tools Manuf. 2018, 126, 27–43. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Kim, B.; Baek, S.; Lee, J.; Park, S. Enhanced strength and plasticity of Mg–6Zn–0.5Zr alloy by low-temperature indirect extru-sion. J. Alloys Compd. 2017, 706, 56–62. [Google Scholar] [CrossRef]
- Shahzad, M.; Wagner, L. Microstructure development during extrusion in a wrought Mg–Zn–Zr alloy. Scr. Mater. 2009, 60, 536–538. [Google Scholar] [CrossRef]
- Sillekens, W.H.; Letzig, D. The MAGFORGE Project: European Community research on forging of magnesium alloys. In Proceedings of the 7th International Conference on Magnesium Alloys and their Applications, Dresden, Germany, 6–9 November 2006. [Google Scholar]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology, Metallurgy, Design Data, Applications; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Jiang, M.; Xu, C.; Nakata, T.; Yan, H.; Chen, R.; Kamado, S. Rare earth texture and improved ductility in a Mg-Zn-Gd alloy after high-speed extrusion. Mater. Sci. Eng. A 2016, 667, 233–239. [Google Scholar] [CrossRef]
- Luo, A.A.; Mishra, R.K.; Sachdev, A.K. High-ductility magnesium–zinc–cerium extrusion alloys. Scr. Mater. 2011, 64, 410–413. [Google Scholar] [CrossRef]
- Cano-Castillo, G.; Victoria-Hernández, J.; Bohlen, J.; Letzig, D.; Kainer, K.U. Effect of Ca and Nd on the microstructural development during dynamic and static recrystallization of indirectly extruded Mg–Zn based alloys. Mater. Sci. Eng. A 2020, 793, 139527. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, M.J.; Wang, J.Y. Superplastic behavior of a fine-grained ZK60 magnesium alloy processed by high-ratio dif-ferential speed rolling. Mater. Sci. Eng. A 2009, 527, 322–327. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Ishikawa, K.; Higashi, K. Low temperature superplasticity of a fine-grained ZK60 magnesium alloy processed by equal-channel-angular extrusion. Scr. Mater. 2002, 46, 851–856. [Google Scholar] [CrossRef]
- Liu, J.; Cui, Z.; Li, C. Modelling of flow stress characterizing dynamic recrystallization for magnesium alloy AZ31B. Comput. Mater. Sci. 2008, 41, 375–382. [Google Scholar] [CrossRef]
- McQueen, H.; Ryan, N. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Sherby, O.D.; Wadsworth, J. Superplasticity—Recent advances and future directions. Prog. Mater. Sci. 1989, 33, 169–221. [Google Scholar] [CrossRef]
- Olguín-González, M.; Hernández-Silva, D.; García-Bernal, M.; Sauce-Rangel, V. Hot deformation behavior of hot-rolled AZ31 and AZ61 magnesium alloys. Mater. Sci. Eng. A 2014, 597, 82–88. [Google Scholar] [CrossRef]
- Edington, J.W.; Melton, K.N.; Cutler, C.P. Superplasicity. Prog. Mater. Sci. 1976, 21, 61–170. [Google Scholar] [CrossRef]
- Bussiba, A.; Ben Artzy, A.; Shtechman, S.; Ifergan, M. Kupiec. Grain refinement of AZ31 and ZK60 Mg alloys — towards superplasticity studies. Mater. Sci. Eng. A. 2001, 302, 56–62. [Google Scholar] [CrossRef]
- Victoria-Hernández, J.; Yi, S.; Letzig, D.; Hernández, D.; Bohlen, J. Microstructure and texture development Mg-Al-Zn alloys during tensile testing at intermediate temperatures. Acta Mater. 2013, 61, 2179–2193. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Zn | Zr |
|---|---|---|---|
| ZK60 | 94.55 | 5.00 | 0.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palacios-Trujillo, C.; Victoria-Hernández, J.; Hernández-Silva, D.; Letzig, D.; García-Bernal, M.A. Superplasticity at Intermediate Temperatures of ZK60 Magnesium Alloy Processed by Indirect Extrusion. Metals 2021, 11, 606. https://doi.org/10.3390/met11040606
Palacios-Trujillo C, Victoria-Hernández J, Hernández-Silva D, Letzig D, García-Bernal MA. Superplasticity at Intermediate Temperatures of ZK60 Magnesium Alloy Processed by Indirect Extrusion. Metals. 2021; 11(4):606. https://doi.org/10.3390/met11040606
Chicago/Turabian StylePalacios-Trujillo, César, José Victoria-Hernández, David Hernández-Silva, Dietmar Letzig, and Marco A. García-Bernal. 2021. "Superplasticity at Intermediate Temperatures of ZK60 Magnesium Alloy Processed by Indirect Extrusion" Metals 11, no. 4: 606. https://doi.org/10.3390/met11040606
APA StylePalacios-Trujillo, C., Victoria-Hernández, J., Hernández-Silva, D., Letzig, D., & García-Bernal, M. A. (2021). Superplasticity at Intermediate Temperatures of ZK60 Magnesium Alloy Processed by Indirect Extrusion. Metals, 11(4), 606. https://doi.org/10.3390/met11040606