
Optimizing the Integrity of Linear Friction Welded Ti2AlNb Alloys

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Bonding Rate
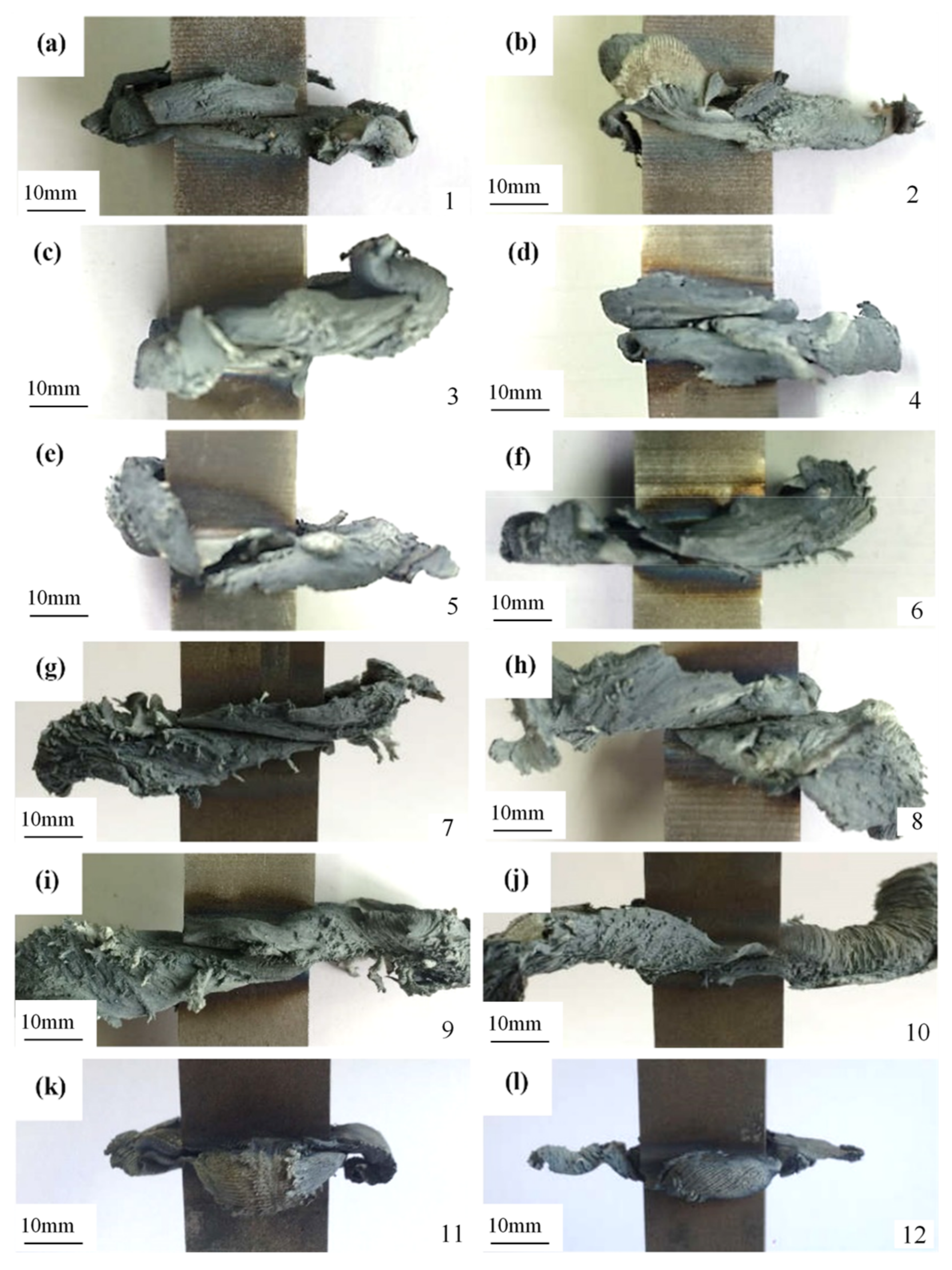
3.1.1. Joint Appearance
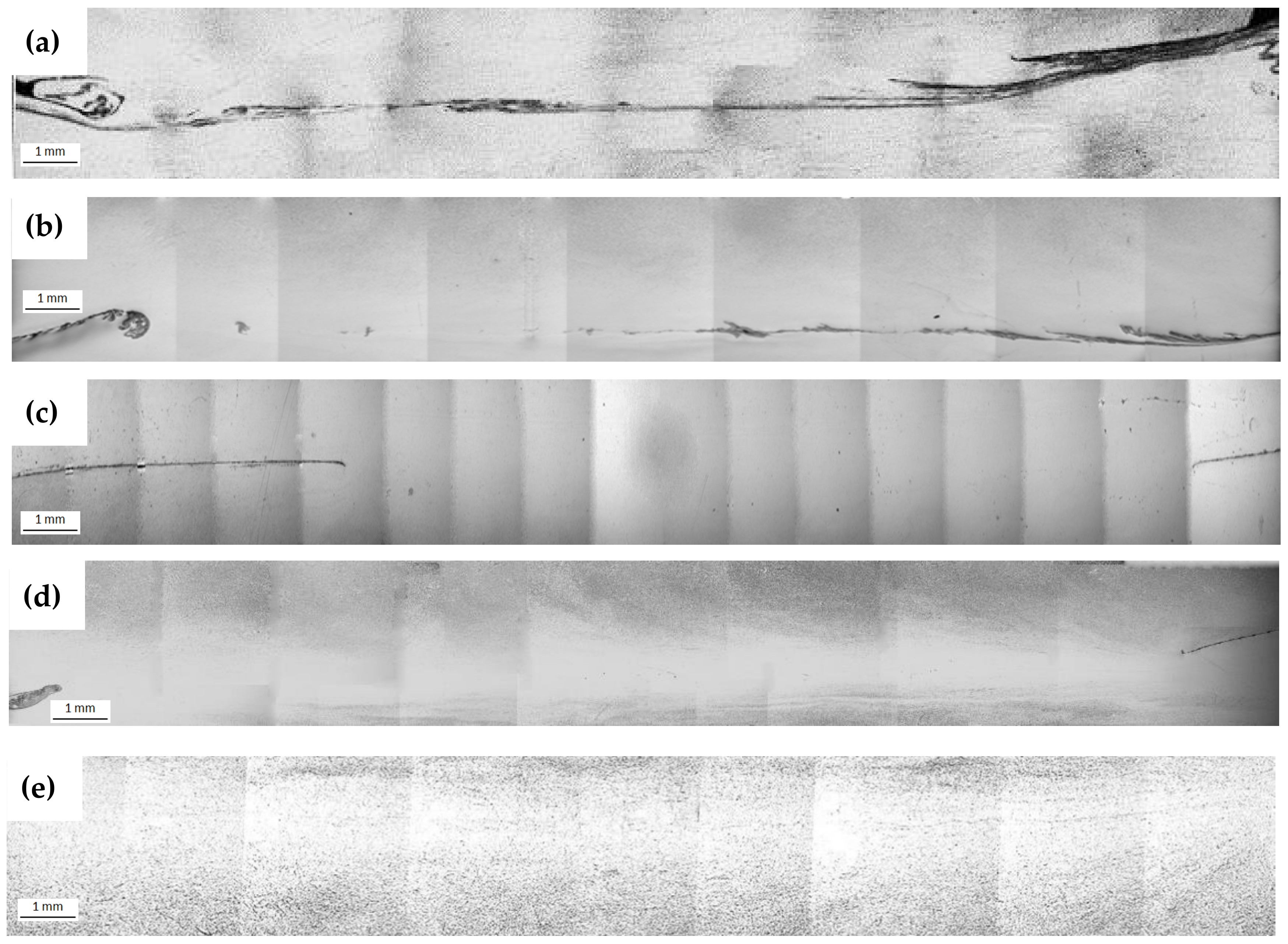
3.1.2. Overall View of Joints
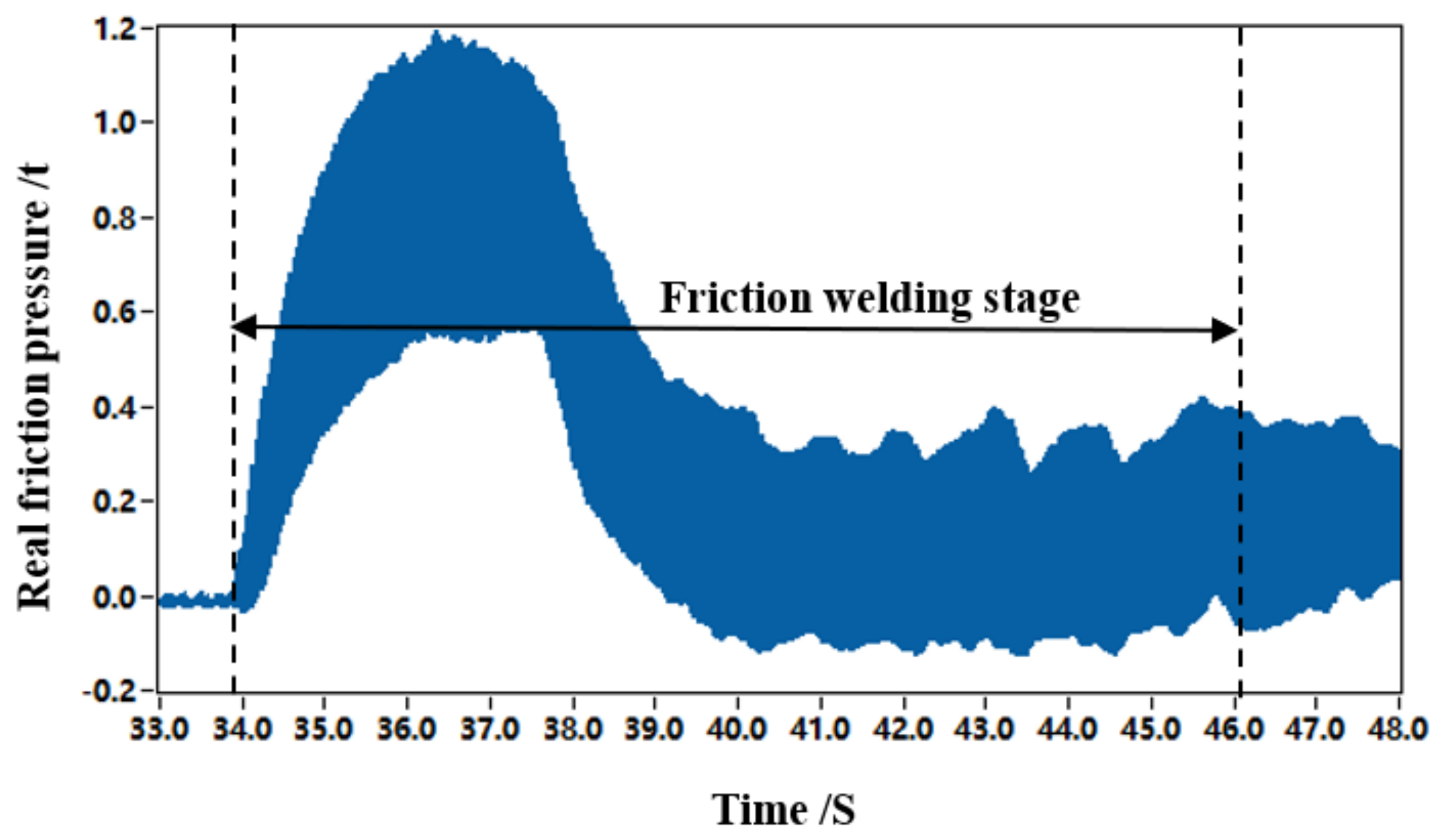
3.1.3. Process Variables
3.2. Microstructures Evolution
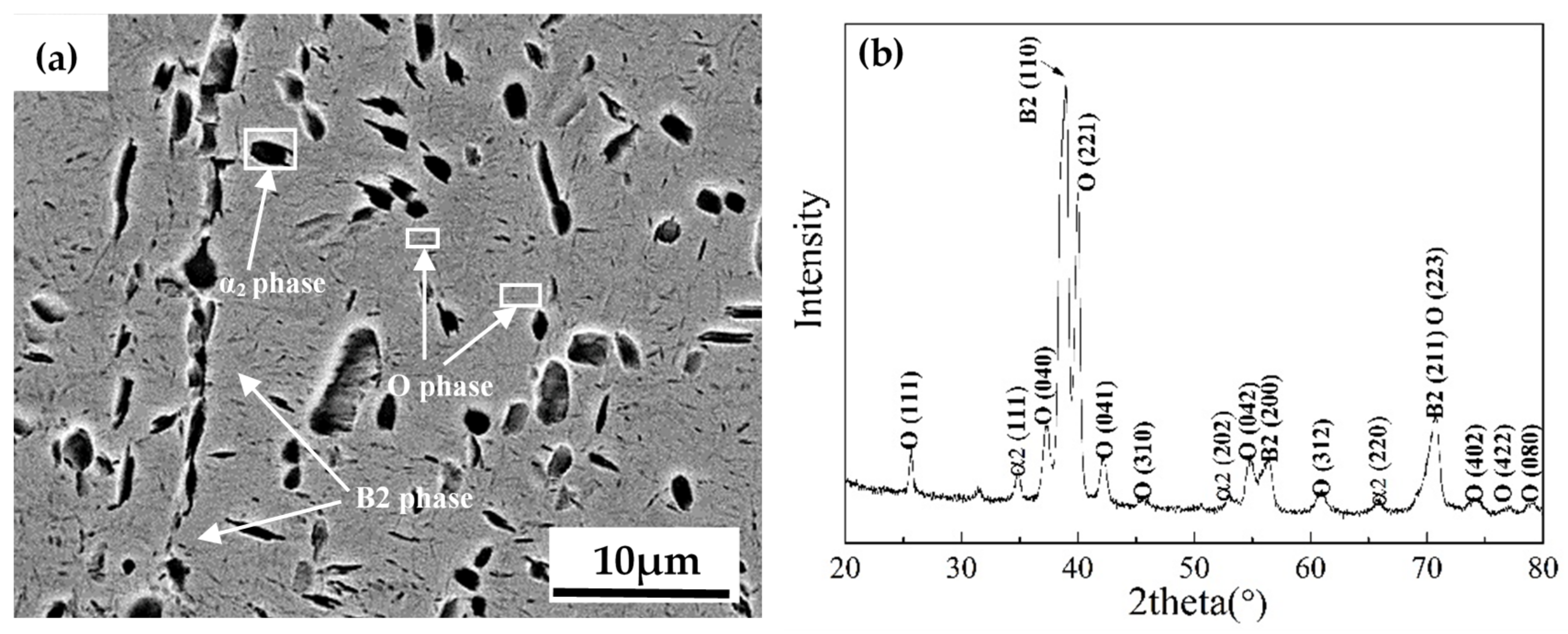
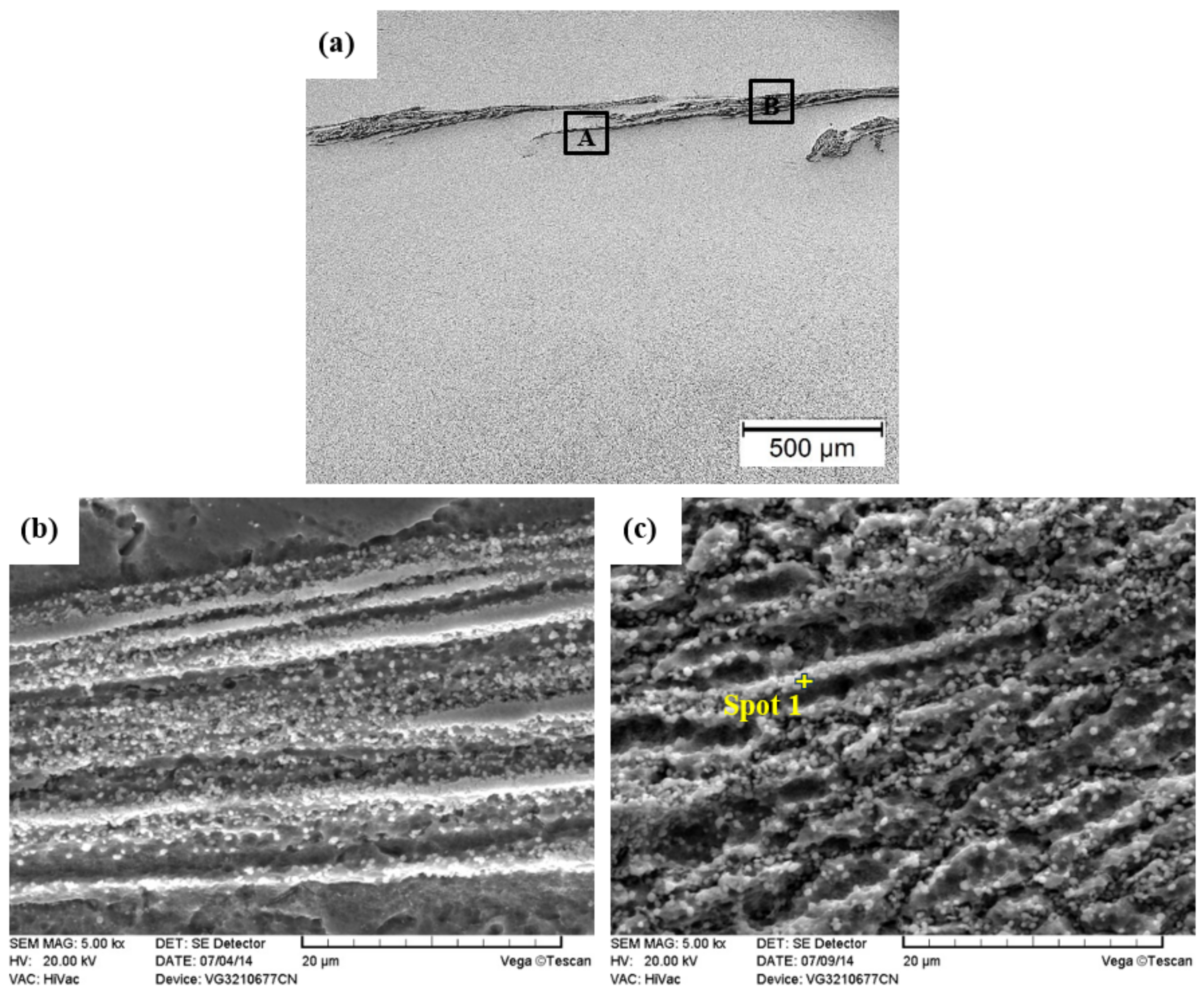
3.2.1. Unwelded Area
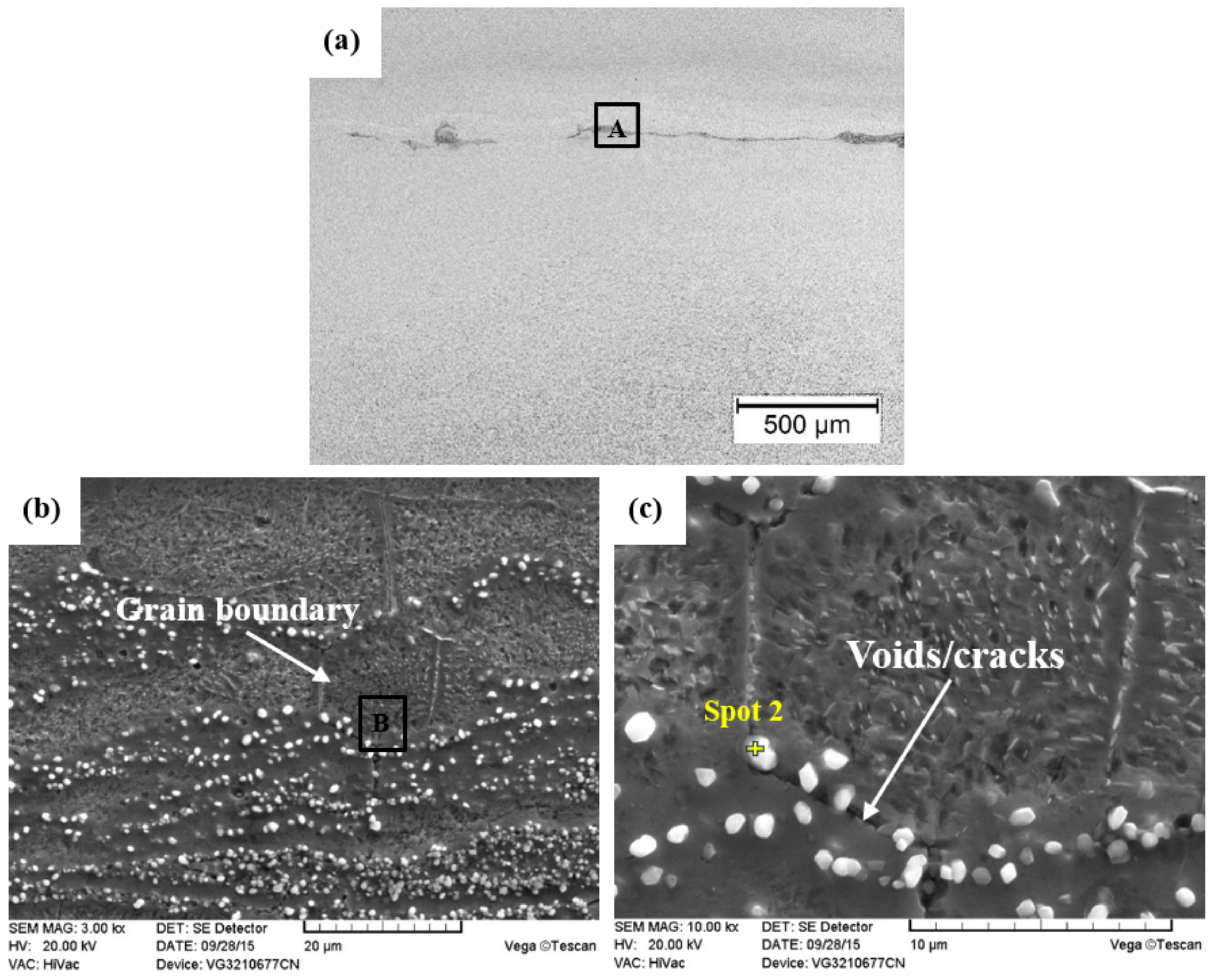
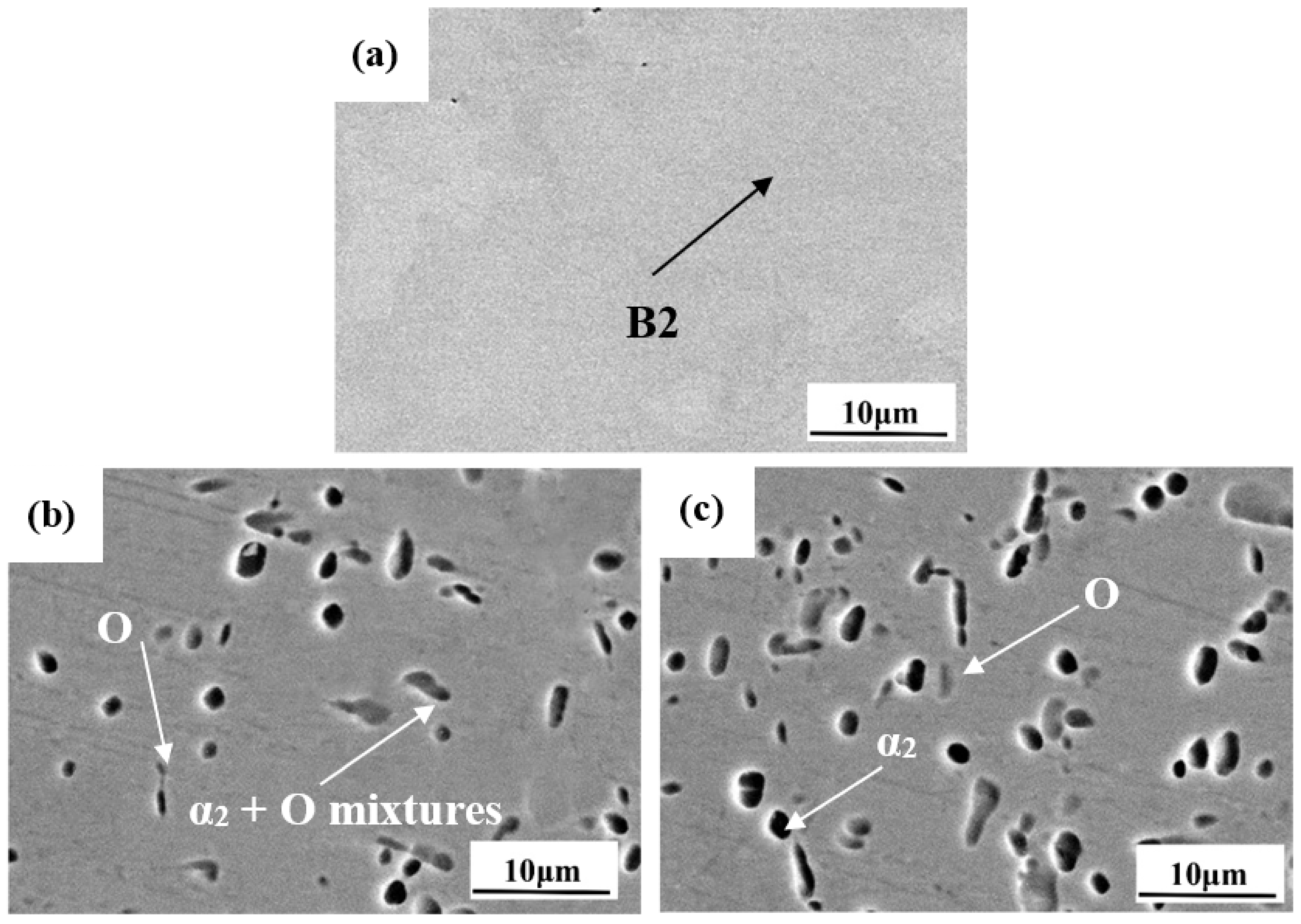
3.2.2. As Welded Joint
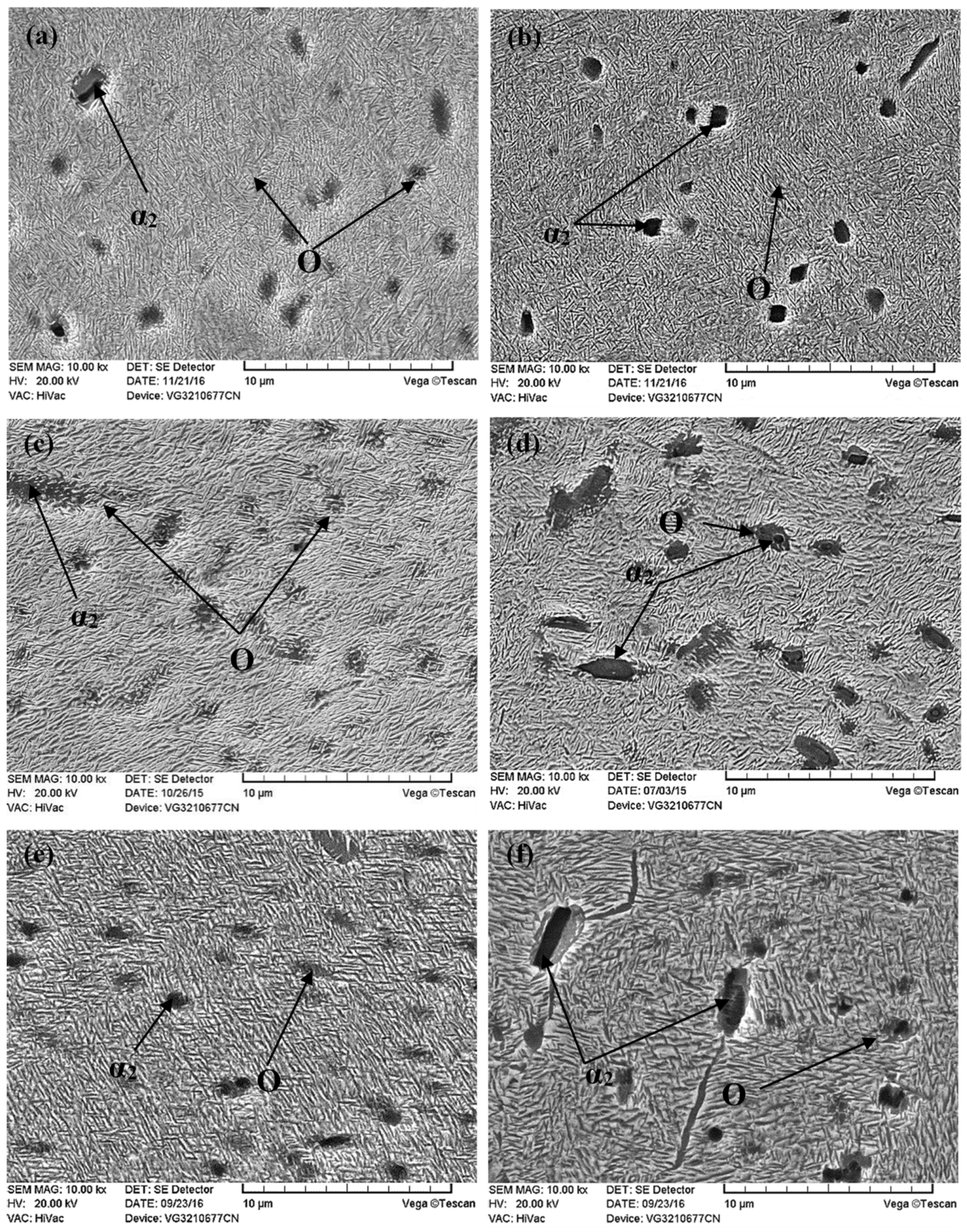
3.3. Aging Treatment
3.3.1. Weld Zone
3.3.2. TMAZ
3.4. Mechanical Properties
4. Conclusions
- The welding parameters for linear friction welding of Ti2AlNb-based alloys have a significant effect on the joint quality. The joint with 100% bonding rate can be obtained under strong welding parameters, i.e., the large friction pressure, upsetting pressure, amplitude, and feed rate.
- The weld zone of linear friction welding joint of Ti2AlNb-based alloys consists of B2 matrix and residual O and α2 phase. Most of the O phases in TMAZ have gradually transformed into B2 phase, while the α2 phase has transformed into α2 + O mixtures. After aging treatment, acicular O phase has precipitated in both the weld zone and TMAZ. The size of the acicular O phase precipitated during aging treatment increases with the increase of temperature. The decomposition of α2 + O mixtures has finally resulted in the formation of aggregated acicular O phase.
- Due to the lack of precipitation strengthening effect of O phase, the microhardness of linear friction welded Ti2AlNb joint is obviously lower than that of base metal. After aging treatment, O phase precipitation hardening and fine grain strengthening significantly increase the microhardness and tensile strength of the joint.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, G.; Sui, X.; Liu, Q.; Liu, Y. Fabricating Ti2AlNb sheet with high tensile strength and good ductility by hot packed rolling the spark plasma sintered pre-alloyed powder. Mater. Sci. Eng. A 2021, 801, 140392. [Google Scholar] [CrossRef]
- Shao, B.; Shan, D.; Guo, B.; Zong, Y. Plastic deformation mechanism and interaction of B2, α2, and O phases in Ti-22Al-25Nb alloy at room temperature. Int. J. Plast. 2019, 113, 18–34. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Li, H.; Chen, F.; Yang, W.; Ouyang, S.; Liu, Y.; Wang, L. Microstructure and elevated-temperature mechanical properties of in situ Ti2AlNb-reinforced TiAl-matrix composite prepared by powder metallurgy. Mater. Today Commun. 2020, 24, 101179. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Yu, L.; Liang, H.; Huang, Y.; Ma, Z. Microstructures and tensile properties of Ti2AlNb and Mo-modified Ti2AlNb alloys fabricated by hot isostatic pressing. Mater. Sci. Eng. A 2020, 776, 139043. [Google Scholar] [CrossRef]
- Zhu, L.; Tang, B.; Ding, M.-X.; Liu, Y.; Chen, X.-F.; Yan, S.-P.; Li, J.-S. Interface characteristic and mechanical performance of TiAl/Ti2AlNb diffusion bonding joint with pure Ti interlayer. Rare Met. 2020, 39, 1402–1412. [Google Scholar] [CrossRef]
- Esin, V.; Mallick, R.; Dadé, M.; Denand, B.; Delfosse, J.; Sallot, P. Combined synchrotron X-ray diffraction, dilatometry and electrical resistivity in situ study of phase transformations in a Ti2AlNb alloy. Mater. Charact. 2020, 169, 110654. [Google Scholar] [CrossRef]
- Singh, A.K.; Sarma, B.N.; Lele, S. Order–disorder transformation of the O phase in Ti2AlNb alloys. Philos. Mag. 2004, 84, 2865–2876. [Google Scholar] [CrossRef]
- Huang, Y.; Liu, Y.; Li, C.; Ma, Z.; Yu, L.; Li, H. Microstructure evolution and phase transformations in Ti-22Al-25Nb alloys tailored by super-transus solution treatment. Vacuum 2019, 161, 209–219. [Google Scholar] [CrossRef]
- Qu, S.J.; Feng, A.H.; Shagiev, M.R.; Xie, H.; Li, B.B.; Shen, J. Superplastic behavior of the fine-grained Ti-21Al-18Nb-1Mo-2V-0.3Si intermetallic alloy. Lett. Mater. 2018, 8, 567–571. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Feng, A.; Qu, S.; Shen, J.; Chen, D. Microstructure and low cycle fatigue of a Ti2AlNb-based lightweight alloy. J. Mater. Sci. Technol. 2020, 44, 140–147. [Google Scholar] [CrossRef]
- Goyal, K.; Sardana, N. Phase stability and microstructural evolution of Ti2AlNb alloys-a review. Mater. Today Proc. 2020, 41, 951–968. [Google Scholar] [CrossRef]
- Lei, Z.; Zhang, K.; Zhou, H.; Ni, L.; Chen, Y. A comparative study of microstructure and tensile properties of Ti2AlNb joints prepared by laser welding and laser-additive welding with the addition of filler powder. J. Mater. Process. Technol. 2018, 255, 477–487. [Google Scholar] [CrossRef]
- Zhang, K.; Lei, Z.; Chen, Y.; Yan, C.; Fu, Q.; Bao, Y. High-temperature Tensile Behavior of Laser Welded Ti-22Al-25Nb Joints at Different Temperatures. J. Wuhan Univ. Technol. Sci. Ed. 2020, 35, 1116–1121. [Google Scholar] [CrossRef]
- Li, Y.-J.; Wu, A.-P.; Li, Q.; Zhao, Y.; Zhu, R.-C.; Wang, G.-Q. Mechanism of reheat cracking in electron beam welded Ti2AlNb alloys. Trans. Nonferr. Met. Soc. China 2019, 29, 1873–1881. [Google Scholar] [CrossRef]
- Wang, S.; Chen, Y.; Li, L. Effect of beam deviation on electron beam welded Ti-22Al-25Nb/TC4 dissimilar alloys. Weld. World 2020, 64, 661–670. [Google Scholar] [CrossRef]
- Xu, M.; Liu, B.; Zhao, Y.; Wang, Z.; Dong, Z. Direct joining of thermoplastic ABS to aluminium alloy 6061-T6 using friction lap welding. Sci. Technol. Weld. Join. 2020, 25, 391–397. [Google Scholar] [CrossRef]
- Zhenmin, W.; Donghang, J.; Jianwen, W.; Mengjia, X. A review on high-frequency pulsed arc welding. J. Manuf. Process. 2020, 60, 503–519. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Schell, N.; Zhou, N.; Wood, L.; Benafan, O. Laser welding of precipitation strengthened Ni-rich NiTiHf high temperature shape memory alloys: Microstructure and mechanical properties. Mater. Des. 2019, 162, 229–234. [Google Scholar] [CrossRef]
- Zhang, K.; Lei, Z.; Ni, L.; Zhou, H.; Chen, Y. Improvement in microstructure and high-temperature brittleness of laser-welded Ti-22Al-25Nb joints with the addition of TiB2 powder. J. Mater. Process. Technol. 2021, 288, 116848. [Google Scholar] [CrossRef]
- Ballat-Durand, D.; Bouvier, S.; Risbet, M.; Pantleon, W. Through analysis of the microstructure changes during linear friction welding of the near-α titanium alloy Ti-6Al-2Sn-4Zr-2Mo (Ti6242) towards microstructure optimization. Mater. Charact. 2019, 151, 38–52. [Google Scholar] [CrossRef]
- Masoumi, F.; Shahriari, D.; Monajati, H.; Cormier, J.; Flipo, B.; Devaux, A.; Jahazi, M. Linear friction welding of AD730™ Ni-base superalloy: Process-microstructure-property interactions. Mater. Des. 2019, 183, 108117. [Google Scholar] [CrossRef]
- Matsuda, T.; Adachi, H.; Sano, T.; Yoshida, R.; Hori, H.; Ono, S.; Hirose, A. High-frequency linear friction welding of aluminum alloys to stainless steel. J. Mater. Process. Technol. 2019, 269, 45–51. [Google Scholar] [CrossRef]
- Turner, R.; Howe, D.; Thota, B.; Ward, R.; Basoalto, H.; Brooks, J. Calculating the energy required to undergo the conditioning phase of a titanium alloy inertia friction weld. J. Manuf. Process. 2016, 24, 186–194. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.A.; Bühr, C.; Flipo, B.C.; Vairis, A. A literature review of Ti-6Al-4V linear friction welding. Prog. Mater. Sci. 2018, 92, 225–257. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G.; Cammalleri, M.; Campanella, D. On the linear friction welding process of aluminum alloys: Experimental insights through process monitoring. CIRP Ann. 2013, 62, 295–298. [Google Scholar] [CrossRef]
- Tan, L.J.; Yao, Z.K.; Wang, T.; Guo, H.Z.; Yang, X.; Tan, A.C. Microstructure evolution of friction welded dissimilar joint during subsequent hot work. Mater. Sci. Technol. 2011, 27, 1701–1706. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Zhang, T.; Tao, J.; Li, J.; Zhang, Y. Effect of Heat Treatment on the Microstructure and Properties of a Ti3Al Linear Friction Welding Joint. Materials 2019, 12, 1159. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Xie, F.; Ma, T.; Li, W.; Wu, X. Effects of post-weld heat treatment on microstructure and mechanical properties of linear friction welded Ti2AlNb alloy. Mater. Des. 2016, 94, 45–53. [Google Scholar] [CrossRef]
- Li, Y.M.; Liu, C.X.; Yu, L.M.; Li, H.J.; Wang, Z.M.; Liu, Y.C.; Li, W.Y. Effect of High-Temperature Ageing on Microstructure and Mechanical Properties of Linear Friction Welded S31042 Steel Joint. Acta Metall. Sin. 2018, 54, 981–990. [Google Scholar] [CrossRef]
- Song, L.; Wang, L.; Zhang, T.; Lin, J.; Pyczak, F. Microstructure and phase transformations of ωo-Ti4Al3Nb based alloys after quenching and subsequent aging at intermediate temperatures. J. Alloys Compd. 2020, 821, 153387. [Google Scholar] [CrossRef]
- Shao, B.; Zong, Y.; Wen, D.; Tian, Y.; Shan, D. Investigation of the phase transformations in Ti 22Al 25Nb alloy. Mater. Charact. 2016, 114, 75–78. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Ma, Z.; Huang, Y.; Yu, L.; Liu, Y. Static coarsening behavior of a pre-deformed Ti2AlNb-based alloy during heat treatment. Vacuum 2019, 169, 108934. [Google Scholar] [CrossRef]
- Zhao, M.; Chiew, S.; Lee, C. Post weld heat treatment for high strength steel welded connections. J. Constr. Steel Res. 2016, 122, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials 2020, 14, 30. [Google Scholar] [CrossRef]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar] [CrossRef]
- Li, W.; Vairis, A.; Preuss, M.; Ma, T. Linear and rotary friction welding review. Int. Mater. Rev. 2016, 61, 71–100. [Google Scholar] [CrossRef]
- Geng, P.; Qin, G.; Zhou, J.; Zou, Z. Hot deformation behavior and constitutive model of GH4169 superalloy for linear friction welding process. J. Manuf. Process. 2018, 32, 469–481. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Liu, C.; Li, C.; Ma, Z.; Huang, Y.; Wang, Z.; Li, W. Microstructure evolution and mechanical properties of linear friction welded S31042 heat-resistant steel. J. Mater. Sci. Technol. 2018, 34, 653–659. [Google Scholar] [CrossRef]
- Guo, Z.; Ma, T.; Li, W.; Zhang, Y.; Zhao, Z.; Tao, J.; Kang, W. Intergrowth Bonding Mechanism and Mechanical Property of Linear Friction Welded Dissimilar Near-Alpha to Near-Beta Titanium Alloy Joint. Adv. Eng. Mater. 2021, 2001479. [Google Scholar] [CrossRef]
- Li, Y.; Guo, X.; Chen, B.; Li, P.; Guo, Q.; Ding, R.; Yu, L.; Su, Y.; Li, W. Microstructure and Mechanical Properties of Linear Friction Welding Joint of GH4169 Alloy/S31042 Steel. Acta Metall. Sin. 2021, 57, 363–374. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Maximizing the integrity of linear friction welded Waspaloy. Mater. Sci. Eng. A 2012, 555, 117–130. [Google Scholar] [CrossRef]
- Yang, X.; Li, W.; Fu, Y.; Ye, Q.; Xu, Y.; Dong, X.; Hu, K.; Zou, Y. Finite element modelling for temperature, stresses and strains calculation in linear friction welding of TB9 titanium alloy. J. Mater. Res. Technol. 2019, 8, 4797–4818. [Google Scholar] [CrossRef]
- Yang, X.; Li, W.; Feng, Y.; Yu, S.; Xiao, B. Physical simulation of interfacial microstructure evolution for hot compression bonding behavior in linear friction welded joints of GH4169 superalloy. Mater. Des. 2016, 104, 436–452. [Google Scholar] [CrossRef]
- Chen, X.; Xie, F.; Ma, T.; Li, W.; Wu, X. Microstructure evolution and mechanical properties of linear friction welded Ti2AlNb alloy. J. Alloys Compd. 2015, 646, 490–496. [Google Scholar] [CrossRef]
- Xue, C.; Zeng, W.; Wang, W.; Liang, X.; Zhang, J. Quantitative analysis on microstructure evolution and tensile property for the isothermally forged Ti2AlNb based alloy during heat treatment. Mater. Sci. Eng. A 2013, 573, 183–189. [Google Scholar] [CrossRef]
- Wei, W.; Weidong, Z.; Chen, X.; Xiaobo, L.; Jianwei, Z. Designed bimodal size lamellar O microstructures in Ti 2 AlNb based alloy: Microstructural evolution, tensile and creep properties. Mater. Sci. Eng. A 2014, 618, 288–294. [Google Scholar] [CrossRef]
- Fu, Y.; Lv, M.; Zhao, Q.; Zhang, H.; Cui, Z. Investigation on the size and distribution effects of O phase on fracture properties of Ti2AlNb superalloy by using image-based crystal plasticity modeling. Mater. Sci. Eng. A 2021, 805, 140787. [Google Scholar] [CrossRef]
- Huang, Z.-S.; Lin, P.; Shen, J. Origin of the O phase and its effect on the mechanical properties of rolled Ti-22Al-25Nb alloy sheets. Mater. High Temp. 2021, 38, 103–113. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | Nb | O | N | H |
| Content | Balance | 10.65 | 42.68 | 0.056 | 0.0055 | 0.0015 |
| Parameters | 1# | 2# | 3# | 4# | 5# | 6# | 7# | 8# | 9# | 10# | 11# | 12# |
| Friction pressure/MPa | 50 | 50 | 50 | 50 | 50 | 50 | 60 | 60 | 70 | 70 | 70 | 70 |
| Forging pressure/MPa | 100 | 100 | 100 | 100 | 100 | 100 | 110 | 120 | 120 | 120 | 120 | 130 |
| Amplitude/mm | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Frequency/Hz | 24 | 24 | 24 | 24 | 24 | 24 | 26 | 26 | 26 | 26 | 26 | 26 |
| Time/s | 6 | 8 | 10 | 6 | 8 | 10 | 6 | 6 | 6 | / | / | / |
| Feed rate/mm/s | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 3.0 | 5.0 | 5.0 |
| No. | Element | wt.% | at.% |
|---|---|---|---|
| Spot 1 | Al | 8.48 | 18.05 |
| Ti | 43.73 | 52.42 | |
| Nb | 47.79 | 29.53 | |
| Spot 2 | Al | 6.75 | 13.51 |
| Ti | 59.24 | 66.74 | |
| Nb | 34.01 | 19.76 |
| Temperature | α2 (%) | O (%) | B2 (%) |
|---|---|---|---|
| 760 °C | / | 40.93 | 59.07 |
| 800 °C | / | 45.21 | 54.79 |
| 840 °C | / | 42.37 | 57.63 |
| Sample | Heat Treatment Temperature | UTS (MPa) | YS (MPa) | Elongation (%) | Fraction Location |
|---|---|---|---|---|---|
| Base metal | / | 1203 ± 10 | 1117 ± 20 | 5.8 ± 0.3 | / |
| As welded [44] | / | 1036 ± 7 | 976 ± 26 | 4.4 ± 0.3 | Weld zone |
| AT1 | 760 °C/2 h/AC | 1118 ± 11 | 1108 ± 18 | 3.6 ± 0.1 | TMAZ |
| AT2 | 800 °C/2 h/AC | 1206 ± 13 | 1131 ± 21 | 4.8 ± 0.3 | TMAZ |
| AT3 | 840 °C/2 h/AC | 1109 ± 21 | 1004 ± 15 | 6.8 ± 0.3 | TMAZ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Zhang, Z.; Xie, F.; Wu, X.; Ma, T.; Li, W.; Sun, D. Optimizing the Integrity of Linear Friction Welded Ti2AlNb Alloys. Metals 2021, 11, 802. https://doi.org/10.3390/met11050802
Chen X, Zhang Z, Xie F, Wu X, Ma T, Li W, Sun D. Optimizing the Integrity of Linear Friction Welded Ti2AlNb Alloys. Metals. 2021; 11(5):802. https://doi.org/10.3390/met11050802
Chicago/Turabian StyleChen, Xi, Zhao Zhang, Faqin Xie, Xiangqing Wu, Tiejun Ma, Wenya Li, and Dianjun Sun. 2021. "Optimizing the Integrity of Linear Friction Welded Ti2AlNb Alloys" Metals 11, no. 5: 802. https://doi.org/10.3390/met11050802