
Effect of Pre-Stretching on Residual Stresses and Microstructures of Inconel 718 Superalloy

Abstract
:1. Introduction
2. Basic Hypothesis
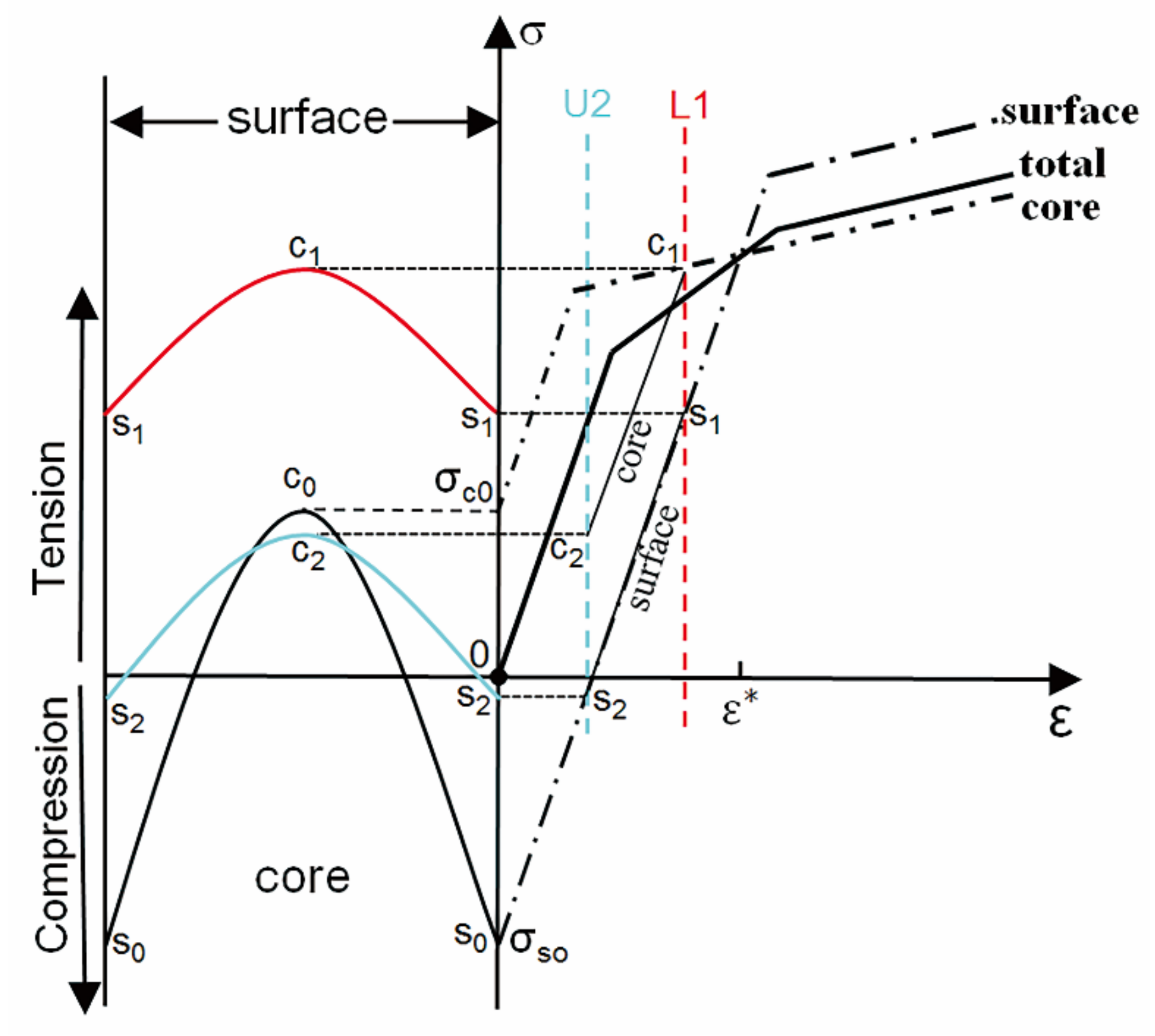
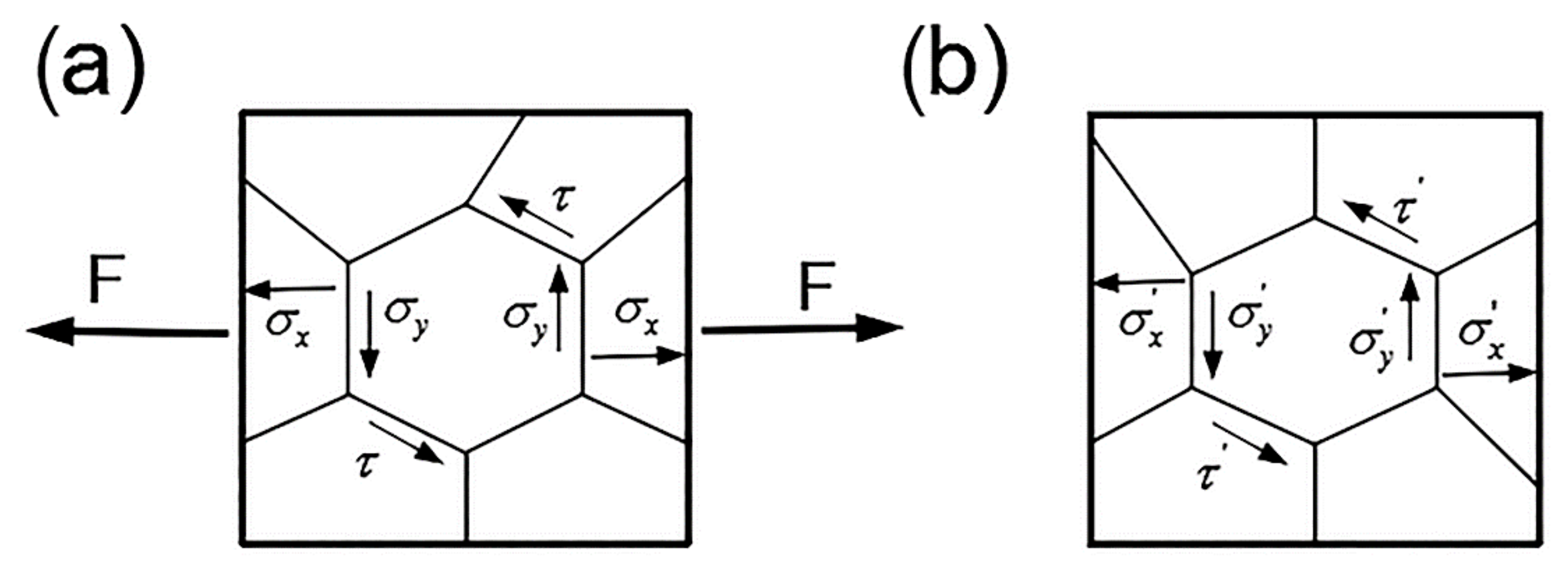
2.1. General Mechanical Model of the Stretching Process
2.2. Simplified Mechanical Model of the Stretching Process
3. Materials and Methods
3.1. Material and Experimental Procedure
3.2. Pre-Stretching and Tensile Test
3.3. Residual Stress Test
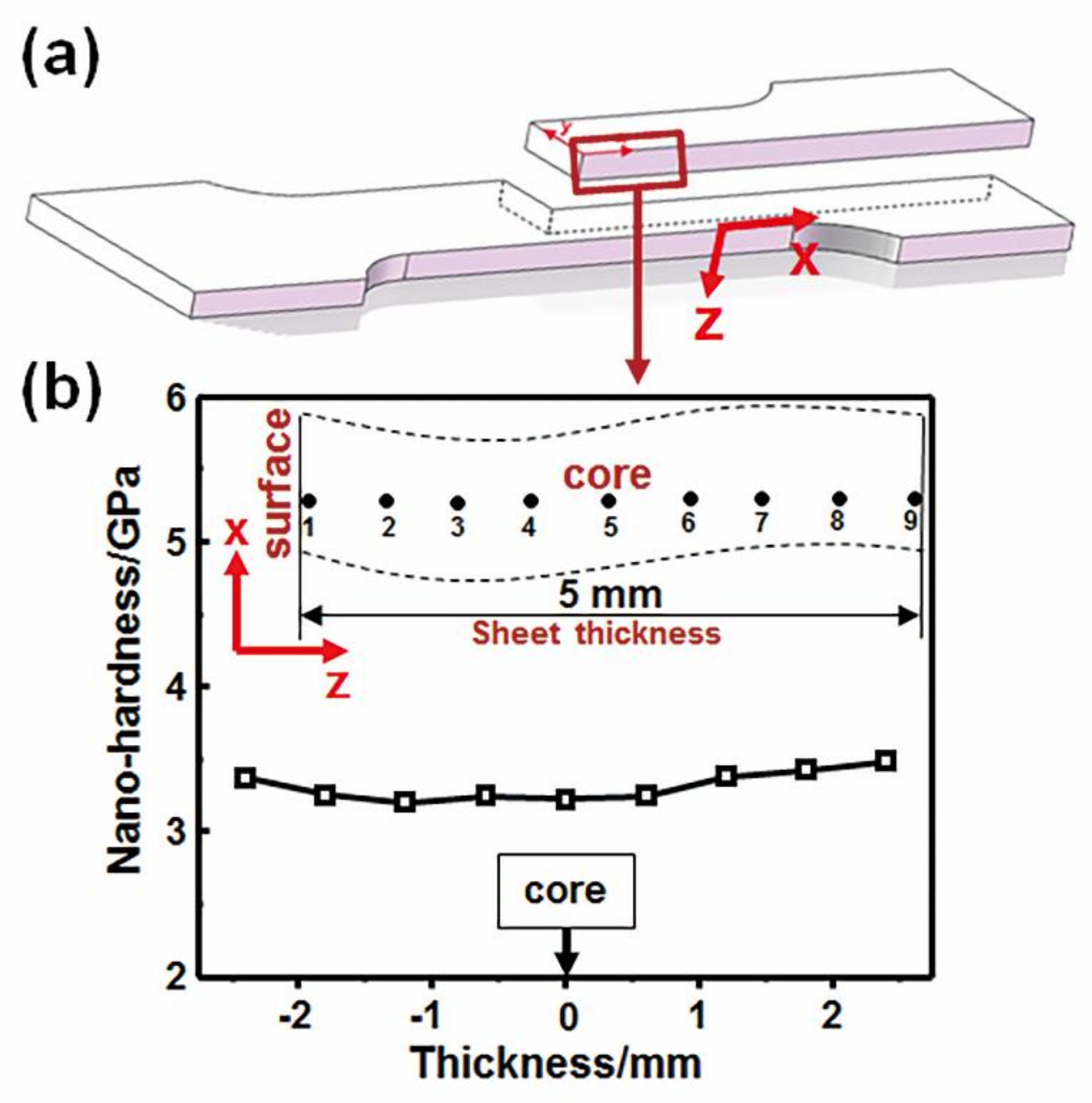
3.4. Nano-Hardness Test
3.5. Microstructure Characterization
4. Results
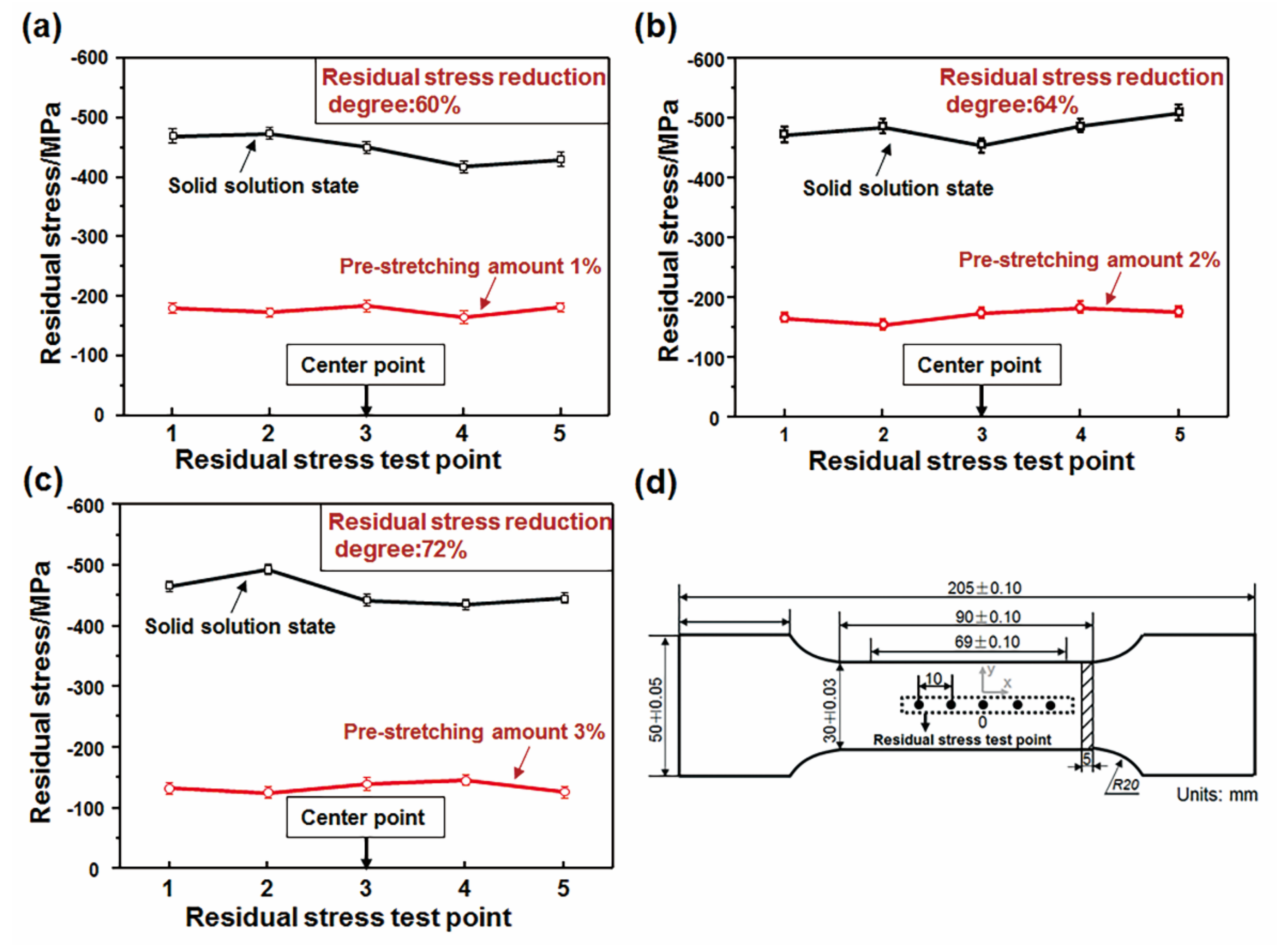
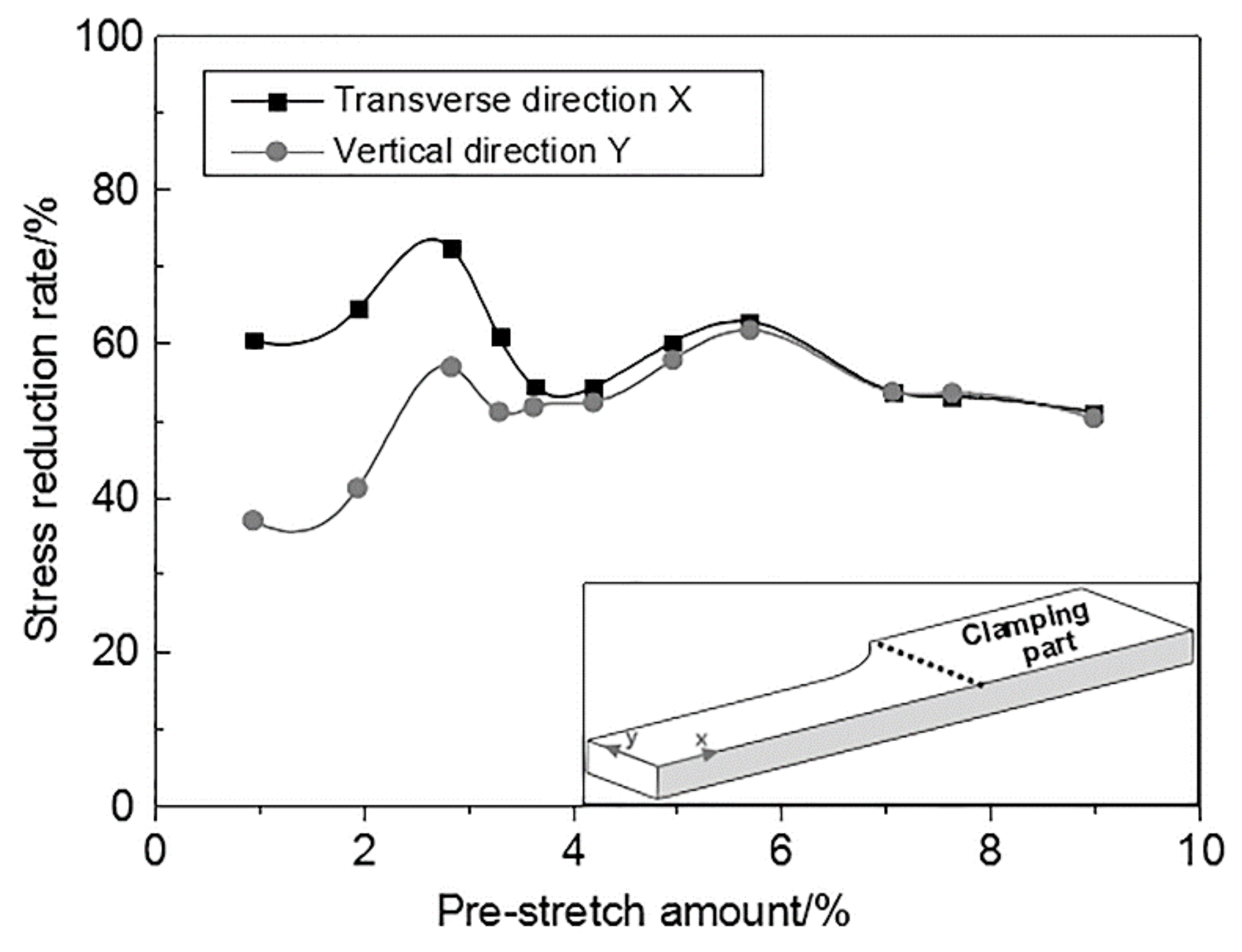
4.1. Residual Stress
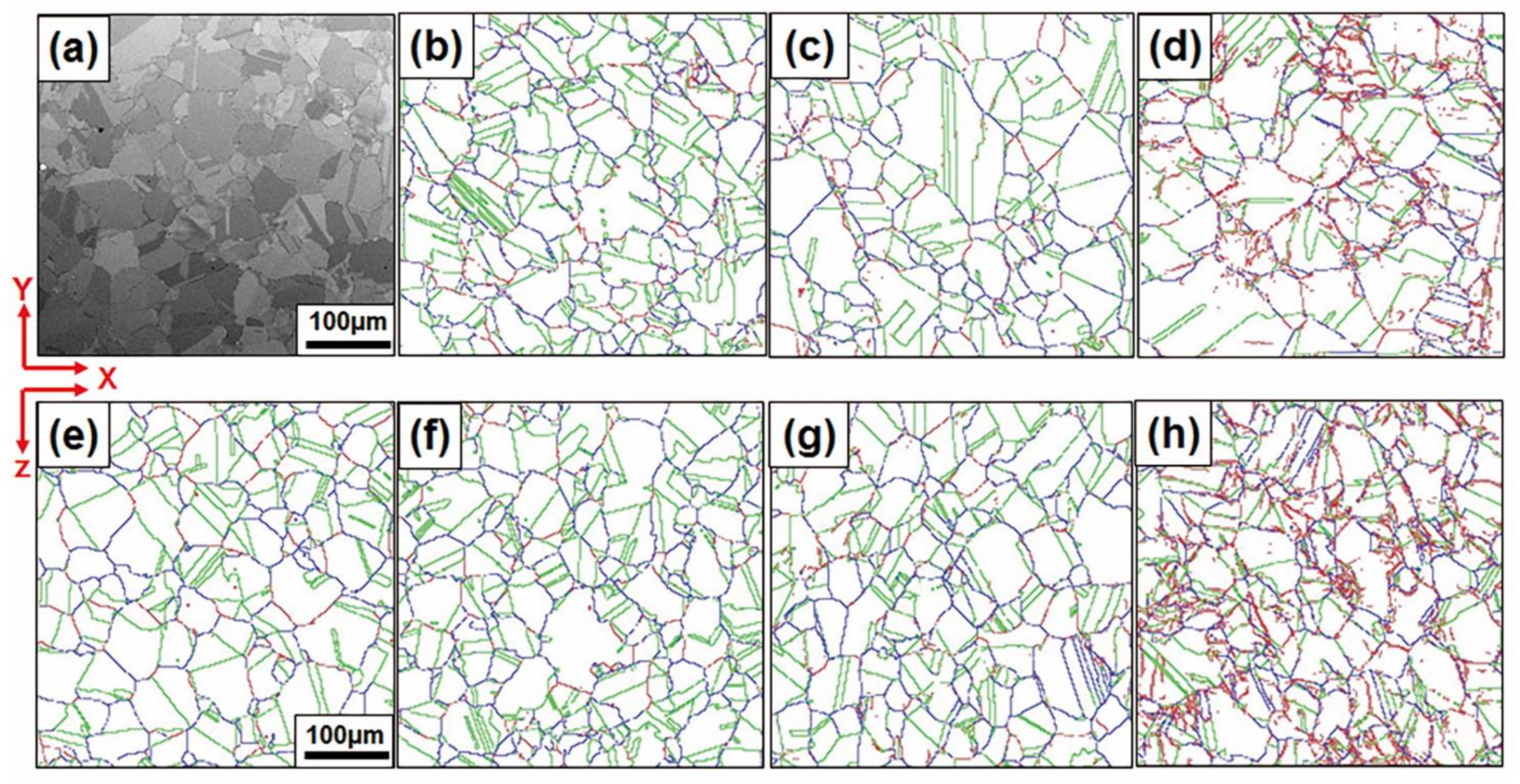
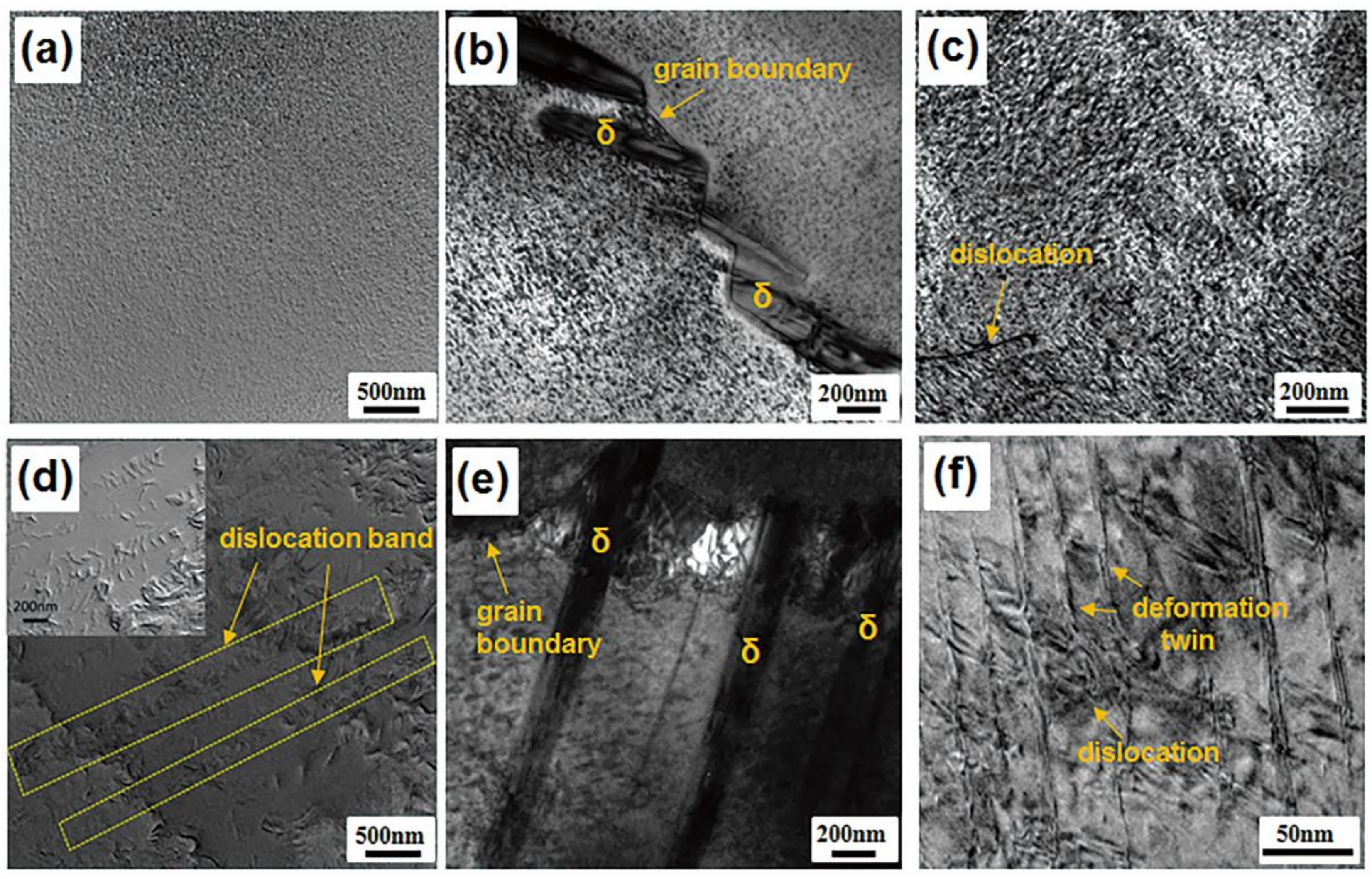
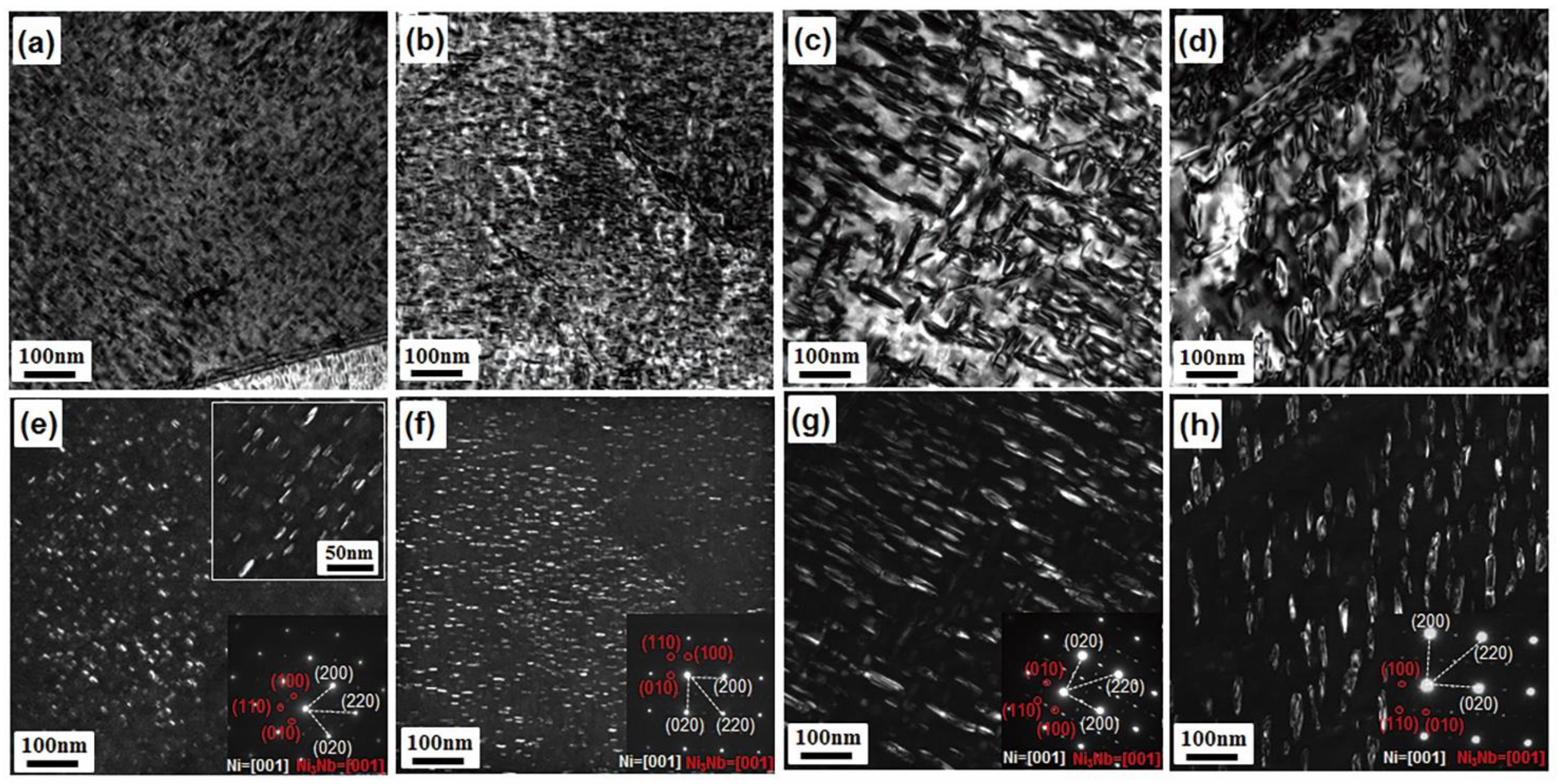
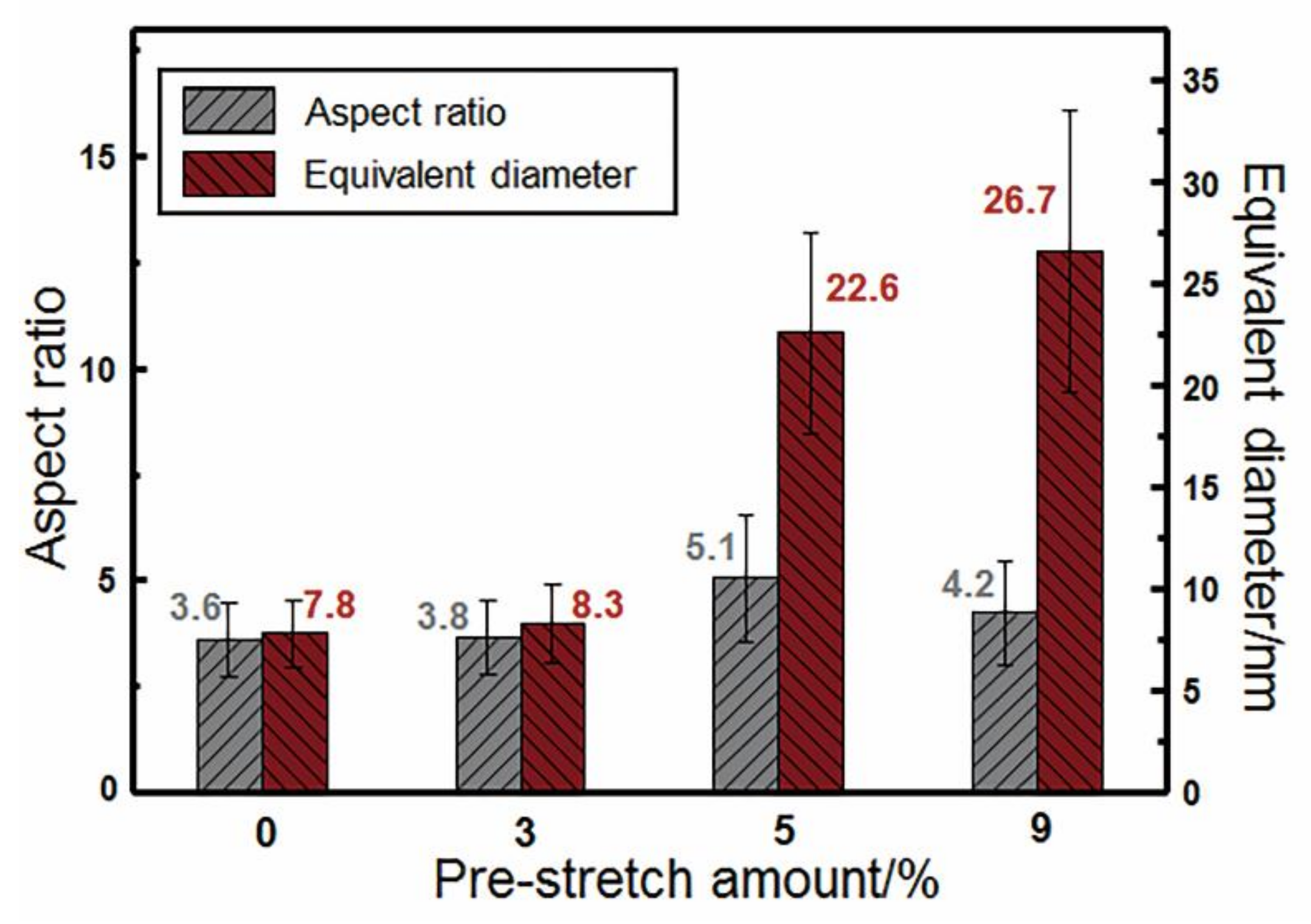
4.2. Microstructure
4.3. Mechanical Properties
5. Discussion
5.1. Effect of Pre-Stretching on Residual Stress
5.2. Effect of Pre-Stretching on Microstructure
5.2.1. Effect of Pre-Stretching on Grain Boundaries
5.2.2. Effect of Pre-Stretching on Precipitation Phase
6. Conclusions
- (1)
- With the increase in the level of pre-stretching, the reduction fraction of residual stress in IN718 alloy increased firstly followed by a decreasing trend. The maximum reduction of 72% was obtained under the condition of 3% pre-stretching level.
- (2)
- The strength of the alloy increases monotonically with the increase in the level of pre-stretching. No obvious changes in the product of strength and elongation of the IN718 alloy were observed when the pre-stretch level was lower than 3%. However, when the pre-stretch level was further increased to 9%, the product of strength and elongation of the alloy decreased significantly to 21.5 GPa%, which is a reduction of almost 17.3%.
- (3)
- After pre-stretching, the content of Σ3 twin boundaries in the IN718 alloy decreased significantly, while that of low-angle grain boundaries increased to a certain extent. In addition, when the pre-stretch level was further increased to 9%, the density of dislocation was increased and coarse rod-shaped precipitates were formed, resulting in a rise of strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cozar, R.; Pineau, A. Morphology of γ′ and γ″ precipitates and thermal stability of Inconel 718 type alloys. Metall. Trans. 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Sharma, A.D.; Sharma, A.K.; Thakur, N. Crystallographic, microstructure and mechanical characteristics of dynamically processed IN718 superalloy. J. Alloys Compd. 2014, 597, 175–180. [Google Scholar] [CrossRef]
- Li, H.Y.; Song, X.P.; Wang, Y.L.; Chen, G.L. Characterization of γ′ precipitates in a nickel base superalloy quenching from aging temperature at different rates. Rare Met. 2010, 29, 204–208. [Google Scholar] [CrossRef]
- Nalawade, S.A.; Sundararaman, M.; Singh, J.B.; Verma, A.; Kishore, R. Precipitation of γ′ phase in δ-precipitated Alloy 718 during deformation at elevated temperatures. Mater. Sci. Eng. A 2010, 527, 2906–2909. [Google Scholar] [CrossRef]
- Özgün, Ö.; Özkan, G.H.; Yılmaz, R.; Fındık, F. Microstructural and mechanical characterization of injection molded 718 superalloy powders. J. Alloys Compd. 2013, 576, 140–153. [Google Scholar] [CrossRef]
- Lu, X.D.; Du, J.H.; Deng, Q. High temperature structure stability of GH4169 superalloy. Mater. Sci. Eng. A 2013, 559, 623–628. [Google Scholar] [CrossRef]
- Slama, C.; Abdellaoui, M. Structural characterization of the aged Inconel 718. J. Alloys Compd. 2000, 306, 277–284. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Wang, L.H.; Wu, Q.; Zu, Z.H.; Cheng, H. Influences of pre-precipitated δ phase on microstructures and hot compressive deformation features of a nickel-based superalloy. Vacuum 2019, 161, 242–250. [Google Scholar] [CrossRef]
- Anderson, M.; Thielin, A.L.; Bridier, F.; Bocher, P.; Savoie, J. δ Phase precipitation in Inconel 718 and associated mechanical properties. Mater. Sci. Eng. A 2017, 679, 48–55. [Google Scholar] [CrossRef]
- You, X.G.; Tan, Y.L.; Zhao, H.; You, Q.F.; Wang, Y.N.; Ye, F.; Li, J.Y. Effect of solution heat treatment on microstructure and electrochemical behavior of electron beam smelted Inconel 718 superalloy. J. Alloys Compd. 2018, 741, 792–803. [Google Scholar] [CrossRef]
- Aba-Perea, P.E.; Pirling, T.; Preuss, M. In-situ residual stress analysis during annealing treatments using neutron diffraction in combination with a novel furnace design. Mater. Des. 2016, 110, 925–931. [Google Scholar] [CrossRef]
- Wang, X.Q.; Chou, K. The effects of stress relieving heat treatment on the microstructure and residual stress of Inconel 718 fabricated by laser metal powder bed fusion additive manufacturing process. J. Manuf. Process. 2019, 48, 154–163. [Google Scholar] [CrossRef]
- Staron, P.; Cihak, U.; Clemens, H.; Stockinger, M.; Schreyerm, A. Characterization of residual stresses in IN718 turbine discs by neutron diffraction and finite element modelling. Adv. Mater. Res. 2011, 278, 102–107. [Google Scholar] [CrossRef] [Green Version]
- Dye, D.; Conlon, K.T.; Reed, R.C. Characterization and modeling of quenching-induced residual stresses in the nickel-based superalloy IN718. Metall. Mater. Trans. A 2004, 35, 1703–1713. [Google Scholar] [CrossRef]
- Hua, Y.; Liu, Z.Q. Experimental investigation of principal residual stress and fatigue performance for turned nickel-based superalloy Inconel 718. Materials 2018, 11, 879. [Google Scholar] [CrossRef] [Green Version]
- Li, H.Y.; Sun, H.L.; Bowen, P.; Knott, J.F. Effects of compressive residual stress on short fatigue crack growth in a nickel-based superalloy. Int. J. Fatigue 2018, 108, 53–61. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.B.; Zhou, H.; Zhang, R.B.; Pei, Y.M.; Fang, D.N. Measuring residual stress and its influence on properties of porous ZrO2/(ZrO2+Ni) ceramics. Mater. Sci. Eng. A 2015, 622, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Doremus, L.; Cormier, J.; Villechaise, P.; Henaff, G.; Nadot, Y.; Pierret, S. Influence of residual stresses on the fatigue crack growth from surface anomalies in a nickel-based superalloy. Mater. Sci. Eng. A 2015, 644, 234–246. [Google Scholar] [CrossRef]
- Fleury, R.M.N.; Nowell, D. Evaluating the influence of residual stresses and surface damage on fatigue life of nickel superalloys. Int. J. Fatigue 2017, 105, 27–33. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; Peng, H.; Rogge, R.; Attardo, R.; Ostiguy, P.; Neidig, J.; Billo, R.; Hoelzle, D.; Shankar, M.R. Experimental measurement of residual stress and distortion in additively manufactured stainless steel components with various dimensions. Mater. Sci. Eng. A 2017, 707, 689–700. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Thiede, T.; Nadammal, N.; Arne, K.; Manuela, K.; Christoph, G.; Christoph, H.; Giovanni, B. The influence of the support structure on residual stress and distortion in SLM Inconel 718 parts. Metall. Mater. Trans. A 2018, 49, 3038–3046. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Zhou, J.Z.; Xu, S.Q.; Sheng, J.; Huang, S.; Sun, Y.h.; Sun, Q.; Boateng, E.A. Effects of cryogenic treatment on mechanical properties and micro-structures of IN718 super-alloy. Mater. Sci. Eng. A 2017, 707, 612–619. [Google Scholar] [CrossRef]
- Bi, Z.N.; Qin, H.L.; Dong, Z.G.; Wang, X.P.; Wang, M.; Liu, Y.Q.; Zhang, J. Residual stress evolution and its mechanism during the manufacture of superalloy disk forgings. Acta Metall. Sin. 2019, 55, 1160–1174. [Google Scholar]
- Robinson, J.S.; Tanner, D.A.; Truman, C.E. 50th Anniversary article: The origin and management of residual stress in heat-treatable aluminum alloys. Strain 2014, 50, 184–207. [Google Scholar] [CrossRef]
- Hoffmeister, J.; Schulze, V.; Hessert, R.; Koenig, G. Residual stresses under quasi-static and cyclic loading in shot peened Inconel 718. Inter. J. Mater. Res. 2012, 103, 66–72. [Google Scholar] [CrossRef]
- Madariaga, A.; Esnaola, J.A.; Arrazola, P.J.; Ruiz-Hervias, J.; Muñoz, P.; Ostolaza, K. Stability of machining induced residual stresses in Inconel 718 under quasi-static loading at room temperature. Mater. Sci. Eng. A 2015, 620, 129–139. [Google Scholar] [CrossRef]
- Vöhringer, O. Relaxation of residual stresses by annealing or mechanical treatment. Pergamon Press Adv. Surf. Treat. Technol. Appl. Eff. 1987, 4, 367–396. [Google Scholar]
- Faridmehr, I. Standard Test Methods forTension Testing of Metallic Materials, E 8M-97; ASTM: West Conshohocken, PA, USA, 1997. [Google Scholar]
- Zhao, Z.Y. Metal Plastic Processing Mechanics; Metallurgical Industry Press: Beijing, China, 1987; pp. 80–160. [Google Scholar]
- Thomson, C.B.; Randle, V. “Fine tuning” at Σ3n boundaries in nickel. Acta Mater. 1997, 45, 4909–4916. [Google Scholar] [CrossRef]
- Randle, V. Grain assemblage in polycrystals. Acta Metall. Mater. 1994, 42, 1769–1784. [Google Scholar] [CrossRef]
- Kopezky, C.V.; Andreeva, A.V.; Sukhomlin, G.D. Multiple twining and specific properties of Σ=3n boundaries in f.c.c crystals. Acta Metall. Mater. 1991, 39, 1603–1615. [Google Scholar] [CrossRef]
- Kuang, W.J.; Was, G.S.; Miller, C.; Kaufman, M.; Alam, T.; Gwalani, B.; Banerjee, R. The effect of cold rolling on grain boundary structure and stress corrosion cracking susceptibility of twins in alloy 690 in simulated PWR primary water environment. Corros. Sci. 2018, 130, 126–137. [Google Scholar] [CrossRef]
- He, W.J.; Hu, R.; Wu, Y.; Yang, J.R. Mechanical properties of an aged Ni-Cr-Mo alloy and effect of long-range order phase on deformation behavior. Mater. Sci. Eng. A 2018, 731, 29–35. [Google Scholar] [CrossRef]
- Balluffi, R.W. Grain boundary diffusion mechanisms in metals. J. Electron. Mater. 1982, 21, 527–553. [Google Scholar] [CrossRef]
- Valerie, R. Twining-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar]
- Gribbin, S.; Ghorbanpour, S.; Ferreri, N.C.; Bicknell, J.; Tsukrov, I.; Knezevic, M. Role of grain structure, grain boundaries, crystallographic texture, precipitates, and porosity on fatigue behavior of Inconel 718 at room and elevated temperatures. Mater. Charact. 2019, 149, 184–197. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Rafei, M. Solidification behavior and Laves phase dissolution during homogenization heat treatment of Inconel 718 superalloy. Vacuum 2018, 154, 235–243. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.X.; Fang, F.; Wang, H.S.; Yuan, G.; Wang, G.D. Microstructure, precipitates and mechanical properties of Inconel 718 alloy produced by two-stage cold rolling method. Mater. Sci. Eng. A 2020, 793, 139860. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718. Metall. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.L.; Lu, X.F.; Lin, X. The microstructure evolution and tensile properties of Inconel 718 fabricated by high-deposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar] [CrossRef]
- Han, N.M.; Zhang, X.M.; Liu, S.D.; Ke, B.; Xin, X. Effects of pre-stretching and ageing on the strength and fracture toughness of aluminium alloy 7050. Mater. Sci. Eng. A 2011, 528, 3714–3721. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Cr | Fe | Nb | Mo | Al | C | Ti |
|---|---|---|---|---|---|---|---|---|
| (wt%) | Balanced | 18.90 | 18.60 | 5.10 | 3.06 | 0.45 | 0.04 | 0.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, J.; Yuan, W. Effect of Pre-Stretching on Residual Stresses and Microstructures of Inconel 718 Superalloy. Metals 2021, 11, 614. https://doi.org/10.3390/met11040614
Zhu J, Yuan W. Effect of Pre-Stretching on Residual Stresses and Microstructures of Inconel 718 Superalloy. Metals. 2021; 11(4):614. https://doi.org/10.3390/met11040614
Chicago/Turabian StyleZhu, Jiajia, and Wuhua Yuan. 2021. "Effect of Pre-Stretching on Residual Stresses and Microstructures of Inconel 718 Superalloy" Metals 11, no. 4: 614. https://doi.org/10.3390/met11040614