
Effect of PWHT on the Microstructure and Mechanical Properties of Friction Stir Welded DP780 Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and Mechanical Properties of the FSWed DP780
3.2. Local Tensile Properties of the Joints after PWHT
3.3. Local Hardness and Nanoindentation
4. Conclusions
- (1)
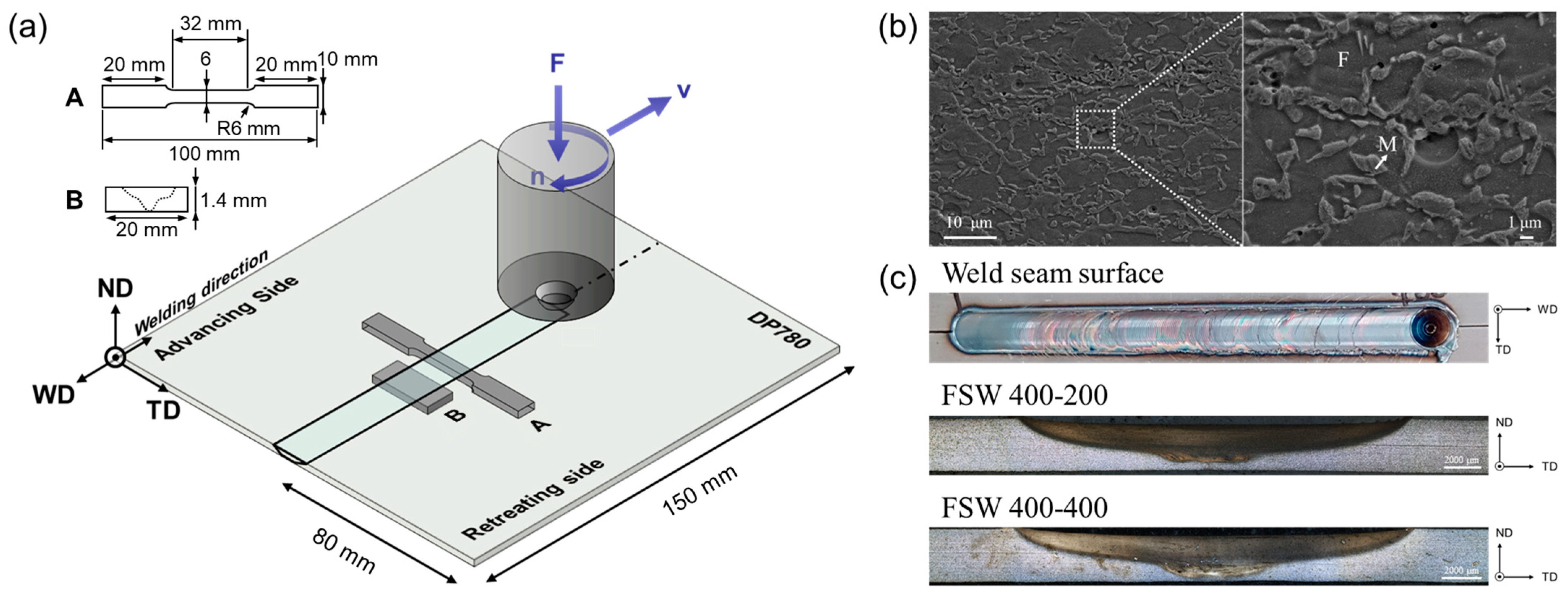
- The defect-free welds with sound bead and rough surface were achieved at the fixed tool rotation speed (400 rpm) and different welding speed (200 and 400 mm/min).
- (2)
- The FSW process led to a refined microstructure consisting of ferrite and lath martensite in the SZ due to dynamic recrystallization; additionally, the formation of lath martensite induced a significant hardness rise in the stir zone. The tempered martensite caused the presence of a soft zone in the heat-affected zone.
- (3)
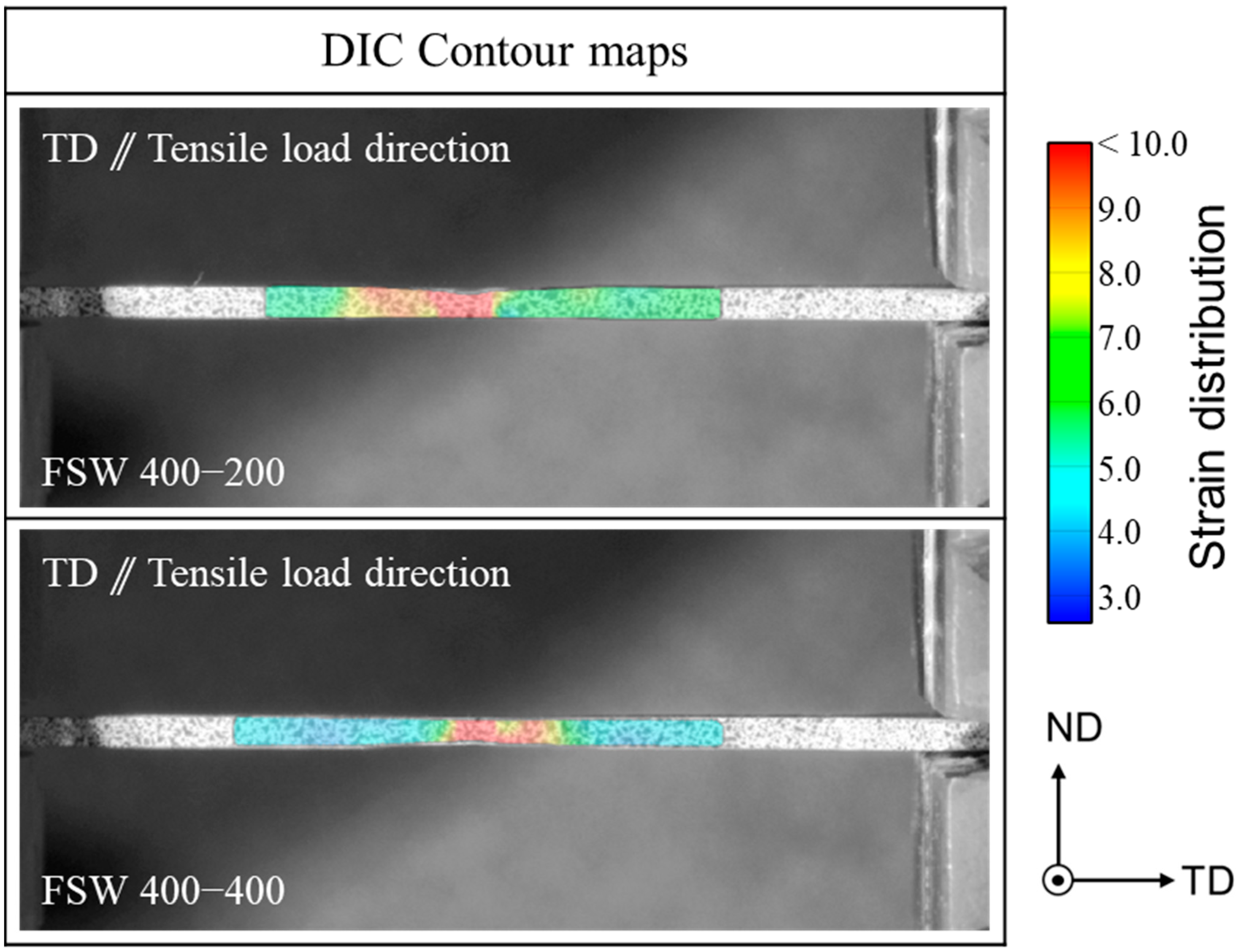
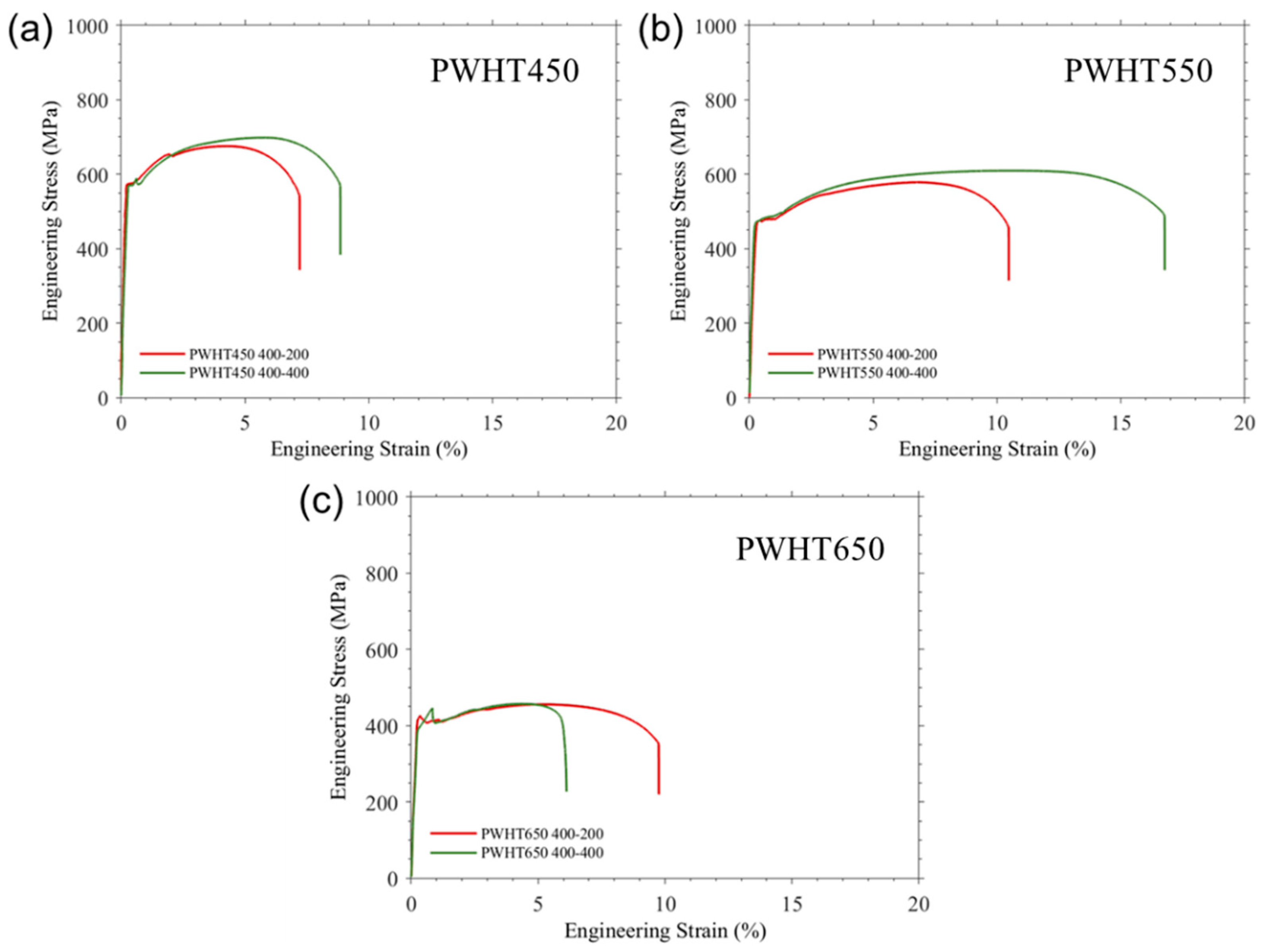
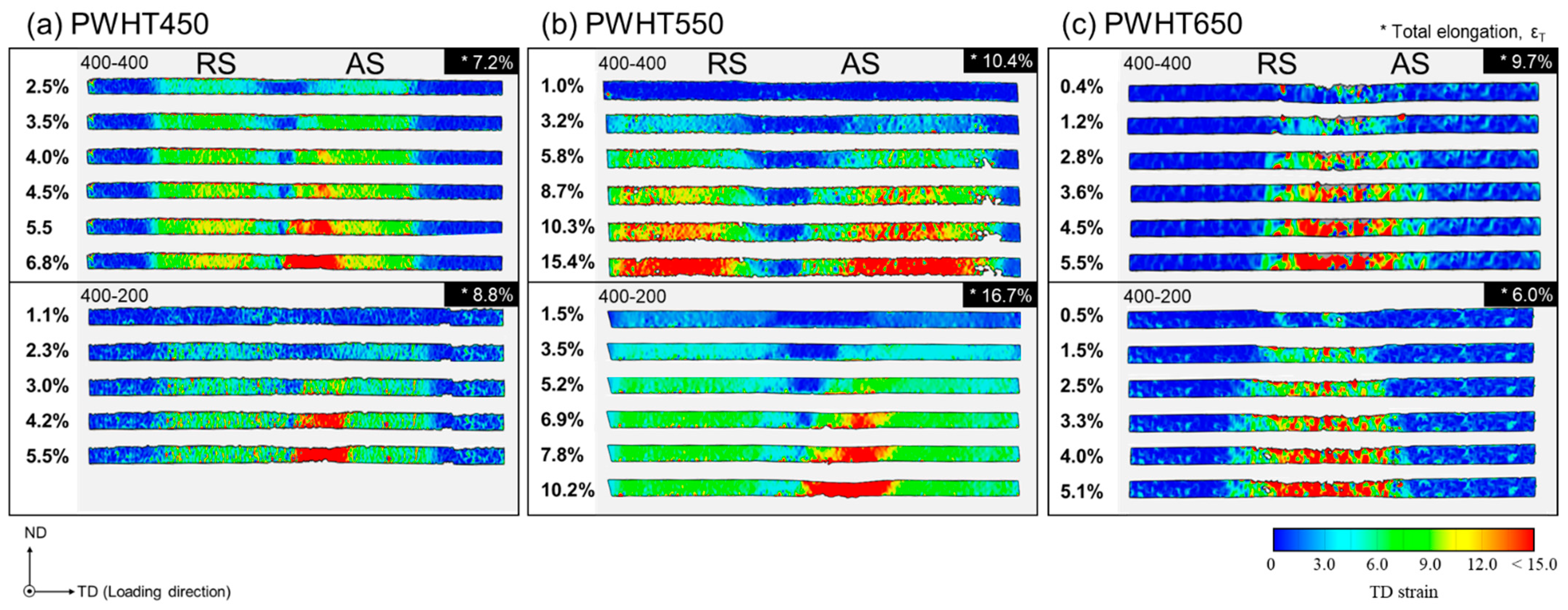
- In the PWHT DP780 FSW joint, yield strength and tensile strength values are simultaneously improved due to the pre-existing hard phase such as martensite, but the ductility decreased in PWHT450 and PWHT650. Only the PWHT550-44 sample displayed the highest tensile strength and elongation. The DIC contour maps of the PWHT550-44 sample revealed that the expanded local strain region is likely responsible for the enhanced total elongation.
- (4)
- The local yield stress was recorded to be increased in the SZ for PWHT samples, but it was gradually decreased in the HAZ. The expanded local strain region was assessed by DIC, and stress-strain curves were calculated for different weld regions.
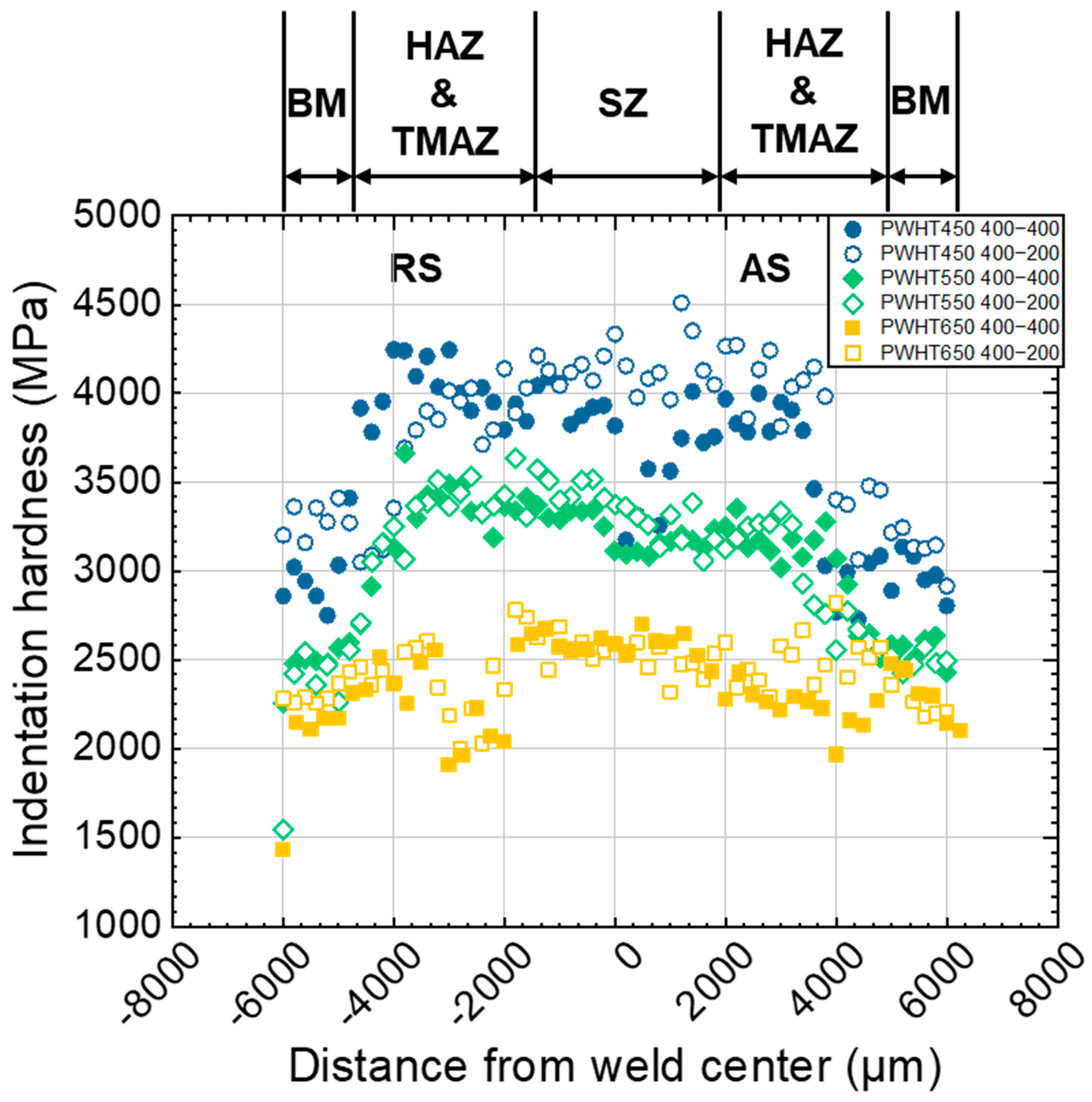
- (5)
- Local hardness mapping using nanoindentation revealed that hardness values continuously increased while getting close to SZ due to the increased fraction of the lath martensite phase. The increment in the hardness of RS was different from AS, which can be attributed to a difference in the heat input at both sides during the FSW process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Q.; Di, H.-S.; Li, J.-C.; Wang, X.-N. Effect of pulse frequency on microstructure and properties of welded joints for dual phase steel by pulsed laser welding. Mater. Des. 2016, 105, 201–211. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. A novel route for development of ultrahigh strength dual phase steels. Mater. Sci. Eng. A 2014, 619, 1–11. [Google Scholar] [CrossRef]
- Fillafer, A.; Werner, E.; Krempaszky, C. On phase transformation induced effects controlling the initial flow behavior of ferritic-martensitic dual-phase steels. Mater. Sci. Eng. A 2017, 708, 556–562. [Google Scholar] [CrossRef]
- Farias, F.; Balbi, M.; Batista, M.N.; Alvarez-Armas, I. Characterization of a Continuously Cooled Dual-Phase Steel Microstructure. Metall. Trans. A 2018, 49, 6010–6021. [Google Scholar] [CrossRef]
- Meng, Q.; Li, J.; Zheng, H. High-efficiency fast-heating annealing of a cold-rolled dual-phase steel. Mater. Des. 2014, 58, 194–197. [Google Scholar] [CrossRef]
- Shome, M.; Tumuluru, M. 1—Introduction to welding and joining of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Shome, M., Tumuluru, M., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 1–8. [Google Scholar]
- Alves, P.; Lima, M.; Raabe, D.; Sandim, H.R.Z. Laser beam welding of dual-phase DP1000 steel. J. Mater. Process. Technol. 2018, 252, 498–510. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Miles, M.; Nelson, T.; Steel, R.; Olsen, E.; Gallagher, M. Effect of friction stir welding conditions on properties and microstructures of high strength automotive steel. Sci. Technol. Weld. Join. 2009, 14, 228–232. [Google Scholar] [CrossRef]
- Jun, T.; Dragnevski, K.; Korsunsky, A. Microstructure, residual strain, and eigenstrain analysis of dissimilar friction stir welds. Mater. Des. 2010, 31, S121–S125. [Google Scholar] [CrossRef]
- Luckhoo, H.; Jun, T.-S.; Korsunsky, A. Inverse eigenstrain analysis of residual stresses in friction stir welds. Procedia Eng. 2009, 1, 213–216. [Google Scholar] [CrossRef] [Green Version]
- Ramana, G.V.; Yelamasetti, B.; Vardhan, T.V. Effect of FSW process parameters and tool profile on mechanical properties of AA 5082 and AA 6061 welds. Mater. Today 2021, 46, 826–830. [Google Scholar]
- Raval, S.K.; Judal, K. Recent Advances in Dissimilar Friction Stir Welding of Aluminum to Magnesium Alloys. Mater. Today 2020, 22, 2665–2675. [Google Scholar] [CrossRef]
- Nan, X.; Zhang, W.-D.; CAI, S.-Q.; Yue, Z.; Song, Q.-N.; Bao, Y.-F. Microstructure and tensile properties of rapid-cooling friction-stir-welded AZ31B Mg alloy along thickness direction. Trans. Nonferrous Met. Soc. China 2020, 30, 3254–3262. [Google Scholar]
- Han, G.; Lee, K.; Yoon, J.-Y.; Na, T.-W.; Ahn, K.; Kang, M.-J.; Jun, T.-S. Effect of post-weld heat treatment on mechanical properties of local weld-affected zones in friction stir welded AZ31 plates. Mater. Sci. Eng. A 2021, 805, 140809. [Google Scholar] [CrossRef]
- Wang, W.; Yuan, S.; Qiao, K.; Wang, K.; Zhang, S.; Peng, P.; Zhang, T.; Peng, H.; Wu, B.; Yang, J. Microstructure and nanomechanical behavior of friction stir welded joint of 7055 aluminum alloy. J. Manuf. Process. 2021, 61, 311–321. [Google Scholar] [CrossRef]
- Kim, Y.G.; Kim, J.S.; Kim, I.J. Effect of process parameters on optimum welding condition of DP590 steel by friction stir welding. J. Mech. Sci. Technol. 2014, 28, 5143–5148. [Google Scholar] [CrossRef]
- Matsushita, M.; Kitani, Y.; Ikeda, R.; Ono, M.; Fujii, H.; Chung, Y.D. Development of friction stir welding of high strength steel sheet. Sci. Technol. Weld. Join. 2011, 16, 181–187. [Google Scholar] [CrossRef]
- Mahmoudiniya, M.; Kokabi, A.H.; Goodarzi, M.; Kestens, L.A. Friction stir welding of advanced high strength dual phase steel: Microstructure, mechanical properties and fracture behavior. Mater. Sci. Eng. A 2020, 769, 138490. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Xia, M.; Biro, E.; Tian, Z.; Zhou, Y.N. Effects of Heat Input and Martensite on HAZ Softening in Laser Welding of Dual Phase Steels. ISIJ Int. 2008, 48, 809–814. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Di, H.; Deng, Y.; Misra, R. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite–ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Ashrafi, H.; Shamanian, M.; Emadi, R.; Ahl Sarmadi, M. Comparison of Microstructure and Tensile Properties of Dual Phase Steel Welded Using Friction Stir Welding and Gas Tungsten Arc Welding. Steel Res. Int. 2018, 89, 1700427. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.P.; Sriram, S.; Greer, J.R.; Kumar, K.S. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|
| DP780 | 0.12 | 2.6 | 0.6 | 0.03 | 0.003 | Bal. |
| Welds | Welding Condition | |||
|---|---|---|---|---|
| DP780 (t = 1.4 mm) | Tool rotation speed | Tool welding speed | Tilt angle | Force |
| 400 rpm | 200 mm/min | 3° | 2 kN | |
| 400 rpm | 400 mm/min | |||
| Sample | σ0.2 (MPa) | σUTS (MPa) | εu (%) | εT (%) |
|---|---|---|---|---|
| DP780 | 526 | 815 | 16.4 | 23.6 |
| FSW400-200 | 697 | 884 | 3.9 | 4.3 |
| FSW400-400 | 760 | 884 | 5.5 | 7.8 |
| Sample | σy (MPa) | σUTS (MPa) | εu (%) | εT (%) |
|---|---|---|---|---|
| PWHT 450-42 | 575 | 675 | 4.4 | 7.2 |
| PWHT 450-44 | 584 | 697 | 6.0 | 8.8 |
| PWHT 550-42 | 479 | 578 | 6.9 | 10.4 |
| PWHT 550-44 | 482 | 609 | 11.1 | 16.7 |
| PWHT 650-42 | 424 | 455 | 5.5 | 9.7 |
| PWHT 650-44 | 441 | 457 | 4.5 | 6.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaudry, U.M.; Han, S.-C.; Alkelae, F.; Jun, T.-S. Effect of PWHT on the Microstructure and Mechanical Properties of Friction Stir Welded DP780 Steel. Metals 2021, 11, 1097. https://doi.org/10.3390/met11071097
Chaudry UM, Han S-C, Alkelae F, Jun T-S. Effect of PWHT on the Microstructure and Mechanical Properties of Friction Stir Welded DP780 Steel. Metals. 2021; 11(7):1097. https://doi.org/10.3390/met11071097
Chicago/Turabian StyleChaudry, Umer Masood, Seung-Chang Han, Fathia Alkelae, and Tea-Sung Jun. 2021. "Effect of PWHT on the Microstructure and Mechanical Properties of Friction Stir Welded DP780 Steel" Metals 11, no. 7: 1097. https://doi.org/10.3390/met11071097