It is finally pending to check if magnetic properties of the electrically consolidated specimens are also acceptable, and the obtained results as compared to those of the furnace sintered compacts.
Table 6 shows that the determination coefficients,
R2, are slightly higher for the linear fitting. This is because the porosity range analysed is not wide enough, and the linear law does not show its limitations; moreover, the parameter Θ
M in Equation (6) has been fixed to the value 0.673, found in
Section 2.3. (in the case of being considered a free parameter, the fitting goodness could improve).
Besides the presence of impurities, it is well known that porosity is one of the main factors negatively affecting soft magnetic properties in sintered materials [
1,
26,
27,
28]. Porosity is merely an absence of material that therefore is not available to be magnetised. However, porosity does not have the same relevance in all magnetic properties. For example,
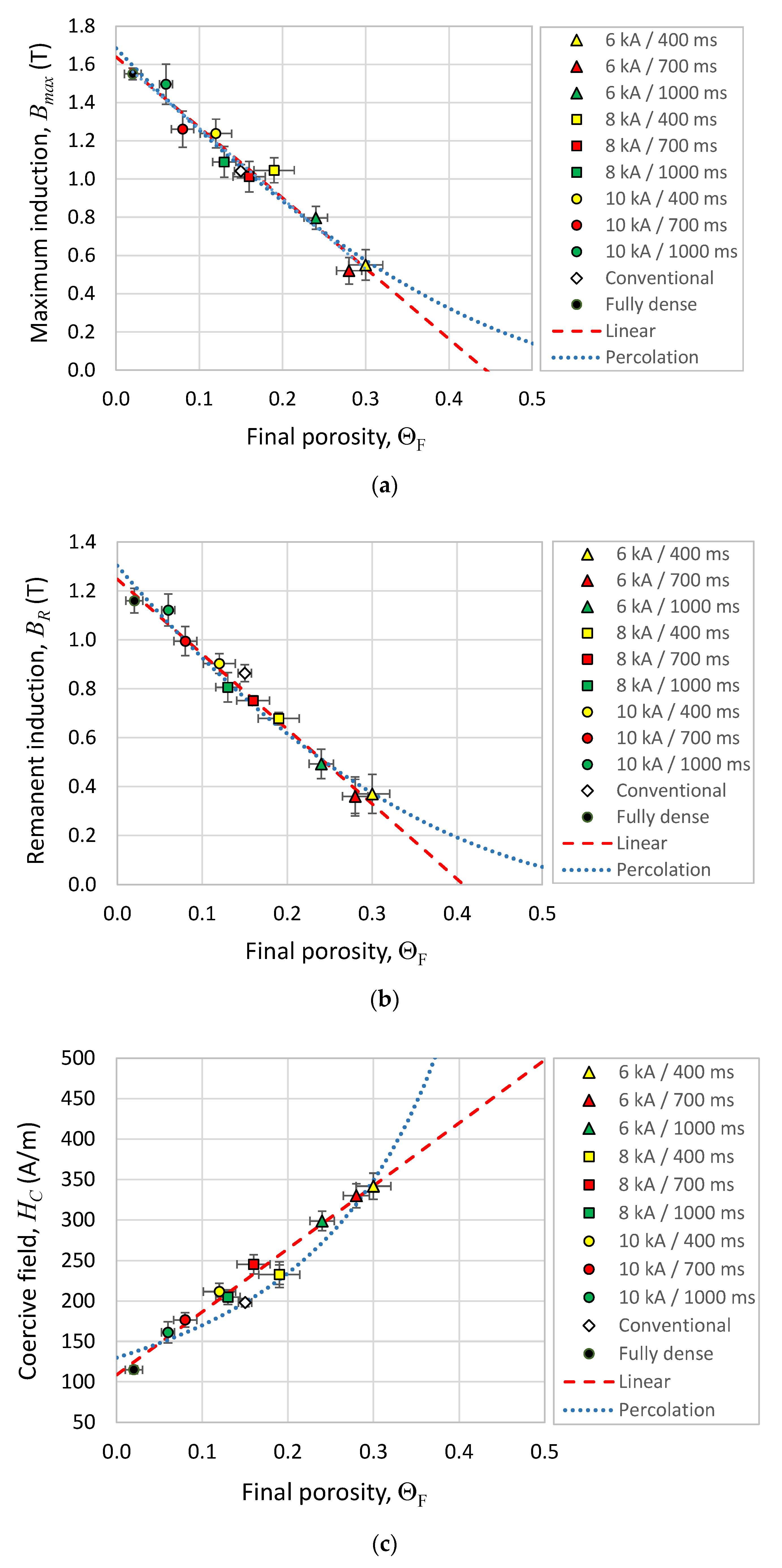
Bmax measured in pore-free properly sintered compacts should be equivalent to that of bulk materials of similar composition. The influence of the porosity level here is decisive and very clear, despite the fact that other microstructural factor should also be taken into account. Thus, following the sintered compacts data trend in
Figure 10, the
Bmax value of the bulk compact is approximately reached. A similar behaviour to
Bmax is found for
BR. In this paper, experimental values of
Bmax and
BR vs. porosity (
Figure 10) show a decrease of these properties as the porosity level increases, with an approximately linear trend, in a first approach. The mean values for MF-ERS compacts are 0.97 and 0.71 T for
Bmax and
BR, respectively. These values are lower than those measured in this work for fully dense samples: 1.55 and 1.16 T, respectively, being these latter values very near to those reported for properly sintered commercially pure iron samples in [
1]: 1.6 T and 1.2 T, respectively. Careful processing can even improve these results. Reported values for fully dense commercially pure iron samples (obtained by sintering in hydrogen at 1120 °C for 30 min, then hot re-pressed, and sintered at 1260 °C in hydrogen for 30 min, and cooled at 5.5 °C/min) are around
Bmax = 1.6 T and
BR = 1.5 T [
29]. If parts are sintered at temperatures higher than 1260 °C, held at temperature for long time, and hot forged to remove the pores, the maximum and remanent induction can reach 2.2 T and 1.8 T, respectively [
1]. In order to obtain these figures it is essential to control grain growth and impurities within the material. (Obviously, the described techniques are not widely used in commercial practice.) High values of
Bmax and
BR are required for soft magnetic materials applications in order to obtain high amplifications of the magnetic fields produced by the coils. This allows reducing the winding number in the coil and/or the current intensity, without decreasing the strength of the generated magnetic field. Nevertheless, the values obtained in the MF-ERS specimens are, in general, acceptable, and in accordance with their porosity level.
On the other hand, the influence of the porosity on
HC is, in general, the opposite, making coercivity to increase for higher porosities [
1,
30]. Moreover, it is known that some magnetic properties are strongly affected by the shape and size of the pores, the strain and residual stresses, the grain size, or the presence of precipitates/inclusions, which also affect properties of bulk materials [
1,
30]. In particular, these microstructural features can become even more important than the porosity level for the magnetic coercivity [
31,
32,
33].
However, the
HC trend with the porosity shown in
Figure 10c results in agreement with the increasing trend expected from [
1,
30]. A mean value of 239 A/m is obtained in MF-ERS samples, higher than 115 A/m for fully dense sintered compacts [
1]. Nevertheless, it is worth nothing that the more densified MF-ERS sample reaches a value of 161 A/m, lower that the value of the conventionally sintered sample, with a value of 198 A/m. (It is nevertheless possible to reduce this value by improving densification with reducing sintering atmospheres).
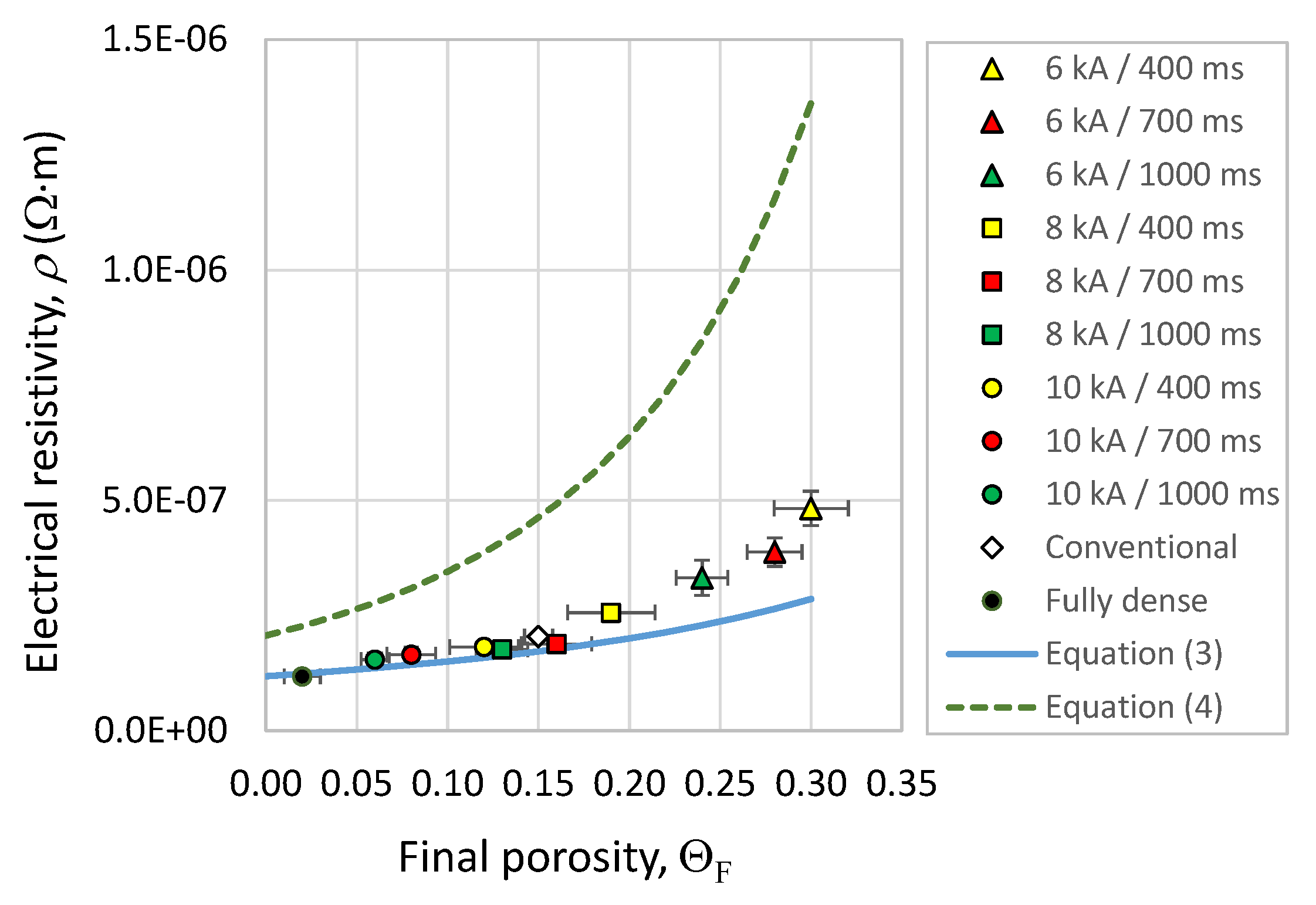
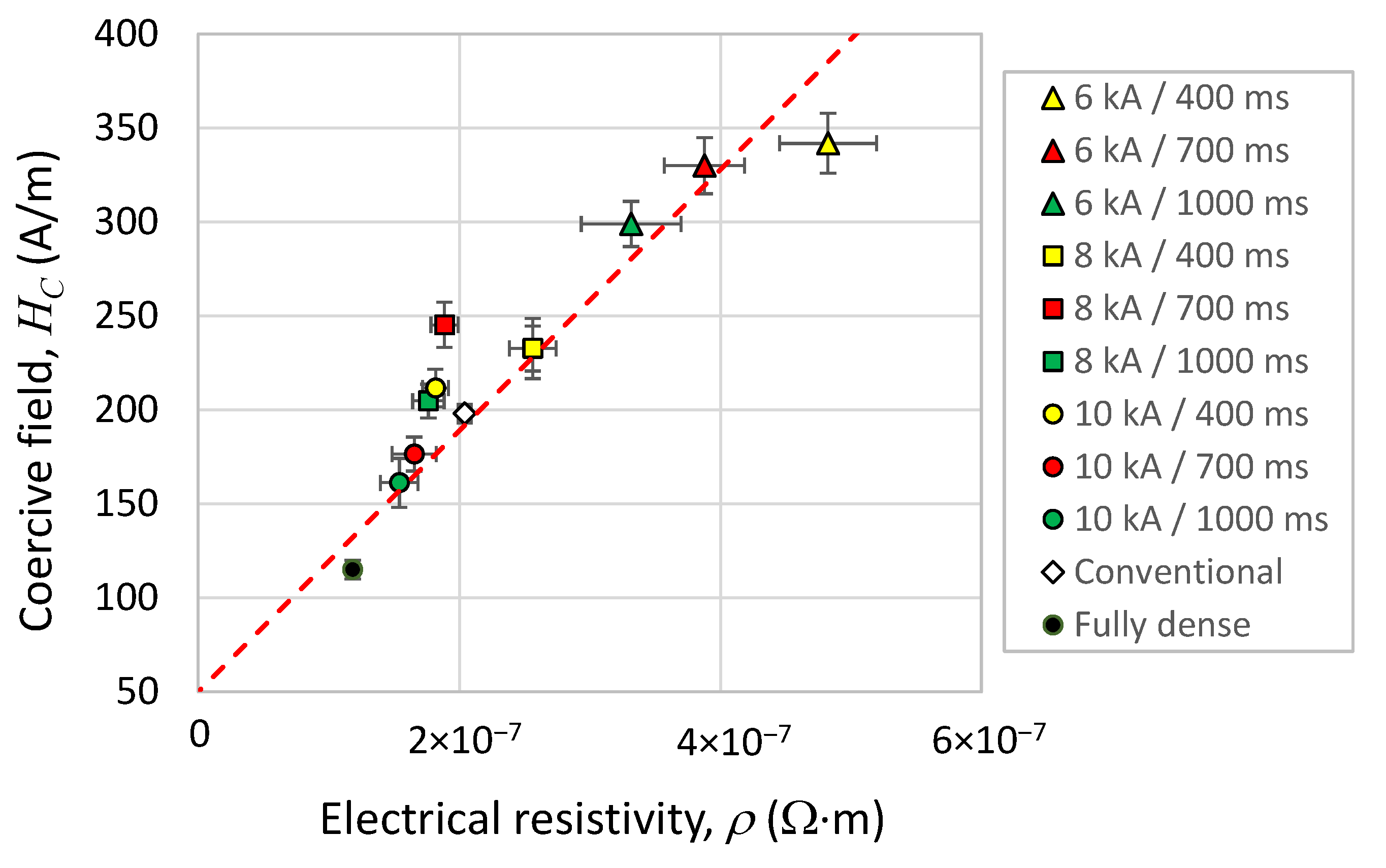
However, it would be desirable for soft magnetic materials to have a high coercivity and a low resistivity, thus minimising hysteretic and Foucault magnetic losses. It is well known that only metallic glasses get this desirable combination of properties [
34].
Figure 11 represents coercivity vs. electrical resistivity, showing, as expected, that it is not possible to lower the coercivity without a resistivity decrease. In this sense, MF-ERS allows obtaining more resistive compacts (reducing Foucault losses), but with a coercivity increase (increasing the hysteresis losses) that must be assessed in each particular application.
In summary, it could be said that the electrotechnical properties of electrically consolidated compacts are not worse than those of obtained by the conventional PM route. Moreover, MF-ERS specimens have the added value of being consolidated in a lower time, with lower applied pressures and without needing reducing atmospheres. Achieving similar properties through a faster and less energy-intensive process is already a major achievement. However, it might be interesting to study whether it is not possible, via the MF-ERS route, to improve the final properties of the materials. Since both magnetic and electrical conductivity are affected by the high dislocation density derived from the fast processing, a possible option to study in the future could be to consider a post-annealing treatment, as indicated in [
35].


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}