
Multi-Objective Optimization of Process Parameters to Enhance Efficiency in the Shoe-Type Centerless Grinding Operation for Internal Raceway of Ball Bearings


Abstract
:
1. Introduction
- -
- To determine the optimum process parameters (Snf, Vw, af, Np) to minimize the grindstone wear (Gw) and to maximize the material removal rate (MRR) and the total number of ground parts in a grinding cycle (N’p), while ensuring the other technology requirements are still guaranteed such as: the surface roughness Ra ≤ 0.5 (µm), the oval level Op ≤ 3 (µm) in the STCG operation for SUJ2 alloy steel.
- -
- To determine the influences of the process parameters on the wear of the grinding wheel (Gw), the oval level of the parts (Op), and the surface roughness of the parts (Ra) in the STCG operation for SUJ2 alloy steel.
2. Experimental Tests
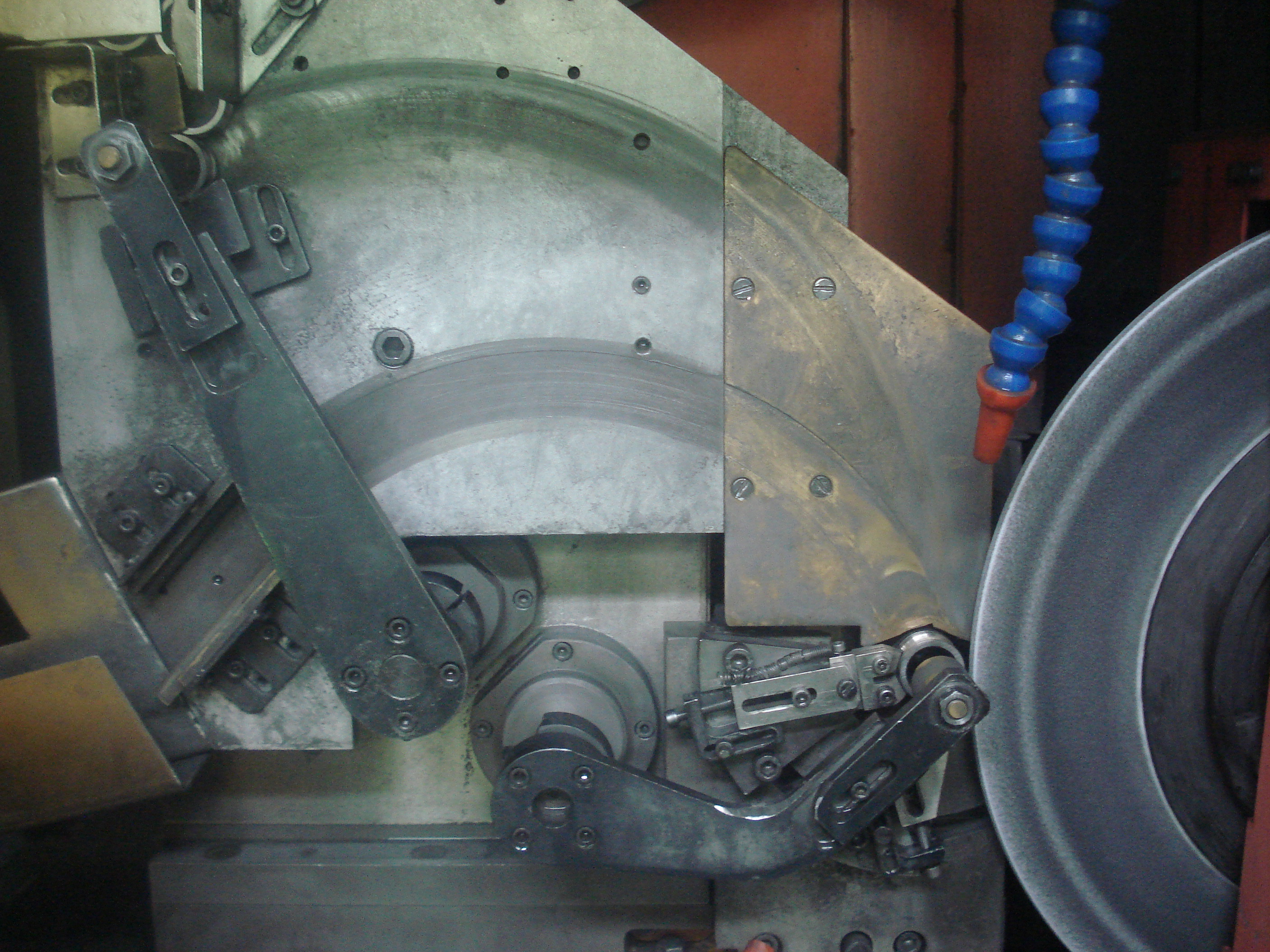
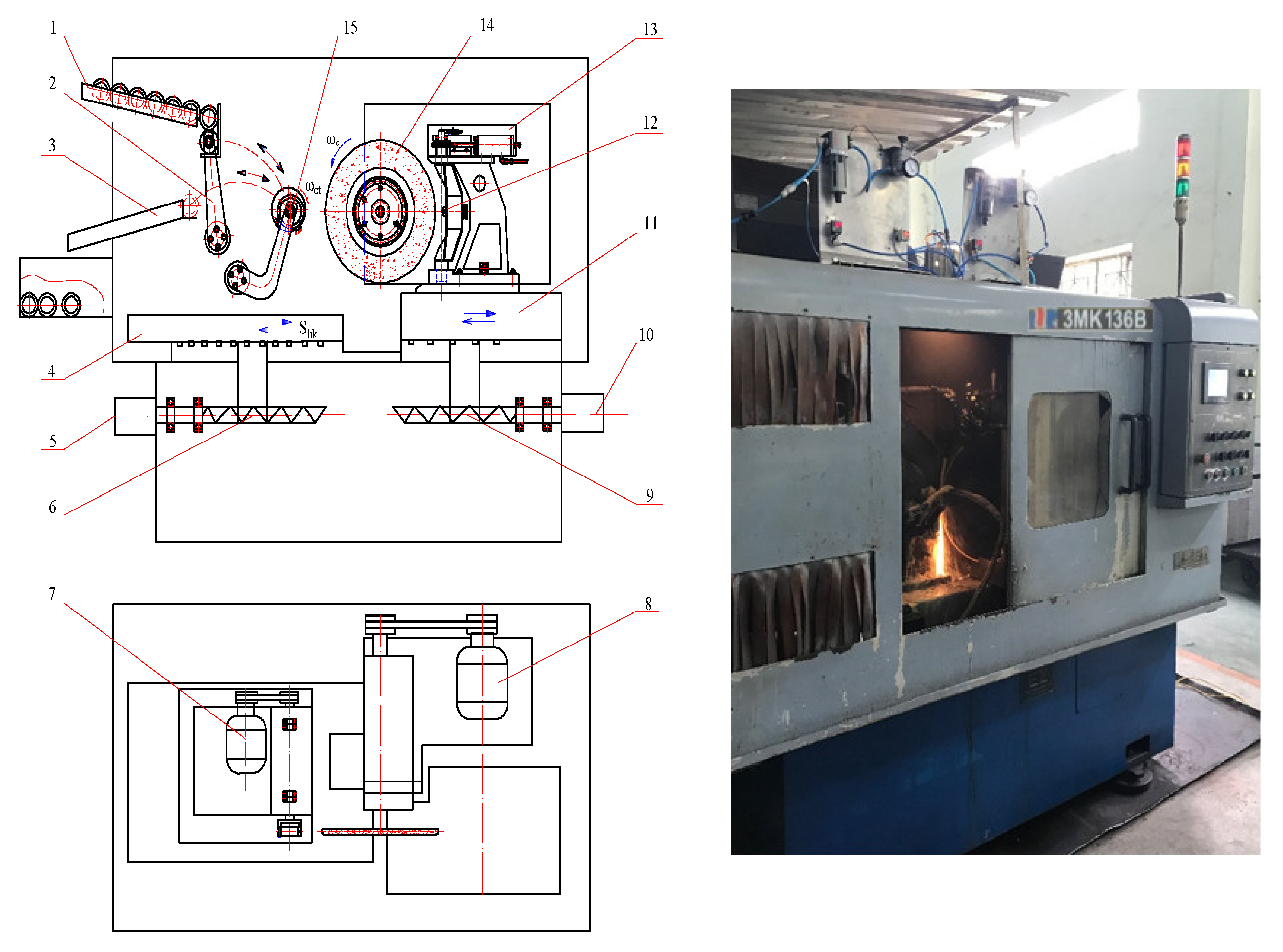
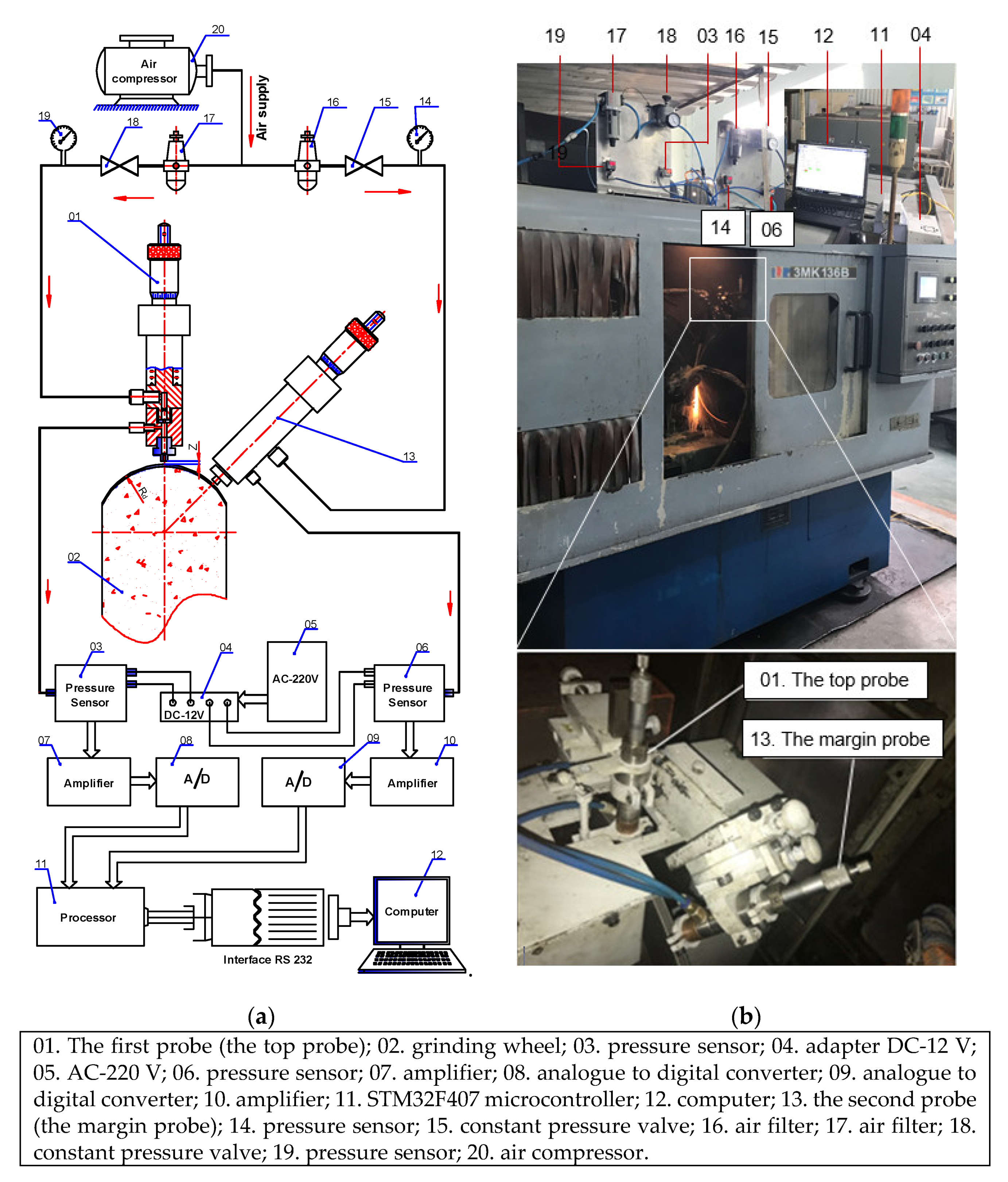
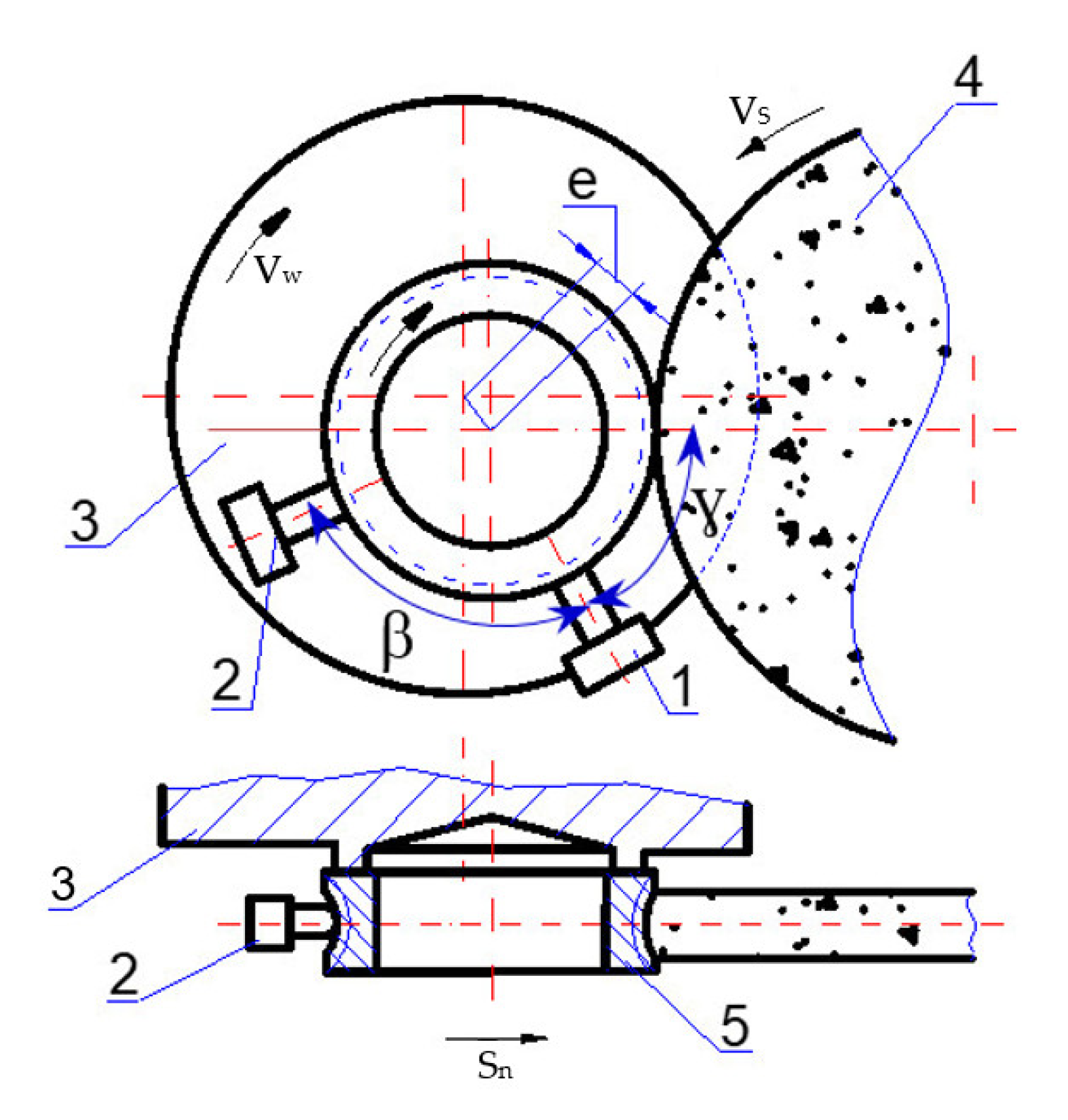
2.1. Test Specimen and Grinding Equipment
2.2. The Determination of Process Parameters and Characteristic Responses for Optimization
2.3. Design of Experiments and Experimental Results
- -
- The first step: measuring the wear value of the grinding wheel after each test by using the pneumatic measuring system.
- -
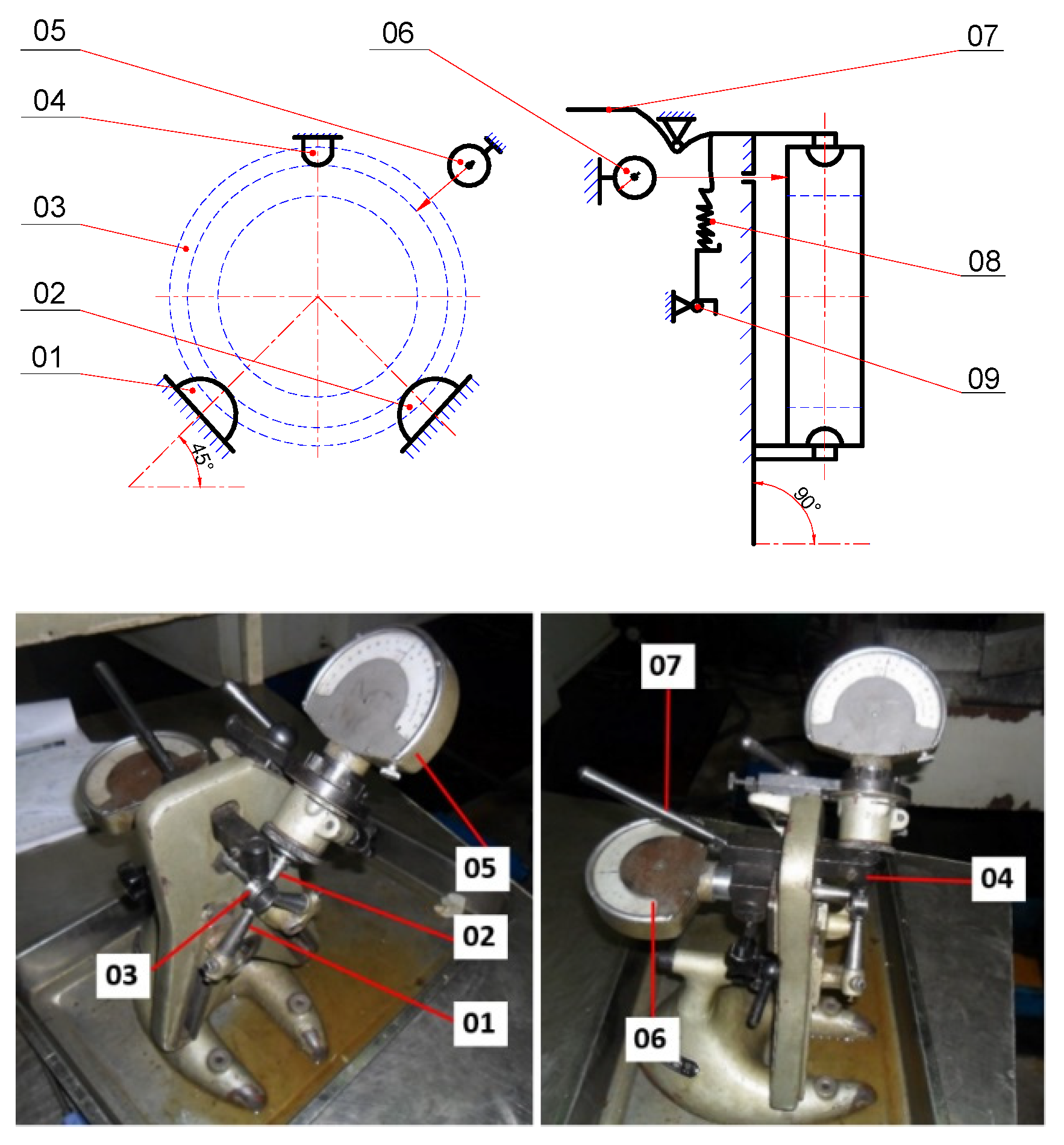
- The second step: measuring the oval level of the raceway bottom diameter after each test by using the D022 measurement equipment.
- -
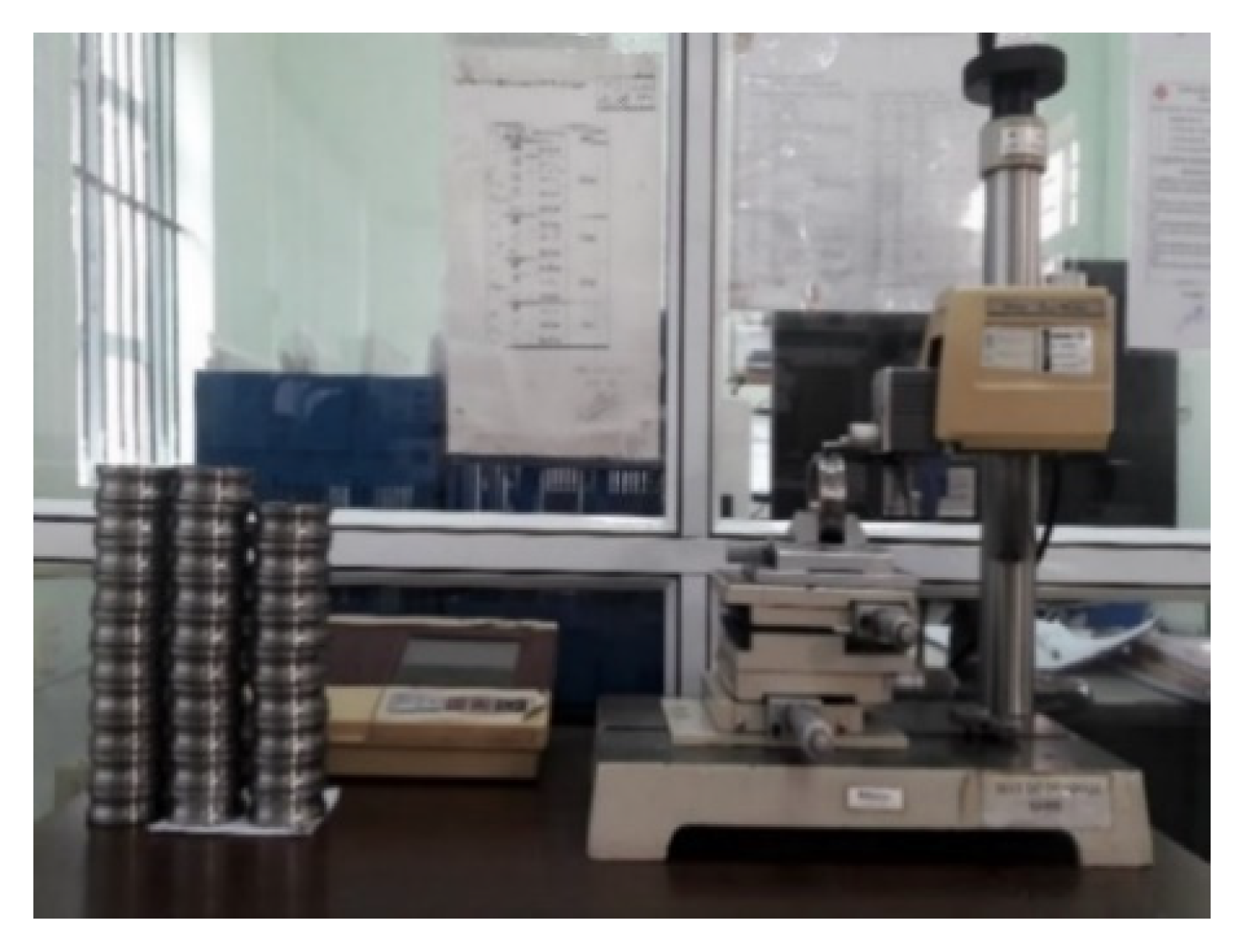
- The third step: measuring the surface roughness of the processed raceway after each test by using the SJ400 roughness tester.
- -
- The fourth step: determining the value of the material removal rate (MRR) after each test. The value of the material removal rate (MRR) was determined by Equation (2) [26,27].where:
- Wb: workpiece weight before processing (g). It was measured using weight balancing.
- Wa: workpiece weight after processing (g). It was measured using weight balancing.
- Tm: machining time (s).
3. Establishing Mathematical Models for Main Output Parameters over Process Parameters
- -
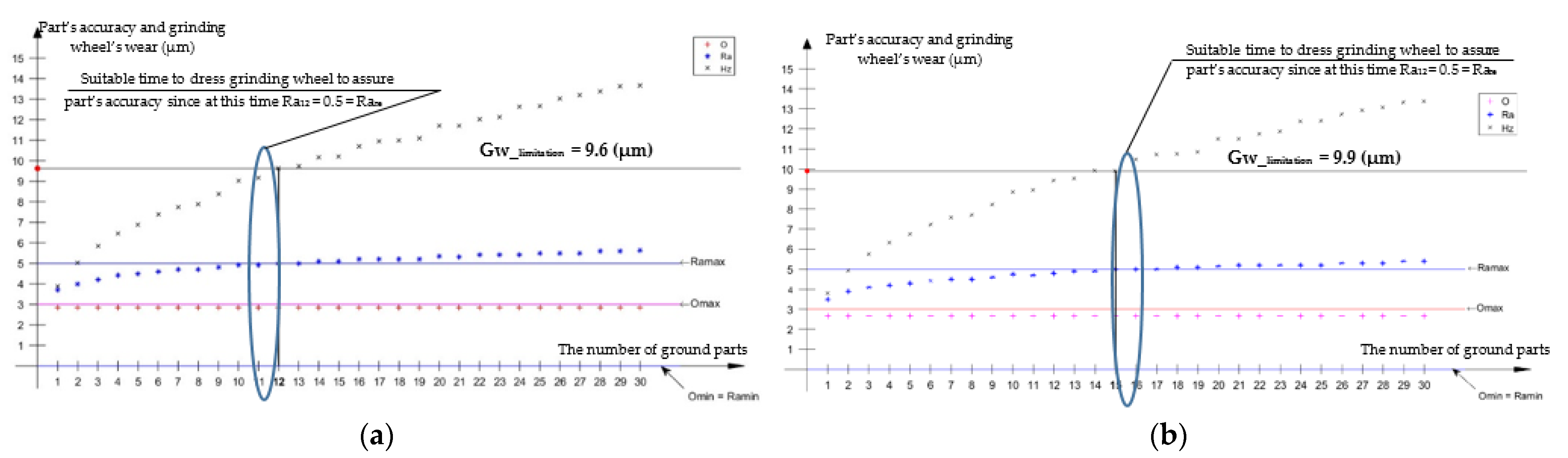
- For a certain set of process parameters, when the number of ground parts increased, the wear of the grinding wheel and the surface roughness of the raceway also increased, but the oval level of the raceway bottom’s diameter did not change. Therefore, according to grinding time, there is a moment at which the accuracy of the ground part will exceed the required accuracy. For the first set of process parameters, when the 12th part was ground, its surface roughness of the raceway was equal to the required surface roughness value (Ra12 = Rare = 0.5 μm). For this reason, from the 12th part upward, the surface roughness was not guaranteed as the requirement. This was the appropriate time to dress the grinding wheel. Thus, the wear value at the 12th part is the economic limitation wear value of the grinding wheel corresponding to the above cutting mode. Therefore, for the first set of process parameters, the economic limitation wear value was equal to the wear value at the 12th part, i.e., Gw_limitaiton = Gw12 = 9.6 μm.
- -
- For different sets of process parameters, the economic limitation wear values of the grinding wheel were different. For example, for the cutting mode of Snf = 12.5 µm/s, Vw = 12 m/min, and af = 15 µm, it was shown that when the 12th part was ground, its surface roughness was exactly the same as the standard surface roughness value (Ra12 = 0.5 µm = Rare). Thus, for this cutting mode, it showed that Gw_limitation = Gw12 = 9.6 µm. For the cutting mode of Snf = 12.5 µm/s, Vw = 12 m/min, and tf = 10 µm, the part’s surface roughness value reached the standard surface roughness value at the 15th part (Ra15 = 0.5 µm = Rare), i.e., Gw_limitation = Gw15 = 10.26 µm.
- -
- When the parameters of the cutting mode (Snf, Vw, af) changed, the grinding wheel’s wear value (Gw1, Gw2, etc.), the part’s surface roughness (Ra1, Ra2, etc.), and the oval level of the raceway bottom’s diameter (O1, O2, etc.) also changed. For the first set of cutting mode parameters (Figure 8a), those values after grinding the first part, the second part, the third part, and the fourth part were Gw1 = 3.65 µm, Gw2 = 4.71 µm, Gw3 = 5.50 µm, Gw4 = 6.05 µm, Ra1 = 0.33 µm, Ra2 = 0.36 µm, Ra3 = 0.38 µm, Ra4 = 0.39 µm, O1 = O2 = O3 = 2.67 µm, and O4 = 2.83 µm, respectively. For the second set of cutting mode parameters (Figure 8b), those values after grinding the first part, the second part, the third part, and the fourth part were Gw1 = 3.89 µm, Gw2 = 5.03 µm, Gw3 = 5.88 µm, Gw4 = 6.48 µm, Ra1 = 0.37 µm, Ra2 = 0.40 µm, Ra3 = 0.42 µm, Ra4 = 0.44 µm, O1 =1.83 µm, and O2 = O3 = O4 = 2.33 µm, respectively. Thus, the process parameters including the normal feed rate of fine grinding (Snf), the speed of the workpiece (Vw), the cutting depth of fine grinding (af), and the number of ground parts (Np) influenced the grinding wheel’s wear, the raceway’s surface roughness, and the oval level of the raceway bottom’s diameter.
- -
- Mathematical model for the surface roughness of parts:
- -
- Mathematical model for the grindstone wear:
- -
- Mathematical model for the oval level of parts:
- -
- Mathematical model for the material removal rate:
- -
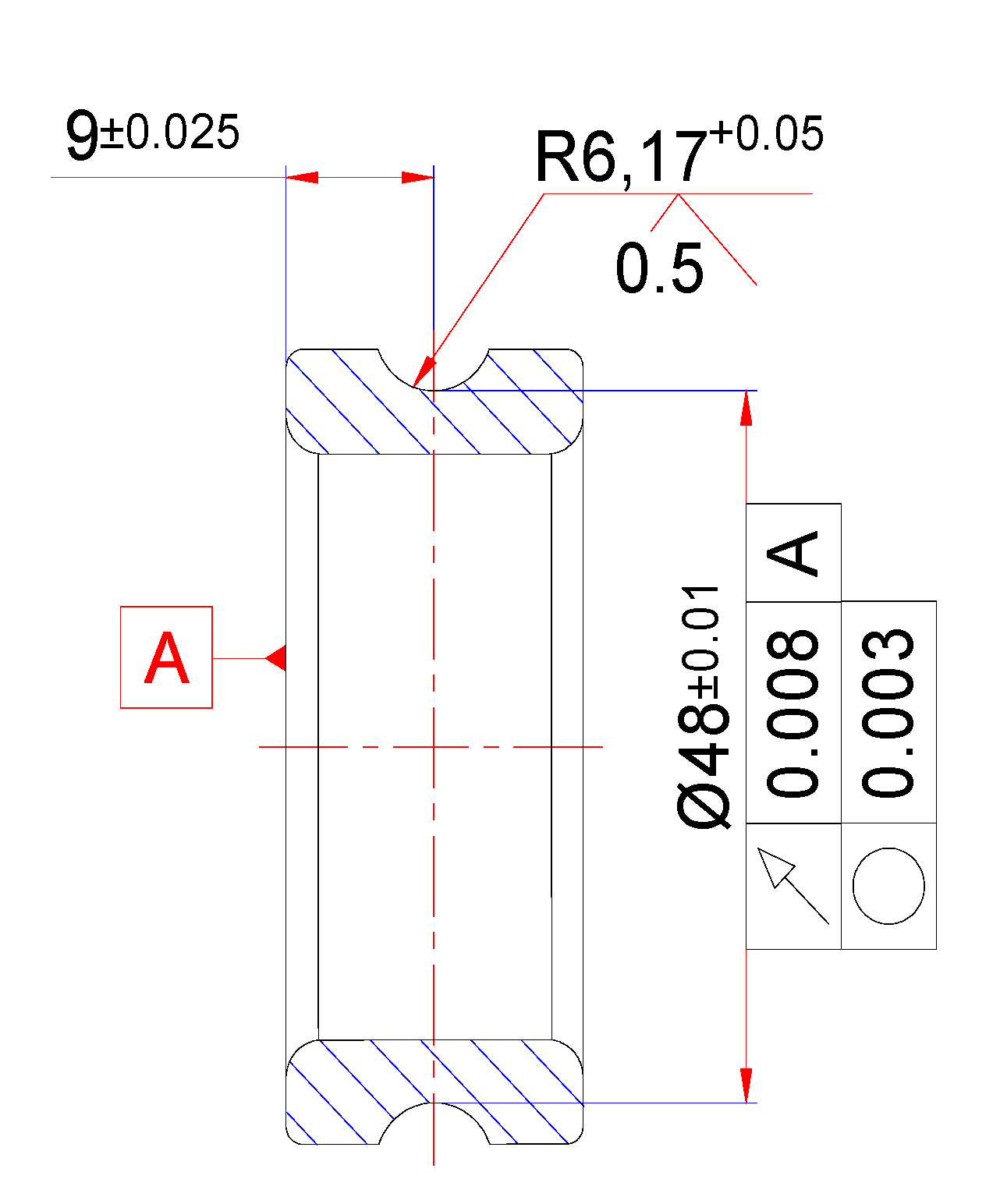
- When the normal feed rate of fine grinding (Snf) increased, the material removal rate (MRR), the grinding wheel wear (Gw), and the surface roughness (Ra) increased. When the workpiece speed (Vw) increased, the grinding wheel wear (Gw) and the surface roughness (Ra) also increased. However, the degree of influence of the workpiece speed on the grinding wheel wear and the surface roughness was lower than those of the normal feed rate. When the depth of cutting (a) increased, the material removal rate (MRR), the grinding wheel wear (Gw), and the surface roughness (Ra) increased. However, the increase in grinding wheel wear and surface roughness was negligible. In this case, the cause was mainly due to the influences of vibration, the cutting force, and grinding wheel wear. When the normal feed rate of fine grinding (Snf) or the workpiece speed (Vw) increased, the cutting force and the cutting heat increased. This led to the increase in the grinding wheel wear and the surface roughness. However, in the case of the oval level (Op), the influence of workpiece speed on the oval level was reversed. When workpiece speed (Vw) increased, the oval level (Op) decreased, and vice-versa. In this case, the cause was mainly due to the uneven distribution of metal removal over the whole workpiece circumference. The nature of workpiece rotation is the motion of feed per revolution. When the speed of the workpiece (Vw) reduced, the values of the cutting depth per rotation increased. Thus, the distribution of the surplus stock over the whole workpiece circumference could be uneven. For example, in the case of the workpiece speed (Vw) of 6 m/min (100 mm/s) and the workpiece diameter (D) of 48 mm, the number of workpiece revolutions per second was determined as follows:Therefore, in one second, the workpiece rotated 0.66 revolutions. If the normal feed rate (Sn) is equal to 5 µm/s, in one second, the workbench will be cut into 5 µm. Hence, in the 1st second, the grinding wheel cuts into the workpiece surface the same amount of metal removed as the amount of the normal feed rate (5 µm). However, in the 2nd second, since the rotation of the workpiece has not yet reached its full circle, the grinding wheel must cut into the workpiece surface the amount of metal removed that is twice the amount of the normal feed rate (10 µm). Thus, the amount of metal removal over the entire perimeter of the workpiece will be unevenly distributed throughout the grinding process. As a result, on the whole perimeter of the workpiece, there are some positions that grindstone will cut with a large metal removal, and there are some positions that the grindstone will cut with a smaller metal removal. Thus, the diameter deviation of the ground part at different cross sections will be increased. This leads to an increase in the part’s oval level. Similarly, the value of the diameter deviation also depends on the normal feed rate of fine grinding (Snf). If the normal feed rate of fine grinding (Snf) increases, the values of cutting depth per rotation will increase. Thus, the part’s oval level (Op) will also increase as well, and vice-versa. In addition, the part’s oval level (Op) also depends on the cutting depth (a). When the depth of fine grinding (af) increases, the amount of metal removed and the uneven distribution of metal removal over the whole workpiece circumference during the grinding process will also increase. Therefore, this leads to an increase in the part’s oval level.
- -
- When the number of ground parts (Np) increases, the part’s surface roughness (Ra) and the grinding wheel’s wear (Gw) will also increase. In particular, the impact of the number of ground parts (Np) on the surface roughness of parts (Ra) and the wear of the grinding wheel (Gw) is much greater than the effect of the normal feed rate (Sn), the workpiece speed (Vw), and the depth of fine grinding (af). However, the number of ground parts (Np) does not affect the part’s oval (Op). In this case, the cause is mainly due to the influences of grinding wheel wear. In the machining process on the 3MK136B grinder, the grindstone dresses are only implemented at the end of a grinding cycle. Thus, the wear of the grinding wheel (Gw) increases when the number of ground parts (Np) increases. This leads to an increase in the surface roughness of parts. However, it does not affect the diameter deviation of ground parts at different cross sections. Thus, the oval level of parts does not change when the number of ground parts increases.
4. Multi-Objective Optimization
4.1. Establishing Constraints
4.2. Establishing the Objective Function
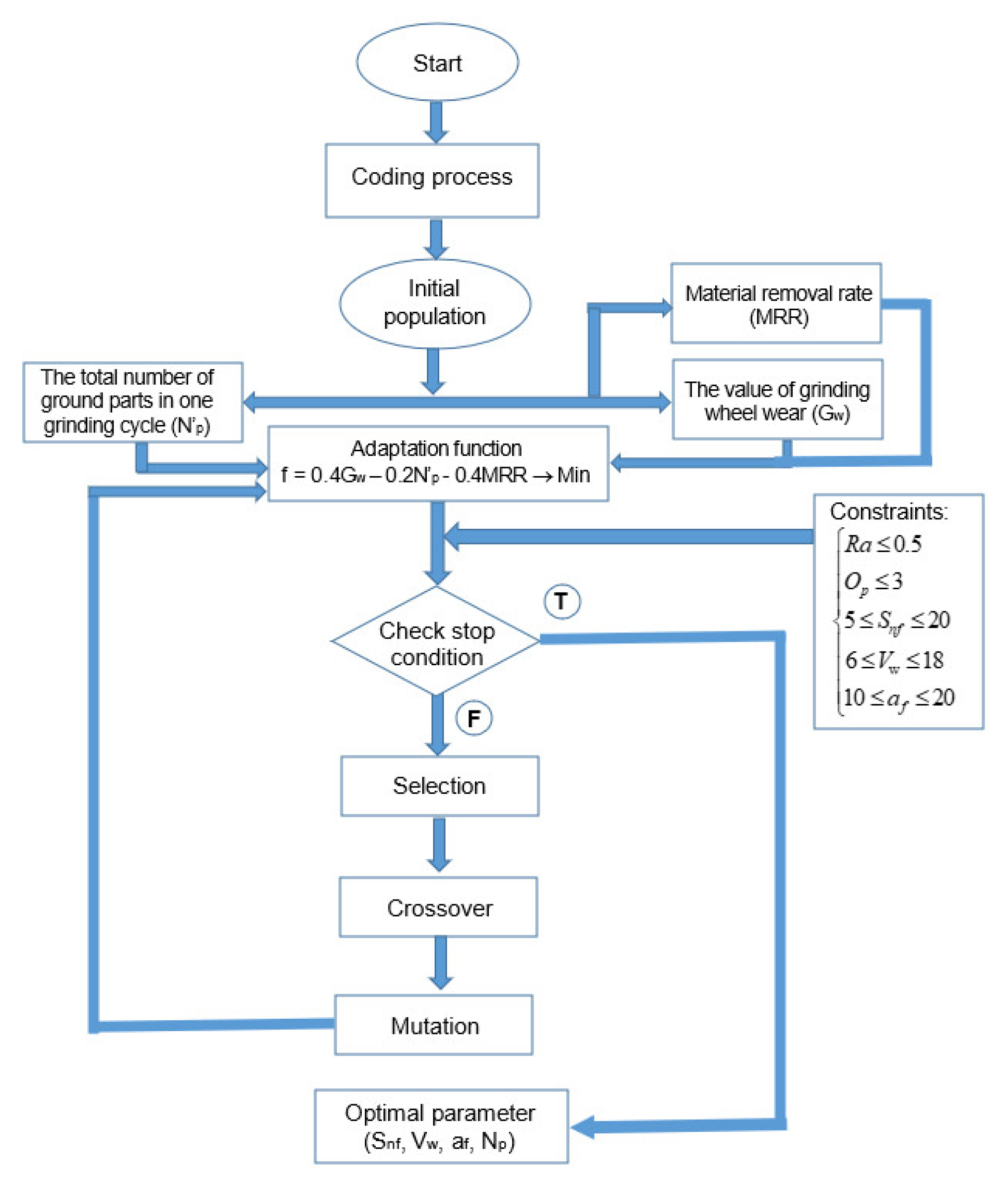
4.3. Applying a Genetic Algorithm (GA) to Solve the Optimization Problem
- -
- The GA solves the optimization problem by encrypting setting parameters instead of using such parameters to solve.
- -
- The GA searches from a population of individuals instead of each individual.
- -
- The GA uses adaptation functions’ information without derivation or addition of other knowledge to evaluate the target function to support the search process. Therefore, GAs can be applied to most optimization problems (continuous or discrete).
- -
- The GA uses a transitive probability rule (transitivity) instead of a random rule.
- -
- The coding process: in order to solve this optimization problem using the GA, binary coding was used to represent the variables Snf, Vw, af, and Np. This coding process aimed to represent the chromosomes that contain information for the solution. In the calculation here, 10 bits were chosen for Snf and 7 bits for the other variables, thereby generating the total length to 31.
- -
- Generating the initial population: after selecting the appropriate coding method, input variables were encoded into chromosomes. This collection of chromosomes will form a population. The generation can begin with a population consisting of randomly generated individuals within the upper and lower limitation range of the variable.
- -
- Calculating the adaptation value and evaluating the constraints: after initializing the population, the output values (Gw, Ra, Op, MRR, N’p) are determined. Based on that, the target function value is determined, and the constraints are checked. This is the basis for suitable parental selection of crossover and mutation processes.
- -
- The selection process: selection aims to eliminate bad individuals in a population and keep good ones. Based on the target function value, in each generation, individuals with good adaptability are selected to form a new generation and prepare for implementation of the next crossover and mutation. In this study, the roulette wheel selection method was used for reproduction. The probability of choosing an individual for breeding for the next generation was proportional to its fitness; the better the fitness, the higher the chance for that individual to be chosen. The probability of choosing an individual {pi} was equal to:where:fi is the fitness of i.N is the size of the current generation.
- -
- The crossover process: this process creates the offspring chromosomes on the basis of selected parents’ chromosomes by combining one or various genes of two or numerous parental chromosomes. It produces a number of individuals with high fitness and eliminates some with low fitness. The probability of crossover pc was 0.8.
- -
- The mutation process: mutation happens with a probability pm much smaller than the crossover probability pc. The probability of mutation pm was 0.05. The purpose of the mutation process is to avoid the found optimal point being the local optimal point.
- -
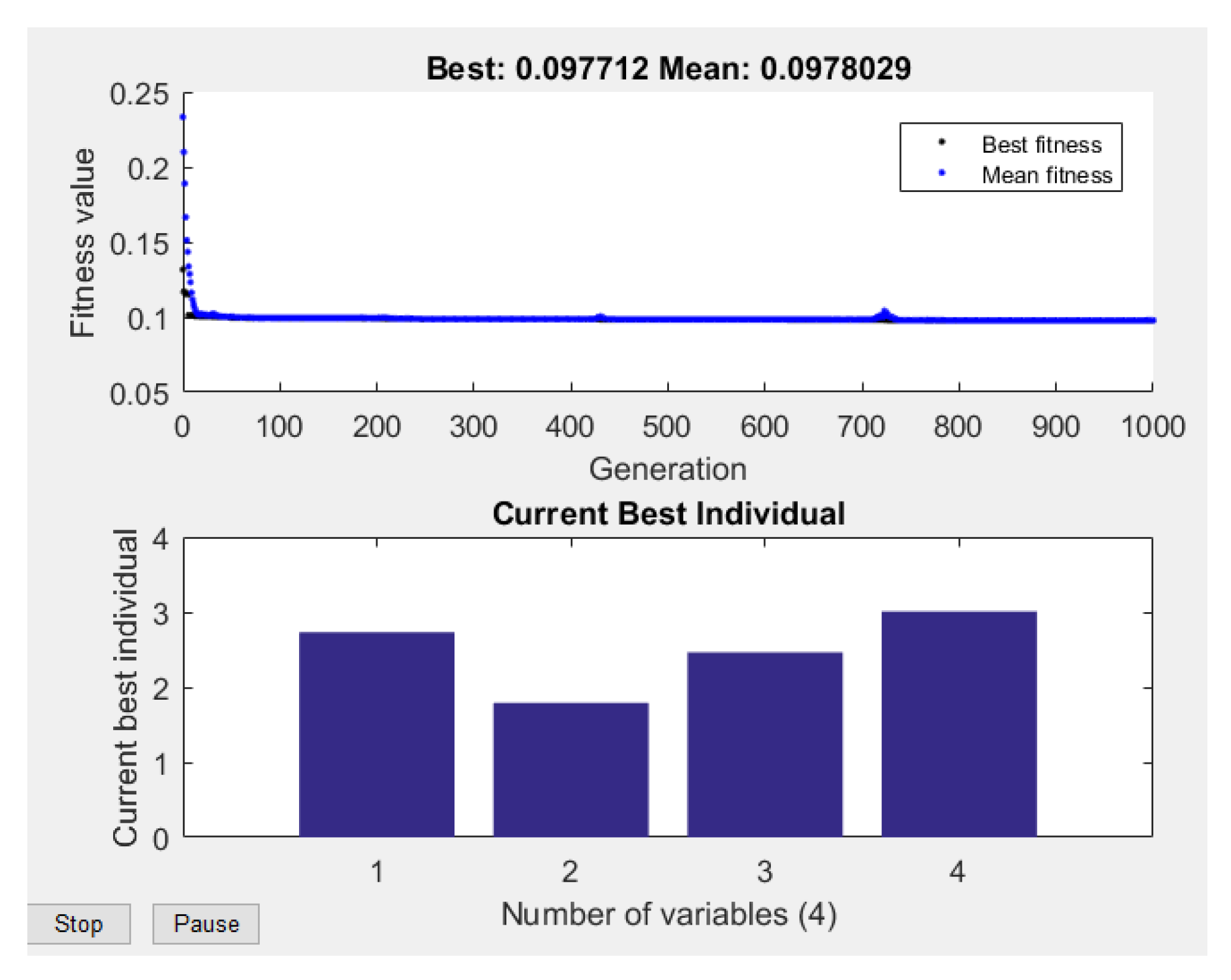
- The stopping condition: when the stopping condition is satisfied, the algorithm finishes and provides the best solution among the current population.
5. Conclusions
- -
- In this study, an orthogonal test was designed and conducted to determine the influence of four input parameters (Snf, Vw, af, Np) on the four output responses (Gw, Ra, O, MRR). The experimental results showed that the impact of the number of ground parts (Np) on the part’s surface roughness (Ra) and the grinding wheel’s wear (Gw) was the largest. However, the number of ground parts (Np) did not affect the part’s oval level (Op).
- -
- The explicit mathematical functions that express the dependencies of outcome parameters (Gw, Ra, Op, MRR) on the process parameters (Snf, Vw, af, Np) were determined by applying a regression approach with the least-square method. The regression statistics of developed mathematical models showed good predictability and high reliability of these models.
- -
- Taking the grindstone wear (Gw), the material removal rate (MRR), and the total number of ground parts in a grinding cycle (N’p) as objective functions and grinding quality parameters as constraints, a multi-objective optimization problem in the shoe-type centerless grinding operation for the 6208 inner ring raceway surfaces was proposed. The genetic algorithm was used to solve the multi-objective optimization problem. Based on that, the optimal solution set was found as follows: Snf =15.38 µm/s, Vw = 6.00 m/min, af = 11.76 µm, and Np = 20 parts. For this optimal condition, the predicted values of four output responses were as follows: Gw = 11.03 (µm), MRR = 0.45 (g/min), N’p = 20 (parts), Ra = 0.49 (µm), and Op = 2.62 (µm).
- -
- The optimal technology mode was applied into the real machining process for the inner ring raceway of the 6208_ball bearing made from SUJ2 alloy steel, and the outcome showed a much better result in comparison with default setting modes, while still ensuring the technology requirements. The obtained result also showed that the difference in experimental values and predicted values of the output parameters was within 5% of the range, indicating that the models that were proposed in the study are reliable.
- -
- Compared with the optimal technology modes in [2,3], the total number of ground parts in a grinding cycle (N’p) were increased by 20 times. This optimal mode would provide the greatest grindstone durability and machining productivity, while satisfying the requirements of part’s precision to improve efficiency in the shoe-type centerless grinding operation for the internal raceway of 6208_ball bearings on the 3MK136B grinder. Such results would help manufacturers deal with questions in deciding the best option in numerous choices of conditions for initial technology parameters in order to enhance efficiency in the shoe-type centerless grinding operation for internal raceway of 6208_ball bearings on the 3MK136B grinder.
Funding
Conflicts of Interest
Nomenclature
| Ra | Part’s surface roughness (µm). |
| Gw | Grinding wheel wear (µm). |
| Op | The oval of groove bottom diameter (µm). |
| MRR | Material removal rate (g/mm). |
| Snf | Normal feed rate for fine grinding (µm/min). |
| Vw | Workpiece speed (m/min). |
| VS | Grinding speed (m/min) |
| af | The depth of fine grinding (µm). |
| Np | The number of ground parts (part). |
| N’p | The total number of ground parts in a grinding cycle (part/cycle). |
| STCG | The shoe-type centerless grinding |
References
- Jiang, J.; Ge, P.; Sun, S.; Wang, D. The theoretical and experimental research on the bearing inner ring raceway grinding process aiming to improve surface quality and process efficiency based on the integrated grinding process model. Int. J. Adv. Manuf. Technol. 2017, 93, 747–765. [Google Scholar] [CrossRef]
- Chang, Z.; Jia, Q.; Yuan, X.; Chen, Y. Optimization of the grinding process to improve the surface integrity of bearing raceways. Int. J. Adv. Manuf. Technol. 2017, 91, 4243–4252. [Google Scholar] [CrossRef]
- Chang, Z.; Jia, Q. Optimization of grinding efficiency considering surface integrity of bearing raceway. SN Appl. Sci. 2019, 1, 679. [Google Scholar] [CrossRef] [Green Version]
- Charmley, J.E. Geometric and dynamic analysis of shoe-type centerless grinding. In Master of Science in Mechanical Engineering; Massachusetts Institute of Technology: Cambridge, MA, USA, 1992. [Google Scholar]
- Saravanan, R.; Asokan, P.; Sachidanandam, M. A multi-objective genetic algorithm (GA) approach for optimization of surface grinding operations. Int. J. Mach. Tools Manuf. 2002, 42, 1327–1334. [Google Scholar] [CrossRef]
- Slowik, A.; Slowik, J. Multi-objective optimization of surface grinding process with the use of evolutionary algorithm with remembered Pareto set. Int. J. Adv. Manuf. Technol. 2007, 37, 657–669. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Mia, M.; Pimenov, D.Y.; Gasiyarov, V.R.; Gupta, M.K.; He, N. Multi-Objective Optimization for Grinding of AISI D2 Steel with Al2O3 Wheel under MQL. Materials 2018, 11, 2269. [Google Scholar] [CrossRef] [Green Version]
- Tran, T.T.; Luu, A.T.; Nguyen, Q.T.; Le, H.K.; Nguyen, A.T.; Hoang, T.D.; Le, X.H.; Banh, T.L.; Pi, V.N. Optimization of Replaced Grinding Wheel Diameter for Surface Grinding Based on a Cost Analysis. Metals 2019, 9, 448. [Google Scholar] [CrossRef] [Green Version]
- Tung, L.A.; Hong, T.T.; Cuong, N.V.; Ky, L.H.; Muthuramalingam, T.; Trung, D.D.; Hung, L.X.; Vu, N.P. Optimization of Manufacturing Time in Surface Grinding. Advances in Engineering Research and Application. In Proceedings of the International Conference on Engineering Research and Applications, Thai Nguyen, Vietnam, 1–2 December 2019; Nguyen, D., Vu, N., Tien Long, B., Puta, H., Eds.; Springer: Cham, Switzerland, 2020; Volume 104, pp. 566–574. [Google Scholar] [CrossRef]
- Tran, T.H.; Tuyen, V.T.; Tung, L.A.; Do, T.V.; Nguyen, T.Q.D.; Nguyen, T.T.; Giang, T.N.; Pi, V.N. Improvement of Wheel Life by Optimization of Dressing Parameters in Surface Grinding of SKD11 Steel. Mater. Sci. Forum 2021, 1020, 68–74. [Google Scholar] [CrossRef]
- Hong, T.T.; Vu, N.N.; Phan, N.H.; Giang, N.T.; Tu, N.T.; Hung, L.X.; Danh, B.T.; Tung, L.A. Multi Response Optimization of Dressing Conditions for Surface Grinding SKD11 Steel by Hai Duong Grinding Wheel Using Grey Relational Analysis in Taguchi Method. Advances in Engineering Research and Application. In Proceedings of the International Conference on Engineering Research and Applications, Thai Nguyen, Vietnam, 1–2 December 2020; Sattler, K.U., Nguyen, D.C., Vu, N.P., Long, B.T., Puta, H., Eds.; Springer: Cham, Switzerland, 2021; Volume 178, pp. 560–571. [Google Scholar] [CrossRef]
- Rudrapati, R.; Pal, P.K.; Bandyopadhyay, A. Modeling and optimization of machining parameters in cylindrical grinding process. Int. J. Adv. Manuf. Technol. 2015, 82, 2167–2182. [Google Scholar] [CrossRef]
- Pi, V.N.; Hung, L.X.; Tung, L.A.; Long, B.T. Cost Optimization of Internal Grinding. J. Mater. Sci. Eng. B 2016, 6, 291–296. [Google Scholar] [CrossRef] [Green Version]
- Deresse, N.C.; Deshpande, V.; Taifa, I.W.R. Experimental investigation of the effects of process parameters on material removal rate using Taguchi method in external cylindrical grinding operation. Eng. Sci. Technol. Int. J. 2020, 23, 405–420. [Google Scholar] [CrossRef]
- 3ахаров, O.B.; Бpжозовский, Б.M. Ensuring Technical Reliability in Centerless Grinding Process, 2nd ed.; Ministry of Education and Science of the Russian Federation, Federal Agency for Education: Saratov State Technical University: Saratov Oblast, Russian, 2010; pp. 140–185. [Google Scholar]
- Young, H.T.; Chen, D.J. Online dressing of profile grinding wheels. Int. J. Adv. Manuf. Technol. 2006, 27, 883–888. [Google Scholar] [CrossRef]
- Rascalha, A.; Brandão, L.C.; Filho, S.L.M.R. Optimization of the dressing operation using load cells and the Taguchi method in the centerless grinding process. Int. J. Adv. Manuf. Technol. 2013, 67, 1103–1112. [Google Scholar] [CrossRef]
- Paoletti, A.; Ilio, A.D. A monitoring system for metal matrix composites grinding based on a noncontact capacitive sensor. J. Manuf. Technol. Res. 2011, 3, 197–210. [Google Scholar]
- Dong, W.P.; Anne chino, L.; Webster, J.A. On-line measurement of grinding wheel wear using acoustic emission. Proc. Soc. Precis. Eng. 1996, 11, 566–571. [Google Scholar]
- Lachance, S.; Warkentin, A.; Bauer, R. Development of an automated system for measuring grinding wheel wear flats. J. Manuf. Syst. 2003, 22, 130–135. [Google Scholar] [CrossRef]
- Yu, H.; Lu, Y.; Wang, J. Study on wear of the grinding wheel with an abrasive phyllotactic pattern. Wear 2016, 358, 89–96. [Google Scholar] [CrossRef]
- Fan, K.C.; Lee, M.Z.; Mou, J.I. On-Line Non-Contact System for Grinding Wheel Wear Measurement. Int. J. Adv. Manuf. Technol. 2002, 19, 14–22. [Google Scholar] [CrossRef]
- Thang, V.T.; Tuan, N.A.; Tiep, N.V. Evaluation of grinding wheel wear in wet profile grinding for the groove of the ball bearing’s inner ring by pneumatic probes. J. Mech. Sci. Technol. 2018, 32, 1297–1305. [Google Scholar] [CrossRef]
- Yin, S.; Nguyen, D.T.; Chen, F.; Tang, Q.; Duc, L.A. Application of compressed air in the online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 1315–1331. [Google Scholar] [CrossRef]
- ISO 492-2002. Rolling Bearings—Radial Bearings—Geometrical Product Specification (GPS) and Tolerance Values; ISO: London, UK, 2002. [Google Scholar]
- Kumar, K. Optimizing Material Removal Rate in Cylindrical Grinding Process through Taguchi Method. Master’s Thesis, National Institute of Technology, Odisha, India, June 2007. [Google Scholar]
- Nawawi, Z.S.B. Modelling of Material Removal Rate on Grinding Ductile Iron Using Water Based SIO2 Nano Coolant. Bachelor’s Thesis, University Malaysia Pahang, Pekan, Malaysia, June 2012. [Google Scholar]
- Di Ilio, A.; Paoletti, A.; D’Addona, D.M. Characterization and modelling of the grinding process of metal matrix composites. CIRP Ann. 2009, 58, 291–294. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Technical Specifications | Value/Name |
|---|---|---|
| 1 | Model | 3MK136B (made in China) |
| 2 | Maximum outer diameter of workpiece | Ф82 (mm) |
| 3 | Radius of inner ring raceway | 0 ÷ 15 (mm) |
| 4 | Rotation speed of wheel spindle | 60 (m/s) |
| JIS Code | Grade | Grain | Bond | Outer Diameter of Grinding Wheel (mm) | Width of Grinding Wheel (mm) |
|---|---|---|---|---|---|
| A100L5V | Soft | White fused alumina | Vitrified | 500 | 8 |
| C (%) | Si (%) | Mn (%) | Ni (%) | Cr (%) | P (%) | S (%) | Mo (%) | Co (%) |
|---|---|---|---|---|---|---|---|---|
| 0.95~1.10 | 0.15~0.35 | 0.25–0.45 | <0.25 | 1.4–1.65 | max 0.25 | max 0.25 | <0.08 | <0.2 |
| No | Specifications | Value/Name |
|---|---|---|
| 1 | Model | SJ400 (Made in Japan) |
| 2 | Measuring range | 800 μm |
| 3 | Resolution | 0.000125 µm |
| 4 | Accuracy | 0.1 µm |
| No. | Input Parameters | Label | Unit | Experimental Levels | ||
|---|---|---|---|---|---|---|
| Low Level | Base Level | High Level | ||||
| 1 | The normal feed rate of fine grinding | Snf | μm/s | 5.0 | 12.5 | 20.0 |
| 2 | The speed of the workpiece | Vw | m/min | 6.0 | 12.0 | 18.0 |
| 3 | The depth of fine grinding | af | μm | 10 | 15 | 20 |
| 4 | The number of ground parts | Np | Parts | 10 | 20 | 30 |
| No. | Snf (µm/s) | Vw (m/min) | tf (µm) | Np (Parts) | Gw (µm) | Ra (µm) | Op (µm) | MRR (g/min) |
|---|---|---|---|---|---|---|---|---|
| 1 | 5 | 6 | 10 | 10 | 7.8 | 0.39 | 2.5 | 0.237 |
| 2 | 5 | 12 | 10 | 10 | 8.1 | 0.42 | 2.3 | 0.237 |
| 3 | 5 | 18 | 10 | 10 | 8.3 | 0.44 | 2.2 | 0.237 |
| 4 | 12.5 | 6 | 10 | 10 | 8.4 | 0.44 | 3.0 | 0.260 |
| 5 | 12.5 | 12 | 10 | 10 | 8.8 | 0.47 | 2.7 | 0.260 |
| 6 | 12.5 | 18 | 10 | 10 | 9.1 | 0.49 | 2.7 | 0.260 |
| 7 | 20 | 6 | 10 | 10 | 8.8 | 0.47 | 3.7 | 0.273 |
| 8 | 20 | 12 | 10 | 10 | 9.2 | 0.50 | 3.3 | 0.273 |
| 9 | 20 | 18 | 10 | 10 | 9.5 | 0.52 | 3.2 | 0.273 |
| 10 | 5 | 6 | 15 | 10 | 7.9 | 0.41 | 2.8 | 0.250 |
| 11 | 5 | 12 | 15 | 10 | 8.3 | 0.44 | 2.7 | 0.250 |
| 12 | 5 | 18 | 15 | 10 | 8.5 | 0.46 | 2.5 | 0.250 |
| 13 | 12.5 | 6 | 15 | 10 | 8.6 | 0.46 | 3.2 | 0.271 |
| 14 | 12.5 | 12 | 15 | 10 | 9.0 | 0.49 | 2.8 | 0.271 |
| 15 | 12.5 | 18 | 15 | 10 | 9.3 | 0.51 | 2.8 | 0.271 |
| 16 | 20 | 6 | 15 | 10 | 9.0 | 0.49 | 3.8 | 0.284 |
| 17 | 20 | 12 | 15 | 10 | 9.5 | 0.52 | 3.5 | 0.284 |
| 18 | 20 | 18 | 15 | 10 | 9.7 | 0.54 | 3.3 | 0.284 |
| 19 | 5 | 6 | 20 | 10 | 8.1 | 0.42 | 3.3 | 0.256 |
| 20 | 5 | 12 | 20 | 10 | 8.4 | 0.45 | 2.8 | 0.256 |
| 21 | 5 | 18 | 20 | 10 | 8.6 | 0.47 | 2.7 | 0.256 |
| 22 | 12.5 | 6 | 20 | 10 | 8.8 | 0.47 | 3.2 | 0.274 |
| 23 | 12.5 | 12 | 20 | 10 | 9.2 | 0.51 | 3.0 | 0.274 |
| 24 | 12.5 | 18 | 20 | 10 | 9.4 | 0.53 | 3.0 | 0.274 |
| 25 | 20 | 6 | 20 | 10 | 9.2 | 0.50 | 3.8 | 0.295 |
| 26 | 20 | 12 | 20 | 10 | 9.6 | 0.54 | 3.7 | 0.295 |
| 27 | 20 | 18 | 20 | 10 | 9.9 | 0.56 | 3.5 | 0.295 |
| 28 | 5 | 6 | 10 | 20 | 10.0 | 0.43 | 2.5 | 0.237 |
| 29 | 5 | 12 | 10 | 20 | 10.5 | 0.46 | 2.3 | 0.237 |
| 30 | 5 | 18 | 10 | 20 | 10.7 | 0.48 | 2.2 | 0.237 |
| 31 | 12.5 | 6 | 10 | 20 | 11.0 | 0.48 | 3.0 | 0.260 |
| 32 | 12.5 | 12 | 10 | 20 | 11.5 | 0.51 | 2.7 | 0.260 |
| 33 | 12.5 | 18 | 10 | 20 | 11.8 | 0.53 | 2.7 | 0.260 |
| 34 | 20 | 6 | 10 | 20 | 11.4 | 0.51 | 3.7 | 0.273 |
| 35 | 20 | 12 | 10 | 20 | 12.0 | 0.54 | 3.3 | 0.273 |
| 36 | 20 | 18 | 10 | 20 | 12.3 | 0.57 | 3.2 | 0.273 |
| 37 | 5 | 6 | 15 | 20 | 10.2 | 0.45 | 2.8 | 0.250 |
| 38 | 5 | 12 | 15 | 20 | 10.7 | 0.48 | 2.7 | 0.250 |
| 39 | 5 | 18 | 15 | 20 | 11.0 | 0.50 | 2.5 | 0.250 |
| 40 | 12.5 | 6 | 15 | 20 | 11.2 | 0.50 | 3.2 | 0.271 |
| 41 | 12.5 | 12 | 15 | 20 | 11.7 | 0.53 | 2.8 | 0.271 |
| 42 | 12.5 | 18 | 15 | 20 | 12.0 | 0.56 | 2.8 | 0.271 |
| 43 | 20 | 6 | 15 | 20 | 11.7 | 0.53 | 3.8 | 0.284 |
| 44 | 20 | 12 | 15 | 20 | 12.2 | 0.57 | 3.5 | 0.284 |
| 45 | 20 | 18 | 15 | 20 | 12.6 | 0.59 | 3.3 | 0.284 |
| 46 | 5 | 6 | 20 | 20 | 10.4 | 0.46 | 3.3 | 0.256 |
| 47 | 5 | 12 | 20 | 20 | 10.9 | 0.49 | 2.8 | 0.256 |
| 48 | 5 | 18 | 20 | 20 | 11.2 | 0.51 | 2.7 | 0.256 |
| 49 | 12.5 | 6 | 20 | 20 | 11.4 | 0.51 | 3.2 | 0.274 |
| 50 | 12.5 | 12 | 20 | 20 | 11.9 | 0.55 | 3.0 | 0.274 |
| 51 | 12.5 | 18 | 20 | 20 | 12.2 | 0.57 | 3.0 | 0.274 |
| 52 | 20 | 6 | 20 | 20 | 11.9 | 0.54 | 3.8 | 0.295 |
| 53 | 20 | 12 | 20 | 20 | 12.4 | 0.58 | 3.7 | 0.295 |
| 54 | 20 | 18 | 20 | 20 | 12.8 | 0.61 | 3.5 | 0.295 |
| 55 | 5 | 6 | 10 | 30 | 11.7 | 0.45 | 2.5 | 0.237 |
| 56 | 5 | 12 | 10 | 30 | 12.2 | 0.48 | 2.3 | 0.237 |
| 57 | 5 | 18 | 10 | 30 | 12.6 | 0.50 | 2.2 | 0.237 |
| 58 | 12.5 | 6 | 10 | 30 | 12.8 | 0.50 | 3.0 | 0.260 |
| 59 | 12.5 | 12 | 10 | 30 | 13.4 | 0.54 | 2.7 | 0.260 |
| 60 | 12.5 | 18 | 10 | 30 | 13.7 | 0.56 | 2.7 | 0.260 |
| 61 | 20 | 6 | 10 | 30 | 13.4 | 0.53 | 3.7 | 0.273 |
| 62 | 20 | 12 | 10 | 30 | 14.0 | 0.57 | 3.3 | 0.273 |
| 63 | 20 | 18 | 10 | 30 | 14.4 | 0.59 | 3.2 | 0.273 |
| 64 | 5 | 6 | 15 | 30 | 12.0 | 0.47 | 2.8 | 0.250 |
| 65 | 5 | 12 | 15 | 30 | 12.5 | 0.50 | 2.7 | 0.250 |
| 66 | 5 | 18 | 15 | 30 | 12.9 | 0.52 | 2.5 | 0.250 |
| 67 | 12.5 | 6 | 15 | 30 | 13.1 | 0.52 | 3.2 | 0.271 |
| 68 | 12.5 | 12 | 15 | 30 | 13.7 | 0.56 | 2.8 | 0.271 |
| 69 | 12.5 | 18 | 15 | 30 | 14.0 | 0.58 | 2.8 | 0.271 |
| 70 | 20 | 6 | 15 | 30 | 13.7 | 0.55 | 3.8 | 0.284 |
| 71 | 20 | 12 | 15 | 30 | 14.3 | 0.59 | 3.5 | 0.284 |
| 72 | 20 | 18 | 15 | 30 | 14.7 | 0.62 | 3.3 | 0.284 |
| 73 | 5 | 6 | 20 | 30 | 12.2 | 0.48 | 3.3 | 0.256 |
| 74 | 5 | 12 | 20 | 30 | 12.7 | 0.52 | 2.8 | 0.256 |
| 75 | 5 | 18 | 20 | 30 | 13.1 | 0.54 | 2.7 | 0.256 |
| 76 | 12.5 | 6 | 20 | 30 | 13.3 | 0.54 | 3.2 | 0.274 |
| 77 | 12.5 | 12 | 20 | 30 | 13.9 | 0.58 | 3.0 | 0.274 |
| 78 | 12.5 | 18 | 20 | 30 | 14.3 | 0.60 | 3.0 | 0.274 |
| 79 | 20 | 6 | 20 | 30 | 13.9 | 0.57 | 3.8 | 0.295 |
| 80 | 20 | 12 | 20 | 30 | 14.6 | 0.61 | 3.7 | 0.295 |
| 81 | 20 | 18 | 20 | 30 | 15.0 | 0.64 | 3.5 | 0.295 |
| Sour | Surface Roughness Model (Ra) | Grinding Wheel Wear Model (Gw) | Oval Level Model (Op) | Material Removal Rate Model (MRR) |
|---|---|---|---|---|
| R2 | 0.9978 | 0.9996 | 0.8685 | 0.9896 |
| Adjusted R2 | 0.9977 | 0.9995 | 0.8634 | 0.9862 |
| Standard Error (θ) | 0.0031 | 0.0021 | 0.0458 | 0.0001 |
| The dispersion (σ) | 0.27 | 0.13 | 2.94 | 0.1 |
| Snf (µm/s) | Vw (m/min) | af (µm) | Np (part) | Gw (µm) | Ra (µm) | Op (µm) | MRR (g/min) |
|---|---|---|---|---|---|---|---|
| 15.38 | 6.00 | 11.76 | 20 | 11.03 | 0.49 | 2.62 | 0.45 |
| Gw (µm) | Error of Gw | Ra (µm) | Error of Ra | Op (µm) | Error of Op | MRR (g/min) | Error of Q |
|---|---|---|---|---|---|---|---|
| 10.6 | 4.06% | 0.48 | 2.08% | 2.65 | 1.13% | 0.43 | 4.65% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuan, N.A. Multi-Objective Optimization of Process Parameters to Enhance Efficiency in the Shoe-Type Centerless Grinding Operation for Internal Raceway of Ball Bearings. Metals 2021, 11, 893. https://doi.org/10.3390/met11060893
Tuan NA. Multi-Objective Optimization of Process Parameters to Enhance Efficiency in the Shoe-Type Centerless Grinding Operation for Internal Raceway of Ball Bearings. Metals. 2021; 11(6):893. https://doi.org/10.3390/met11060893
Chicago/Turabian StyleTuan, Nguyen Anh. 2021. "Multi-Objective Optimization of Process Parameters to Enhance Efficiency in the Shoe-Type Centerless Grinding Operation for Internal Raceway of Ball Bearings" Metals 11, no. 6: 893. https://doi.org/10.3390/met11060893