
The Mechanical and Thermoelectric Properties of Bi2Te3-Based Alloy Prepared by Constrained Hot Compression Technique


Abstract
:1. Introduction
2. Experiment Section
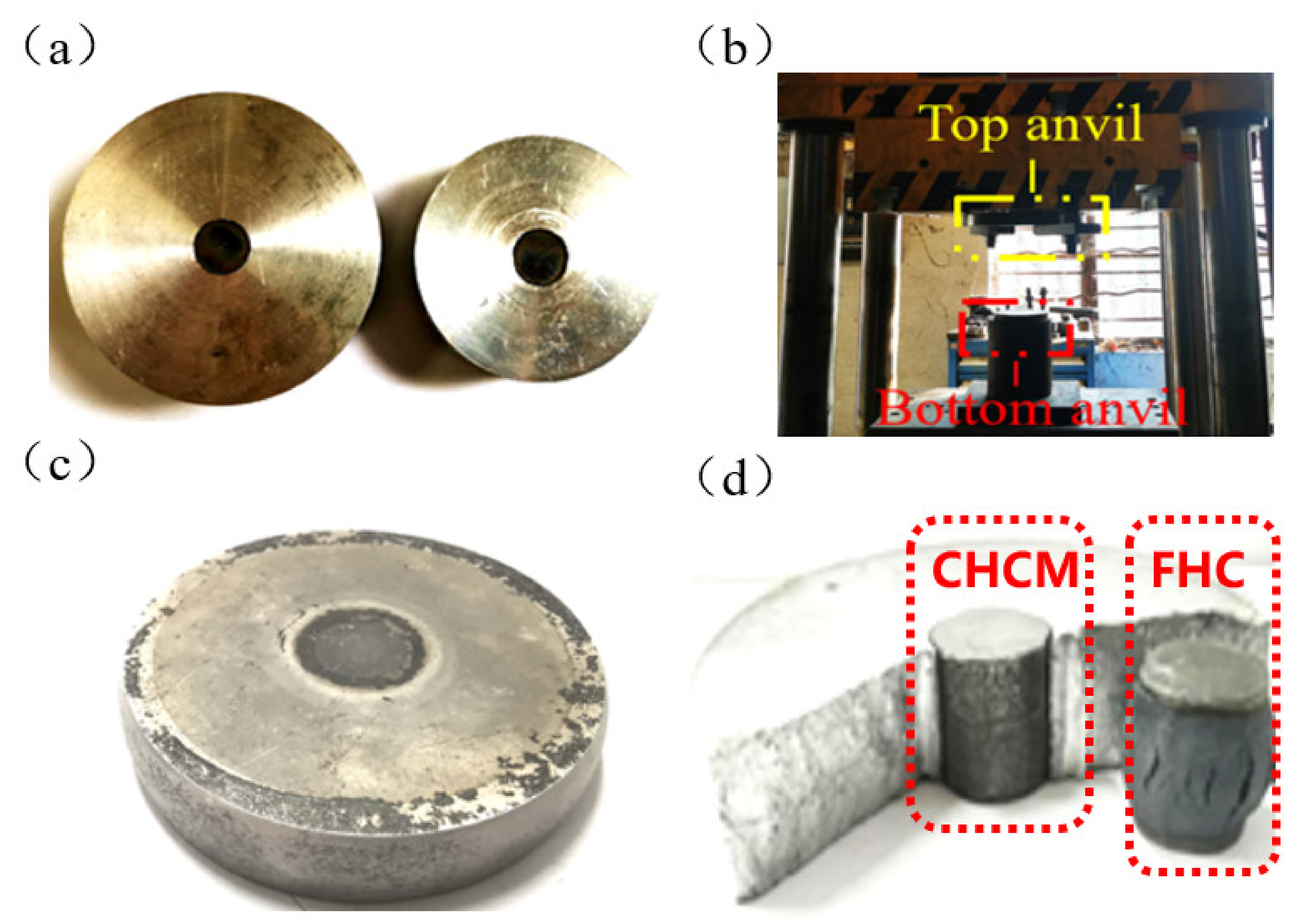
2.1. Material Synthesis
2.2. Structure Characterization and Property Measurement
3. Results and Discussion
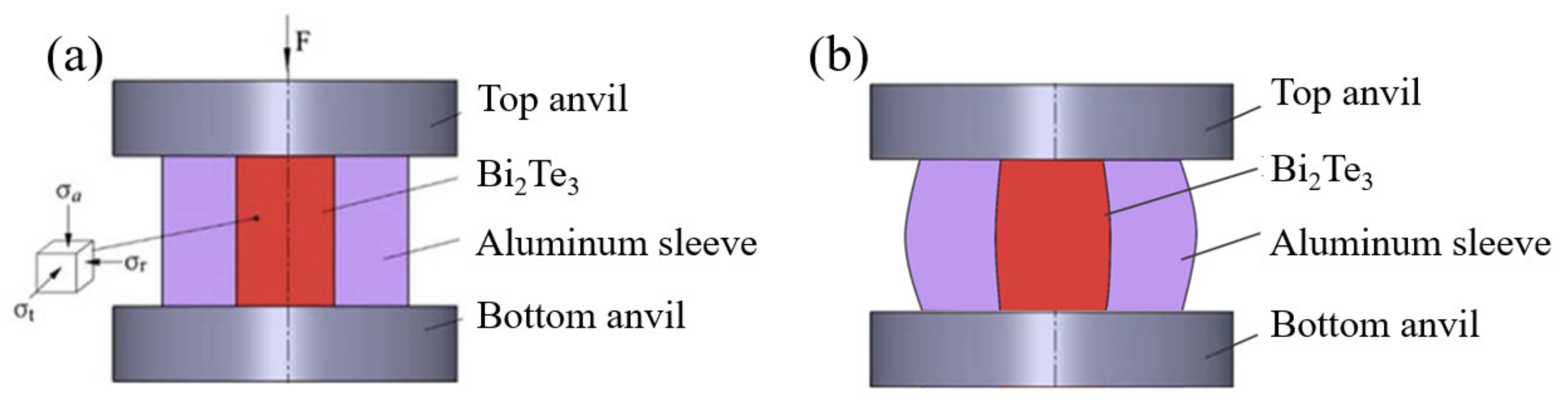
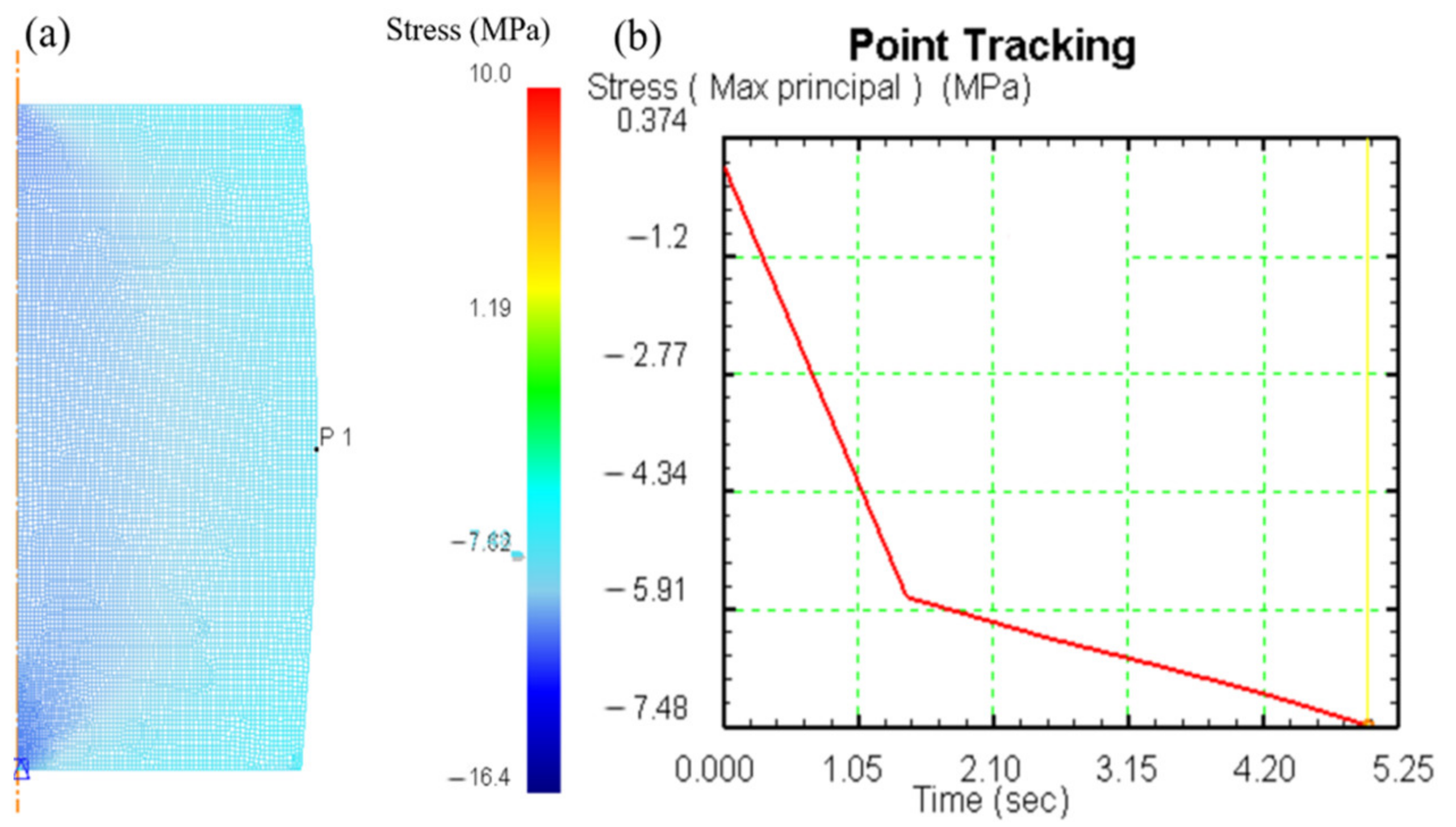
3.1. Finite Element Simulation of CHCM Process
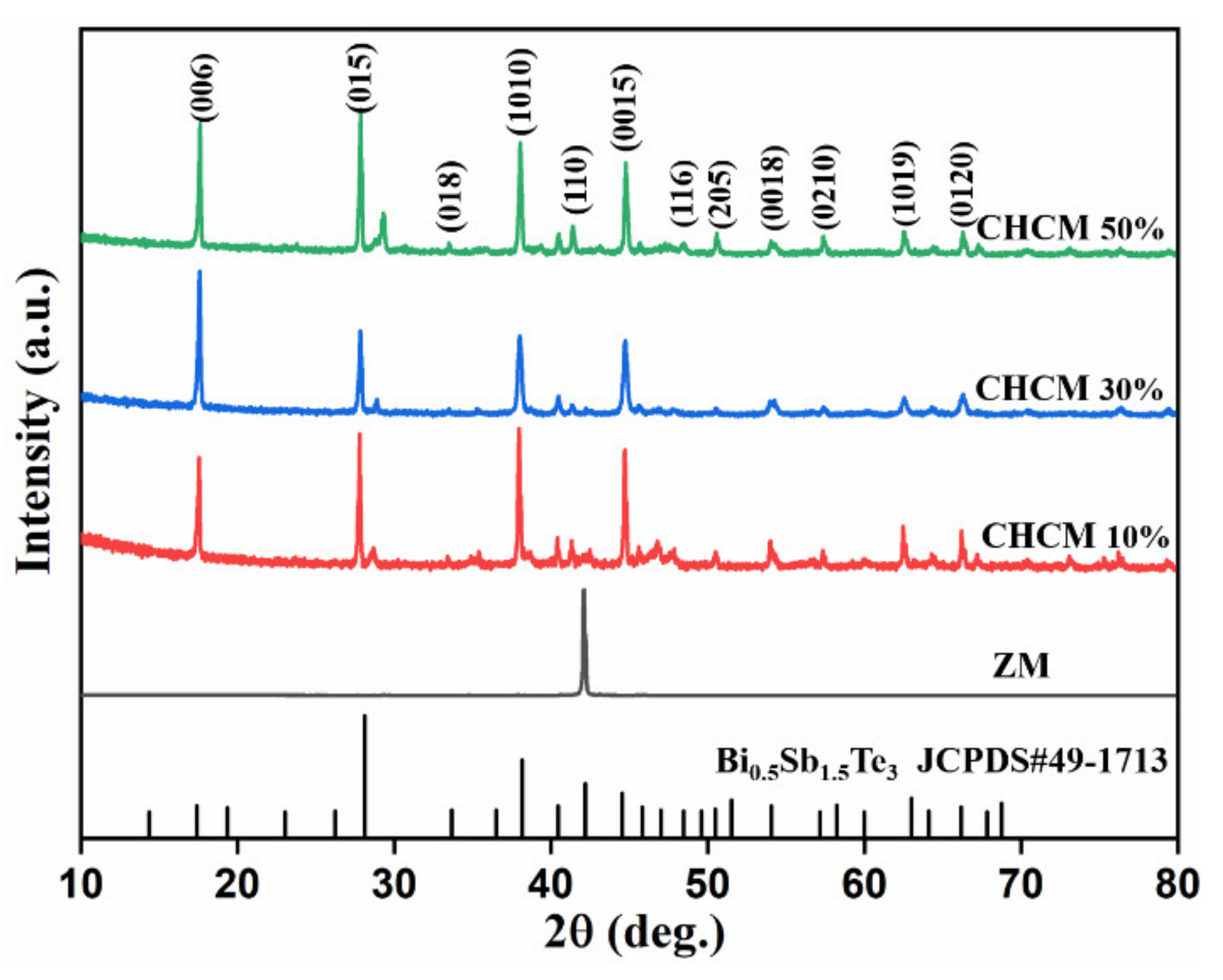
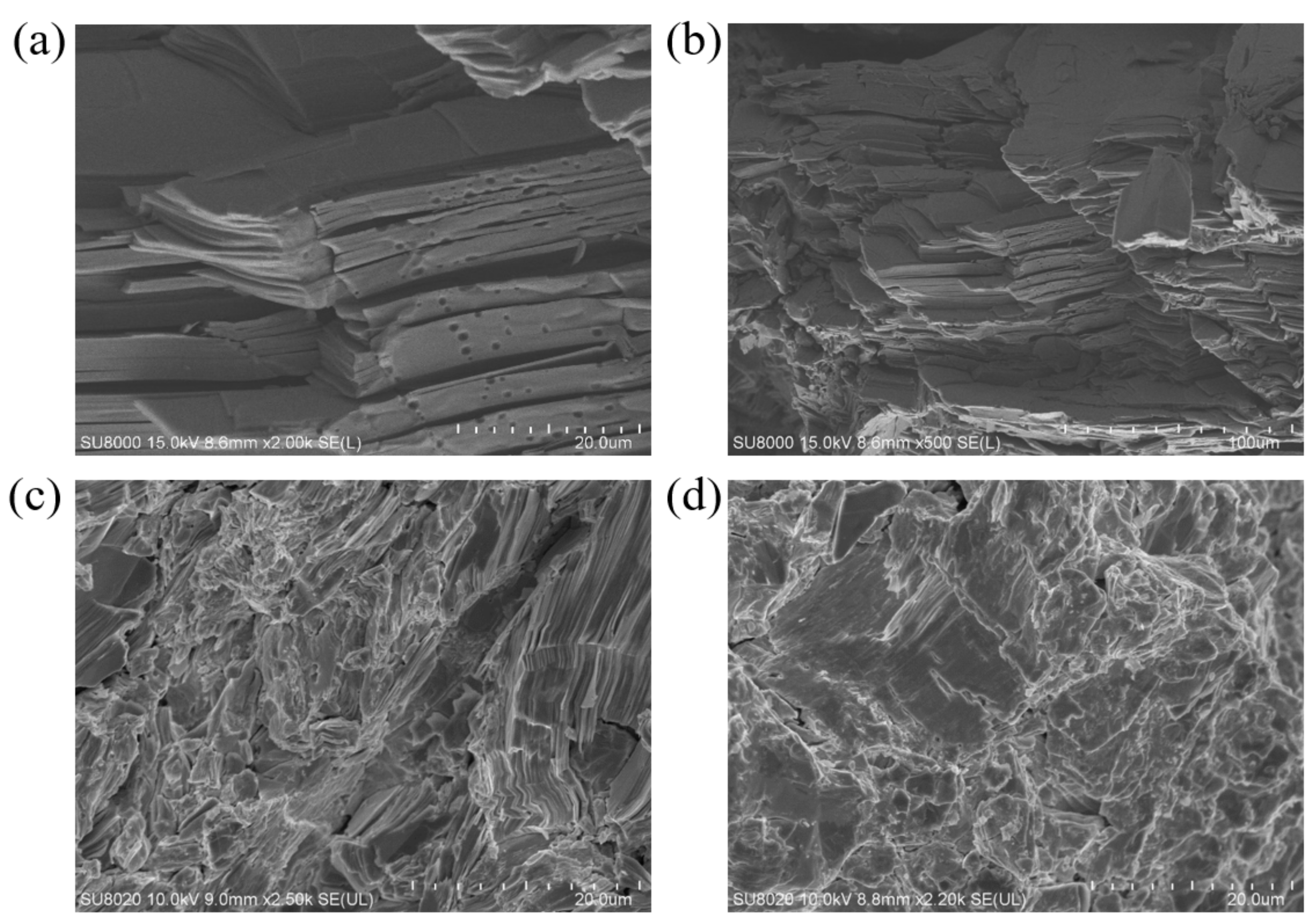
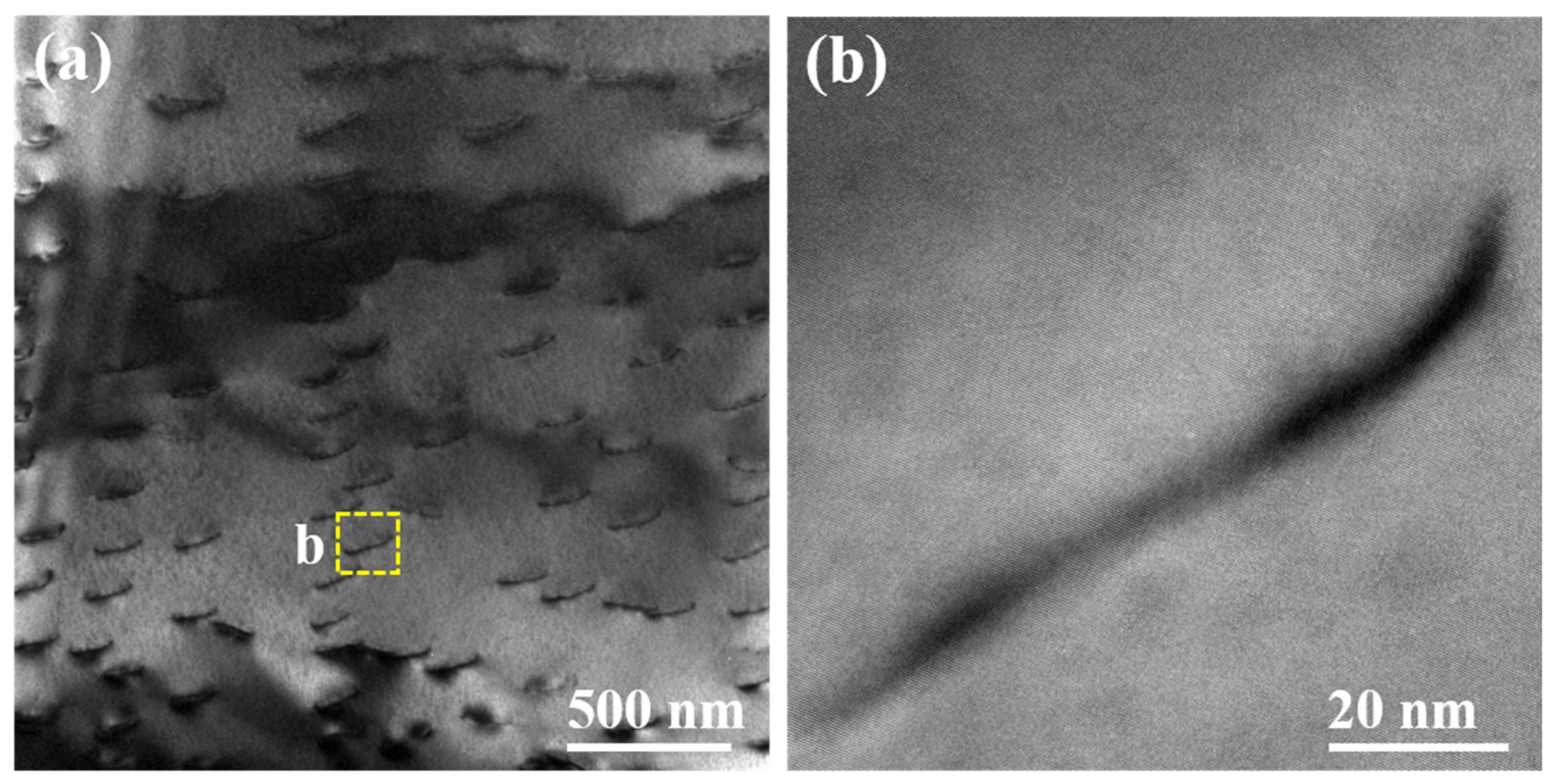
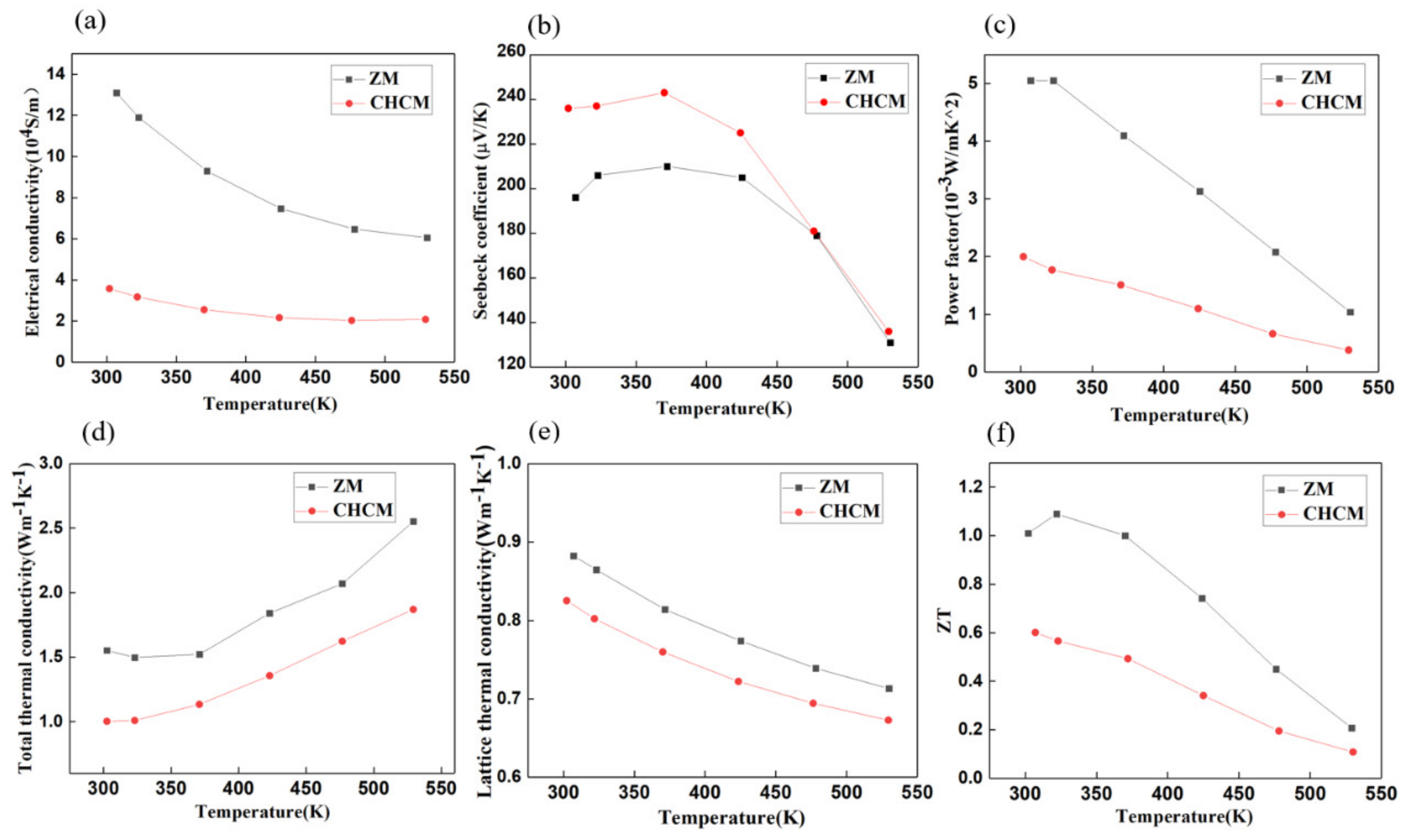
3.2. Structure and Performance of CHCM Material
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, J.; Tritt, T.M. Advances in thermoelectric materials research: Looking back and moving forward. Science 2017, 357, eaak9997. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nolas, G.S.; Sharp, J.; Goldsmid, H.J. Thermoelectrics Basic Principles and New Materials Developments; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Shakouri, A. Recent Developments in Semiconductor Thermoelectric Physics and Materials. Annu. Rev. Mater. Res. 2011, 41, 399–431. [Google Scholar] [CrossRef]
- Nguyen, D.M.; Xu, H.; Zhang, Y.; Zhang, B. Active thermal cloak. Appl. Phys. Lett. 2015, 107, 121901. [Google Scholar] [CrossRef]
- Mahan, G.D. Good thermoelectrics. J. Solid State Phys. 1998, 51, 81–157. [Google Scholar] [CrossRef]
- Miura, S.; Sato, Y.; Fukuda, K.; Nishimura, K.; Ikeda, K. Texture and thermoelectric properties of hot-extruded Bi2Te3 compound. Mater. Sci. Eng. A 2000, 277, 244–249. [Google Scholar] [CrossRef]
- Bell, L.E. Effective Thermoelectric power generation in an insulated compartment. Science 2008, 321, 1457–1461. [Google Scholar] [CrossRef] [Green Version]
- Petsagkourakis, I.; Tybrandt, K.; Crispin, X.; Ohkubo, I.; Satoh, N.; Mori, T. Thermoelectric materials and applications for energy harvesting power generation. Sci. Technol. Adv. Mater. 2018, 19, 836–862. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Huang, X.Y.; Bai, S.Q.; Shi, X.; Uher, C.; Chen, L. Thermoelectric Devices for Power Generation: Recent Progress and Future Challenges. Adv. Eng. Mater. 2016, 18, 194–213. [Google Scholar] [CrossRef]
- Tritt, T.M. Thermoelectrics Run Hot and Cold. Science 1996, 272, 1276–1277. [Google Scholar] [CrossRef]
- Snyder, G.J.; Ursell, T.S. Thermoelectric Efficiency and Compatibility. Phys. Rev. Lett. 2003, 91, 148301. [Google Scholar] [CrossRef] [Green Version]
- Deng, R.; Su, X.; Zheng, Z.; Liu, W.; Yan, Y.; Zhang, Q.; Dravid, P.V.; Uher, C.; Kanatzidis, M.G.; Tang, X. Thermal conductivity in Bi0.5Sb1.5Te3+x and the role of dense dislocation arrays at grain boundaries. Mater. Sci. 2018, 4, eaar5606. [Google Scholar] [CrossRef] [Green Version]
- Pei, J.; Cai, B.; Zhuang, H.-L.; Li, J.-F. Bi2Te3-based applied thermoelectric materials: Research advances and new challenges. Nat. Sci. Rev. 2020, 7, 1856–1858. [Google Scholar] [CrossRef]
- Dmytro, K.; Pronin, A.V.; Hadj, M.B.; Martovitskii, V.P.; Pervakov, K.S.; Seilvanov, Y.G. Bulk Cyclotron Resonance in the Topological Insulator Bi2Te3. Crystals 2020, 10, 722. [Google Scholar] [CrossRef]
- Pakdel, A.; Guo, Q.; Nicolosi, V.; Mori, T. Enhanced thermoelectric performance of Bi–Sb–Te/Sb2O3 nanocomposites by energy filtering effect. J. Mater. Chem. A 2018, 6, 21341–21349. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, M.; He, J. Towards higher thermoelectric performance of Bi2Te3 via defect engineering. Scr. Mater. 2016, 111, 39–43. [Google Scholar] [CrossRef]
- Grasso, S.; Tsujii, N.; Jiang, Q.; Khaliq, J.; Maruyama, S.; Miranda, M.; Simpson, K.; Mori, T.; Reece, M.J. Ultra low thermal conductivity of disordered layered p-type bismuth telluride. J. Mater. Chem. C 2013, 1, 2362–2367. [Google Scholar] [CrossRef]
- Liu, W.; Lucas, K.C.; McEnaney, K.; Lee, S.; Zhang, Q.; Opeil, C.P.; Chen, G.; Ren, Z. Studies on the Bi2Te3–Bi2Se3–Bi2S3 system for mid-temperature thermoelectric energy conversion. Energy Environ. Sci. 2013, 6, 552–560. [Google Scholar] [CrossRef]
- Zhang, Z.; Cao, Y.; Tao, Q.; Yan, Y.; Su, X.; Tang, X. Distinct role of Sn and Ge doping on thermo-electric properties in p-type (Bi,Sb)2Te3-alloys. J. Solid State Phys. Chem. 2020, 292, 121722. [Google Scholar] [CrossRef]
- Im, J.-T.; Hartwig, K.T.; Sharp, J. Microstructural refinement of cast p-type Bi2Te3–Sb2Te3 by equal channel angular extrusion. Acta Mater. 2004, 52, 49–55. [Google Scholar] [CrossRef]
- Weise, J.R.; Muldawer, L. Lattice constants of Bi2Te3-Bi2Se3 solid solution alloys. J. Phys. Chem. Solids 1960, 15, 13–16. [Google Scholar] [CrossRef]
- Taylor, P.J.; Maddux, J.R.; Jesser, W.A.; Rosi, F.D. Room-temperature anisotropic, thermoelectric, and electrical properties of n-type (Bi2Te3)90(Sb2Te3)5(Sb2Se3)5 and compensated p-type (Sb2Te3)72(Bi2Te3)25(Sb2Se3)3 semiconductor alloys. J. Appl. Phys. 1999, 85, 7807. [Google Scholar] [CrossRef]
- Yang, J.Y.; Aizawa, T.; Yamamoto, A.; Ohta, T. Thermoelectric properties of n-type (Bi2Se3)x(Bi2Te3)1−x prepared by bulk mechanical alloying and hot pressing. J. Alloys Compd. 2000, 312, 326–330. [Google Scholar] [CrossRef]
- Wang, Z.-L.; Akao, T.; Onda, T.; Chen, Z.-C. Microstructure and thermoelectric properties of hot-extruded Bi–Te–Se bulk materials. J. Alloys Compd. 2016, 663, 134–139. [Google Scholar] [CrossRef] [Green Version]
- Kajihara, T.; Fukuda, K.; Sato, Y.; Kikuchi, M. Improvement of crystal orientation and thermoelectric properties for hot pressed n- and p-type Bi2Te3compounds. In Proceedings of the 17th International Conference on Thermoelectrics, Nagoya, Japan, 24–28 May 1998; pp. 129–133. [Google Scholar] [CrossRef]
- Hayashi, T.; Sekine, M.; Suzuki, J. Thermoelectric Properties of Texture-Controlled Bi1.9Sb0.1Te2.7Se0.3 Compounds Prepared by Angular Extrusion Technique. Mater. Trans. 2006, 47, 1941–1944. [Google Scholar] [CrossRef]
- Hayashi, T.; Sekine, M.; Suzuki, J.; Horio, Y.; Takizawa, H. Thermoelectric and Mechanical Properties of Angular Extruded Bi0.4Sb1.6Te3 Compounds. Mater. Trans. 2007, 48, 2724–2728. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Liu, Y.; Liu, R. Finite Element Analysis on Axial Compressive Behaviors of High-Performance Steel Stiffened Plates in Bridge Application. Int. J. Steel Struct. 2019, 19, 1624–1644. [Google Scholar] [CrossRef]
- Petryk, H.; Stupkiewicz, S. A quantitative model of grain refinement and strain hardening during severe plastic deformation. Mater. Sci. Eng. A 2007, 444, 214–219. [Google Scholar] [CrossRef]
- Lotgering, F. Topotactical reactions with ferrimagnetic oxides having hexagonal crystal structures—I. J. Inorg. Nucl. Chem. 1959, 9, 113–123. [Google Scholar] [CrossRef]
- Schultz, J.M.; McHugh, J.P.; Tiller, W.A. Effects of Heavy Deformation and Annealing on the Electrical Properties of Bi2Te3. J. Appl. Phys. 1962, 33, 2443–2450. [Google Scholar] [CrossRef]
- Barry, M.M.; Kenechi, A.; Minking, K. Performance of a Thermoelectric Device with Integrated Heat Exchangers. J. Electron. Mater. 2016, 31, 1559–1566. [Google Scholar] [CrossRef]
- Oh, M.-W.; Son, J.H.; Kim, B.S.; Park, S.D.; Min, B.K.; Lee, H.W. Antisite defects in n-type Bi2(Te,Se)3: Experimental and theoretical studies. J. Appl. Phys. 2014, 115, 133706. [Google Scholar] [CrossRef]
- Kim, T.S.; Kim, I.S.; Kim, T.K.; Hong, S.J.; Chun, B.S. Thermoelectric properties of p-type 25%Bi2Te3+75%Sb2Te3 alloys manufac-tured by rapid solidification and hot pressing. Mater. Sci. Eng. B 2002, 90, 42–46. [Google Scholar] [CrossRef]
- Fan, X.A.; Yang, J.; Chen, R.G.; Yun, H.S.; Zhu, W.; Bao, S.; Duan, X.K. Characterization and thermoelectric properties of p-type 25%Bi2Te3–75%Sb2Te3 prepared via mechanical alloying and plasma activated sintering. J. Phys. D Appl. Phys. 2006, 39, 740–745. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | 10% CHCM | 30% CHCM | 50% CHCM | HP [24] |
|---|---|---|---|---|
| Orientation Factor | 0.2716 | 0.4049 | 0.2473 | 0.12 |
| Samples | ZM | 10% CHCM | 30% CHCM | 50% CHCM |
|---|---|---|---|---|
| Compressive strength (MPa) | 24.4 | 43.2 | 58.5 | 67.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, D.; Ye, Z.; Pan, L.; Zuo, Z.; Yang, D.; Yan, Y. The Mechanical and Thermoelectric Properties of Bi2Te3-Based Alloy Prepared by Constrained Hot Compression Technique. Metals 2021, 11, 1060. https://doi.org/10.3390/met11071060
Qian D, Ye Z, Pan L, Zuo Z, Yang D, Yan Y. The Mechanical and Thermoelectric Properties of Bi2Te3-Based Alloy Prepared by Constrained Hot Compression Technique. Metals. 2021; 11(7):1060. https://doi.org/10.3390/met11071060
Chicago/Turabian StyleQian, Dongsheng, Ziyi Ye, Libo Pan, Zhijiang Zuo, Dongwang Yang, and Yonggao Yan. 2021. "The Mechanical and Thermoelectric Properties of Bi2Te3-Based Alloy Prepared by Constrained Hot Compression Technique" Metals 11, no. 7: 1060. https://doi.org/10.3390/met11071060