The TIG welding process is always a widely sought process wherever exceptional quality requirements are intended such as pressure parts for oil refining vessels [
1]. This is because of its fluxless operation and shielding through inert gases. The TIG welding process is also successfully applied for dissimilar welded joints without welding imperfections [
2]. TIG welding was observed to be a very useful technique for stainless steels, high-carbon steels, nickel-based superalloys, etc. [
3,
4,
5,
6]. However, limited productivity of the process, particularly for single pass operations, are always a problem. Maximum penetration of 3–3.5 mm is achieved by singles pass operation of TIG welding in autogenous mode. On the other hand, enhanced penetration capability of activated TIG (A-TIG) welding process in comparison to conventional TIG welding process is gaining a lot of popularity, particularly for the single-pass autogenous mode of operation [
7,
8,
9,
10,
11]. The technique was developed at Paton Electric Institute in Ukraine in 1960 and since then a variety of research has surfaced about the development of the technology [
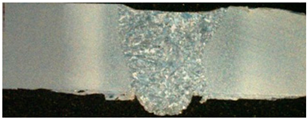
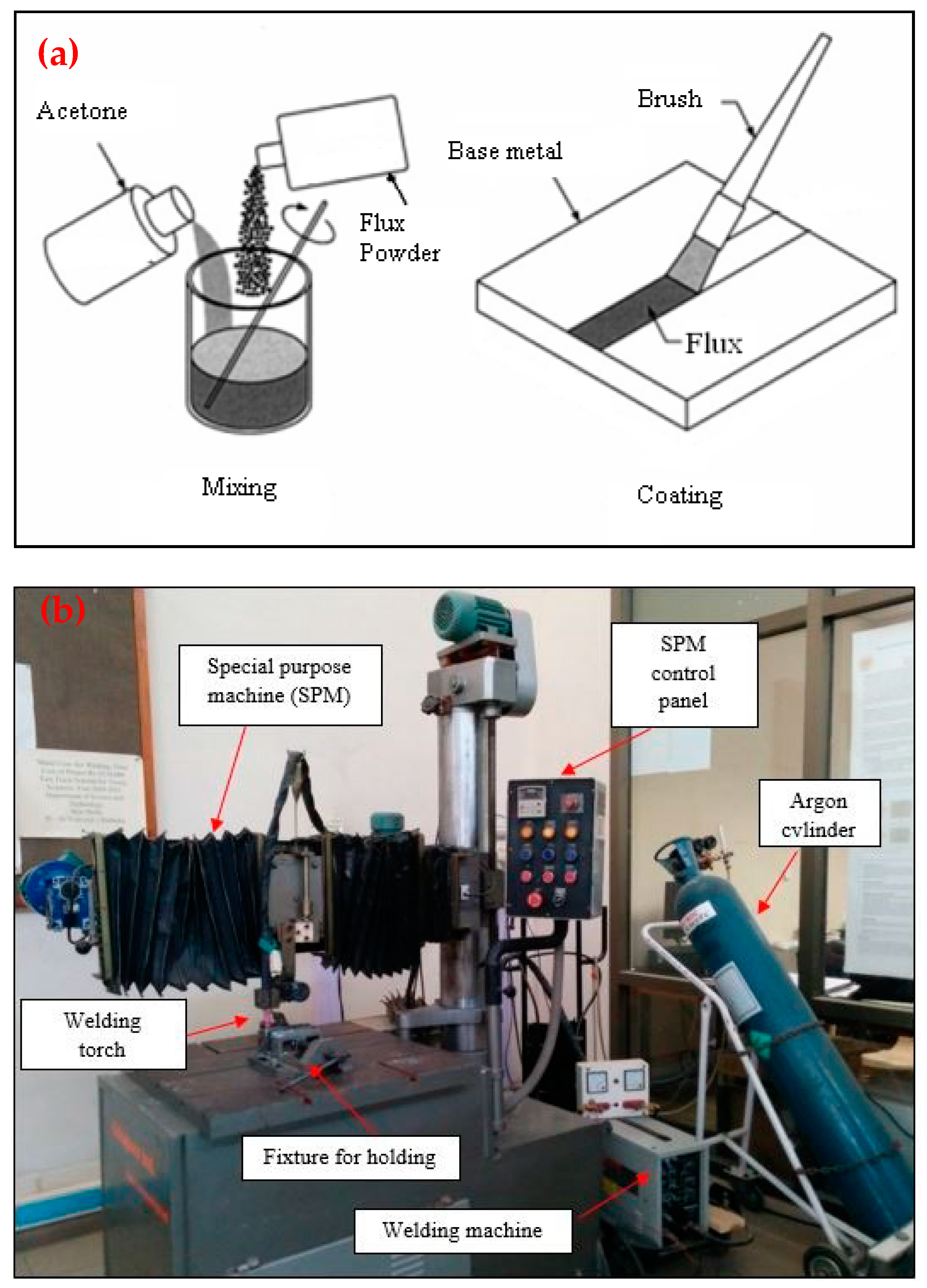
12,
13]. The technique involves application of a chemical compound (known as flux) on the upper surface of a plate. The flux powder is converted to a paste by adding alcoholic reagents and a skinny layer of this flux paste is smeared on the surface by using a paintbrush. On carrying out autogenous TIG welding, the flux particles quickly reach the melting arc temperatures, inducing various intensifying physical phenomena such as Reversed Marangoni, Arc constriction, etc. [
14]. As a consequence, a large amount of increment in the depth of penetration has been reported with the use of this technology. However, the success of the technology depends on the selection of the flux formulation, corresponding to the chemical composition of the base metal and suitable welding parameters. Pursuant to this, a variety of studies were reported for utilization of A-TIG welding process on low alloy steels [
15,
16,
17], stainless steel [
10,
18,
19,
20], advanced alloy steels [
21,
22,
23] and even non-ferrous metals [
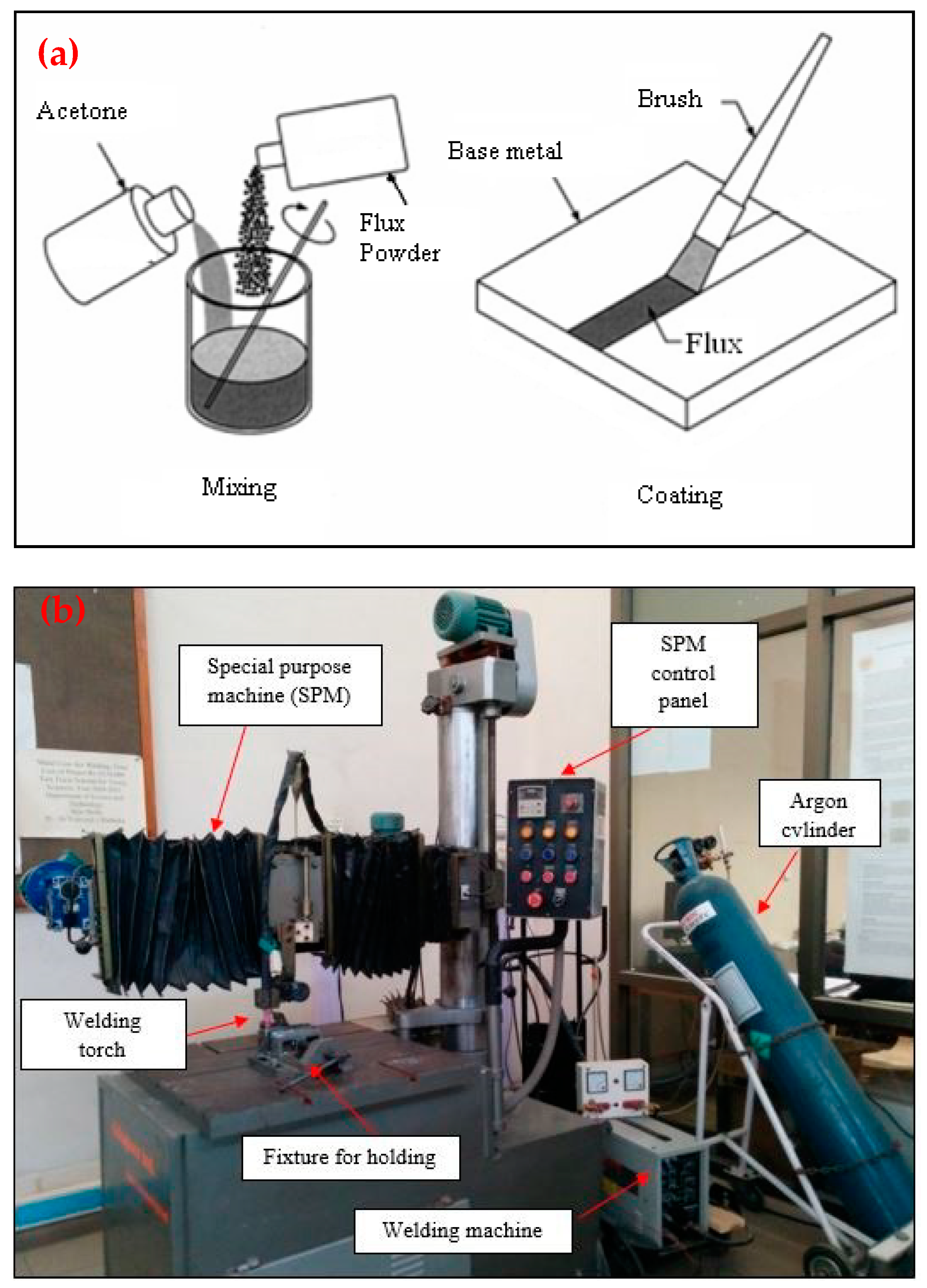
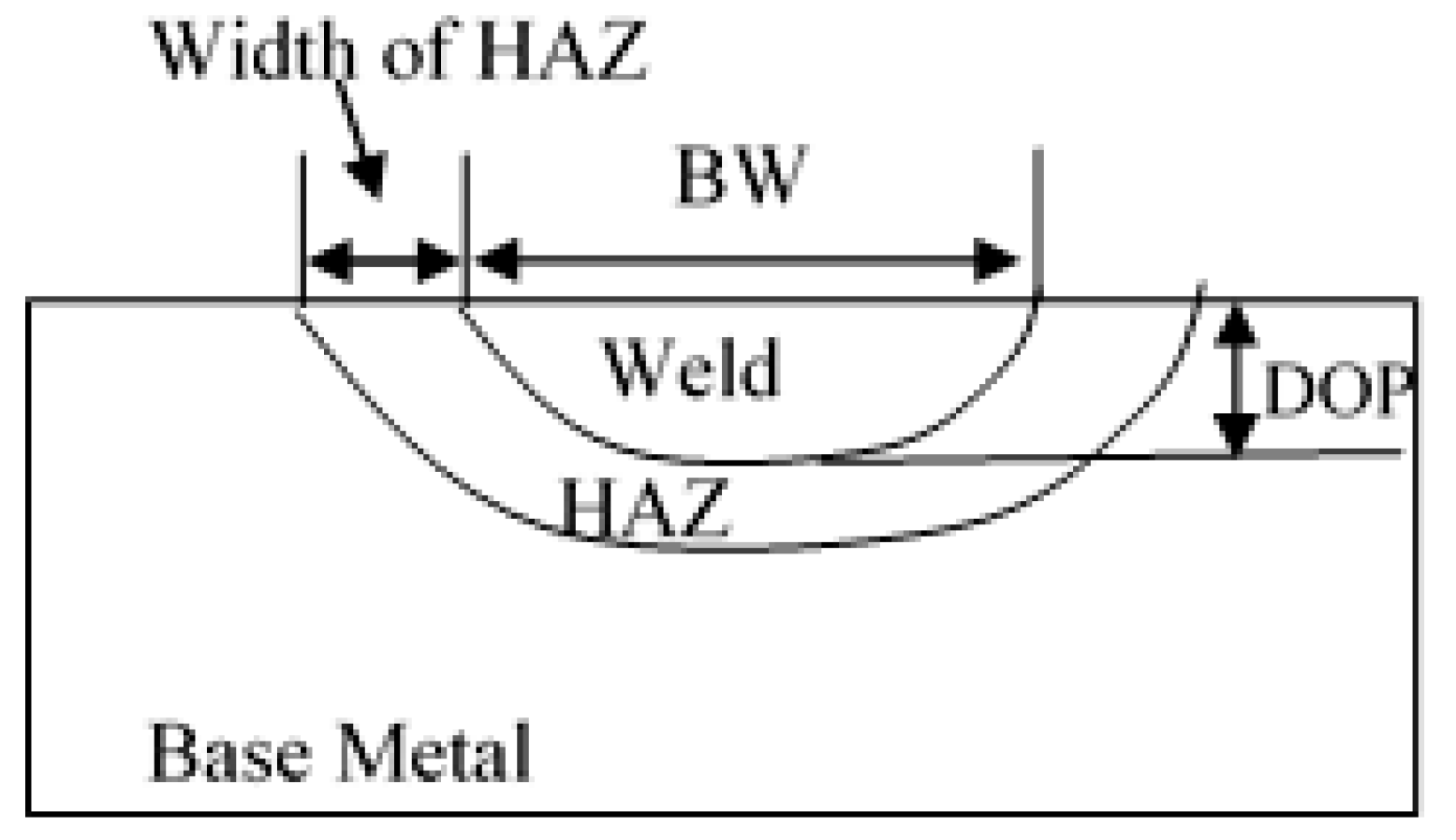
24] using different fluxes and welding process parameters. The final weld quality for the required application is of great importance for the fabrication of the components. The shape attributes of the weld bead, i.e., Depth of Penetration (
DOP), Bead Width (
BW), Width of Heat-Affected Zone (HAZ), and Depth-to-Width ratio (
D/w) are the primary considerations for attaining the required quality of the welded joint, such as toughness and tensile strength. These welded joint features are reliant on the input parameters. Thus, the primary step for process development is the optimum setting of the process parameters and a tool for predicting the required final weld shape [
25]. Several approaches for the prediction and optimization of welding procedure parameters such as the RSM technique, Taguchi method and Artificial Neural Network (ANN), etc., have been described in open literature with a fairly high success rate [
26,
27,
28].
Furthermore, these techniques are often combined with advanced evolutionary optimization algorithms for the optimization of process parameters. The need for using an advanced evolutionary algorithm is because the welding processes are very complex and have multifaceted interactions between input and output parameters. Put differently, the welding processes are a multi-input process requiring advanced optimization techniques for designing optimal welding processes. In addition to this, engineering applications require simultaneous optimum values of more than one quality response. If those quality responses are optimized individually, there might be a different set of input parameters for each of these output responses which requires a large set of experiments. Additionally, sometimes the dependencies of the output and input parameters might also be conflicting with each other, making the optimization problem even more complex to solve [
29]. This technique of optimizing more than one quality response simultaneously is also termed as a multi-objective optimization technique. Various methodologies were established to solve multi-objective optimization problems, out of which the weighted additive utility function (WAUF) technique is used extensively for welding problems. In this technique, appropriate weights are assigned to all the output responses and are combined in a single objective function which is further analyzed to get optimized results. Several attempts have been reported for the multi-objective optimization of welding parameters with different optimization algorithms, among which Genetic Algorithm (GA) is the most preferred [
30,
31,
32]. However, one caution in the approach is the fact that the GA technique functions under a precise set of allocated values of algorithm-specific parameters. The selection of allocated values will dictate the effectiveness of the results achieved which may differ from user to user. Thus, parameter-less novel optimization algorithms have been developed recently which are equally effective and easier to implement [
33].
Heat Transfer Search (HTS) developed by the authors Patel and Savsani [
34] is one such technique which uses three distinct phases (conduction, convection and radiation) to arrive at a global optimum value. Since its inception, HTS has been used extensively for solving optimization problems for different applications. Degertekin et al. [
35] applied the HTS technique for the sizing optimization, particularly for truss structures. Three design examples were discussed in the study which demonstrated that HTS formulated better designs than those found by other state-of-the-art metaheuristic optimization methods. The convergence capability of HTS was also comparable with the other methods. The authors also presented the robustness of the HTS algorithm in the studies. Raja et al. [
36] implemented the HTS technique to obtain the optimal design of the fin-and-tube heat exchanger. Seven different case studies were used to study the ability of the HTS technique for the fin-and-tube heat exchanger by comparing it with GA, Particle Swarm Optimization (PSO) and Ant Bee Colony (ABC) algorithms. It was reported that there was a 16.25% reduction in total weight and a 9.02% reduction in total annual cost for the heat exchanger with the implementation of the HTS algorithm. Tejani et al. [
37] successfully applied the HTS algorithm for optimization in structural problems including the size, shape and topology of the trusses. Similarly, Patel et al. [
38] used the HTS algorithm for optimization of the parameters of a turbojet engine by considering the variables such as fuel consumption, efficiency, and thrust. Thus, it can be observed that HTS is suited for and has been effectively applied to study a variety of optimization problems. However, to the best of the authors’ knowledge, no study has been reported on the application of HTS for the optimization of A-TIG welding process parameters.
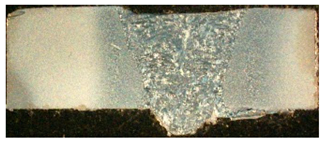
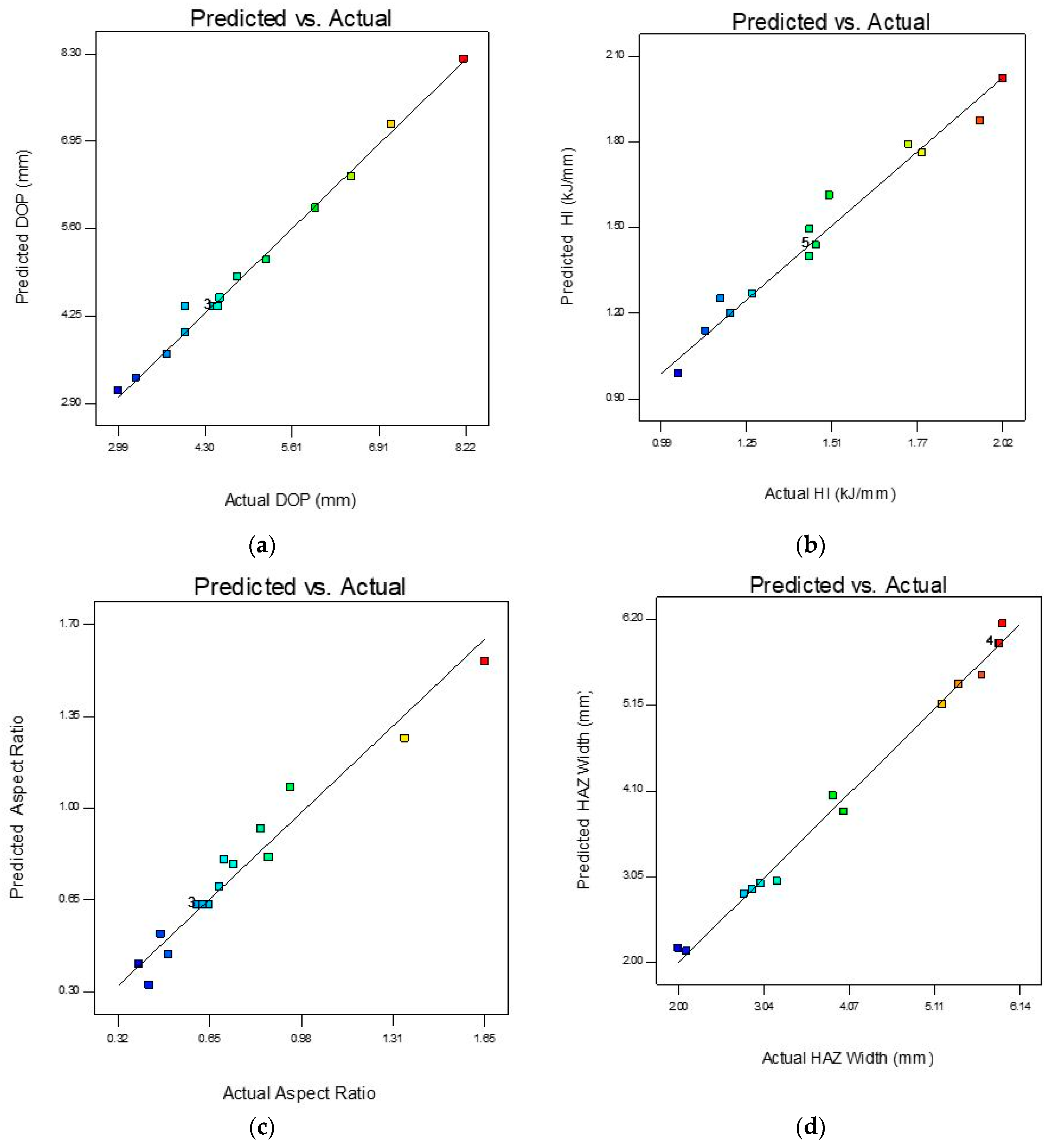
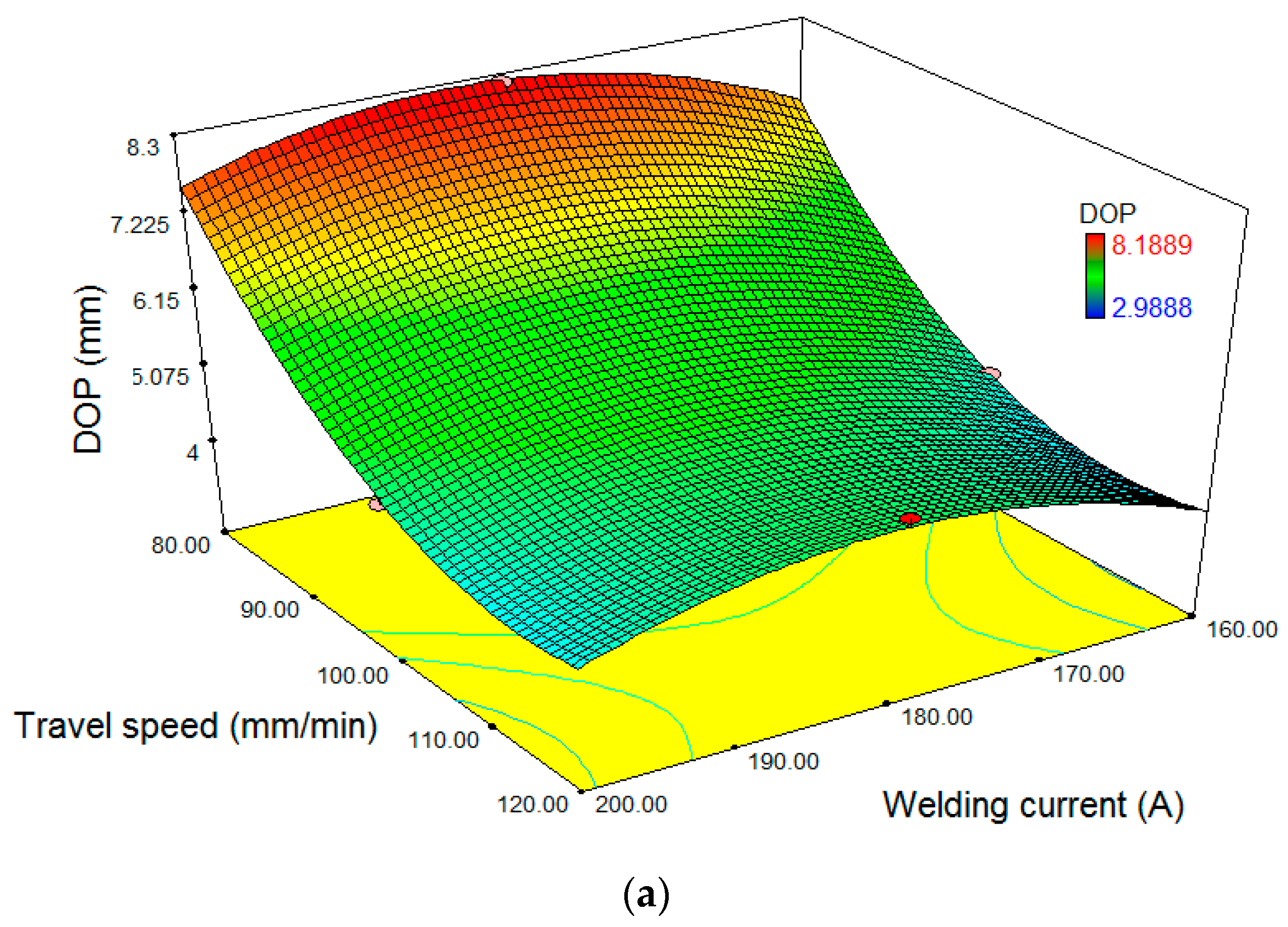
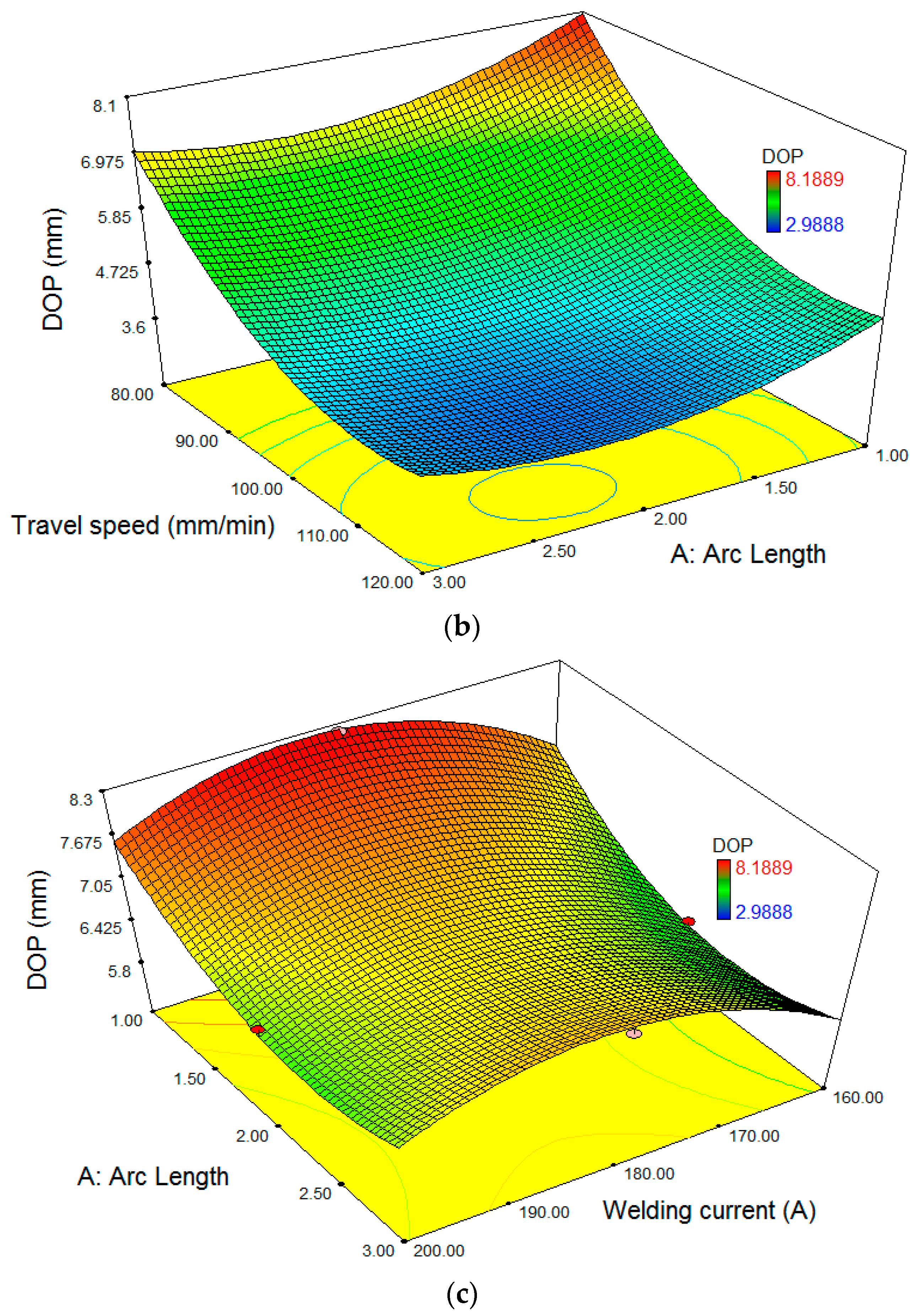
This study addresses the optimization of the A-TIG welding process parameters for 6 mm thick carbon steel metal using TiO2 flux, namely, DOP, HAZ, D/w ratio (also termed as Aspect ratio) and Heat Input (HI). In optimizing these parameters, Length of the arc (L), Welding current (I), and Travel speed (T) are selected as input parameters. Box–Behnken design (BBD) approach of RSM is used for the generation of mathematical models and the HTS algorithm is used for optimization. The unique feature of the study is that four different case studies involving single- and multi-objective optimization problems have been formulated and analyzed using HTS. These case studies will be very useful to the relevant industries for direct application.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}