
Evolution of Microstructure and Mechanical Properties of Mg-6Al Alloy Processed by Differential Speed Rolling upon Post-Annealing Treatment

 , ,
, , 
Abstract
:1. Introduction
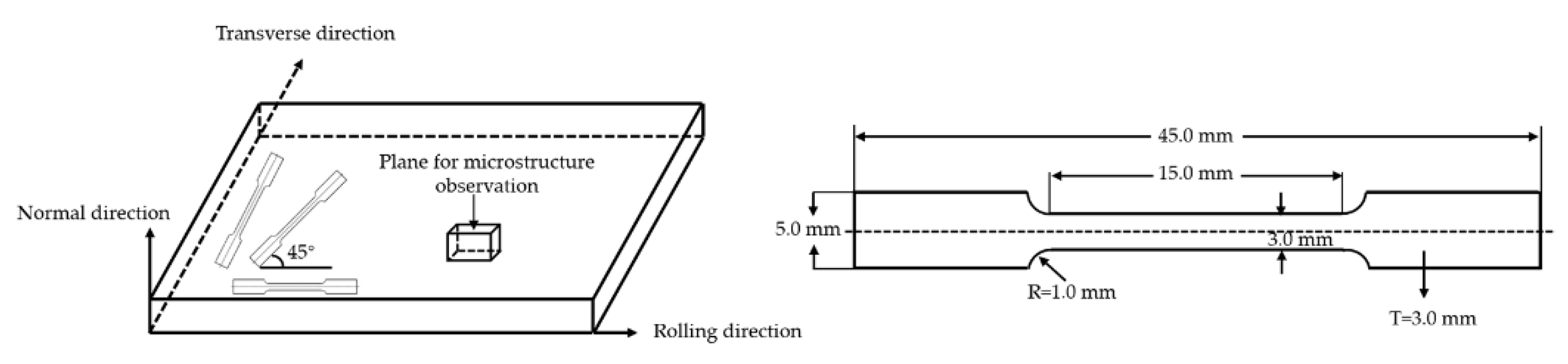
2. Materials and Methods
3. Results
3.1. Microstructure
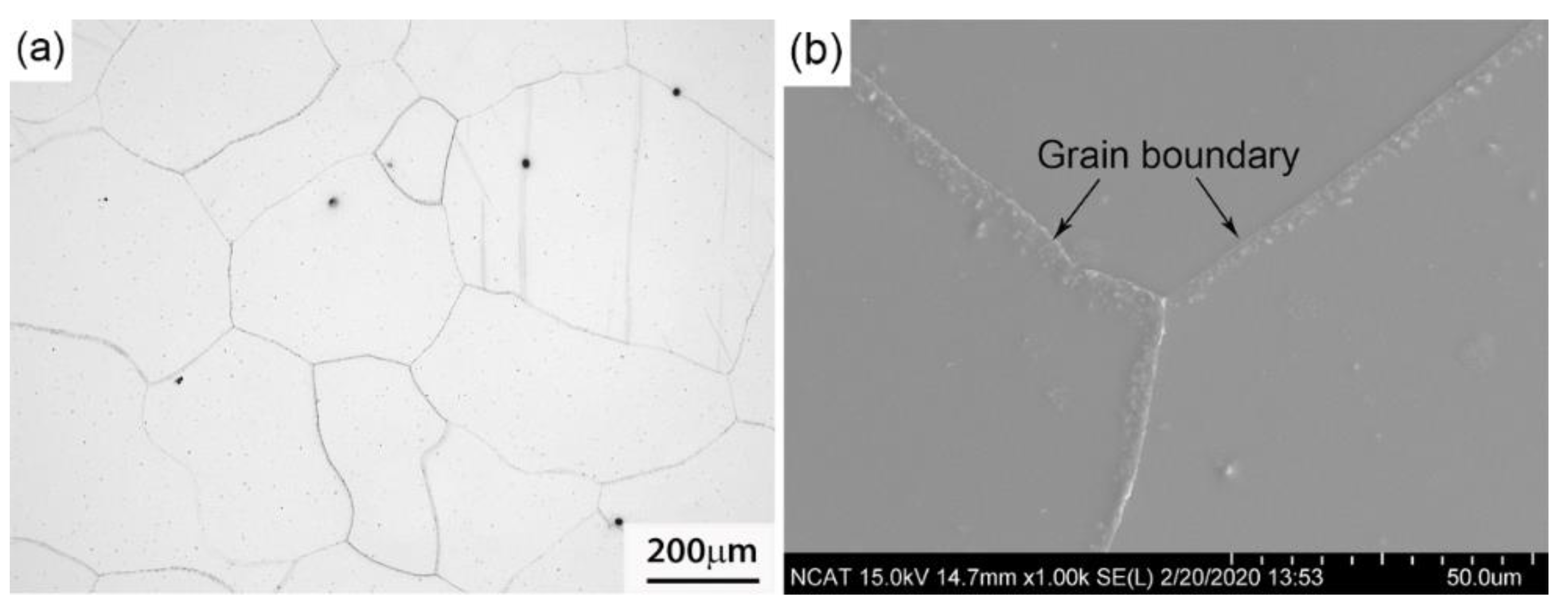
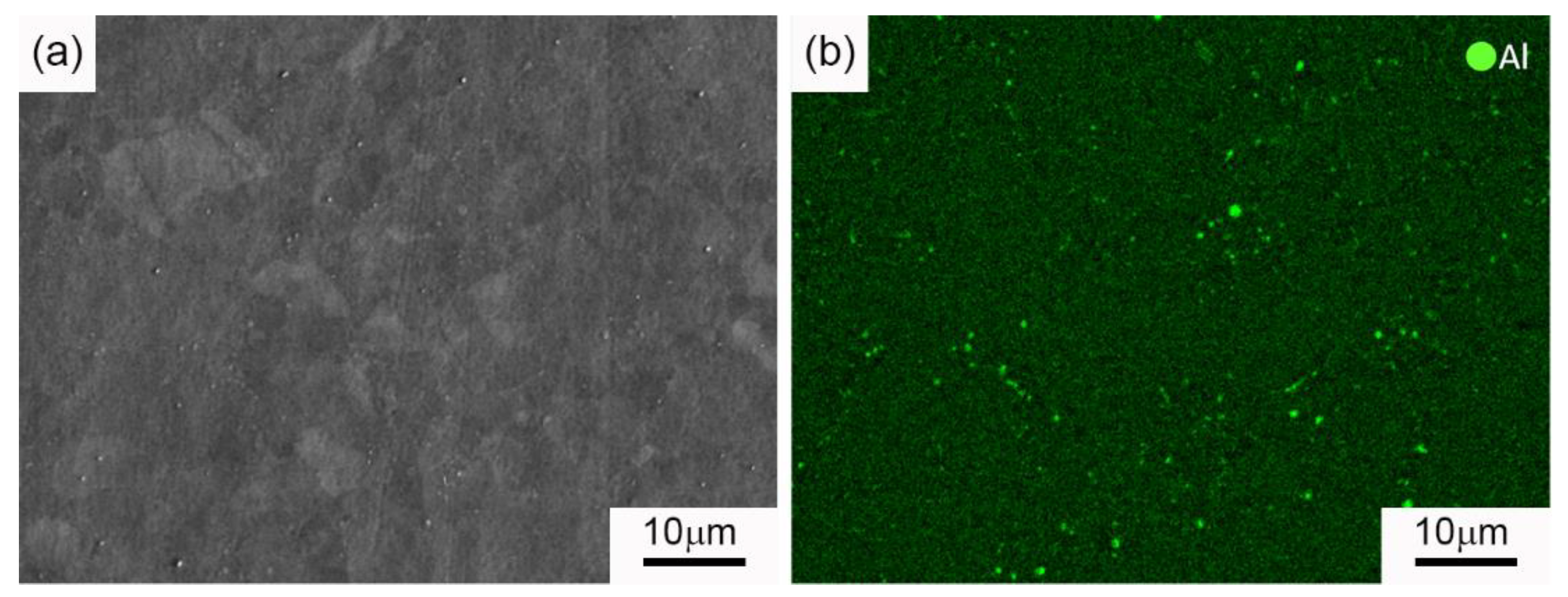
3.1.1. Microstructure of the Starting Material
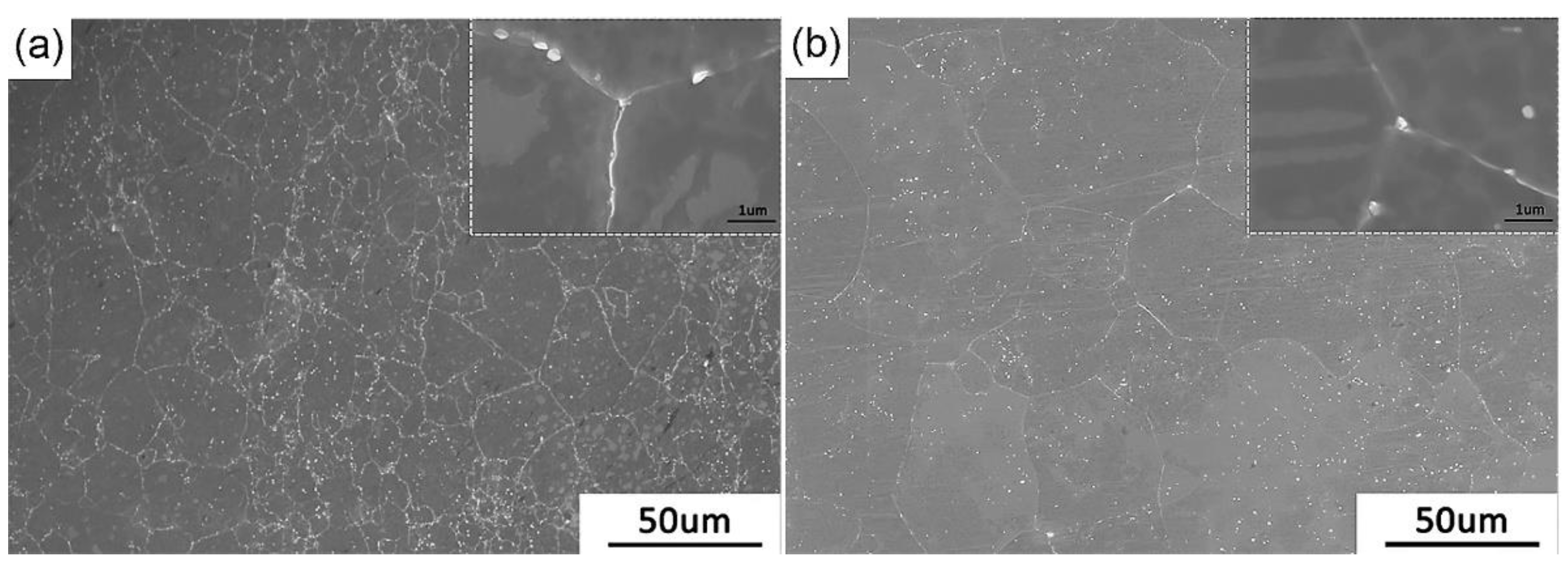
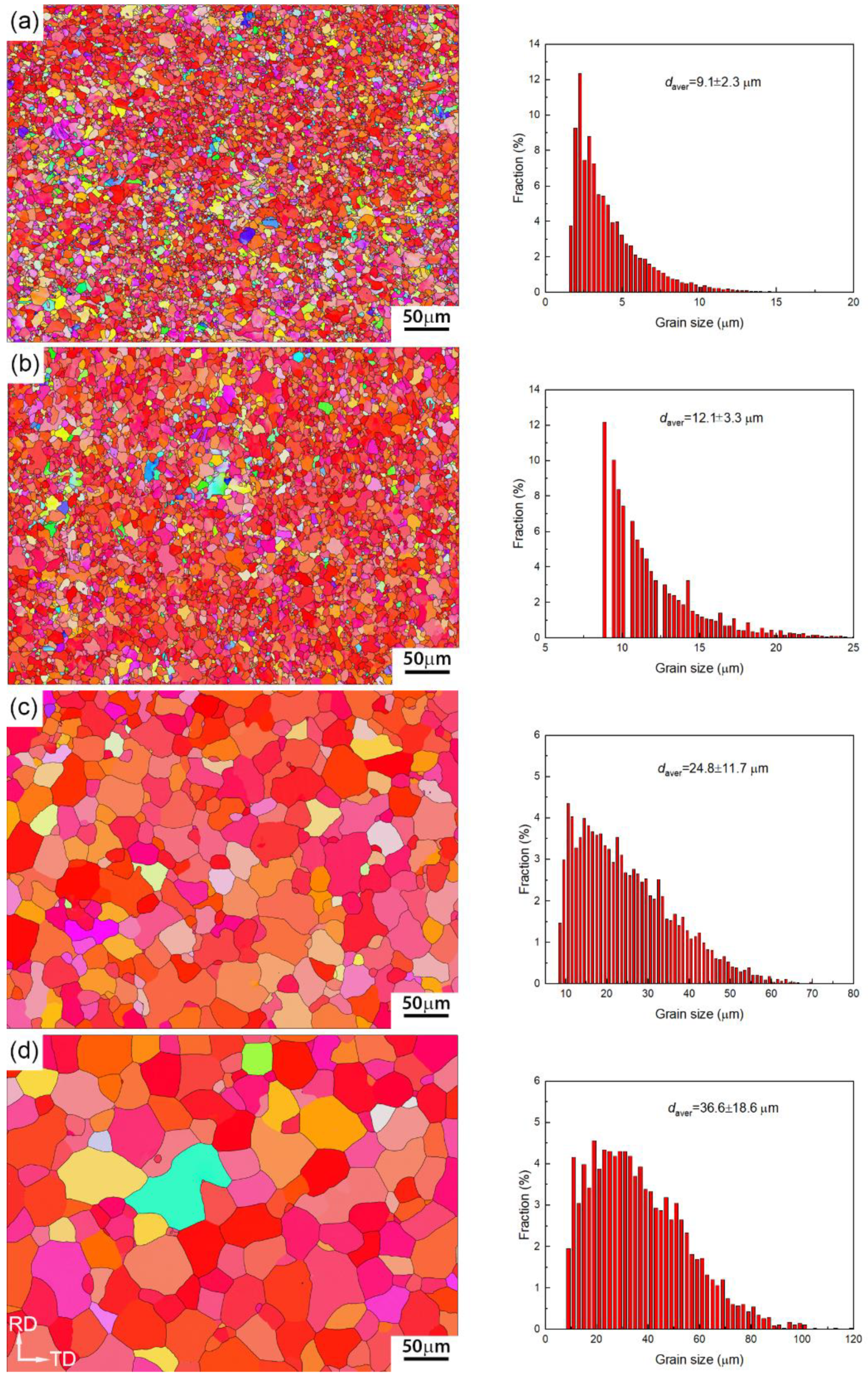
3.1.2. Microstructure of the Rolled and Annealed Materials
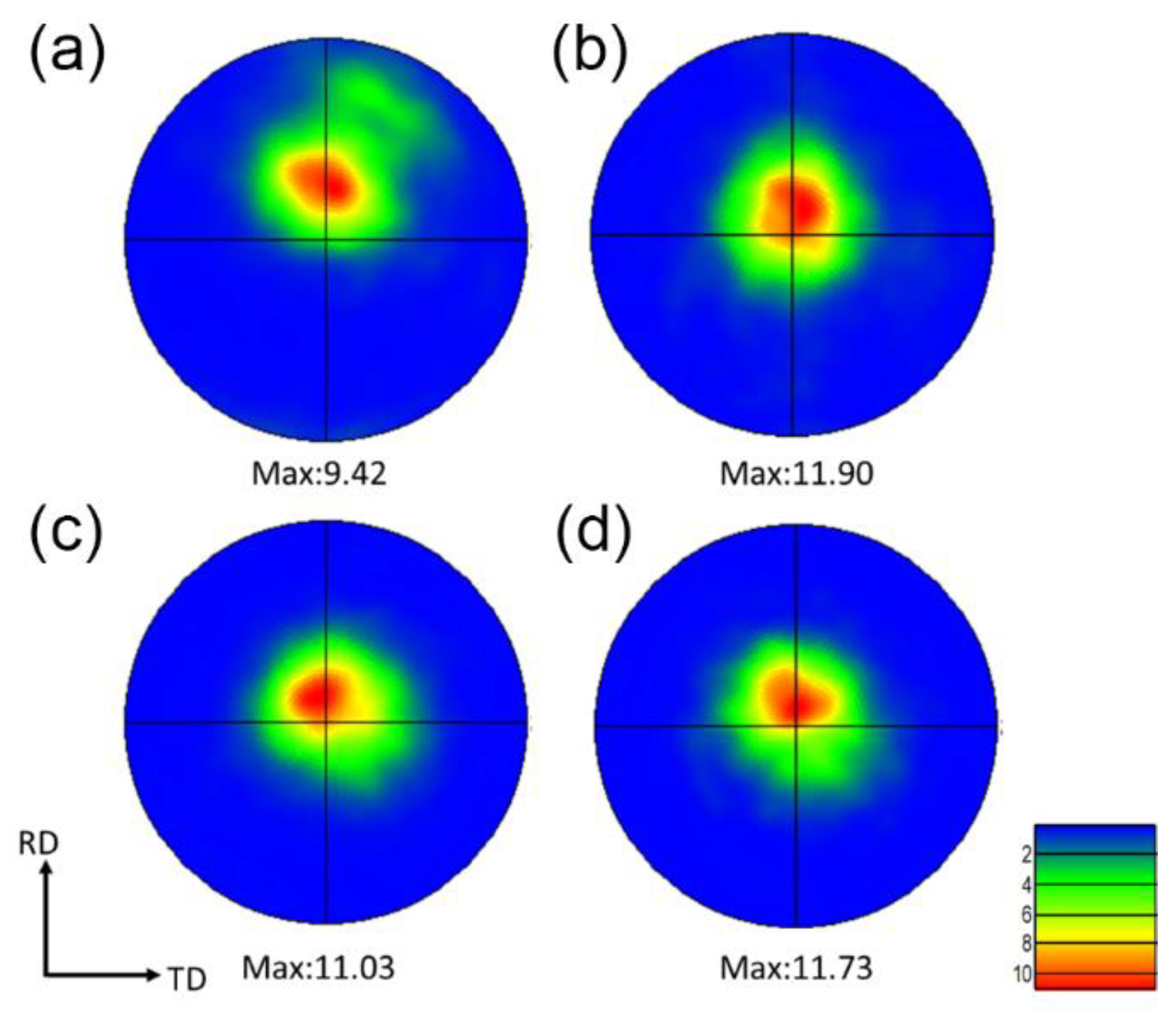
3.2. Texture Evolution
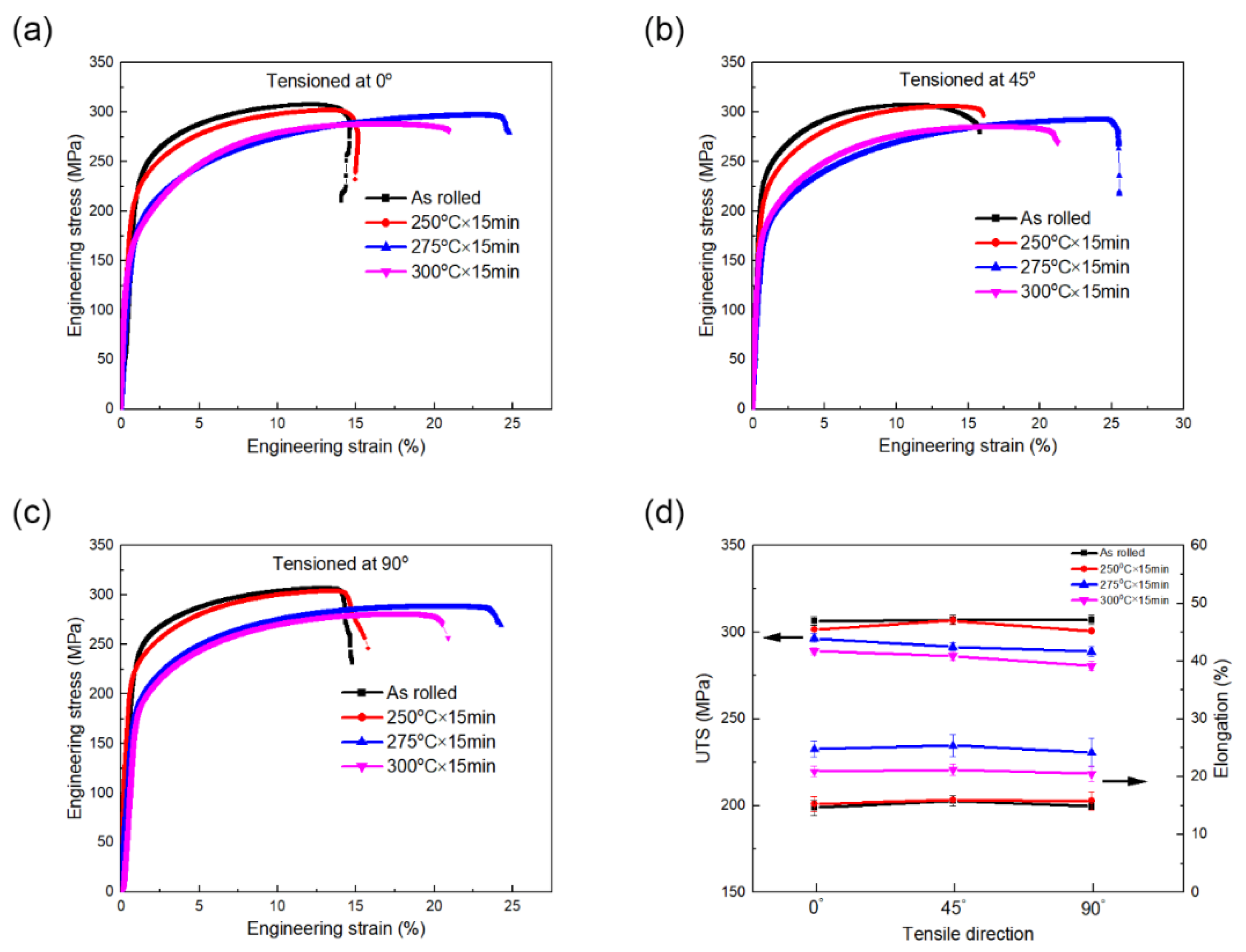
3.3. Mechanical Properties
4. Discussion
4.1. Microstructure and Texture
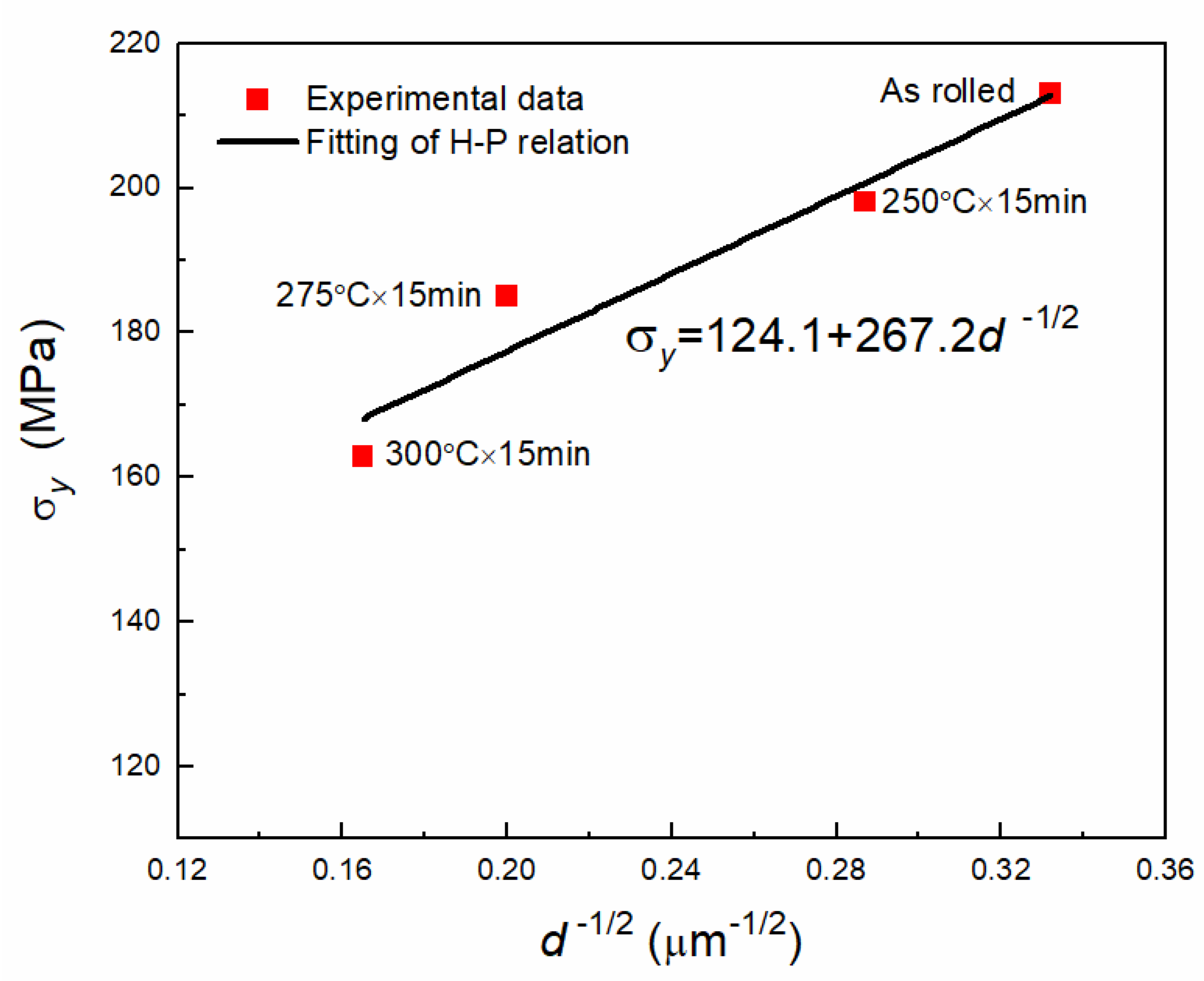
4.2. Mechanical Properties
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, N.; Zheng, Y. Novel magnesium alloys developed for biomedical application: A review. J. Mater. Sci. Technol. 2013, 29, 489–502. [Google Scholar] [CrossRef]
- Ren, L.; Fan, L.; Zhou, M.; Guo, Y.; Zhang, Y.; Boehlert, C.J.; Quan, G. Magnesium application in railway rolling stocks: A new challenge and opportunity for lightweighting. Int. J. LTWT. Mater. Manuf. 2018, 1, 81–88. [Google Scholar] [CrossRef]
- Homma, T.; Kunito, N.; Kamado, S. Fabrication of Extraordinary High-Strength Magnesium Alloy by Hot Extrusion. Scr. Mater. 2009, 61, 644–647. [Google Scholar] [CrossRef]
- Muralidhar, A.; Narendranath, S.; Nayaka, H.S. Effect of Equal Channel Angular Pressing on AZ31 Wrought Magnesium Alloys. J. Magnes. Alloy 2013, 1, 336–340. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Konno, T.; Jeong, H. Grain Refinement and Texture Evolution in AZ31 Mg Alloys Sheet Processed by Differential Speed Rolling. Mater. Sci. Eng. B 2009, 161, 166–169. [Google Scholar] [CrossRef]
- Kim, W.; Hwang, B.; Lee, M.; Park, Y. Effect of Speed-Ratio on Microstructure, and Mechanical Properties of Mg–3Al–1Zn Alloy, in Differential Speed Rolling. J. Alloy Compd. 2011, 509, 8510–8517. [Google Scholar] [CrossRef]
- Kwak, T.; Lim, H.; Han, S.; Kim, W. Refinement of the Icosahedral Quasicrystalline Phase and the Grain Size of Mg–9.25Zn–1.66Y Alloy by High-Ratio Differential Speed Rolling. Scr. Mater. 2015, 103, 49–52. [Google Scholar] [CrossRef]
- Park, J.-J. Finite-Element Analysis of Severe Plastic Deformation in Differential-Speed Rolling. Comput. Mater. Sci. 2015, 100, 61–66. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Improvement of Formability of Mg–Al–Zn Alloy Sheet at Low Tem-Peratures Using Differential Speed Rolling. J. Alloy Compd. 2009, 470, 263–268. [Google Scholar] [CrossRef]
- Kim, W.Y.; Kim, W.J. Fabrication of Ultrafine-Grained Mg–3Al–1Zn Magnesium Alloy Sheets Using a Continuous High-Ratio Differ-Ential Speed Rolling Technique. Mater. Sci. Eng. A 2014, 594, 189–192. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Effects of thickness reduction per pass on microstructure and texture of Mg–3Al–1Zn alloy sheet processed by differential speed rolling. Scr. Mater. 2009, 60, 964–967. [Google Scholar] [CrossRef]
- Kim, W.; Lee, K.; Choi, S.-H. Mechanical Properties and Microstructure of Ultra Fine-Grained Copper Prepared by a High-Speed-Ratio Differential Speed Rolling. Mater. Sci. Eng. A 2009, 506, 71–79. [Google Scholar] [CrossRef]
- Gong, X.; Kang, S.B.; Li, S.; Cho, J.H. Enhanced Plasticity of Twin-Roll Cast ZK60 Magnesium Alloy through Differential Speed Rolling. Mater. Des. 2009, 30, 3345–3350. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Saito, N. Microstructure and Mechanical Properties of AZ80 Magnesium Alloy Sheet Processed by Differential Speed Rolling. Mater. Sci. Eng. A 2009, 508, 226–233. [Google Scholar] [CrossRef]
- Liu, H.; Tang, D.; Cai, Q.; Li, Z. Texture of AZ31B Magnesium Alloy Sheets Produced by Differential Speed Rolling Technologies. Rare Met. 2012, 31, 415–419. [Google Scholar] [CrossRef]
- Cho, J.-H.; Jeong, S.S.; Kim, H.-W.; Kang, S.-B. Texture and Microstructure Evolution during the Symmetric and Asymmetric Rolling of AZ31B Magnesium Alloys. Mater. Sci. Eng. A 2013, 566, 40–46. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Microstructure and Texture of Mg–Al–Zn Alloy Processed by Dif-Ferential Speed Rolling. J. Alloy Compd. 2008, 457, 408–412. [Google Scholar] [CrossRef]
- Zheng, L.; Nie, H.; Liang, W.; Wang, H.; Wang, Y. Effect of pre-homogenizing treatment on microstructure and mechanical properties of hot-rolled AZ91 magnesium alloys. J. Magnes Alloy 2016, 4, 115–122. [Google Scholar] [CrossRef] [Green Version]
- Chang, L.; Cho, J.; Kang, S. Microstructure and Mechanical Properties of AM31 Magnesium Alloys Processed by Differential Speed Rolling. J. Mater. Process. Technol. 2011, 211, 1527–1533. [Google Scholar] [CrossRef]
- Chang, L.; Cho, J.; Kang, S. Microstructure and Mechanical Properties of Twin Roll Cast AM31 Magnesium Alloy Sheet Processed by Differential Speed Rolling. Mater. Des. 2012, 34, 746–752. [Google Scholar] [CrossRef]
- Wang, X.; Chen, W.-Z.; Hu, L.-X.; Wang, G.-J.; Wang, E.-D. Microstructure Refining and Property Improvement of ZK60 Magne-Sium Alloy by Hot Rolling. Trans. Nonferrous Metals Soc. China 2011, 21, S242–S246. [Google Scholar] [CrossRef]
- Chen, H.; Yu, H.; Kang, S.B.; Cho, J.H.; Min, G. Optimization of Annealing Treatment Parameters in a Twin Roll Cast and Warm Rolled ZK60 Alloy Sheet. Mater. Sci. Eng. A 2010, 527, 1236–1242. [Google Scholar] [CrossRef]
- Kim, W.; Kim, M.; Wang, J. Superplastic Behavior of a Fine-Grained ZK60 Magnesium Alloy Processed by High-Ratio Differential Speed Rolling. Mater. Sci. Eng. A 2009, 527, 322–327. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Ishikawa, K. Differential speed rolling of an AZ31 magnesium alloy and the resulting mechanical properties. J. Mater. Sci. 2004, 39, 1477–1480. [Google Scholar] [CrossRef]
- Miao, Q.; Hu, L.; Wang, G.; Wang, E. Fabrication of Excellent Mechanical Properties AZ31 Magnesium Alloy Sheets by Conventional Rolling and Subsequent Annealing. Mater. Sci. Eng. A 2011, 528, 6694–6701. [Google Scholar] [CrossRef]
- Kim, W.; Lee, J.; Jeong, H. Microstructure and Mechanical Properties of Mg–Al–Zn Alloy Sheets Severely Deformed by Asymmetrical Rolling. Scr. Mater. 2007, 56, 309–312. [Google Scholar] [CrossRef]
- Yang, P.; Guo, X.-F.; Yang, K.-J. Effect of Heat Treatment on Microstructure and Microhardness of Rapidly Solidified ZK60 Mag-Nesium Ribbons. Trans. Mater. Heat Treat. 2010, 31, 1–5. [Google Scholar]
- Chen, X.; Pan, F.; Mao, J.; Wang, J.; Zhang, D.; Tang, A.; Peng, J. Effect of Heat Treatment on Strain Hardening of ZK60 Mg Alloy. Mater. Des. 2011, 32, 1526–1530. [Google Scholar] [CrossRef]
- Yoshihara, S.; Yamamoto, H.; Manabe, K.; Nishimura, H. Formability Enhancement in Magnesium Alloy Deep Drawing by Local Heating and Cooling Technique. J. Mater. Process. Technol. 2003, 143-144, 612–615. [Google Scholar] [CrossRef]
- Wang, J.; Jang, Y.; Wan, G.; Giridharan, V.; Song, G.-L.; Xu, Z.; Koo, Y.; Qi, P.; Sankar, J.; Huang, N.; et al. Flow-Induced Corrosion of Absorbable Magnesium Alloy: In-Situ and Real-Time Electrochemical Study. Corros. Sci. 2016, 104, 277–289. [Google Scholar] [CrossRef] [Green Version]
- Ko, Y.G.; Hamad, K. Structural Features and Mechanical Properties of AZ31 Mg Alloy Warm-Deformed by Differential Speed Rolling. J. Alloy Compd. 2018, 744, 96–103. [Google Scholar] [CrossRef]
- Kleiner, S.; Beffort, O.; Uggowitzer, P. Microstructure Evolution during Reheating of an Extruded Mg–Al–Zn Alloy into the Semisolid State. Scr. Mater. 2004, 51, 405–410. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.; Coy, A.; Viejo, F.; Arrabal, R.; Feliú, S., Jr. Influence of microstructure and composition on the corrosion behaviour of Mg/Al alloys in chloride media. Electrochim. Acta 2008, 53, 7890–7902. [Google Scholar] [CrossRef]
- Beer, A.; Barnett, M. Microstructural Development during Hot Working of Mg-3Al-1Zn. Met. Mater. Trans. A 2007, 38, 1856–1867. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic Recrystallization during High Temperature Deformation of Magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Yi, S.; Schestakow, I.; Zaefferer, S. Twinning-Related Microstructural Evolution during Hot Rolling and Subsequent Annealing of Pure Magnesium. Mater. Sci. Eng. A 2009, 516, 58–64. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Different Annealing Behaviours of Warm Rolled Mg–3Al–1Zn Alloy Sheets With Dynamic Re-Crystallized Microstructure and Deformation Microstructure. Mater. Sci. Eng. A 2013, 560, 232–240. [Google Scholar] [CrossRef]
- Wu, W.; Jin, L.; Zhang, Z.; Ding, W.; Dong, J. Grain Growth and Texture Evolution During Annealing in an Indirect-Extruded Mg–1Gd Alloy. J. Alloy Compd. 2014, 585, 111–119. [Google Scholar] [CrossRef]
- Yi, S.; Brokmeier, H.-G.; Letzig, D. Microstructural Evolution during the Annealing of an Extruded AZ31 Magnesium Alloy. J. Alloy Compd. 2010, 506, 364–371. [Google Scholar] [CrossRef] [Green Version]
- Ion, S.; Humphreys, F.; White, S. Dynamic Recrystallisation and the Development of Microstructure during the High Temperature Deformation of Magnesium. Acta Met. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Gong, X.; Kang, S.B.; Cho, J.H.; Li, S. Effect of Annealing on Microstructure and Mechanical Properties of ZK60 Magnesium Alloy Sheets Processed by Twin-Roll Cast and Differential Speed Rolling. Mater. Charact. 2014, 97, 183–188. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Static Recrystallization and Mechanical Properties of Mg–4Y–3RE Magnesium Alloy Sheet Pro-Cessed by Differential Speed Rolling at 823K. Mater. Sci. Eng. A 2012, 538, 281–287. [Google Scholar] [CrossRef]
- Kim, W.; Park, J. Effect of Differential Speed Rolling on Microstructure and Mechanical Properties of an AZ91 Magnesium Alloy. J. Alloy Compd. 2008, 460, 289–293. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Sanchez, C.; Nussbaum, G.; Azavant, P.; Octor, H. Elevated Temperature Behaviour of Rapidly Solidified Magnesium Alloys Con-Taining Rare Earths. Mater. Sci. Eng. A 1996, 221, 48–57. [Google Scholar] [CrossRef]
- Chai, L.; Xia, J.; Zhi, Y.; Gou, Y.; Chen, L.; Yang, Z.; Guo, N. Deformation Mode-Determined Misorientation and Microstructural Characteristics in Rolled Pure Zr Sheet. Sci. China Ser. E Technol. Sci. 2018, 61, 1346–1352. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.; Prado-Martínez, C.; Pérez-Prado, M. Understanding the High Temperature Reversed Yield Asymmetry in a Mg-Rare Earth Alloy by Slip Trace Analysis. Acta Mater. 2018, 145, 264–277. [Google Scholar] [CrossRef]
- Nave, M.D.; Barnett, M.R. Microstructures and Textures of Pure Magnesium Deformed in Plane-Strain Compression. Scr. Mater. 2004, 51, 881–885. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M. Effect of Composition on the Texture and Deformation Behaviour of Wrought Mg Alloys. Scr. Mater. 2008, 58, 179–182. [Google Scholar] [CrossRef]
- Jiang, M.; Xu, C.; Nakata, T.; Yan, H.; Chen, R.; Kamado, S. High-Speed Extrusion of Dilute Mg-Zn-Ca-Mn Alloys and Its Effect on Microstructure, Texture and Mechanical Properties. Mater. Sci. Eng. A 2016, 678, 329–338. [Google Scholar] [CrossRef] [Green Version]
- Jain, A.; Duygulu, O.; Brown, D.; Tomé, C.; Agnew, S. Grain Size Effects on the Tensile Properties and Deformation Mechanisms of a Magnesium Alloy, AZ31B, Sheet. Mater. Sci. Eng. A 2008, 486, 545–555. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fraction (wt.%) |
|---|---|
| Mg | 93.86 ± 0.08 |
| Al | 6.14 ± 0.08 |
| Plate * | UTS (MPa) | UTSaver (MPa) | YS (MPa) | YSaver (MPa) | ε (%) | εaver (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0° | 45° | 90° | 0° | 45° | 90° | 0° | 45° | 90° | ||||
| As-rolled | 306.4 ± 2.6 | 307.3 ± 2.7 | 307.0 ± 2.6 | 307.0 ± 2.7 | 213.6 ± 2.3 | 211.5 ± 2.5 | 215.7 ± 2.9 | 213.1 ± 2.6 | 14.6 ± 1.3 | 15.8 ± 1.2 | 14.9 ± 1.4 | 15.3 ± 1.3 |
| 250 °C × 15 min | 301.6 ± 1.5 | 306.7 ± 2.5 | 300.5 ± 1.7 | 303.8 ± 2.1 | 203.1 ± 2.7 | 196.9 ± 2.6 | 195.4 ± 3.2 | 198.1 ± 2.8 | 15.3 ± 1.3 | 16.0 ± 1.2 | 15.9 ± 1.5 | 15.8 ± 1.3 |
| 275 °C × 15 min | 296.5 ± 2.5 | 291.5 ± 2.1 | 288.8 ± 2.9 | 292.1 ± 2.4 | 184.2 ± 2.9 | 186.3 ± 2.7 | 183.3 ± 2.8 | 185.0 ± 2.8 | 24.8 ± 1.4 | 25.4 ± 1.8 | 24.2 ± 1.6 | 24.9 ± 1.7 |
| 300 °C × 15 min | 289.1 ± 1.9 | 286.2 ± 2.5 | 280.5 ± 2.4 | 285.5 ± 2.3 | 168.9 ± 2.4 | 161.5 ± 3.2 | 159.8 ± 2.9 | 162.9 ± 2.9 | 20.9 ± 1.2 | 21.2 ± 1.4 | 20.5 ± 1.4 | 20.9 ± 1.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Xu, Z.; Yarmolenko, S.; Kecskes, L.J.; Sankar, J. Evolution of Microstructure and Mechanical Properties of Mg-6Al Alloy Processed by Differential Speed Rolling upon Post-Annealing Treatment. Metals 2021, 11, 926. https://doi.org/10.3390/met11060926
Zhang H, Xu Z, Yarmolenko S, Kecskes LJ, Sankar J. Evolution of Microstructure and Mechanical Properties of Mg-6Al Alloy Processed by Differential Speed Rolling upon Post-Annealing Treatment. Metals. 2021; 11(6):926. https://doi.org/10.3390/met11060926
Chicago/Turabian StyleZhang, Honglin, Zhigang Xu, Sergey Yarmolenko, Laszlo J. Kecskes, and Jagannathan Sankar. 2021. "Evolution of Microstructure and Mechanical Properties of Mg-6Al Alloy Processed by Differential Speed Rolling upon Post-Annealing Treatment" Metals 11, no. 6: 926. https://doi.org/10.3390/met11060926
APA StyleZhang, H., Xu, Z., Yarmolenko, S., Kecskes, L. J., & Sankar, J. (2021). Evolution of Microstructure and Mechanical Properties of Mg-6Al Alloy Processed by Differential Speed Rolling upon Post-Annealing Treatment. Metals, 11(6), 926. https://doi.org/10.3390/met11060926