
Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis



Abstract
:1. Introduction
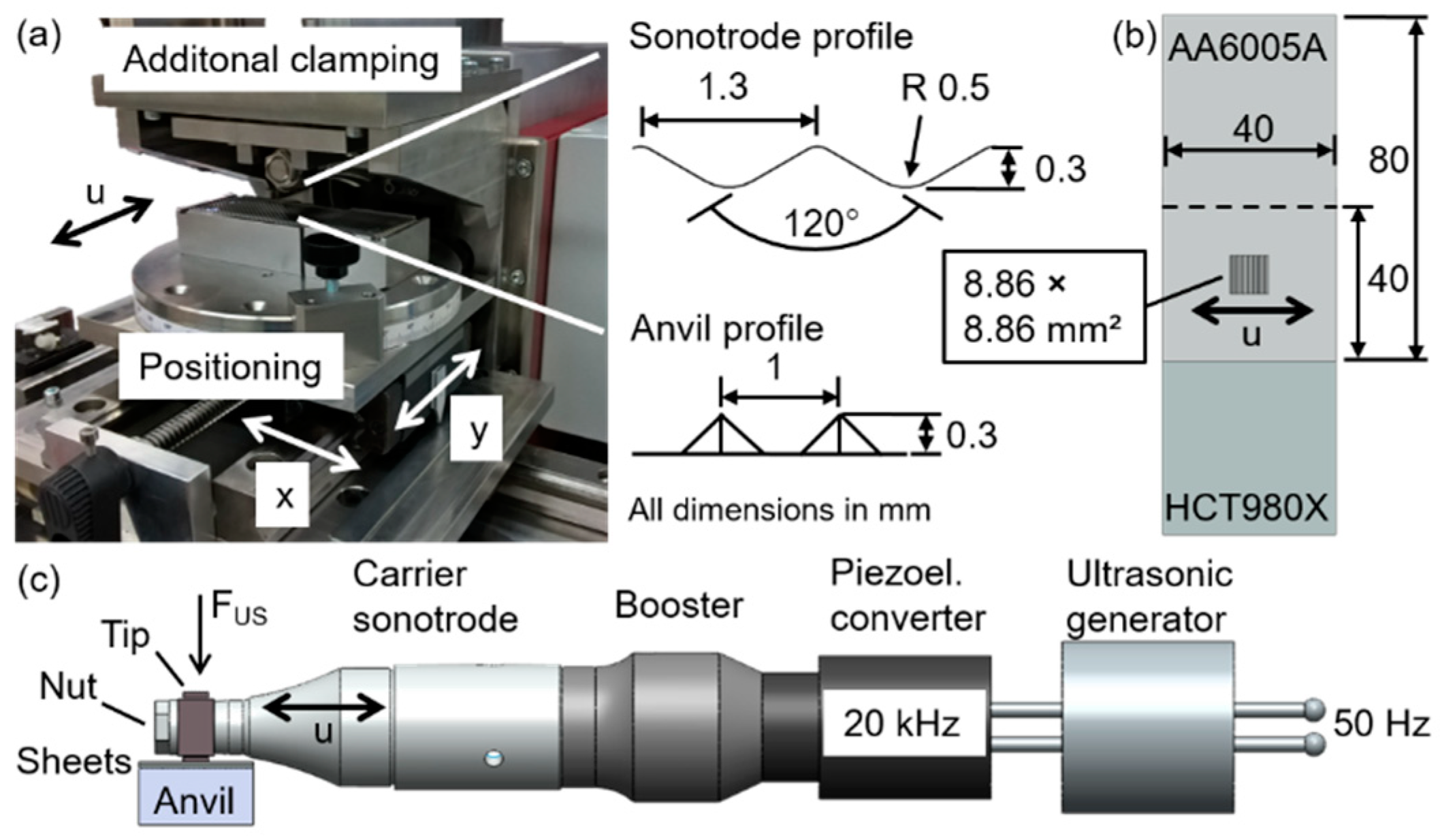
2. Materials and Methods
3. Results and Discussion
3.1. Process Development
3.2. Process Analysis
3.3. Microscopic Analysis
3.4. Classification and Assessment
4. Conclusions
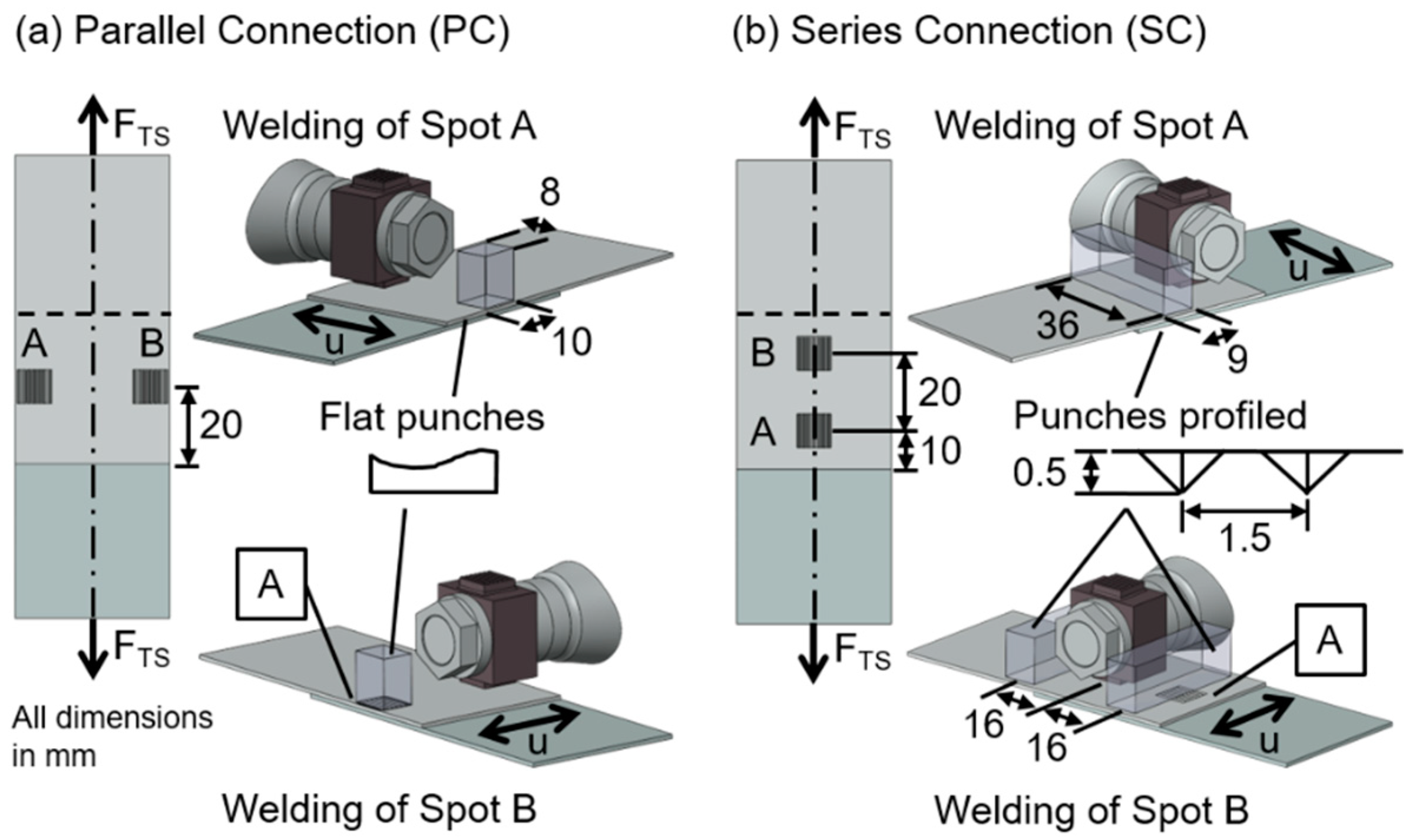
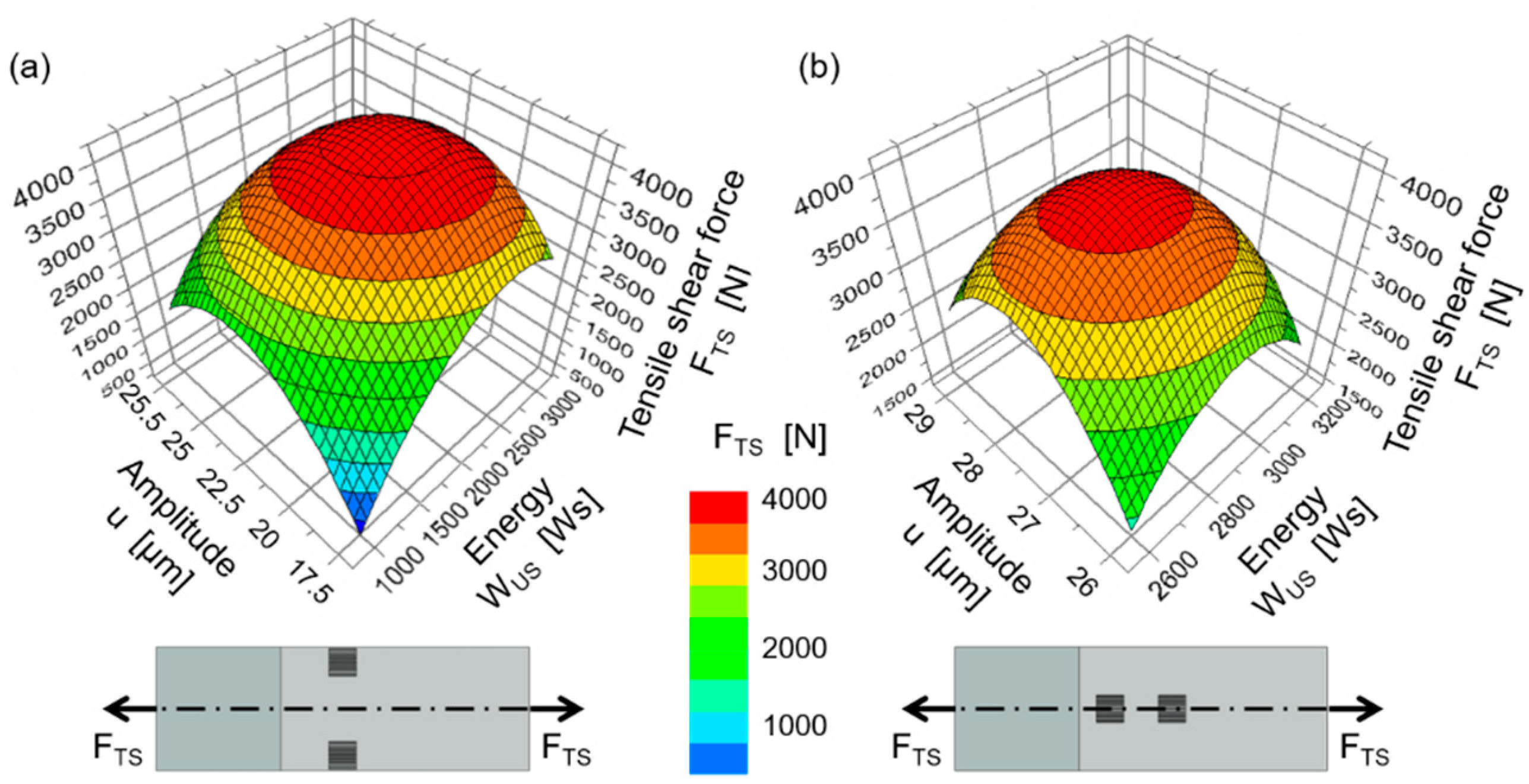
- Both spot configurations exhibited tensile shear forces in a comparable range (4076 ± 277 N for PC and 3888 ± 308 N for SC), but significantly different process parameters (PC: WUS = 2000 Ws, u = 22.5 µm, FUS = 1485 N, FCL = 1000 N; SC: WUS = 2900 Ws, u = 27.5 µm, FUS = 2700 N, FCL = 800 N). This resulted from different positions of the weld spots and clamping punches as well as the variation of the clamping punch geometry.
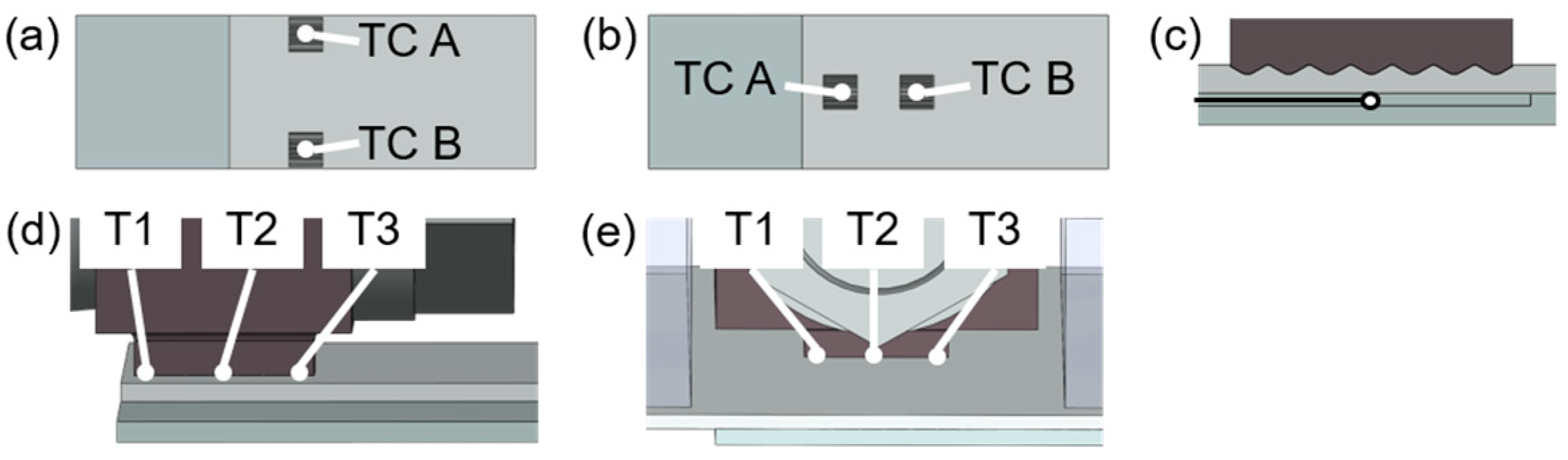
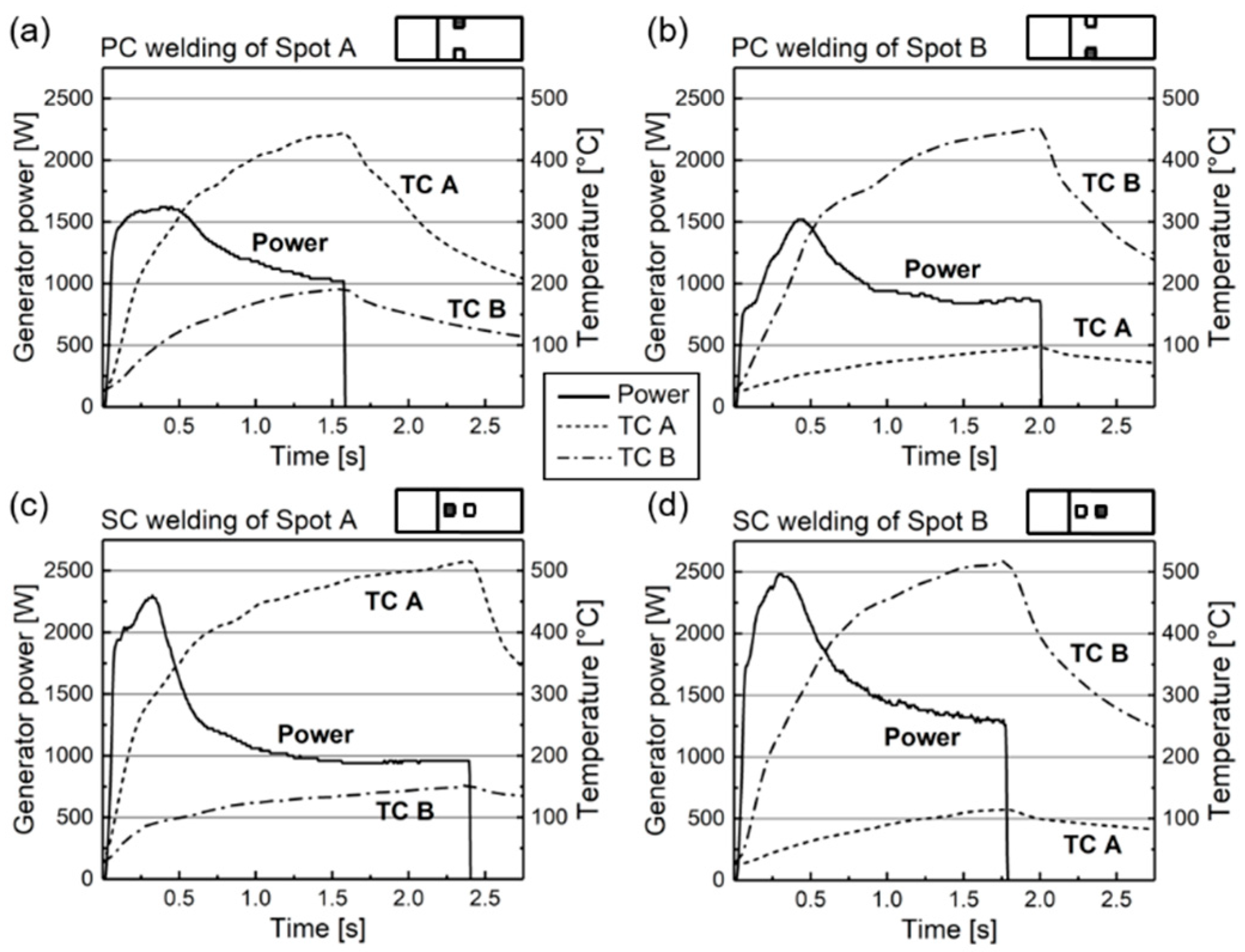
- The required power of the generator was dependent on the specific geometric conditions for each spot. Therefore, the welding times differed considerably for the first and second spot, despite identical welding parameters.
- The peak temperature values observed at the spots being welded, around 450 °C for PC and 510 °C for SC, were comparable for the first and second spot, due to the application of the same amount of welding energy.
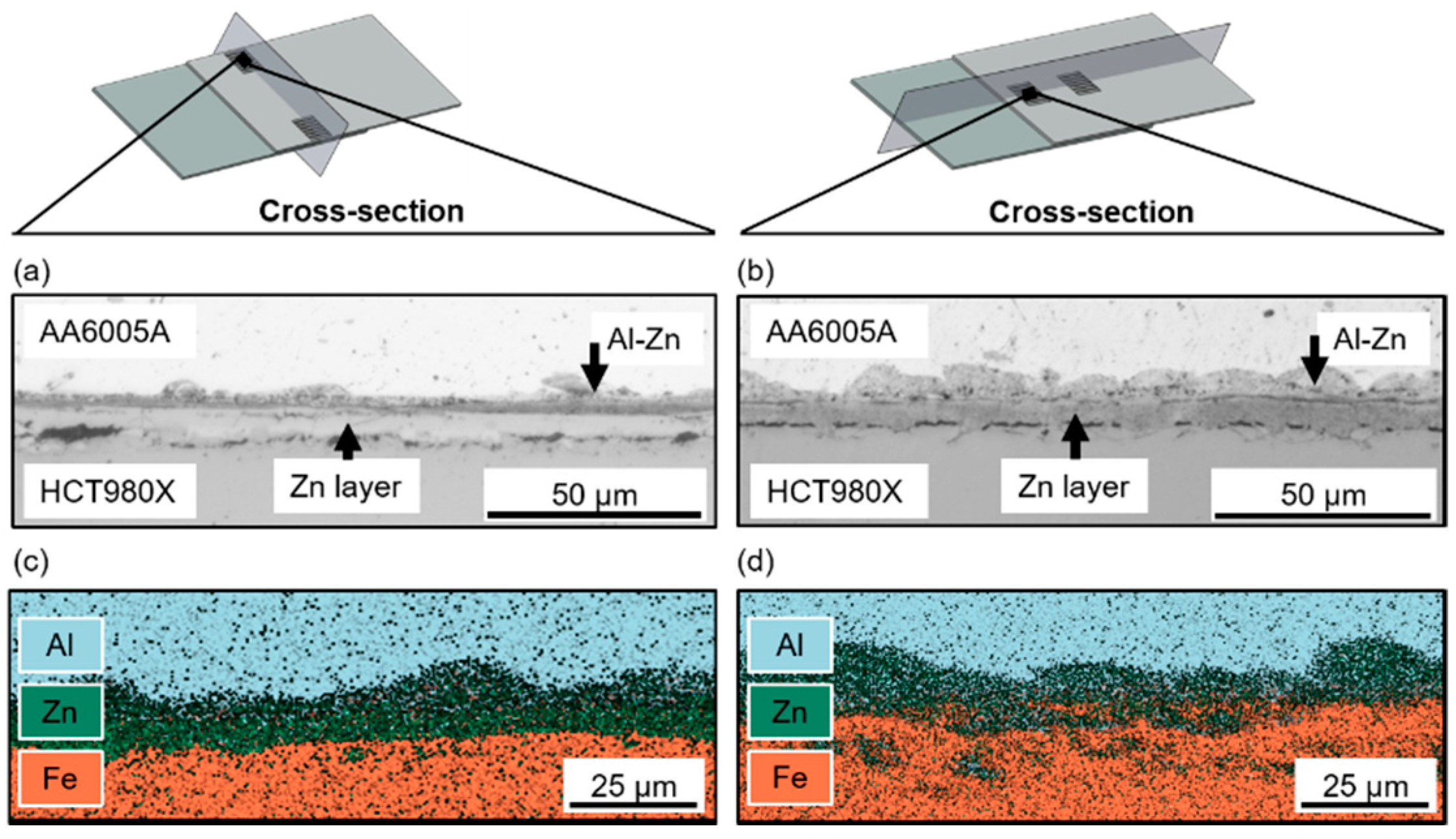
- Microscopic investigations of cross-sections revealed an incorporation of zinc into the aluminum but no significant reduction of the initial thickness of the Zn layer (approx. 10 µm).
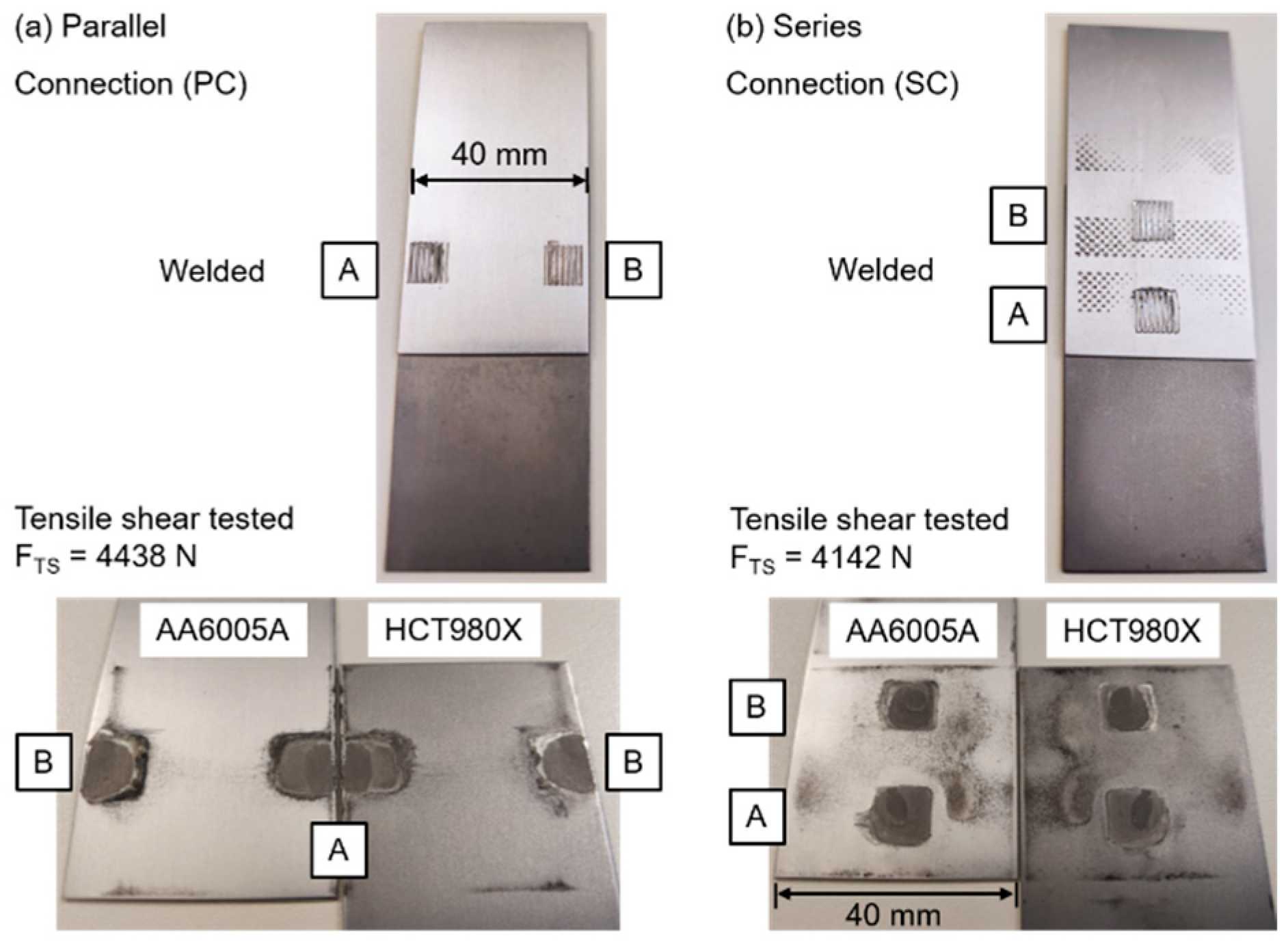
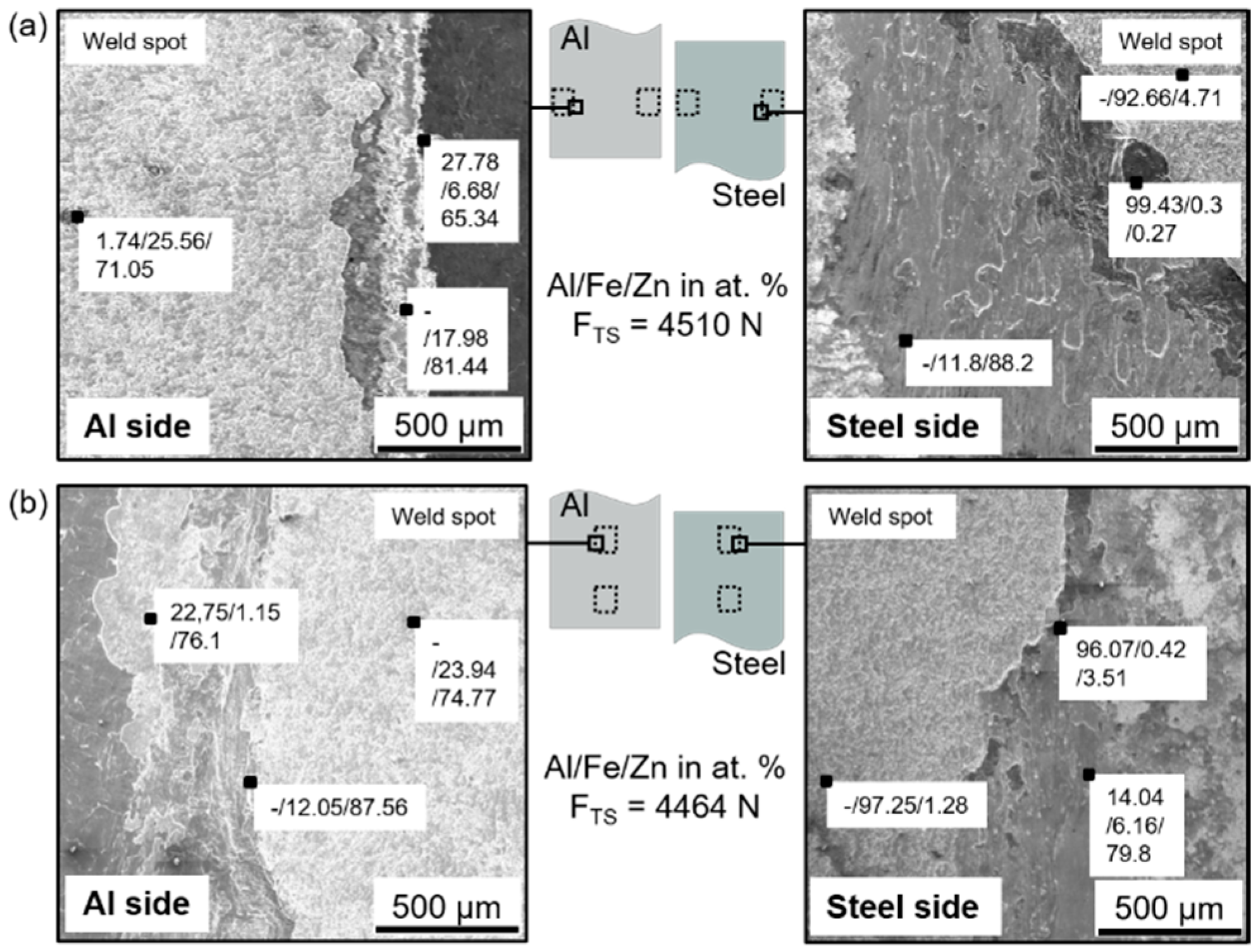
- EDX measurements of fractured surfaces after tensile shear testing revealed the separation of the zinc layer from the steel sheet in the areas of the weld spots. These measurements additionally pointed to the existence of intermetallic phases of Fe and Zn. The zinc layer seemed to be the weakest structural link of the multi-metal structures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ni, Z.L.; Ye, F.X. Ultrasonic spot welding of aluminum alloys: A review. J. Manuf. Process. 2018, 35, 580–594. [Google Scholar] [CrossRef]
- Shakil, M.; Tariq, N.H.; Ahmad, M.; Choudhary, M.A.; Akhter, J.I.; Babu, S.S. Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater. Des. 2014, 55, 263–273. [Google Scholar] [CrossRef]
- Macwan, A.; Jiang, X.Q.; Chen, D.L. Interfacial Characterization of Dissimilar Joints between Al/Mg/Al-Trilayered Clad Sheet to High-Strength Low-Alloy Steel. JOM 2015, 67, 1468–1477. [Google Scholar] [CrossRef]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef] [Green Version]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef] [Green Version]
- Urbikain, G.; Perez, J.M.; López de Lacalle, L.N.; Andueza, A. Combination of friction drilling and form tapping processes on dissimilar materials for making nutless joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1007–1020. [Google Scholar] [CrossRef]
- Cai, W.; Daehn, G.; Vivek, A.; Li, J.; Khan, H.; Mishra, R.S.; Komarasamy, M. A State-of-the-Art Review on Solid-State Metal Joining. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef]
- Mirza, F.A.; Macwan, A.; Bhole, S.D.; Chen, D.L.; Chen, X.-G. Microstructure, tensile and fatigue properties of ultrasonic spot welded aluminum to galvanized high-strength-low-alloy and low-carbon steel sheets. Mater. Sci. Eng. A 2017, 690, 323–336. [Google Scholar] [CrossRef]
- Munoz-Guijosa, J.M.; Nanaumi, G.; Ohtani, K.; Ohtake, N. Perpendicular ultrasonic joining of steel to aluminium alloy plates. J. Mater. Process. Technol. 2017, 243, 112–122. [Google Scholar] [CrossRef]
- Watanabe, T.; Sakuyama, H.; Yanagisawa, A. Ultrasonic welding between mild steel sheet and Al–Mg alloy sheet. J. Mater. Process. Technol. 2009, 209, 5475–5480. [Google Scholar] [CrossRef]
- Xu, L.; Wang, L.; Chen, Y.-C.; Robson, J.D.; Prangnell, P.B. Effect of Interfacial Reaction on the Mechanical Performance of Steel to Aluminum Dissimilar Ultrasonic Spot Welds. Metall. Mater. Trans. A 2016, 47, 334–346. [Google Scholar] [CrossRef] [Green Version]
- Mirza, F.A.; Macwan, A.; Bhole, S.D.; Chen, D.L.; Chen, X.-G. Effect of welding energy on microstructure and strength of ultrasonic spot welded dissimilar joints of aluminum to steel sheets. Mater. Sci. Eng. A 2016, 668, 73–85. [Google Scholar] [CrossRef]
- Macwan, A.; Kumar, A.; Chen, D.L. Ultrasonic spot welded 6111-T4 aluminum alloy to galvanized high-strength low-alloy steel: Microstructure and mechanical properties. Mater. Des. 2017, 113, 284–296. [Google Scholar] [CrossRef]
- Patel, V.K.; Bhole, S.D.; Chen, D.L. Ultrasonic Spot Welding of Aluminum to High-Strength Low-Alloy Steel: Microstructure, Tensile and Fatigue Properties. Metall. Mater. Trans. A 2014, 45, 2055–2066. [Google Scholar] [CrossRef]
- Haddadi, F.; Strong, D.; Prangnell, P.B. Effect of Zinc Coatings on Joint Properties and Interfacial Reactions in Aluminum to Steel Ultrasonic Spot Welding. JOM 2012, 64, 407–413. [Google Scholar] [CrossRef]
- Haddadi, F.; Abu-Farha, F. Microstructural and mechanical performance of aluminium to steel high power ultrasonic spot welding. J. Mater. Process. Technol. 2015, 225, 262–274. [Google Scholar] [CrossRef]
- Haddadi, F. Microstructure reaction control of dissimilar automotive aluminium to galvanized steel sheets ultrasonic spot welding. Mater. Sci. Eng. A 2016, 678, 72–84. [Google Scholar] [CrossRef]
- Wienströer, S.; Fransen, M.; Mittelstädt, H.; Nazikkol, C.; Völker, M. Zinc/Iron phase transformation studies on galvannealed steel coatings by X-ray diffraction. Adv. X-ray Anal. 2003, 46, 291–296. [Google Scholar]
- Haddadi, F.; Abu-Farha, F. The effect of interface reaction on vibration evolution and performance of aluminium to steel high power ultrasonic spot joints. Mater. Des. 2016, 89, 50–57. [Google Scholar] [CrossRef]
- Prangnell, P.; Haddadi, F.; Chen, Y.C. Ultrasonic spot welding of aluminium to steel for automotive applications—microstructure and optimisation. Mater. Sci. Technol. 2011, 27, 617–624. [Google Scholar] [CrossRef]
- Murray, J.L. The Al−Zn (Aluminum-Zinc) system. J. Phase Equilibria 1983, 4, 55–73. [Google Scholar] [CrossRef]
- Cao, R.; Huang, Q.; Chen, J.H.; Wang, P.-C. Cold metal transfer spot plug welding of AA6061-T6-to-galvanized steel for automotive applications. J. Alloys Compd. 2014, 585, 622–632. [Google Scholar] [CrossRef]
- Chen, N.; Wang, H.-P.; Carlson, B.E.; Sigler, D.R.; Wang, M. Fracture mechanisms of Al/steel resistance spot welds in lap shear test. J. Mater. Process. Technol. 2017, 243, 347–354. [Google Scholar] [CrossRef]
- Yuce, C.; Karpat, F.; Yavuz, N. Investigations on the microstructure and mechanical properties of laser welded dissimilar galvanized steel–aluminum joints. Int. J. Adv. Manuf. Technol. 2019, 104, 2693–2704. [Google Scholar] [CrossRef]
- Liyanage, T.; Kilbourne, J.; Gerlich, A.P.; North, T.H. Joint formation in dissimilar Al alloy/steel and Mg alloy/steel friction stir spot welds. Sci. Technol. Weld. Join. 2009, 14, 500–508. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Chemical Composition [Mass %] | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Fe | Si | Mn | Mg | Cu | Cr | Ni | Zn | Ti | |
| AA6005A [Constellium] | bal. | <0.35 | 0.5–0.9 | <0.2 | 0.5–0.7 | <0.2 | <0.1 | 0.1 | <0.1 | <0.1 |
| Al | Fe | Si | Mn | C | P | S | Cr + Mo | Nb | B | |
| HCT980X [Voestalpine] | - | bal. | 0.12–0.25 | 2.0–2.5 | 0.16 | ≤0.08 | ≤0.015 | ≤1.4 | 0.015–0.03 | ≤0.005 |
| Specimen | Tensile Properties | |||
|---|---|---|---|---|
| σy [MPa] | UTS [MPa] | E [GPa] | A80mm [%] | |
| AA6005A-T4 | 155 ± 1 | 269 ± 1 | 69 ± 1 | 27.5 ± 0.2 |
| HCT980X | 705 ± 4 | 1068 ± 4 | 201 ± 3 | 13.1 ± 0.2 |
| Specimen | Process Parameters | Tensile Shear Force FTS [N] | |||
|---|---|---|---|---|---|
| WUS [Ws] | u [µm] | FUS [N] | FCL [N] | ||
| PC | 2000 | 22.5 | 1485 | 1000 | 4076 ± 277 |
| SC | 2900 | 27.5 | 2700 | 800 | 3888 ± 308 |
| Welding of | Welding Time tUS [s] | Max. Generator Power [W] | Spot A Measurement of Max. Temperatures [°C] | Spot B Measurement of Max. Temperatures [°C] | ||||
|---|---|---|---|---|---|---|---|---|
| Thermo- Couple (TC) | Camera with TC | Camera without TC | Thermo- Couple (TC) | Camera with TC | Camera without TC | |||
| PC Spot A | 1.65 ± 0.06 | 1607 ± 124 | 424.6 ± 54.4 | 247.1 ± 28.1 | 255.9 ± 27.7 | 182.2 ± 73.1 | ||
| PC Spot B | 1.99 ± 0.06 | 1500 ± 57 | 109.7 ± 11.7 | 436.6 ± 55.8 | 258.1 ± 28.1 | 263.9 ± 19.3 | ||
| SC Spot A | 2.41 ± 0.20 | 2297 ± 175 | 518.5 ± 5.0 | 304.5 ± 27.6 | 270.1 ± 17.5 | 156.7 ± 8.1 | ||
| SC Spot B | 1.90 ± 0.27 | 2450 ± 230 | 113.7 ± 6.1 | 494.5 ± 21.9 | 298.1 ± 10.0 | 245.9 ± 10.5 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Becker, M.; Balle, F. Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis. Metals 2021, 11, 779. https://doi.org/10.3390/met11050779
Becker M, Balle F. Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis. Metals. 2021; 11(5):779. https://doi.org/10.3390/met11050779
Chicago/Turabian StyleBecker, Michael, and Frank Balle. 2021. "Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis" Metals 11, no. 5: 779. https://doi.org/10.3390/met11050779
APA StyleBecker, M., & Balle, F. (2021). Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis. Metals, 11(5), 779. https://doi.org/10.3390/met11050779