
Leaching of Phosphorus from Quenched Steelmaking Slags with Different Composition


Abstract
:
1. Introduction
2. Experimental
3. Results
3.1. Mineralogical Composition
3.2. Leaching Results
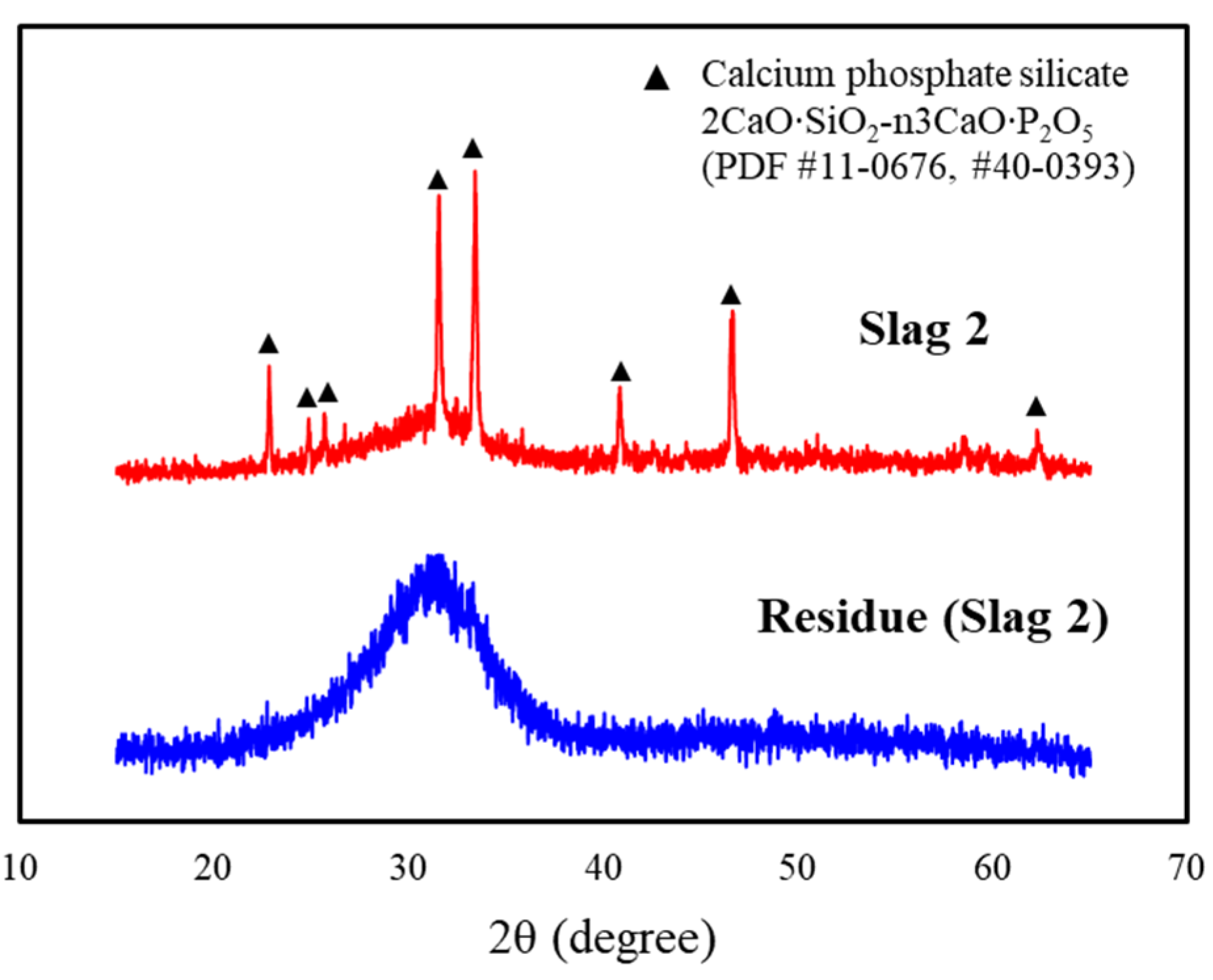
3.3. Characterization of Residue
4. Discussion
5. Conclusions
- (1)
- The P dissolution ratio from slag was higher than those of other elements in each case, achieving an effective separation of P and Fe. The C2S–C3P solid solution was fully dissolved from slag, and then the residue primarily composed of the matrix phase, causing a significant decrease in P2O5 content.
- (2)
- The dissolution ratios of P, Ca, and Si decreased as the P2O5 content in slag increased. A higher Fe2O3 content in slag resulted in a lower P dissolution ratio. Increasing slag basicity facilitated the dissolution of P from slag.
- (3)
- The P dissolution ratio from slag was mainly determined by the P distribution ratio in the solid solution and the precipitation of ferric phosphate in the leachate. The P-concentrating solid solution was effectively separated from quenched steelmaking slag, even though hydrochloric acid was used as leaching agent, which provided a simple and low-cost method to recover valuable components from steelmaking slag.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Matsubae-Yokoyama, K.; Kubo, H.; Nakajima, K.; Nagasaka, T. A material flow analysis of phosphorus in Japan. J. Ind. Ecol. 2009, 13, 687–705. [Google Scholar] [CrossRef]
- Ogawa, Y.; Maruoka, N. Progress of hot metal treatment technology and future outlook. Tetsu Hagané 2014, 100, 434–444. [Google Scholar] [CrossRef]
- Kitamura, S.; Naito, K.; Okuyama, G. History and latest trends in converter practice for steelmaking in Japan. Min. Proc. Ext. Met. 2019, 128, 34–45. [Google Scholar] [CrossRef]
- Ito, K.; Yanagisawa, M.; Sano, N. Phosphorus distribution between solid 2CaO∙SiO2 and molten CaO–SiO2–FeO–Fe2O3 slags. Tetsu Hagane 1982, 68, 342–344. [Google Scholar] [CrossRef] [Green Version]
- Kitamura, S.; Yonezawa, K.; Ogawa, Y.; Sasaki, N. Improvement of reaction efficiency in hot metal dephosphorization. Ironmak. Steelmak. 2002, 29, 121–124. [Google Scholar] [CrossRef]
- Gao, X.; Okubo, M.; Maruoka, N.; Shibata, H.; Ito, T.; Kitamura, S.Y. Production and utilization of iron and steelmaking slag in Japan and the application of steelmaking slag for the recovery of paddy fields damaged by Tsunami. Min. Proc. Ext. Met. 2015, 124, 116–124. [Google Scholar]
- Matsubae, K.; Yamasue, E.; Inazumi, T.; Webeck, E.; Miki, T.; Nagasaka, T. Innovations in steelmaking technology and hidden phosphorus flows. Sci. Total. Environ. 2016, 542, 1162–1168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fix, W.; Heymann, H.; Heinke, R. Subsolidus relations in the system 2CaO∙SiO2-3CaO∙P2O5. J. Am. Ceram. Soc. 1969, 52, 346–347. [Google Scholar] [CrossRef]
- Zhu, B.; Zhu, M.M.; Luo, J.; Dou, X.F.; Wang, Y.; Jiang, H.J.; Xie, B. Distribution behavior of phosphorus in 2CaO∙SiO2-3CaO∙P2O5 solid solution phase and liquid slag phase. Metals 2020, 10, 1103. [Google Scholar] [CrossRef]
- Li, C.; Gao, J.; Guo, Z. Separation of phosphorus- and iron-enriched phase from CaO-SiO2-FeO-MgO-P2O5 melt with super gravity. Metall. Mater. Trans. B 2016, 47, 1516–1519. [Google Scholar] [CrossRef]
- Kubo, H.; Matsbuae-Yokoyama, K.; Nagasaka, T. Magnetic separation of phosphorus enriched phase from multiphase dephosphorization slag. ISIJ Int. 2010, 50, 59–64. [Google Scholar] [CrossRef] [Green Version]
- Lin, L.; Bao, Y.P.; Wang, M.; Jiang, W.; Zhou, H.M. Separation and recovery of phosphorus from P-bearing steelmaking slag. J. Iron Steel Res. Int. 2014, 21, 496–502. [Google Scholar] [CrossRef]
- Numata, M.; Maruoka, N.; Kim, S.; Kitamura, S. Fundamental experiment to extract phosphorous selectively from steelmaking slag by leaching. ISIJ Int. 2014, 54, 1983–1990. [Google Scholar] [CrossRef] [Green Version]
- Qiao, Y.; Diao, J.; Liu, X.; Li, X.S.; Zhang, T.; Xie, B. Dephosphorization of steelmaking slag by leaching with acidic aqueous solution. JOM 2016, 68, 2511–2519. [Google Scholar] [CrossRef]
- Du, C.M.; Gao, X.; Ueda, S.; Kitamura, S. Effect of Na2O addition on phosphorus dissolution from steelmaking slag with high P2O5 content. J. Sustain. Metall. 2017, 3, 671–682. [Google Scholar] [CrossRef]
- Du, C.M.; Gao, X.; Ueda, S.; Kitamura, S. Recovery of phosphorus from modified steelmaking slag with high P2O5 content via leaching and precipitation. ISIJ Int. 2018, 58, 833–841. [Google Scholar] [CrossRef] [Green Version]
- Du, C.M.; Gao, X.; Ueda, S.; Kitamura, S. Optimum conditions for phosphorus recovery from steelmaking slag with high P2O5 content by selective leaching. ISIJ Int. 2018, 58, 860–868. [Google Scholar] [CrossRef] [Green Version]
- Du, C.M.; Gao, X.; Ueda, S.; Kitamura, S. Effect of Fe2+/T.Fe ratio on the dissolution behavior of P from steelmaking slag with high P2O5 content. J. Sustain. Metall. 2018, 4, 443–454. [Google Scholar] [CrossRef]
- Teratoko, T.; Maruoka, N.; Shibata, H.; Kitamura, S. Dissolution behavior of dicalcium silicate and tricalcium phosphate solid solution and other phases of steelmaking slag in an aqueous solution. High. Temp. Mater. Processes. 2012, 31, 329–338. [Google Scholar] [CrossRef]
- Lindsay, W.L.; Moreno, E.C. Phosphate phase equilibria in soils. Soil. Sci. Soc. Am. J. 1960, 24, 177–182. [Google Scholar] [CrossRef]
- Shen, H.Y.; Wang, Z.J.; Zhou, A.M.; Chen, J.L.; Hu, M.Q.; Dong, X.Y.; Xia, Q.H. Adsorption of phosphate onto amine functionalized nano-sized magnetic polymer adsorbents: Mechanism and magnetic effects. RSC Adv. 2015, 5, 22080–22090. [Google Scholar] [CrossRef]
- Markich, S.J.; Brown, P.L. Thermochemical Data for Environmentally-Relevant Elements; ANSTO Environment Division: Sydney, NSW, Australia, 1999. [Google Scholar]
- Futatsuka, T.; Shitogiden, K.; Miki, T.; Nagasaka, T.; Hino, M. Dissolution behavior of nutrition elements from steelmaking slag into seawater. ISIJ Int. 2004, 44, 753–761. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | CaO | SiO2 | Fe2O3 | P2O5 | Na2O | Basicity (C/S) |
|---|---|---|---|---|---|---|
| Slag 1 | 42.1 | 24.6 | 20.4 | 7.6 | 5.3 | 1.71 |
| Slag 2 | 40.7 | 23.9 | 19.6 | 10.5 | 5.3 | 1.70 |
| Slag 3 | 39.3 | 23.1 | 19.1 | 13.3 | 5.2 | 1.70 |
| Slag 4 | 38.0 | 22.1 | 18.2 | 16.3 | 5.4 | 1.72 |
| Slag 5 | 43.8 | 25.6 | 14.9 | 10.4 | 5.3 | 1.71 |
| Slag 6 | 37.2 | 21.6 | 25.4 | 10.3 | 5.5 | 1.72 |
| Slag 7 | 38.5 | 26.3 | 19.8 | 10.1 | 5.3 | 1.46 |
| Slag 8 | 42.4 | 22.1 | 19.9 | 10.4 | 5.2 | 1.92 |
| CaO | SiO2 | Fe2O3 | P2O5 | Na2O | ||
|---|---|---|---|---|---|---|
| Solid Solution | Slag 1 | 54.8 | 22.4 | 1.2 | 16.2 | 5.4 |
| Slag 2 | 52.3 | 14.7 | 1.1 | 25.1 | 6.7 | |
| Slag 3 | 49.9 | 10.2 | 1.0 | 32.1 | 6.8 | |
| Slag 4 | 48.0 | 5.7 | 0.9 | 38.5 | 6.8 | |
| Slag 5 | 52.6 | 19.2 | 1.1 | 21.2 | 6.0 | |
| Slag 6 | 48.1 | 12.6 | 1.0 | 30.2 | 8.0 | |
| Slag 7 | 50.7 | 12.1 | 1.1 | 29.4 | 6.8 | |
| Slag 8 | 53.7 | 18.7 | 1.1 | 20.8 | 5.8 | |
| Matrix Phase | Slag 1 | 32.7 | 28.2 | 32.5 | 1.7 | 4.9 |
| Slag 2 | 35.3 | 28.6 | 27.8 | 4.0 | 4.3 | |
| Slag 3 | 34.1 | 29.1 | 27.0 | 5.5 | 4.2 | |
| Slag 4 | 32.2 | 30.7 | 26.2 | 6.4 | 4.4 | |
| Slag 5 | 34.9 | 31.7 | 24.9 | 3.9 | 4.5 | |
| Slag 6 | 31.0 | 26.1 | 34.5 | 4.0 | 4.4 | |
| Slag 7 | 35.8 | 30.7 | 22.5 | 6.7 | 4.4 | |
| Slag 8 | 33.4 | 26.5 | 33.1 | 2.9 | 4.1 | |
| Matrix Phase | Ca | Si | Fe | P | Na | O |
|---|---|---|---|---|---|---|
| 1 | 24.2 | 12.8 | 21.1 | 1.8 | 3.0 | 37.1 |
| 2 | 24.2 | 10.1 | 17.6 | 2.1 | 3.4 | 42.6 |
| CaO | SiO2 | Fe2O3 | P2O5 | Na2O | |
|---|---|---|---|---|---|
| Residue (Slag 2) | 32.9 | 28.2 | 31.0 | 4.3 | 3.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, N.-N.; Du, C.-M.; Kong, H.; Yu, Y.-H. Leaching of Phosphorus from Quenched Steelmaking Slags with Different Composition. Metals 2021, 11, 1026. https://doi.org/10.3390/met11071026
Lv N-N, Du C-M, Kong H, Yu Y-H. Leaching of Phosphorus from Quenched Steelmaking Slags with Different Composition. Metals. 2021; 11(7):1026. https://doi.org/10.3390/met11071026
Chicago/Turabian StyleLv, Ning-Ning, Chuan-Ming Du, Hui Kong, and Yao-Hui Yu. 2021. "Leaching of Phosphorus from Quenched Steelmaking Slags with Different Composition" Metals 11, no. 7: 1026. https://doi.org/10.3390/met11071026