
Crystallization and Hardness Change of the Ti-Based Bulk Metallic Glass Manufactured by a Laser Powder Bed Fusion Process


Abstract
:1. Introduction
2. Experimental
2.1. Ti-BMG Powder and Additive Manufacturing
2.2. Observation of Microstructures and XRD and Hardness Measurement
3. Results and Discussion
3.1. Microstructural Properties
3.2. Hardness Change
4. Conclusions
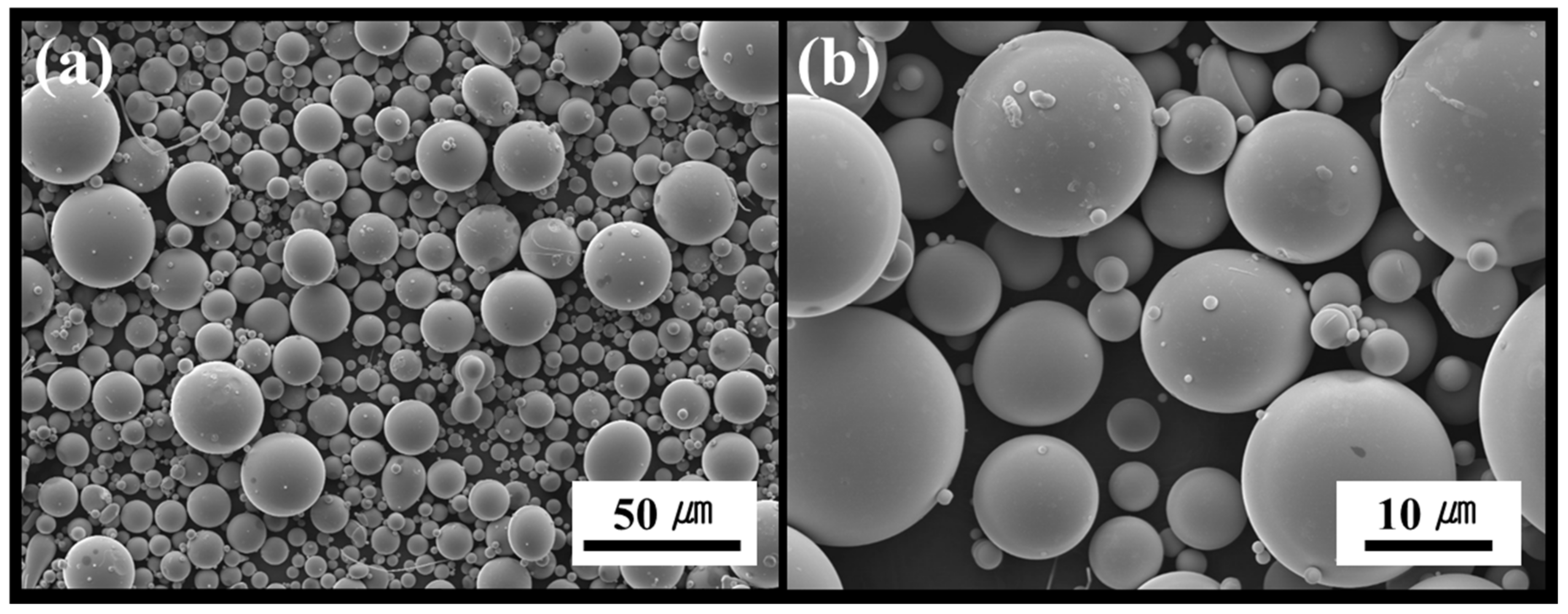
- Using the Ti-based BMG powder manufactured by the EIGA method, the Ti-2.5Zr-5.0Hf-37.5Cu-7.5Ni-1.0Si-5.0Sn bulk metallic glass was successfully fabricated by the laser powder bed fusion additive manufacturing process.
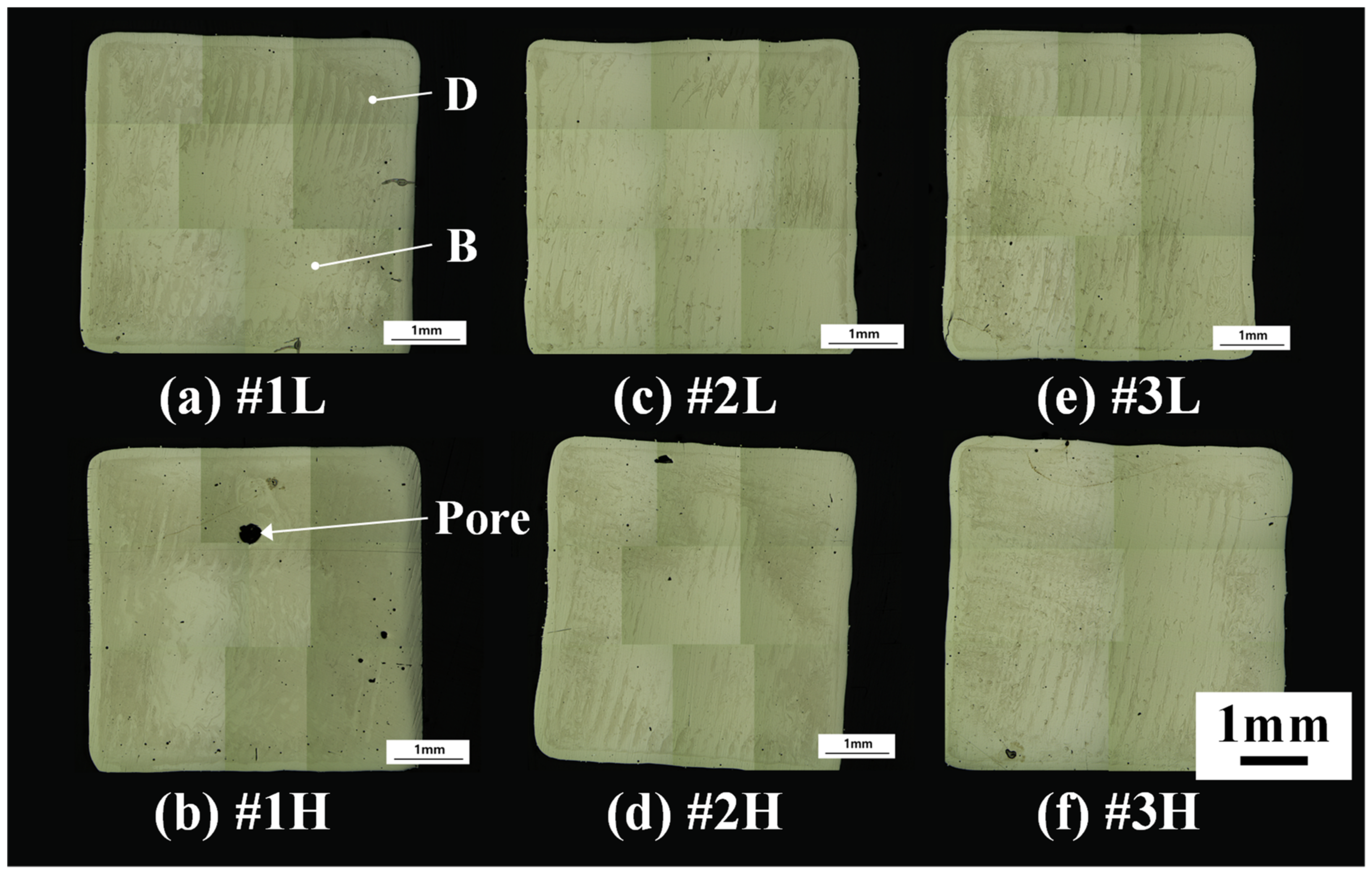
- In the results of the analysis of the microstructural properties according to the process conditions, it was confirmed that the Ti-based BMG powder, inevitably, was partially crystallized in all specimens due to refusion and resolidification. Under the same energy density conditions, the higher the laser power, the more crystallization was carried out, and the higher the scan speed, the greater the internal defects were found.
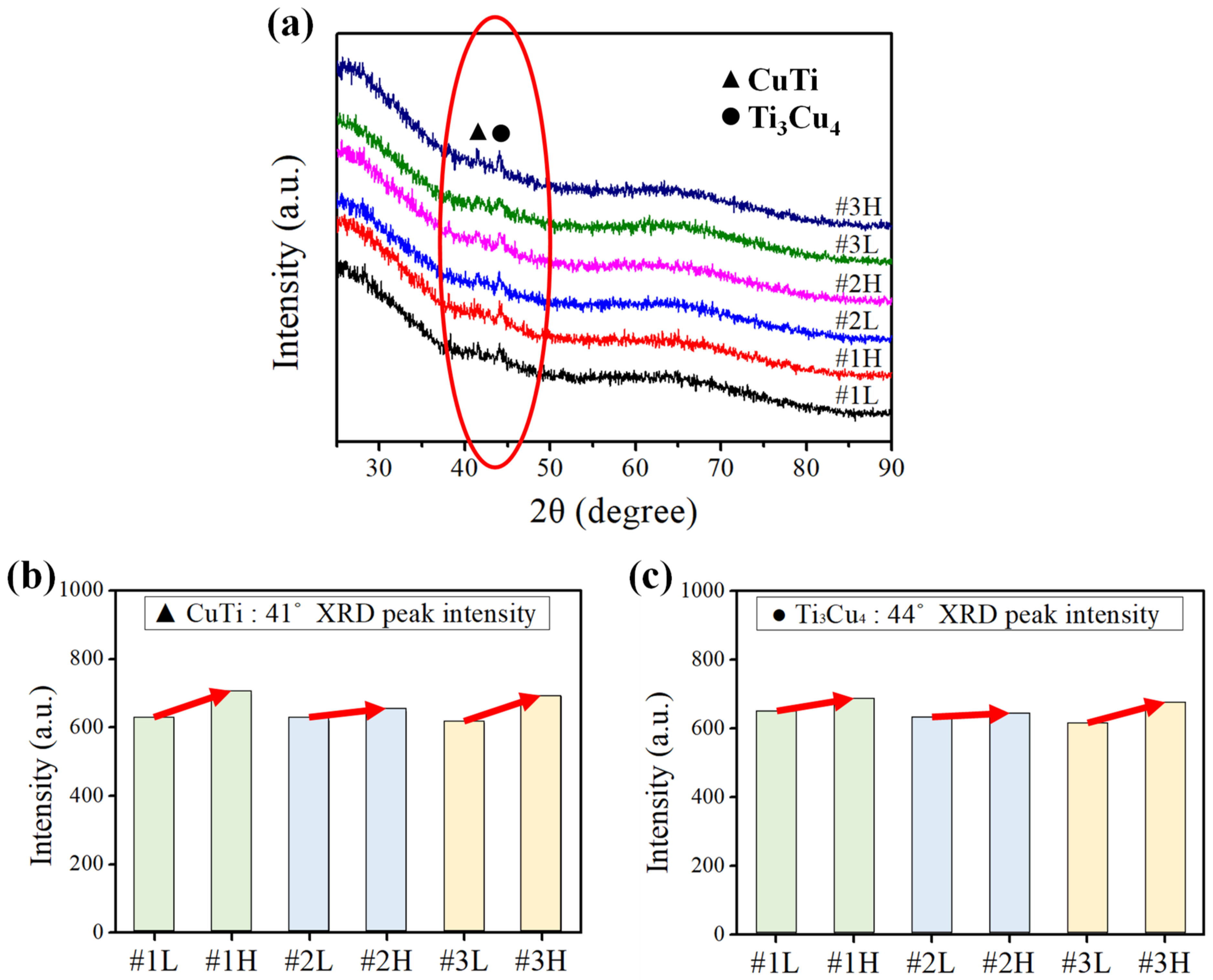
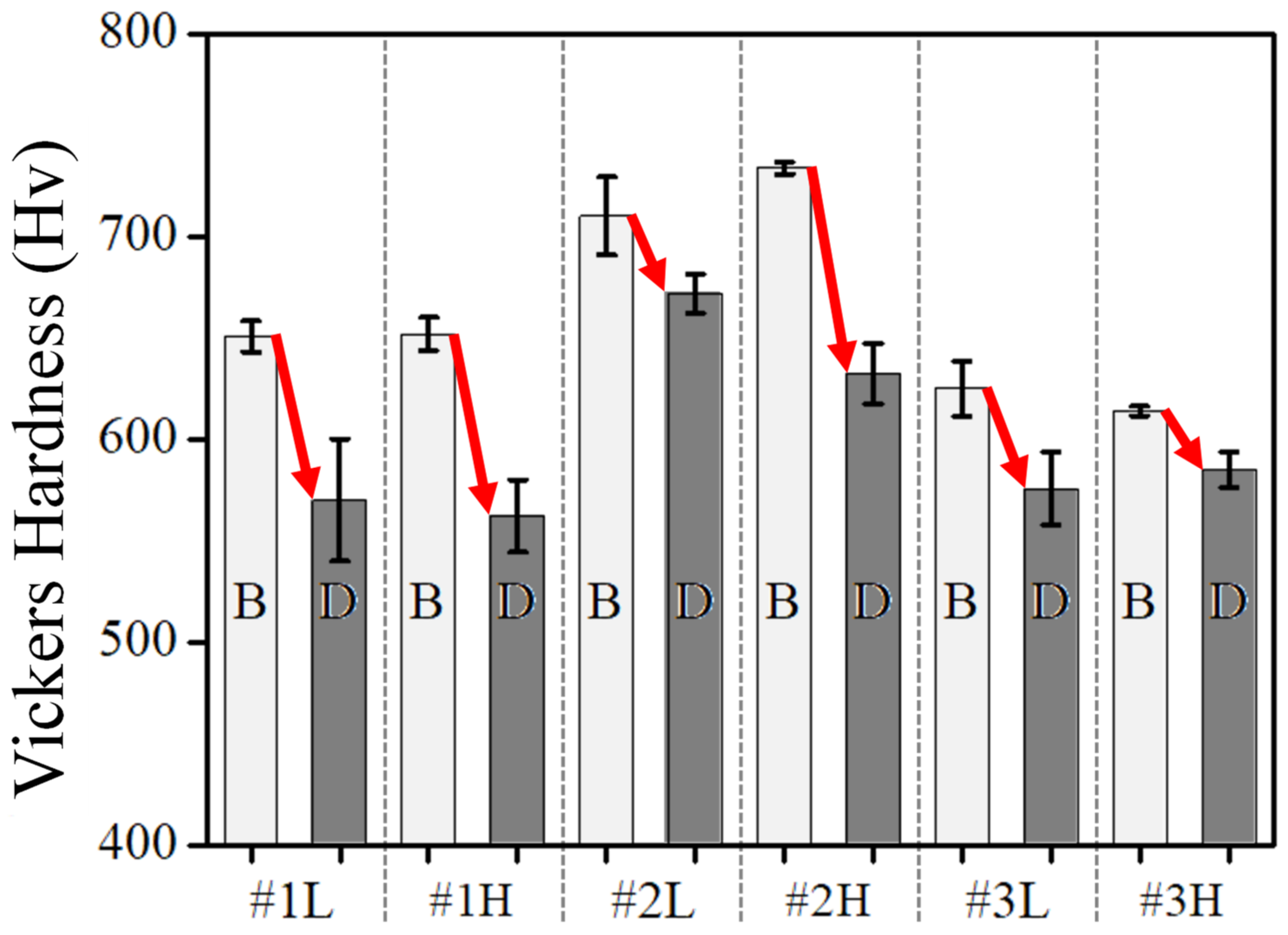
- In the results of the hardness measurement in the Ti-based BMG manufactured by the LPBF process, the relatively dark region returned lower hardness values compared with the light region, and the XRD analysis showed that crystallization of CuTi, Ti3Cu4, etc in the dark region was partially carried out.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, H.X.; Lu, Z.C.; Wang, S.L.; Wu, Y.; Lu, Z.P. Fe-based bulk metallic glasses: Glass formation, fabrication, properties and applications. Prog. Mater. Sci. 2019, 103, 235–318. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Iron-based bulk metallic glasses. Int. Mater. Rev. 2013, 58, 131–166. [Google Scholar] [CrossRef]
- Wang, W.H.; Dong, C.; Shek, C.H. Bulk Metallic Glasses. Mater. Sci. Eng. 2004, 44, 45–89. [Google Scholar] [CrossRef]
- Inoue, A. Stabilization of Metallic Supercooled Liquid and Bulk Amorphous Alloys. Acta Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Jakab, M.A.; Scully, J.R. On-demand release of corrosion-inhibiting ions from amorphous Al–Co–Ce alloys. Nat. Mater. 2005, 4, 667–670. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Zhou, H.; Liu, L. Laminar Fe-based amorphous composite coatings with enhanced bonding strength and impact resistance. Acta Mater. 2014, 72, 239–251. [Google Scholar] [CrossRef]
- Sun, B.A.; Wang, W.H. The fracture of bulk metallic glasses. Prog. Mater. Sci. 2015, 74, 211–307. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprwe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanism. Int. Mater. Rev. 2013, 57, 133–164. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, Q.; Huo, J.; Zhang, Y.; Yang, W.; Li, X. Crystallization in additive manufacturing of metallic glasses: A review. Addit. Manuf. 2020, 36, 101568. [Google Scholar] [CrossRef]
- Li, Y.; Shen, Y.; Chen, C.; Leu, M.C.; Tsai, H.-L. Building metallic glass structures on crystalline metal substrates by laser-foil-printing additive manufacturing. J. Mater. Process. Technol. 2017, 248, 249–261. [Google Scholar] [CrossRef]
- Bordeenithikasem, P.; Shen, Y.; Tsai, H.-L.; Hofmann, D.C. Enhanced mechanical properties of additively manufactured bulk metallic glasses produced through laser foil printing from continuous sheetmetal feedstock. Addit. Manuf. 2018, 19, 95–103. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithkasem, P.; et al. 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Gorodesky, N.; Sedghani-Cohen, S.; Altman, M.; Fogel, O.; Cohen-Taguri, G.; Fleger, Y.; Kotler, Z.; Zalevsky, Z. Concurrent Formation of Metallic Glass During Laser Forward Transfer 3D Printing. Adv. Funct. Mater. 2020, 30, 2001260. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, W.; Xing, W.; Liu, L. Understanding on toughening mechanism of bioinspired bulk metallic glassy composites by thermal spray additive manufacturing. Scripta Mater. 2020, 177, 112–117. [Google Scholar] [CrossRef]
- Deng, L.; Wang, S.; Wang, P.; Kühn, U.; Pauly, S. Selective laser melting of a Ti-based bulk metallic glass. Mater. Lett. 2018, 212, 346–349. [Google Scholar] [CrossRef]
- Katakam, S.; Hwang, J.Y.; Paital, S.; Banerjee, R.; Vora, H.; Dahotre, N.B. In Situ Laser Synthesis of Fe-Based Amorphous Matrix Composite Coating on Structural Steel. Metall. Mater. Trans. A 2012, 43, 4957–4966. [Google Scholar] [CrossRef]
- Zhang, C.; Ouyang, D.; Pauly, S.; Liu, L. 3D Printing of Bulk Metallic Glasses. Mater. Sci. Eng. R 2021, 145, 100625. [Google Scholar] [CrossRef]
- Schroers, J. Processing of Bulk Metallic Glass. Adv. Mater. 2010, 22, 1566–1597. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Hofmann, D.C.; Bordeenithikasem, P.; Pate, A.; Roberts, S.N.; Vogli, E. Developing Processing Parameters and Characterizing Microstructure and Properties of an Additively Manufactured FeCrMoBC Metallic Glass Forming Alloy. Adv. Eng. Mater. 2018, 20, 1800433. [Google Scholar] [CrossRef]
- Kim, W.R.; Bang, G.B.; Park, J.; Lee, T.W.; Lee, B.; Yang, S.; Kim, G.; Lee, K.; Kim, H. Microstructural study on a Fe-10Cu alloy fabricated by selective laser melting for defect-free process optimization based on the energy density. J. Mater. Res. Technol. 2020, 9, 12834–12839. [Google Scholar] [CrossRef]
- Li, X.P.; Kang, C.W.; Huang, H.; Zhang, L.C.; Sercombe, T.B. Selective laser melting of an Al86Ni6Y4.5Co2La1.5 metallic glass: Processing, microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2014, 606, 370–379. [Google Scholar] [CrossRef] [Green Version]
- Li, X.P.; Kang, C.W.; Huang, H.; Sercombe, T.B. The role of a low-energy–density re-scan in fabricating crack-free Al85Ni5Y6Co2Fe2 bulk metallic glass composites via selective laser melting. Mater. Des. 2014, 63, 407–411. [Google Scholar] [CrossRef] [Green Version]
- Collins, P.C.; Brice, D.A.; Samimi, P.; Ghamarian, I.; Fraser, H.L. Microstructural Control of Additively Manufactured Metallic Materials. Annu. Rev. Mater. Res. 2016, 46, 63–91. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Sarac, B.; Schroers, J. Designing tensile ductility in metallic glasses. Nat. Commun. 2013, 4, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Lin, X.; Zhang, Y.; Yang, G.; Gao, X.; Hu, Q.; Yu, J.; Wei, L.; Huang, W. Microstructure and compressive/tensile characteristic of large size Zr-based bulk metallic glass prepared by laser solid forming. J. Mater. Sci. Technol. 2019, 35, 328–335. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, W.; Li, Y.; Yang, Y.; Wu, Y.; Liu, L. 3D Printing of Fe-based Bulk Metallic Glasses and Composites with Large Dimensions and Enhanced Toughness by Thermal Spraying. J. Mater. Chem. A 2018, 6, 6800–6805. [Google Scholar] [CrossRef]
- Ouyang, D.; Zhang, P.; Zhang, C.; Liu, L. Understanding of crystallization behaviors in laser 3D printing of bulk metallic glasses. Appl. Mater. Today 2021, 23, 100988. [Google Scholar] [CrossRef]
- Shi, X.; Wang, H.; Feng, W.; Zhang, Y.; Ma, S.; Wei, J. The Crack and Pore Formation Mechanism of Ti-47Al-2Cr-2Nb Alloy Fabricated by Selective Laser Melting. J. Mater. Chem. A 2020, 91, 105247. [Google Scholar] [CrossRef]
- Li, N.; Zhang, J.; Xing, W.; Ouyang, D.; Liu, L. 3D printing of Fe-based bulk metallic glass composites with combined high strength and fracture toughness. Mater. Des. 2018, 143, 285–296. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective Laser Melting of Titanium Alloy with 50wt% Tantalum: Effect of Laser Process Parameters on Part Quality. Int. J. Refract. Met. Hard Mater. 2018, 77, 120–127. [Google Scholar] [CrossRef]
- Ouyang, D.; Xing, W.; Li, N.; Li, Y.; Liu, L. Structural evolutions in 3D-printed Fe-based metallic glass fabricated by selective laser melting. Addit. Manuf. 2018, 23, 246–252. [Google Scholar] [CrossRef]
- Raduta, A.; Nicoara, M.; Locovei, C.; Eckert, J.; Stocia, M. Ti-based Bulk Glassy Composites Obtained by Replacement of Ni with Ga. Intermetallics 2016, 69, 28–34. [Google Scholar] [CrossRef]
- Qin, F.; Dan, Z.; Wang, X.; Xie, G.; Inoue, A. Ti-based Bulk Metallic Glasses for Biomedical Applications. In Biomedical Engineering: Trends in Materials Science; InTech: Rijeka, Croatia, 2011; pp. 249–266. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ti | Zr | Hf | Cu | Ni | Si | Sn |
|---|---|---|---|---|---|---|---|
| at.% | 41.5 | 2.5 | 5.0 | 37.5 | 7.5 | 1.0 | 5.0 |
| wt.% | 30.3 | 3.5 | 13.7 | 36.4 | 6.7 | 0.4 | 9.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, J.-H.; Kim, H.-G.; Kim, H.-J.; Lee, D.-G. Crystallization and Hardness Change of the Ti-Based Bulk Metallic Glass Manufactured by a Laser Powder Bed Fusion Process. Metals 2021, 11, 1049. https://doi.org/10.3390/met11071049
Jang J-H, Kim H-G, Kim H-J, Lee D-G. Crystallization and Hardness Change of the Ti-Based Bulk Metallic Glass Manufactured by a Laser Powder Bed Fusion Process. Metals. 2021; 11(7):1049. https://doi.org/10.3390/met11071049
Chicago/Turabian StyleJang, Ji-Hoon, Hyung-Guin Kim, Hwi-Jun Kim, and Dong-Geun Lee. 2021. "Crystallization and Hardness Change of the Ti-Based Bulk Metallic Glass Manufactured by a Laser Powder Bed Fusion Process" Metals 11, no. 7: 1049. https://doi.org/10.3390/met11071049