
Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam



Abstract
:1. Introduction
- Minimizing thermal distortion [1];
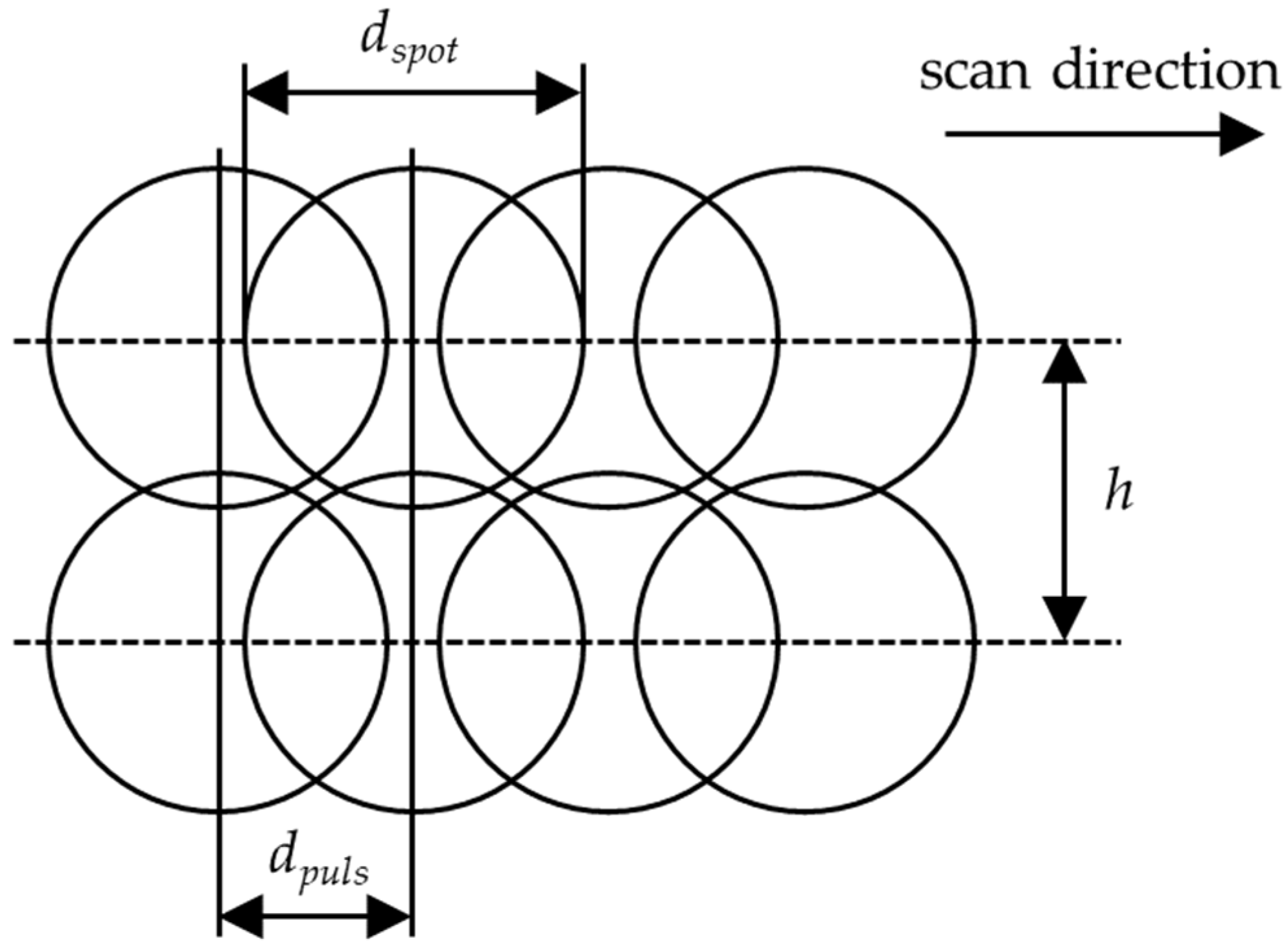
2. Theoretical Consideration
Exposure Parameters
3. Materials and Methods
3.1. Feedstock Material
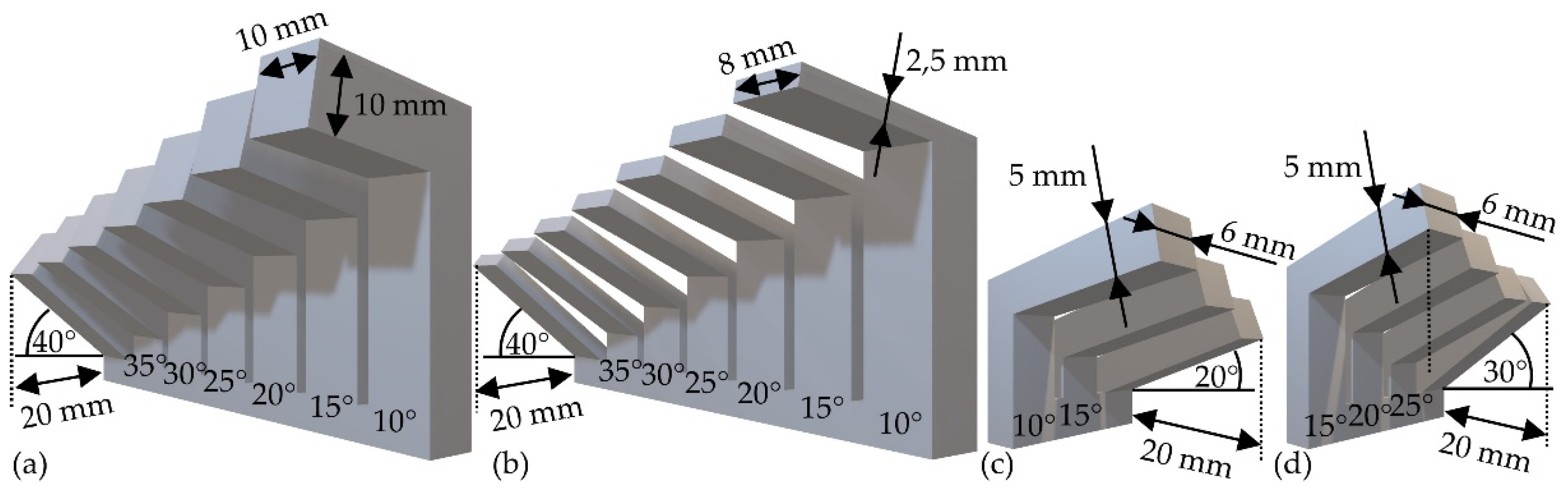
3.2. Test Specimens
3.3. PBF-LB/M System with Optical Tomography
3.4. Process Parameters
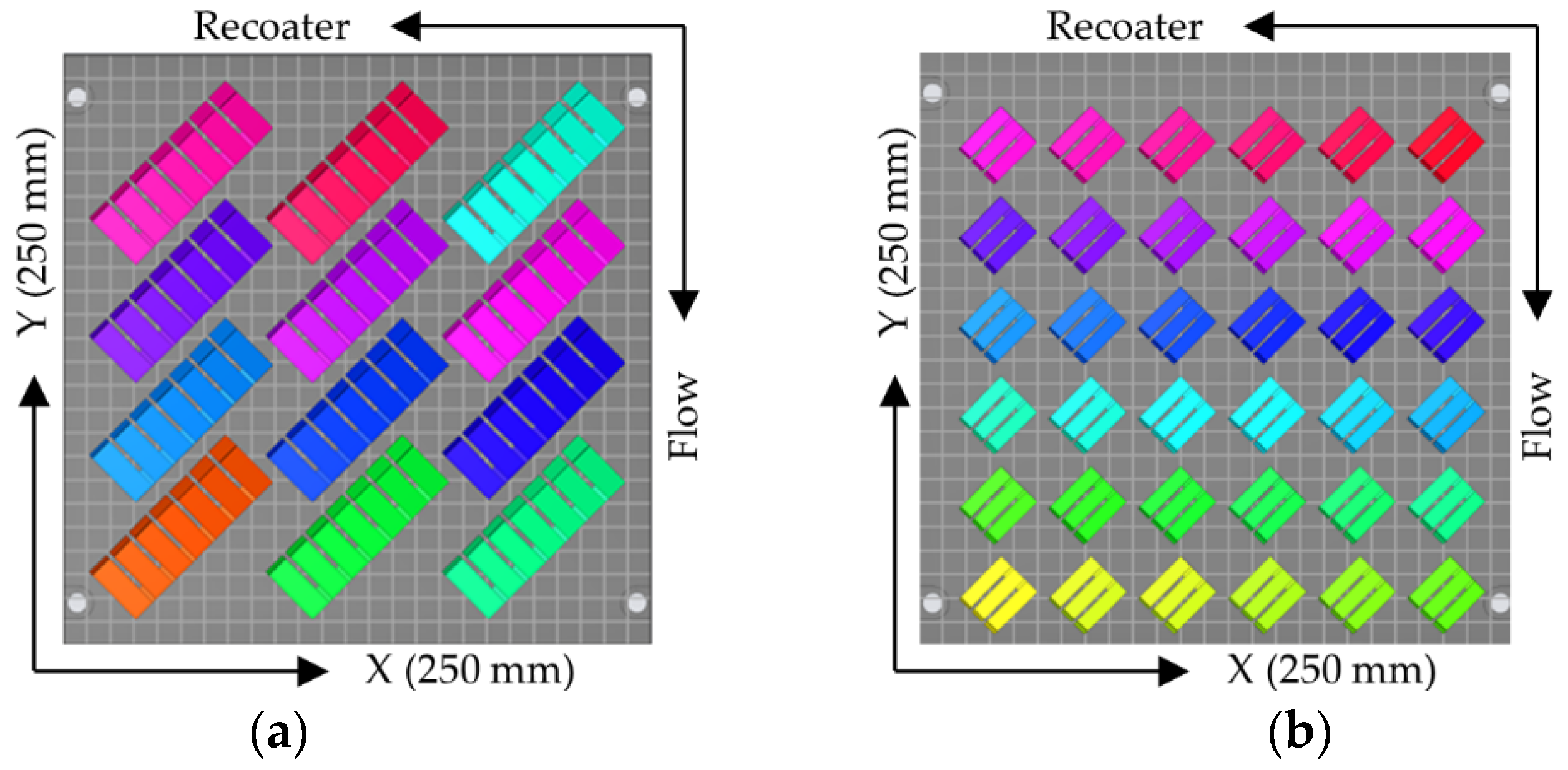
3.5. Build Job Design
3.6. Component Properties
3.6.1. Roughness Measurement
3.6.2. Porosity
4. Results and Discussion
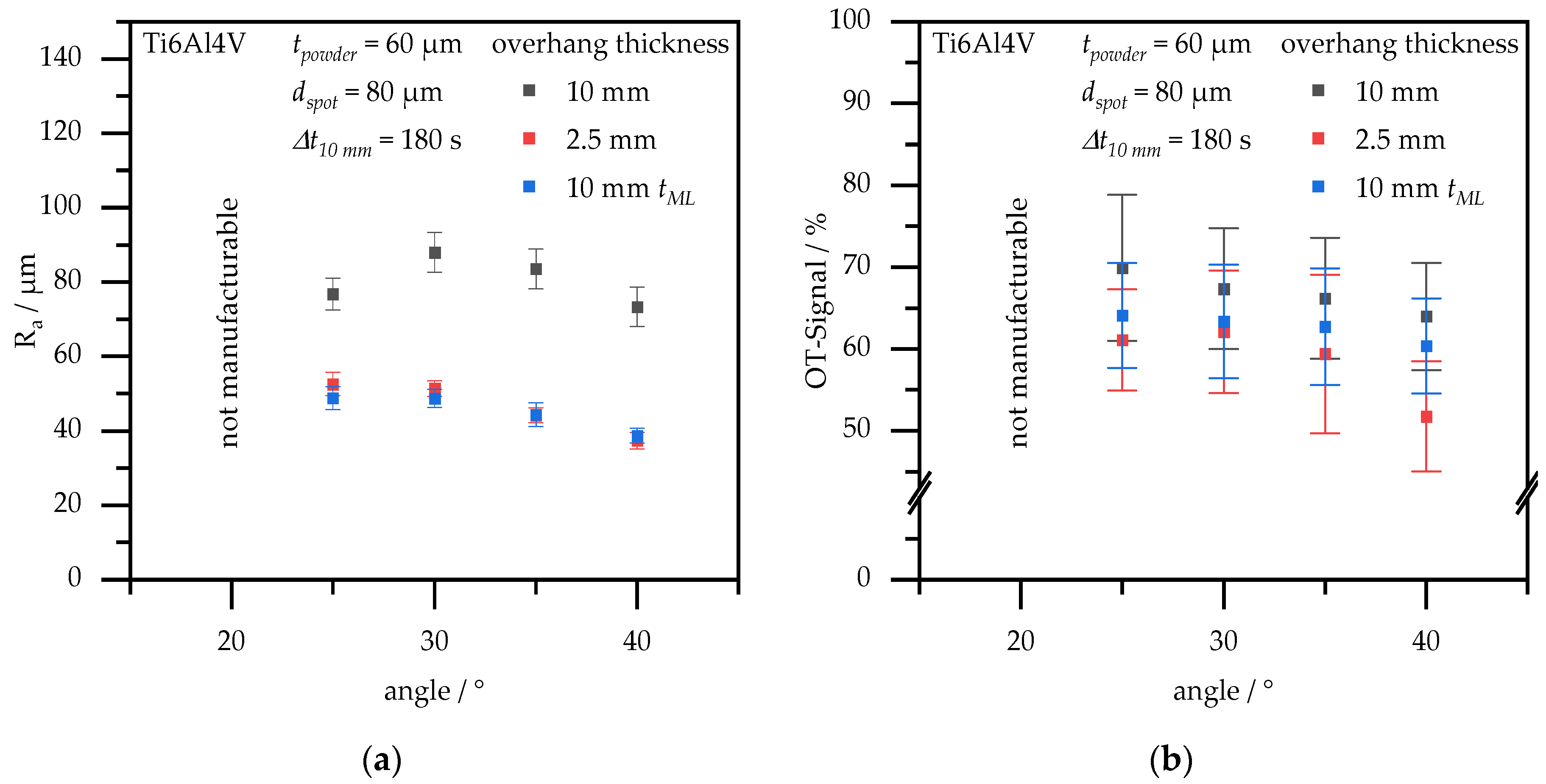
4.1. Continuous Exposure Strategies
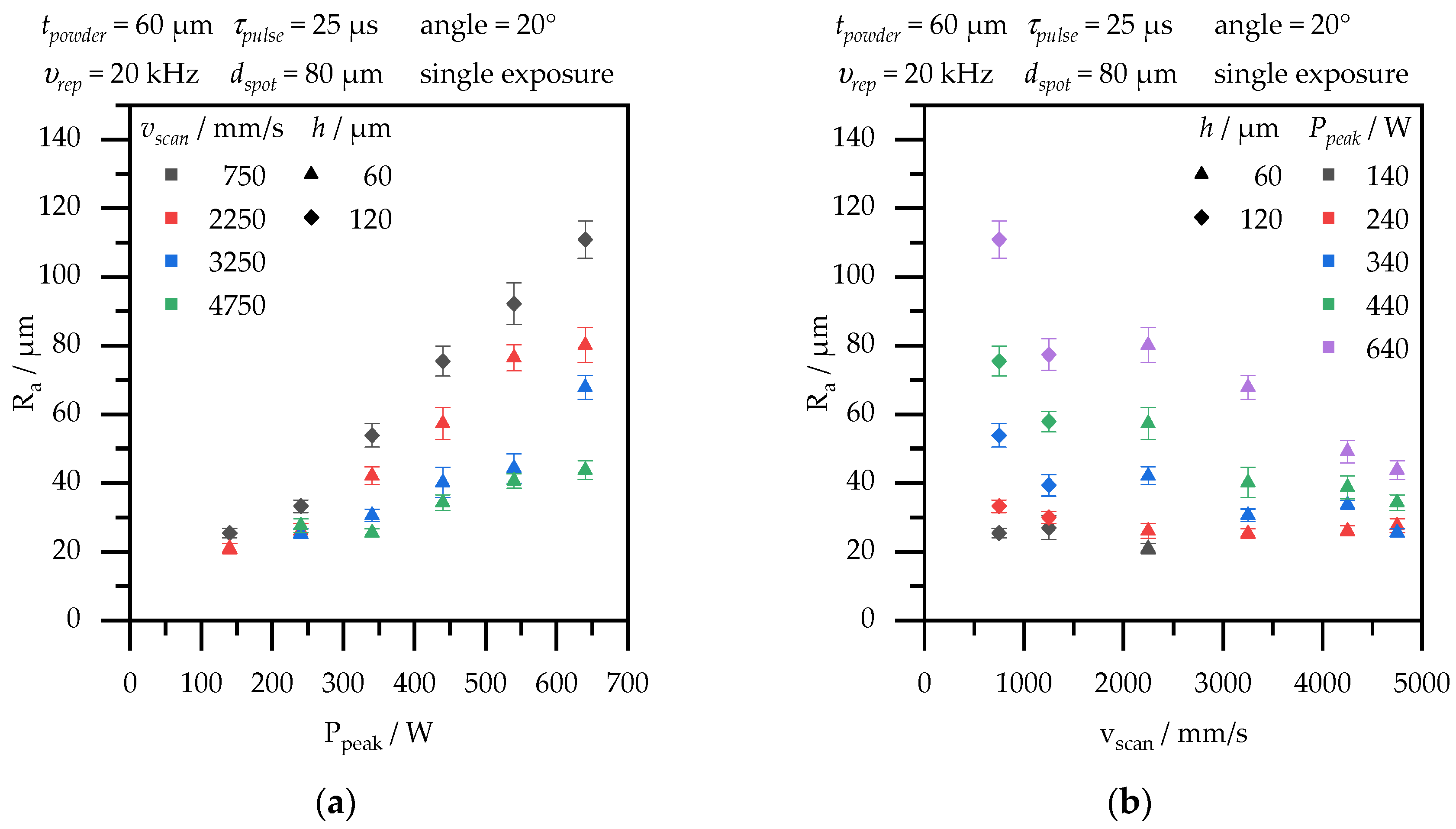
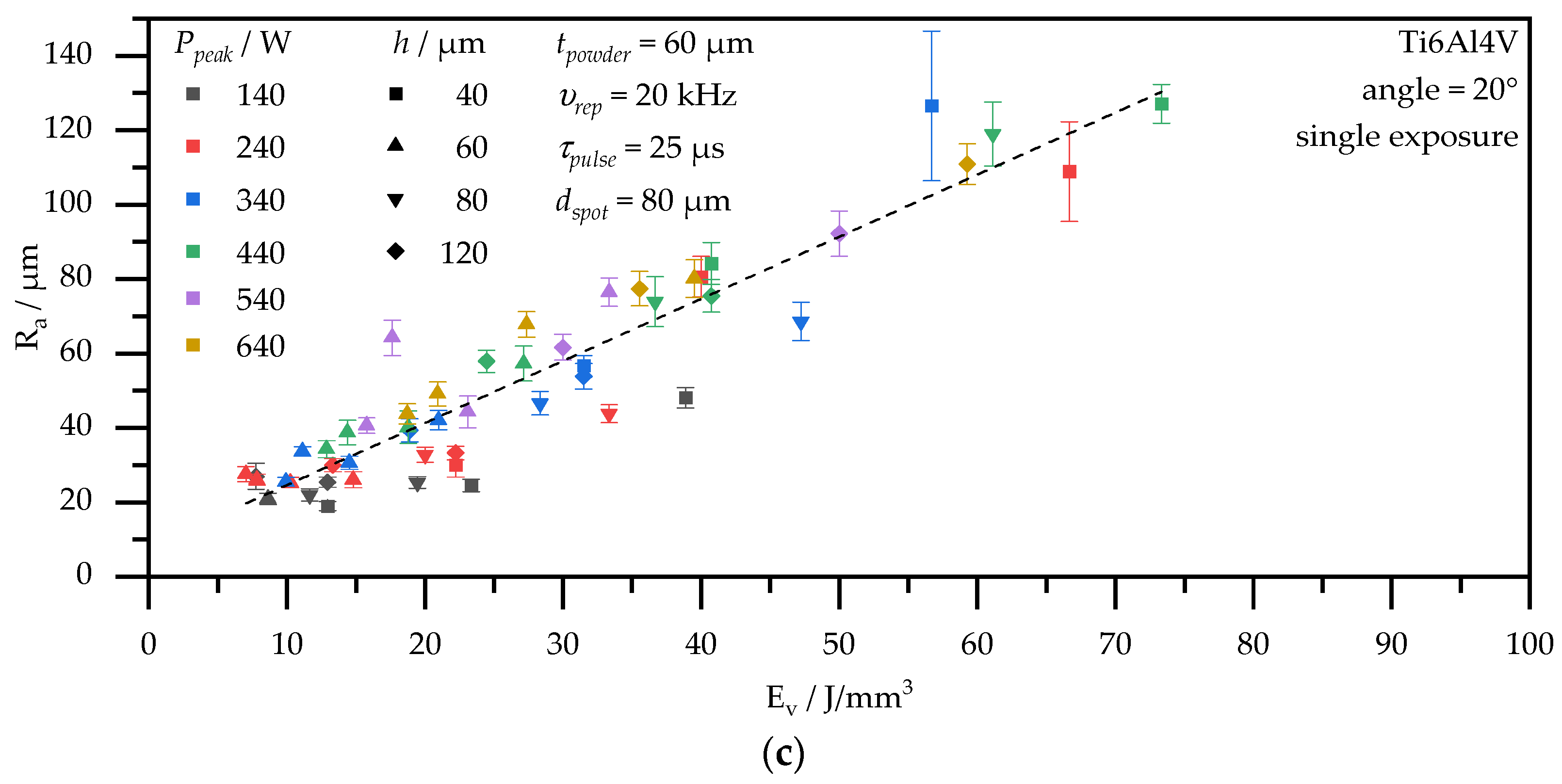
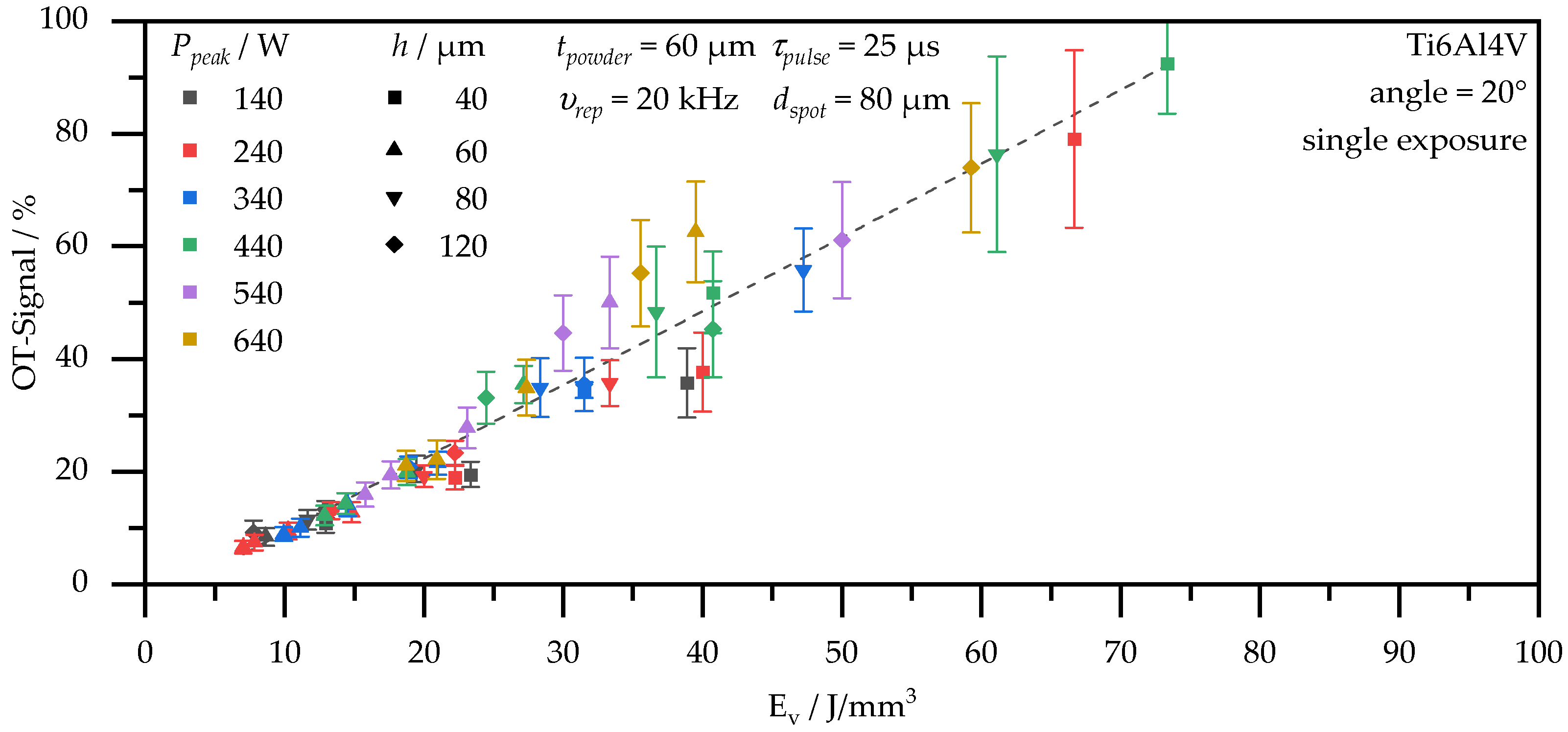
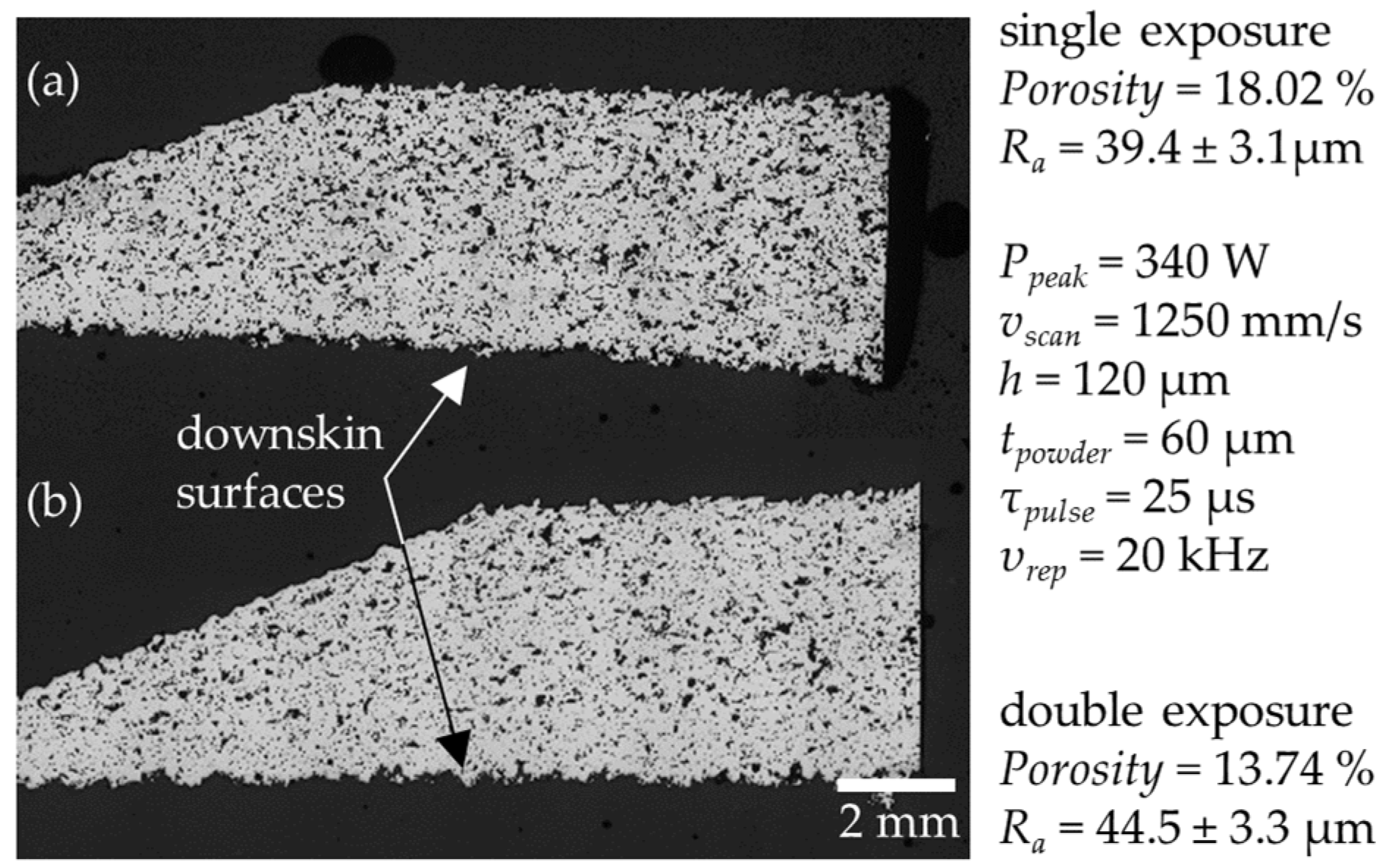
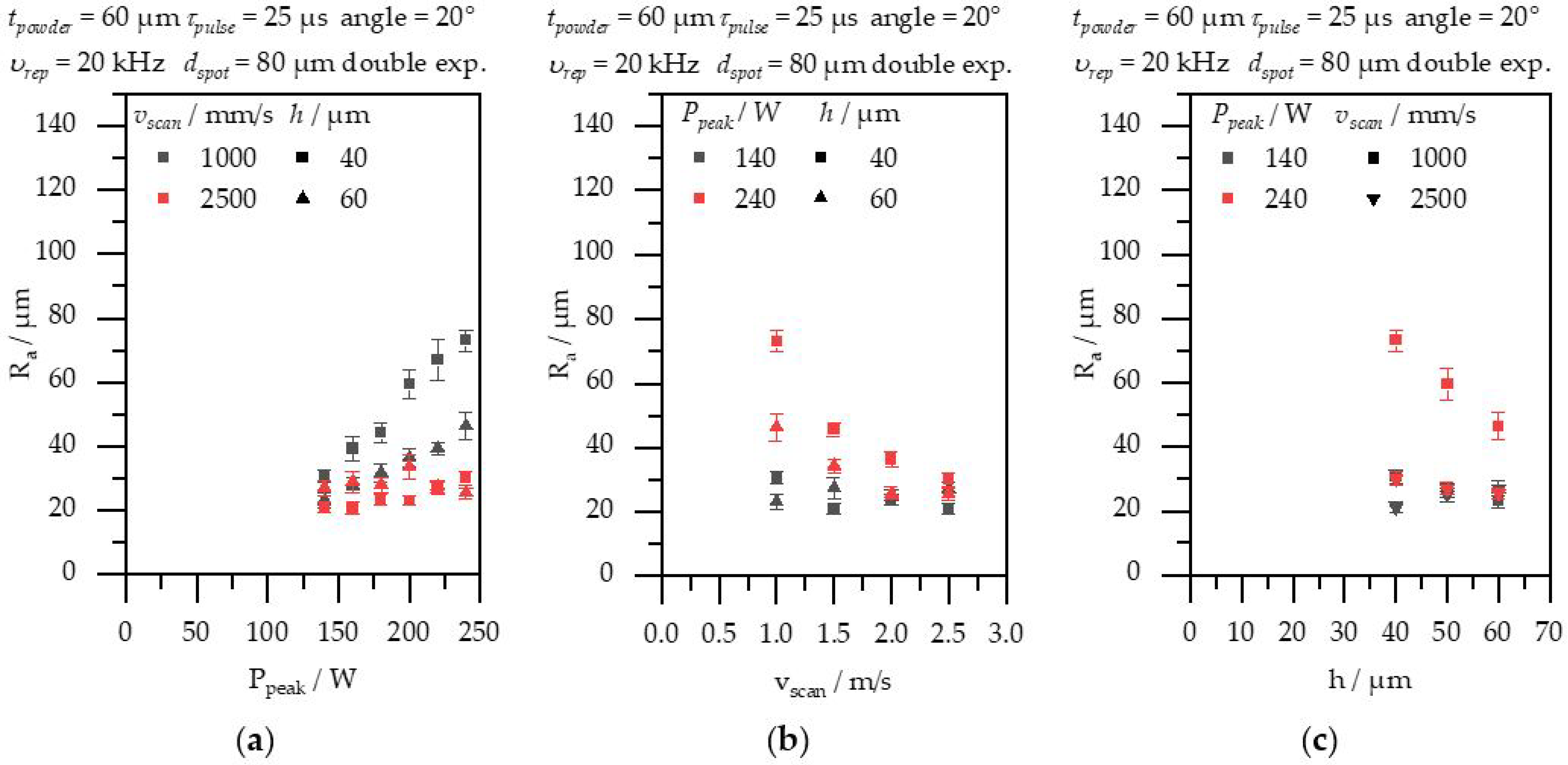
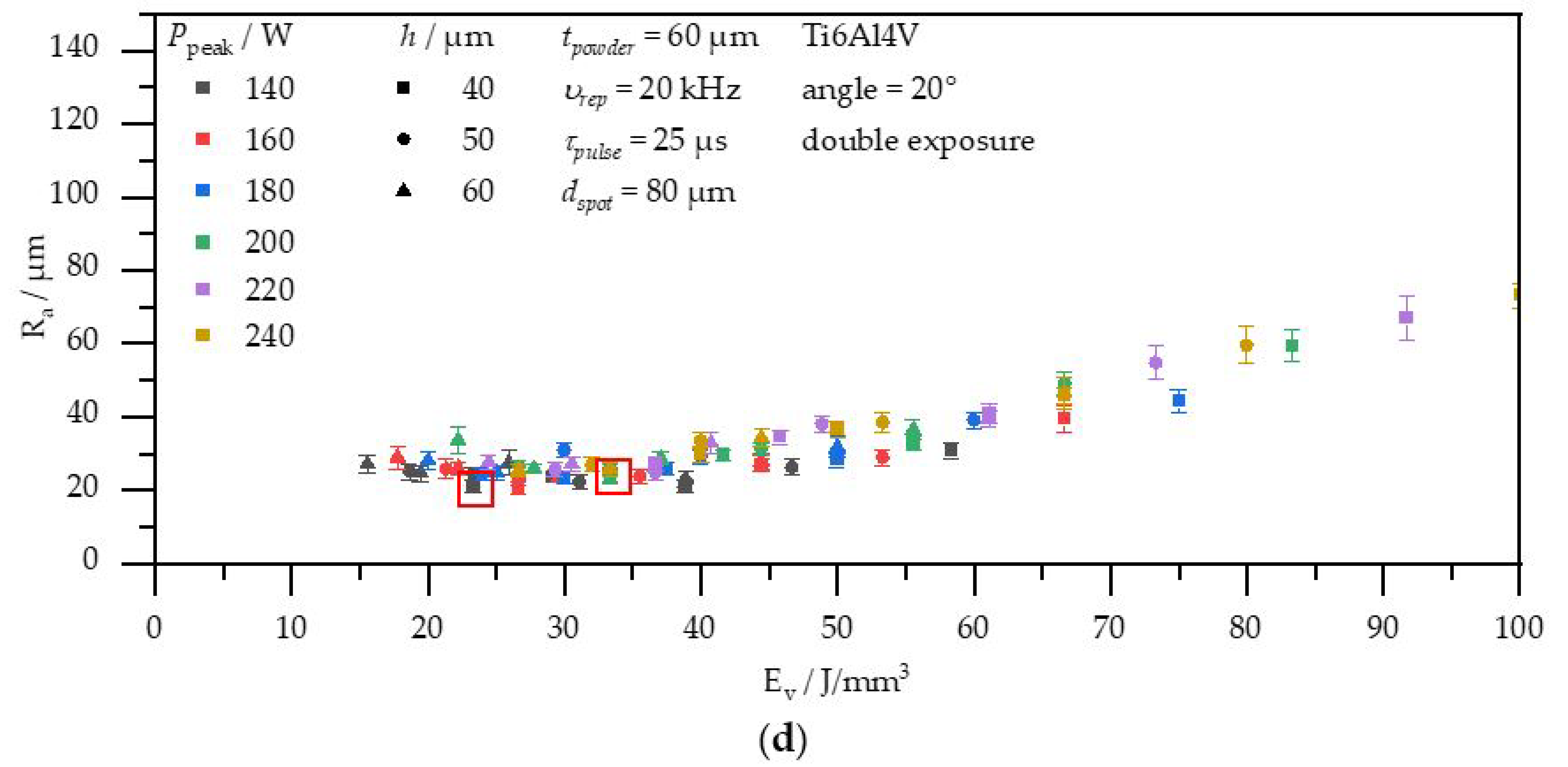
4.2. Pulsed Exposure Strategies
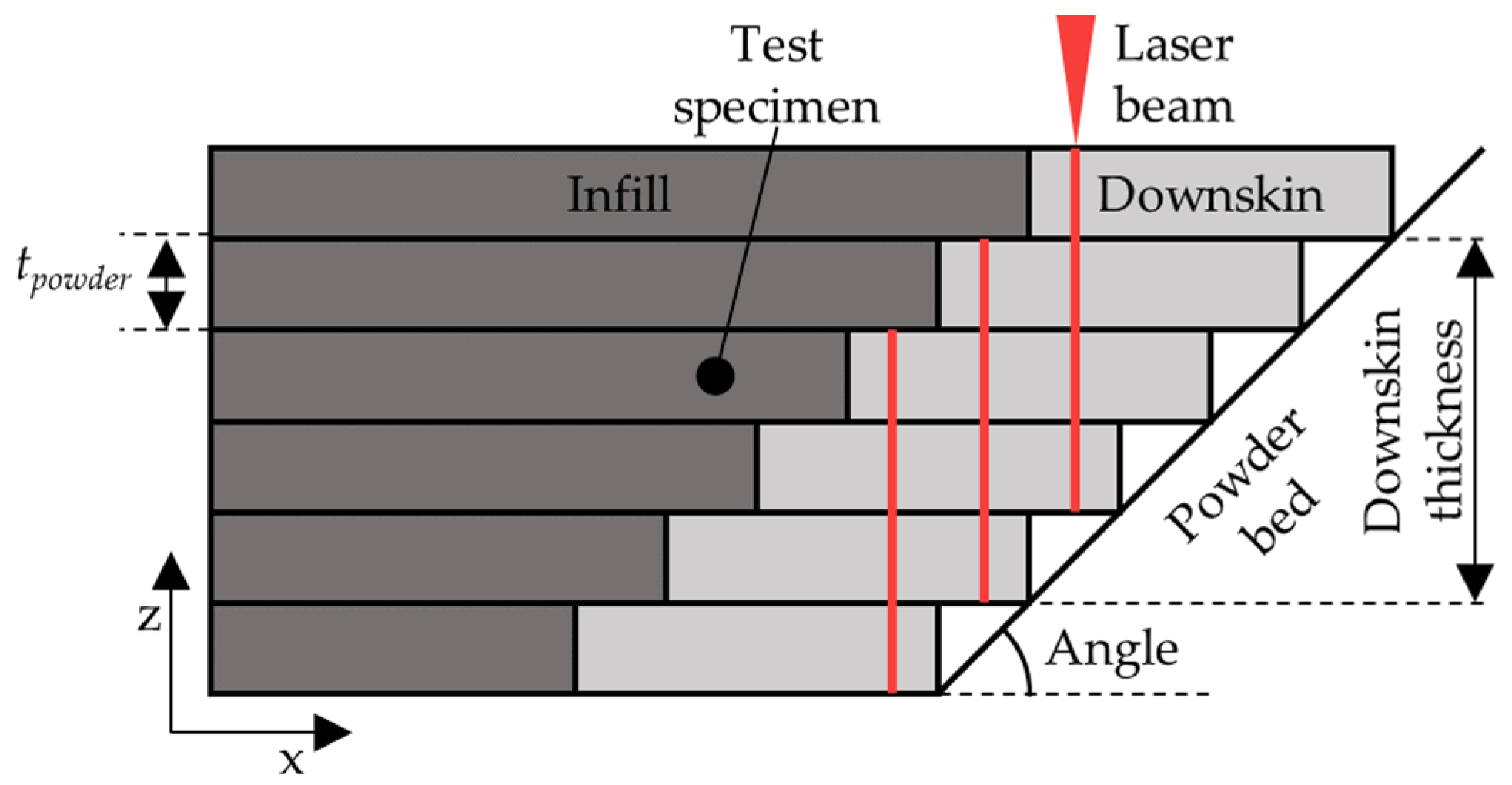
4.3. Combination of Pulsed Downskin and Continuous Wave Infill Parameters
5. Conclusions
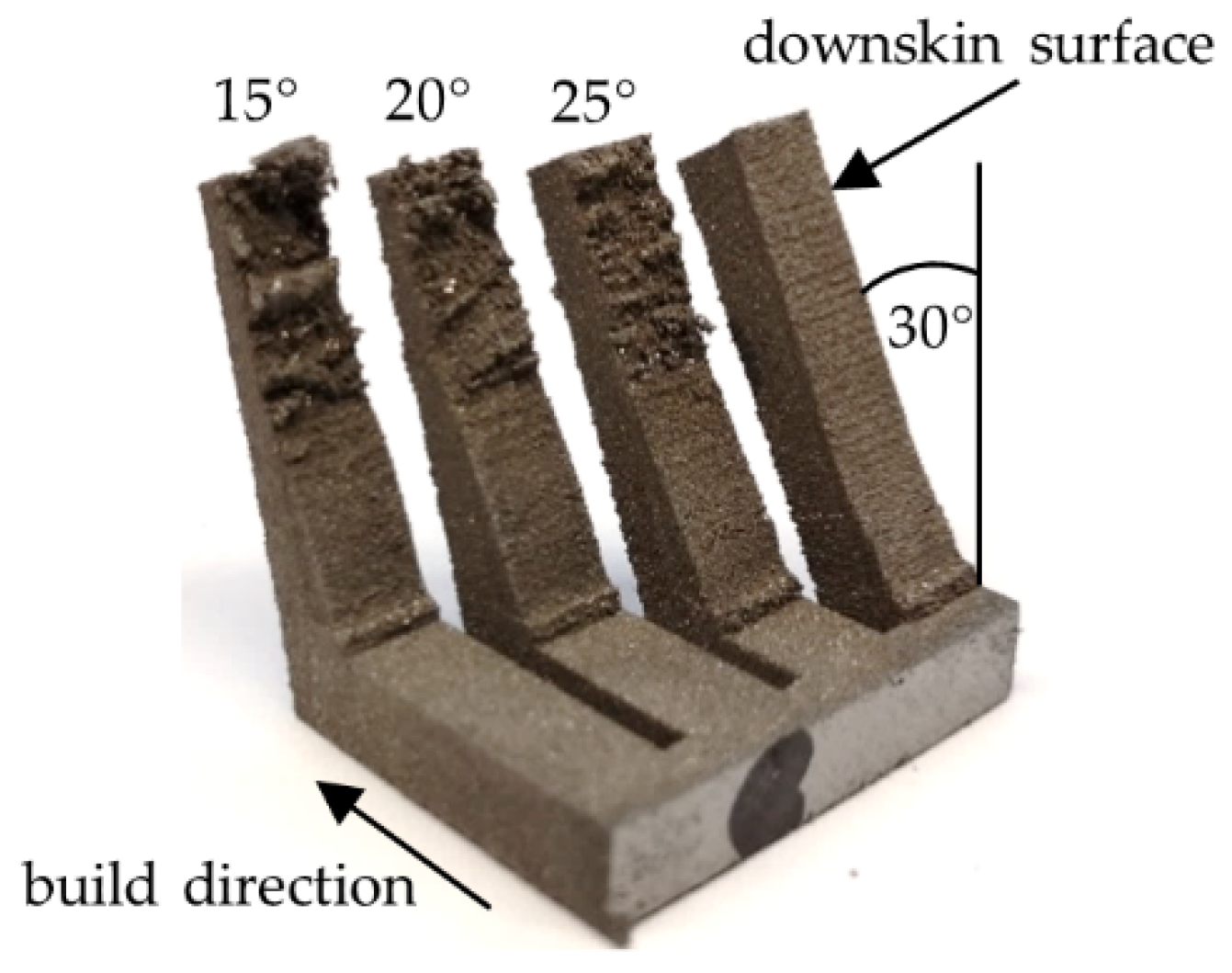
- Pulsed exposure strategies with reduced volume energy densities enable manufacturing of flatter overhang structures down to <20° (pulsed) instead of 25° (cw).
- In addition, pulsed exposure strategies lead to a reduction in roughness at the downskin surfaces down to Ra ≈ 20 µm (pulsed) instead of Ra ≈ 50 µm (cw).
- When combining cw infill and pulsed downskin, heat accumulation and thickness of the downskin area must be considered to enable a decrease in roughness. A reduction of the overhang angle could not be shown owing to the high energy introduced in the infill.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chou, R.; Milligan, J.; Paliwal, M.; Brochu, M. Additive Manufacturing of Al-12Si Alloy Via Pulsed Selective Laser Melting. JOM 2015, 67, 590–596. [Google Scholar] [CrossRef]
- Demir, A.G.; Colombo, P.; Previtali, B. From pulsed to continuous wave emission in SLM with contemporary fiber laser sources: Effect of temporal and spatial pulse overlap in part quality. Int. J. Adv. Manuf. Technol. 2017, 91, 2701–2714. [Google Scholar] [CrossRef]
- Karami, K.; Blok, A.; Weber, L.; Ahmadi, S.M.; Petrov, R.; Nikolic, K.; Borisov, E.V.; Leeflang, S.; Ayas, C.; Zadpoor, A.A.; et al. Continuous and pulsed selective laser melting of Ti6Al4V lattice structures: Effect of post-processing on microstructural anisotropy and fatigue behaviour. Addit. Manuf. 2020, 36, 101433. [Google Scholar] [CrossRef]
- Hopkinson, N.; Mumtaz, K. Top surface and side roughness of Inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Hopkinson, N.; Mumtaz, K. Selective laser melting of Inconel 625 using pulse shaping. Rapid Prototyp. J. 2010, 16, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.-J. Lasers in additive manufacturing: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Caprio, L.; Demir, A.G.; Previtali, B. Influence of pulsed and continuous wave emission on melting efficiency in selective laser melting. J. Mater. Process. Technol. 2019, 266, 429–441. [Google Scholar] [CrossRef]
- Laitinen, V.; Piili, H.; Nyamekye, P.; Ullakko, K.; Salminen, A. Effect of process parameters on the formation of single track in pulsed laser powder bed fusion. Procedia Manuf. 2019, 36, 176–183. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Bassani, P.; Tuissi, A. Continuous wave vs pulsed wave laser emission in selective laser melting of AlSi10Mg parts with industrial optimized process parameters: Microstructure and mechanical behaviour. Addit. Manuf. 2018, 24, 639–646. [Google Scholar] [CrossRef]
- Chen, Z.W.; Guraya, T.; Singamneni, S.; Phan, M.A.L. Grain Growth During Keyhole Mode Pulsed Laser Powder Bed Fusion of IN738LC. JOM 2020, 72, 1074–1084. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of AlSi10Mg overhang structures fabricated by laser powder bed fusion. Mater. Design 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Design 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Design 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Scharowsky, T. Grundlagenuntersuchungen zum Selektiven Elektronenstrahlschmelzen von TiAl6V4; FAU University Press: Erlangen, Germany, 2017; ISBN 978-3-96147-044-0. [Google Scholar]
- Boley, C.D.; Mitchell, S.C.; Rubenchik, A.M.; Wu, S.S.Q. Metal powder absorptivity: Modeling and experiment. Appl. Opt. 2016, 55, 6496–6500. [Google Scholar] [CrossRef] [PubMed]
- EOS GmbH—Electro Optical Systems. Material data sheet—EOS Titanium Ti64. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/titan/ti64/eos_ti64_9011-0014_9011-0039_m290_mds_11-17_en.pdf (accessed on 16 June 2021).
- Wang, Y.; Kamath, C.; Voisin, T.; Li, Z. A processing diagram for high-density Ti-6Al-4V by selective laser melting. Rapid Prototyp. J. 2018, 24, 1469–1478. [Google Scholar] [CrossRef]
- VDI Society Production and Logistics. Additive Manufacturing Processes, Rapid Manufacturing—Beam Melting of Metallic Parts—Qualification, Quality Assurance and Post Processing; Association of Engineers: Düsseldorf, Germany, 2013. [Google Scholar]
- Heinl, M.; Greiner, S.; Wudy, K.; Pobel, C.; Rasch, M.; Huber, F.; Papke, T.; Merklein, M.; Schmidt, M.; Körner, C.; et al. Measuring procedures for surface evaluation of additively manufactured powder bed-based polymer and metal parts. Meas. Sci. Technol. 2020, 31, 95202. [Google Scholar] [CrossRef]
- DIN Fundamental Technical Standards Committee. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters (ISO 4287:1997 + Cor 1:1998 + Cor 2:2005 + Amd 1:2009); German Version EN (ISO 4287:1998 + AC:2008 + A1:2009); Beuth Verlag GmbH: Berlin, Germany, 2010. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Overhang Thickness | Angles | z-Coordinate | Area in Pixels |
|---|---|---|---|
| 5 mm | 20° | 8.40 mm | 35 × 105 |
| 2.5 mm and 10 mm | 25° | 27.12 mm | 36 × 66 and 70 × 179 |
| 2.5 mm and 10 mm | 30° | 26.52 mm | 33 × 66 and 70 × 170 |
| 2.5 mm and 10 mm | 35° | 21.00 mm | 28 × 66 and 70 × 150 |
| 2.5 mm and 10 mm | 40° | 15.72 mm | 23 × 66 and 70 × 117 |
| Hatch Distance h in µm | Peak Power Ppeak in W | Scanning Speed vscan in mm/s | Powder Layer Thickness tpowder in µm | Pulse Duration τpulse in µs | Pulse Repetition Rate υrep in kHz | Number of Exposures |
|---|---|---|---|---|---|---|
| 40 | 140, 240 | 750 | 60 | 25 | 20 | 1 |
| 40 | 140, 240, 340, 440 | 1250, 2250 | 60 | 25 | 20 | 1 |
| 60 | 140, 240, 340, 440, 540, 640 | 2250, 3250, 4250, 4750 | 60 | 25 | 20 | 1 |
| 80 | 140, 240, 340, 440 | 750, 1250 | 60 | 25 | 20 | 1 |
| 120 | 140, 240, 340, 440, 540, 640 | 750, 1250 | 60 | 25 | 20 | 1 |
| 40, 50, 60 | 140, 160, 180, 200, 220, 240 | 1000, 1500, 2000, 2500 | 60 | 25 | 20 | 2 |
| Name | Hatch Distance h in µm | Peak Power Ppeak in W | Scanning Speed vscan in mm/s | Powder Layer Thickness tpowder in µm | Pulse Duration τpulse in µs | Pulse Repetition Rate υrep in kHz | Volume Energy Density Ev in J/mm³ |
|---|---|---|---|---|---|---|---|
| Downskin 1 | 40 | 140 | 2500 | 60 | 25 | 20 | 12 |
| Downskin 2 | 60 | 240 | 2000 | 60 | 25 | 20 | 17 |
| Downskin 3 | 120 | 340 | 850 | 60 | 25 | 20 | 28 |
| Infill | Ti64_SpeedM291 1.10 | 60 | cw | cw | 38 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grünewald, J.; Clarkson, P.; Salveson, R.; Fey, G.; Wudy, K. Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam. Metals 2021, 11, 1125. https://doi.org/10.3390/met11071125
Grünewald J, Clarkson P, Salveson R, Fey G, Wudy K. Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam. Metals. 2021; 11(7):1125. https://doi.org/10.3390/met11071125
Chicago/Turabian StyleGrünewald, Jonas, Pirmin Clarkson, Ryan Salveson, Georg Fey, and Katrin Wudy. 2021. "Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam" Metals 11, no. 7: 1125. https://doi.org/10.3390/met11071125
APA StyleGrünewald, J., Clarkson, P., Salveson, R., Fey, G., & Wudy, K. (2021). Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam. Metals, 11(7), 1125. https://doi.org/10.3390/met11071125