
Structure and Mechanical Properties of the 18Ni300 Maraging Steel Produced by Spark Plasma Sintering



Abstract
:1. Introduction
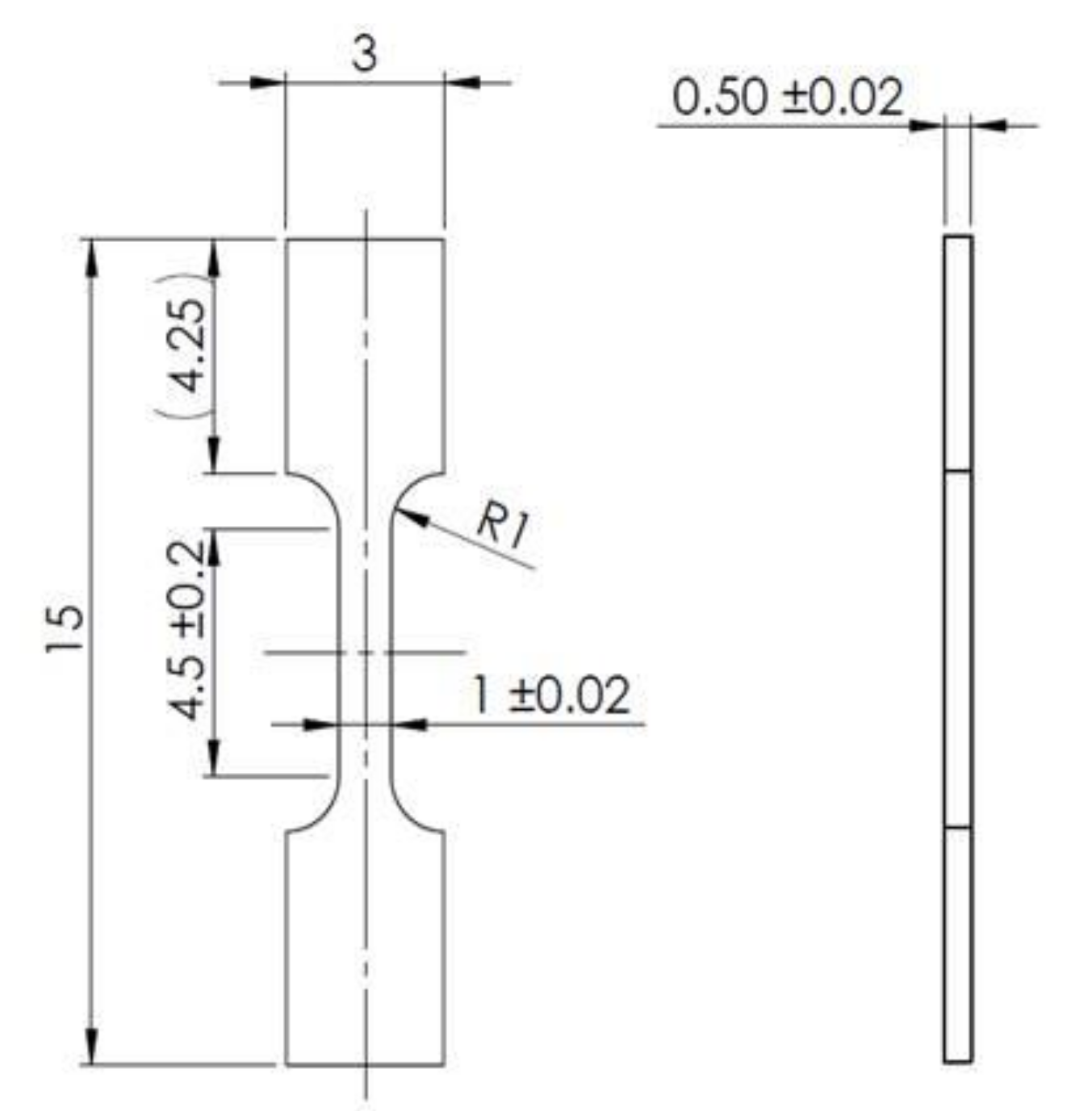
2. Materials and Methods
3. Results and Discussion
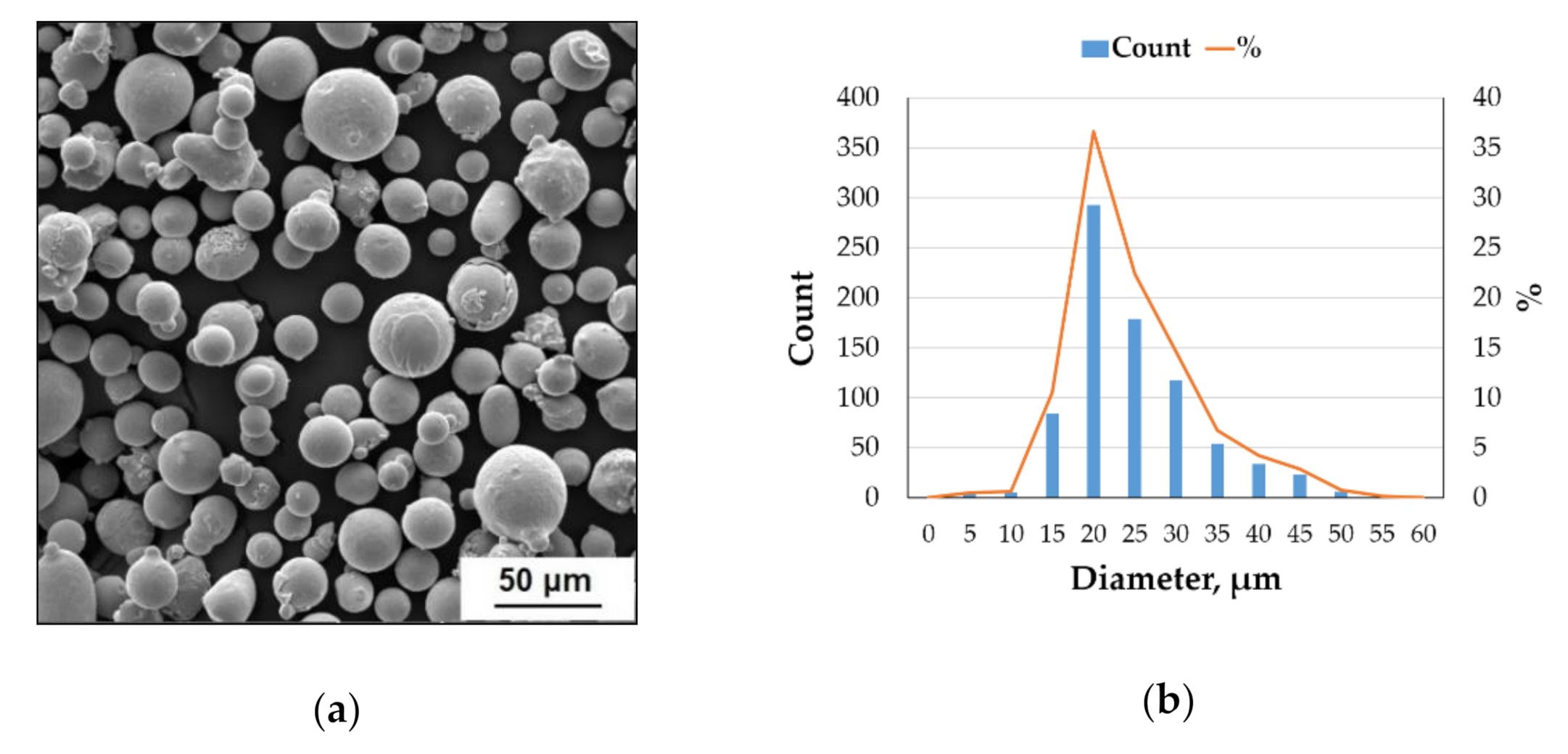
3.1. Characterization of the 18Ni300 Maraging Steel Powder
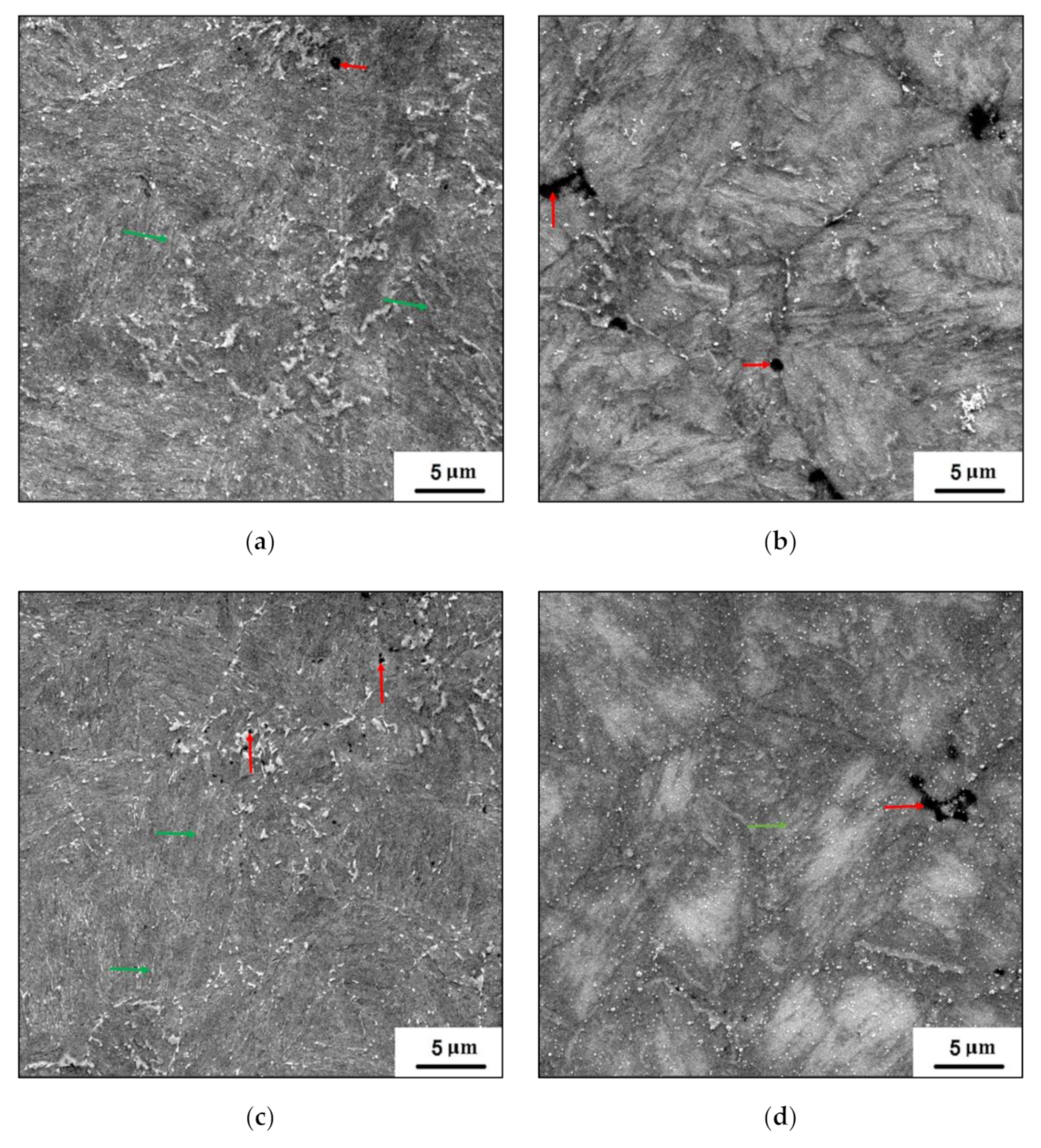
3.2. Microstructure Characterization of the Consolidated 18Ni300 Maraging Steel
3.3. Microstructure after Heat Treatment
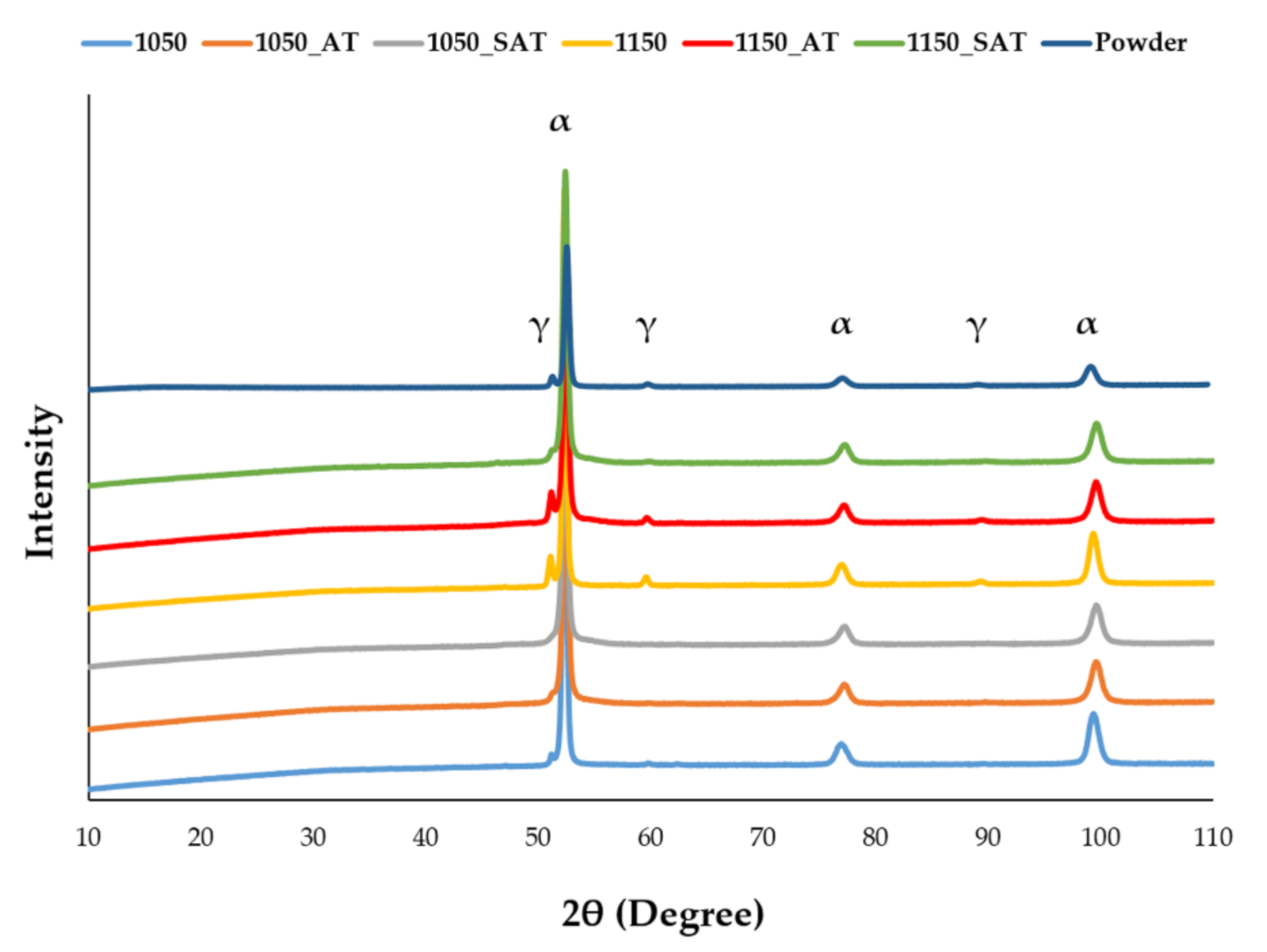
3.4. Phase Composition of the Maraging Steel
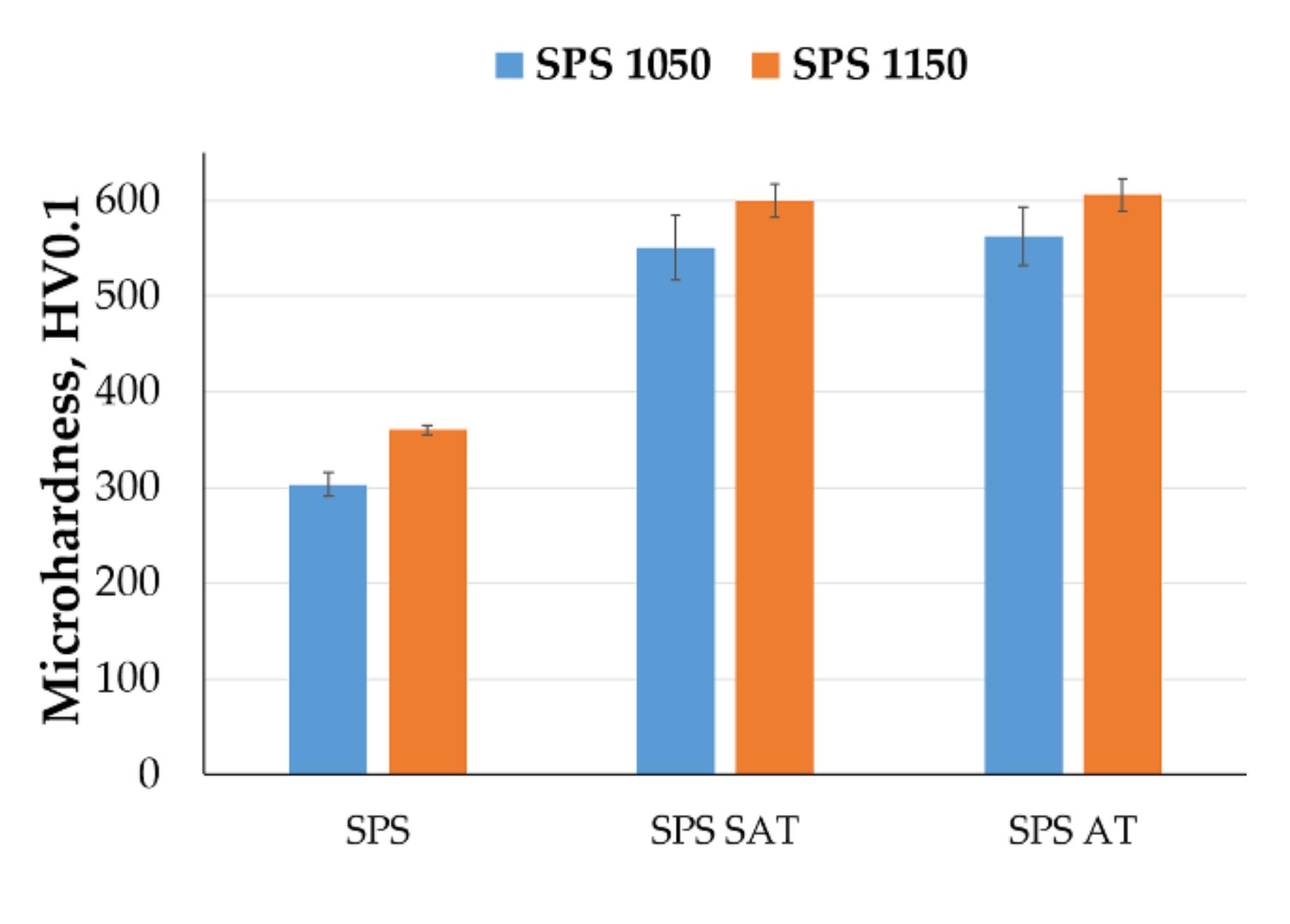
3.5. Mechanical Properties
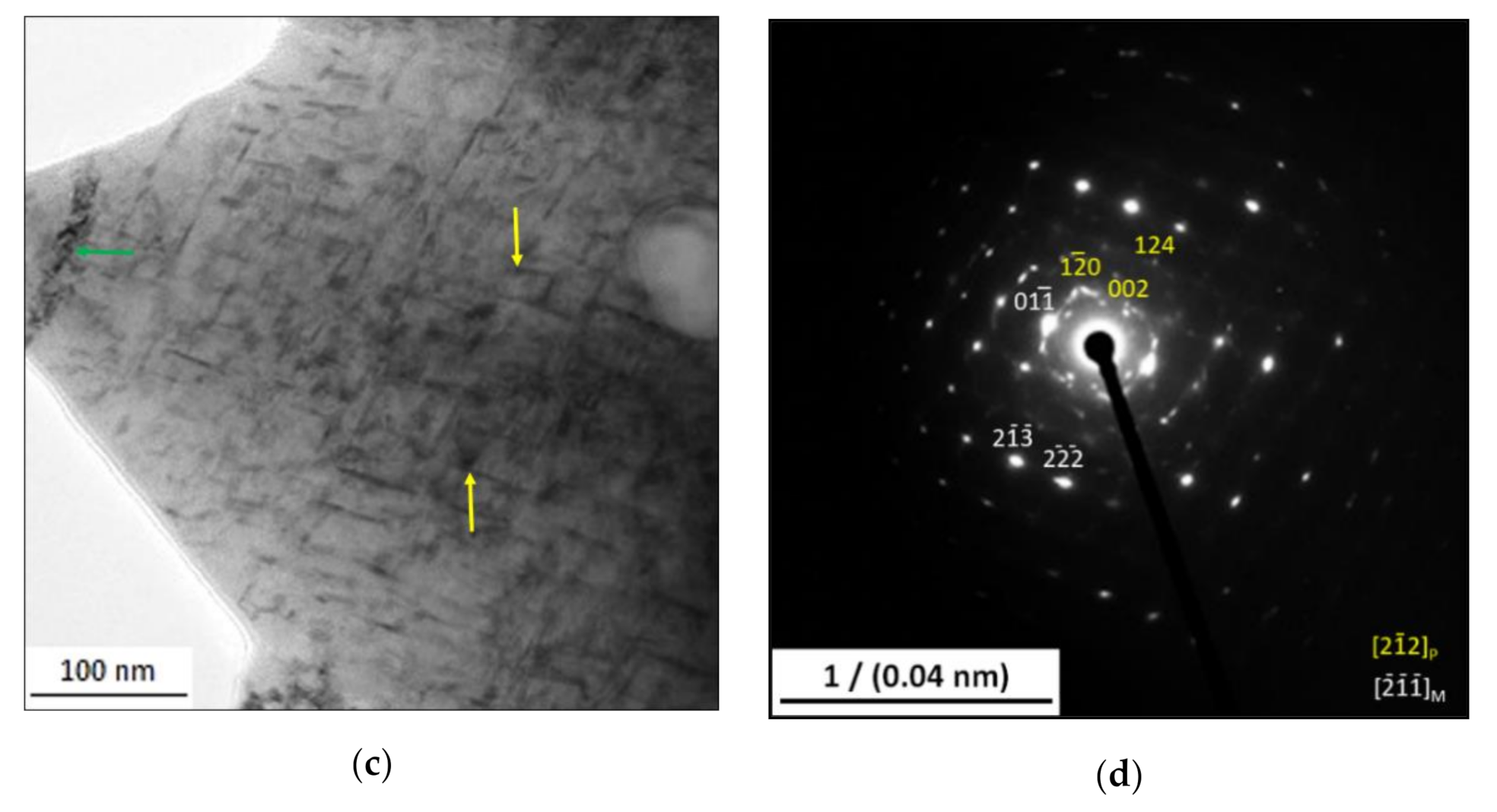
3.6. TEM-Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Viswanathan, U.K.; Dey, G.K.; Asundi, M.K. Precipitation Hardening in 350 Grade Maraging Steel. Metall. Trans. 1993, 24A, 2429–2442. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; da Silva, M.R.; Neto, J.M.; Pardal, J.M.; Cindra Fonseca, M.P.; Abreu, H.F.G.J. Magnetic properties of a Ni–Co–Mo–Ti maraging 350 steel. Alloy Compd. 2004, 373, 304–311. [Google Scholar] [CrossRef]
- Conde, F.F.; Escobar, J.D.; Oliveira, J.P.; Jardini, A.L.; Bose Filho, W.W.; Avila, J.A. Austenite reversion kinetics and stability during tempering of an additively manufactured maraging 300 steel. Addit. Manuf. 2019, 29, 100804. [Google Scholar] [CrossRef]
- Jägle, E.A.; Sheng, Z.; Kürnsteiner, P.; Ocylok, S.; Weisheit, A.; Raabe, D. Comparison of Maraging Steel Micro- and Nanostructure Produced Conventionally and by Laser Additive Manufacturing. Materials 2017, 10, 8. [Google Scholar] [CrossRef] [Green Version]
- Strakosova, A.; Kubásek, J.; Michalcová, A.; Průša, F.; Vojtěch, D.; Dvorský, D. High Strength X3NiCoMoTi 18-9-5 Maraging Steel Prepared by Selective Laser Melting from Atomized Powder. Materials 2019, 12, 4174. [Google Scholar] [CrossRef] [Green Version]
- Moshka, O.; Pinkas, M.; Brosh, E.; Ezersky, V.; Meshi, L. Addressing the issue of precipitates in maraging steels—Unambiguous answer. Mater. Sci. Eng. A 2015, 638, 232–239. [Google Scholar] [CrossRef]
- Sha, W.; Cerezo, A.; Smith, G.D.W. Phase Chemistry and Precipitation Reactions in Maraging Steels: Part I. Introduction and Study of Co-containing C-300 Steel. Metall. Trans. A. 1993, 24A, 1221–1232. [Google Scholar] [CrossRef]
- Thotakura, G.V.; Goswami, R.; Jayaraman, T.V. Structure and magnetic properties of milled maraging steel powders. Powder Technol. 2020, 360, 80–95. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, D.; Yang, Y.; Wang, H. Effect of heat treatment on the microstructure and mechanical properties of maraging steel by selective laser melting. Mater. Sci. Eng. 2019, 760, 105–117. [Google Scholar] [CrossRef]
- Jagadish, C.A.; Priyanka, N. Effect of Cryogenic Treatment on the Mechanical Properties of 18Ni-300 Grade Maraging Steel Built Using the Direct Metal Laser Sintering (DMLS) Technology. Key Eng. Mater. 2017, 719, 114–121. [Google Scholar] [CrossRef]
- Strakosova, A.; Vojtěch, D.; Dvorský, D. Heat Treatment of High-Strength 3D-Printed Maraging Steel. Defect Diffus. Forum 2020, 403, 67–73. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Tuissi, A.; Vedani, M. Aging behaviour and mechanical performance of 18-Ni 300 steel processed by selective laser melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Antsiferov, V.N.; Kolbenev, Y.M. A maraging steel produced by powder metallurgy method. Poroshkovaya Metall. 1972, 4, 40–43. [Google Scholar] [CrossRef]
- Menapace, C.; Lonardelli, I.; Molinari, A. Phase transformation in a nanostructured M300 maraging steel obtained by SPS of mechanically alloyed powders. J. Therm. Anal. Calorim. 2010, 101, 815–821. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.-H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Degroat, G. One-Shot Powder Metal Parts. Am. Mach. 1965, 109, 107–109. [Google Scholar]
- Tokita, M. Multi-Head Pulse Energization Sintering System. JP Patent No. 2001262202, 9 February 2005. [Google Scholar]
- Tokita, M. Method and System for Automatic Electrical Sintering. U.S. Patent No. 6383446, 7 May 2002. [Google Scholar]
- Tokita, M.; Nakagawa, K. Rotary Table Type Electric Heating/Pressure Sintering Apparatus. JP Patent No. 2002206102, 11 May 2005. [Google Scholar]
- Tokita, M.; Nakagawa, K.; Ishida, S. Shuttle Type Discharge Plasma Sintering System. JP Patent No. 2004244662, 13 September 2006. [Google Scholar]
- Adesina, O.; Sadiku, E.; Jamiru, T.; Ogunbiyi, O.; Beneke, L.; Adegbola, A. Optimization of SPS processing parameters on the density and hardness properties of graphene reinforced polylactic acid nanocomposite. Int. J. Adv. Manuf. Technol. 2019, 102, 4047–4058. [Google Scholar] [CrossRef]
- Okuni, T.; Miyamoto, Y.; Abe, H.; Naito, M. Joining of AlN and graphite disks using interlayer tapes by spark plasma sintering. Mater. Des. 2014, 54, 755–759. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, L.; Xue, Y.; Zhang, P.; Cao, T.; Cheng, X. High-entropy alloy particle reinforced Al-based amorphous alloy composite with ultrahigh strength prepared by spark plasma sintering. Mater. Des. 2016, 109, 219–226. [Google Scholar] [CrossRef]
- Průša, F.; Šesták, J.; Školáková, A.; Novák, P.; Haušild, P.; Karlík, M.; Minárik, P.; Kopeček, J.; Laufek, F. Application of SPS consolidation and its influence on the properties of the FeAl20Si20 alloys prepared by mechanical alloying. Mater. Sci. Eng. A 2019, 761, 138020. [Google Scholar] [CrossRef]
- Park, K.; Kim, D.; Kim, K.; Kwon, H. Aluminum/Stainless Steel Clad Materials Fabricated via Spark Plasma Sintering. Materials 2020, 13, 239. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, J.; Guo, Z.; Yang, W.; Luo, J.; Chen, C. Microstructure and Mechanical Properties of 9Cr-ODS Ferritic/martensitic Steels by Mechanically Alloyed and Spark Plasma Sintering. Mater. Sci. Forum 2013, 747–748, 636–640. [Google Scholar] [CrossRef]
- Knaislová, A.; Novák, P.; Průša, F.; Cygan, S.; Jaworska, L. Preparation of TiAl15Si15 alloy by high pressure spark plasma sintering. Acta Metall. Slovaca 2018, 24, 174–180. [Google Scholar] [CrossRef]
- Molnárová, O.; Málek, P.; Veselý, J.; Minárik, P.; Lukáč, F.; Chráska, T.; Novák, P.; Průša, F. The influence of milling and spark plasma sintering on the microstructure and properties of the Al7075 alloy. Materials 2018, 11, 547. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pellizzari, M.; Cipolloni, G. Spark Plasma Sintering of Copper Matrix Composites Reinforced with TiB2 Particles. Materials 2020, 13, 2602. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Froyen, L. Constitutive modeling of spark-plasma sintering of conductive materials. Scr. Mater. 2006, 55, 1175–1178. [Google Scholar] [CrossRef]
- Sercombe, T.B. The effect of resin type on the sintering of freeformed maraging steel. Mater. Sci. Eng. A 2003, 344, 312–317. [Google Scholar] [CrossRef]
- Sercombe, T.B. Sintering of freeformed maraging steel with boron additions. Mater. Sci. Eng. A 2003, 363, 242–252. [Google Scholar] [CrossRef]
- Thorpe, A.P.; Sercombe, T.B.; Schaffer, G.B. Sintering of maraging steel with phosphorous additions. Powder Metall. 2005, 48, 47–50. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Zhang, P.; Liu, M.; Kuang, T. Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Mater. Des. 2017, 134, 23–34. [Google Scholar] [CrossRef]
- Tariq, F.; Naz, N.; Baloch, R.A. Effect of cyclic aging on mechanical properties and microstructure of maraging steel 250. J. Mater. Eng. Perform. 2010, 19, 1005–1014. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Ni | Co | Mo | Ti | C | Al | Cr | Si, Mn |
|---|---|---|---|---|---|---|---|---|---|
| [Wt.%] | Bal. | 19.3 | 9.2 | 5.1 | 0.7 | ≤0.03 | 0.05 | 0.05 | ≤0.1 |
| Condition of Chosen Heat Treatment | Sample Designation | |||
|---|---|---|---|---|
| Heat treatment mode | Solution annealing: 820 °C/1 h, air cooling | Aging: 490 °C/6 h, air cooling | SPS 1050 SAT | SPS 1150 SAT |
| - | Aging: 490 °C/6 h, air cooling | SPS 1050 AT | SPS 1150 AT | |
| Sample | α-Fe, % | FWHM [°2Th.] | γ-Fe, % |
|---|---|---|---|
| Powder | 88 | 0.554 | 12 |
| SPS 1050 | 95 | 0.384 | 5 |
| SPS 1050 SAT | 100 | 0.515 | 0 |
| SPS 1050 AT | 97 | 0.515 | 3 |
| SPS 1150 | 82 | 0.307 | 18 |
| SPS 1150 SAT | 95 | 0.562 | 5 |
| SPS 1150 AT | 84 | 0.563 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strakosova, A.; Průša, F.; Michalcová, A.; Vojtěch, D. Structure and Mechanical Properties of the 18Ni300 Maraging Steel Produced by Spark Plasma Sintering. Metals 2021, 11, 748. https://doi.org/10.3390/met11050748
Strakosova A, Průša F, Michalcová A, Vojtěch D. Structure and Mechanical Properties of the 18Ni300 Maraging Steel Produced by Spark Plasma Sintering. Metals. 2021; 11(5):748. https://doi.org/10.3390/met11050748
Chicago/Turabian StyleStrakosova, Angelina, Filip Průša, Alena Michalcová, and Dalibor Vojtěch. 2021. "Structure and Mechanical Properties of the 18Ni300 Maraging Steel Produced by Spark Plasma Sintering" Metals 11, no. 5: 748. https://doi.org/10.3390/met11050748
APA StyleStrakosova, A., Průša, F., Michalcová, A., & Vojtěch, D. (2021). Structure and Mechanical Properties of the 18Ni300 Maraging Steel Produced by Spark Plasma Sintering. Metals, 11(5), 748. https://doi.org/10.3390/met11050748