
In Situ Synthesis of Core-Shell-Structured SiCp Reinforcements in Aluminium Matrix Composites by Powder Metallurgy


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Processes
2.2. Characterisation
3. Results
3.1. Microstructure
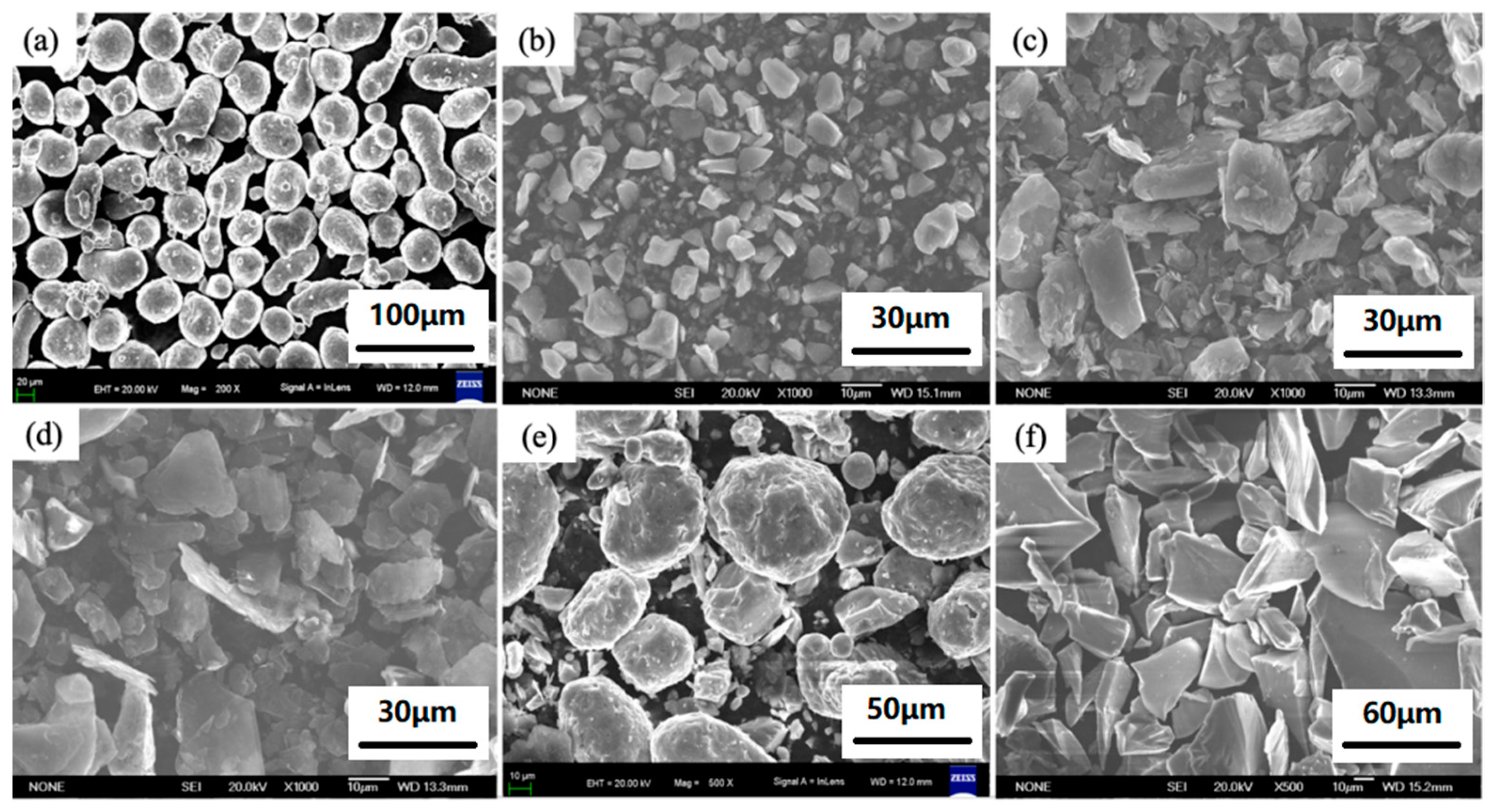
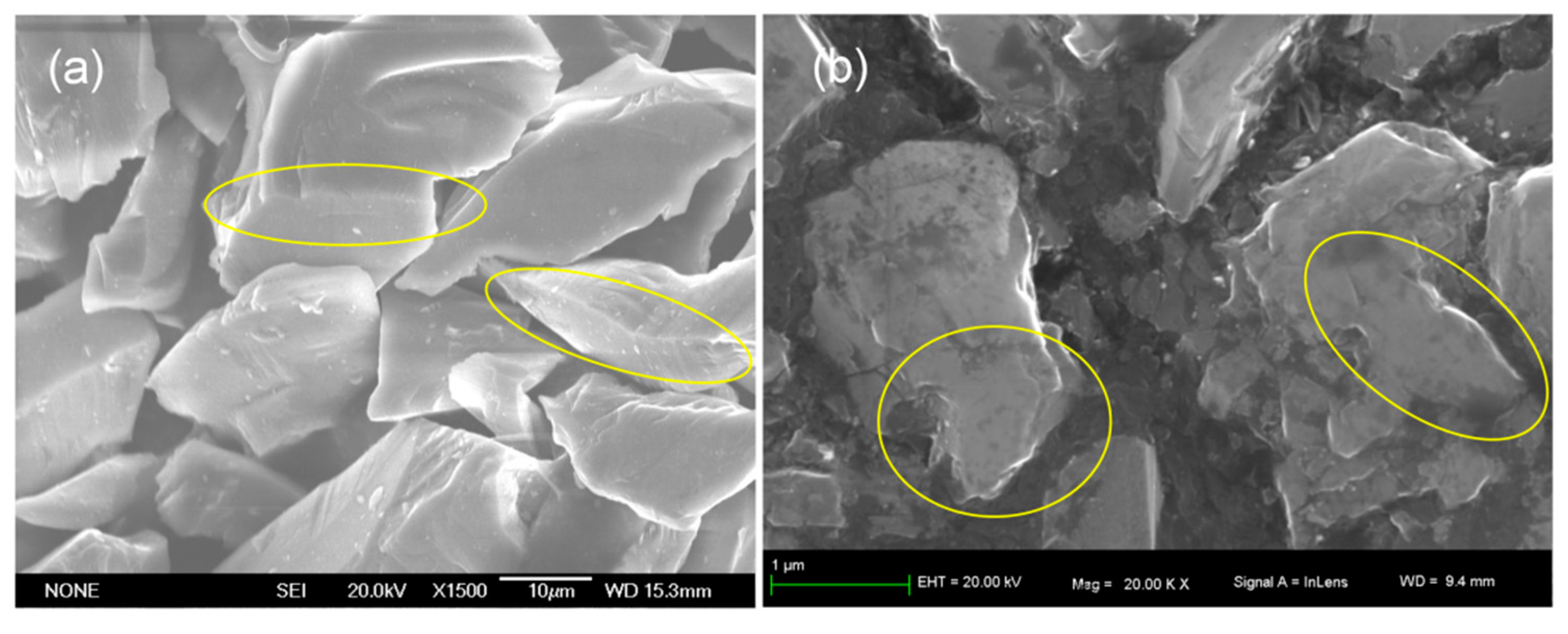
3.1.1. Morphologies of the Powders
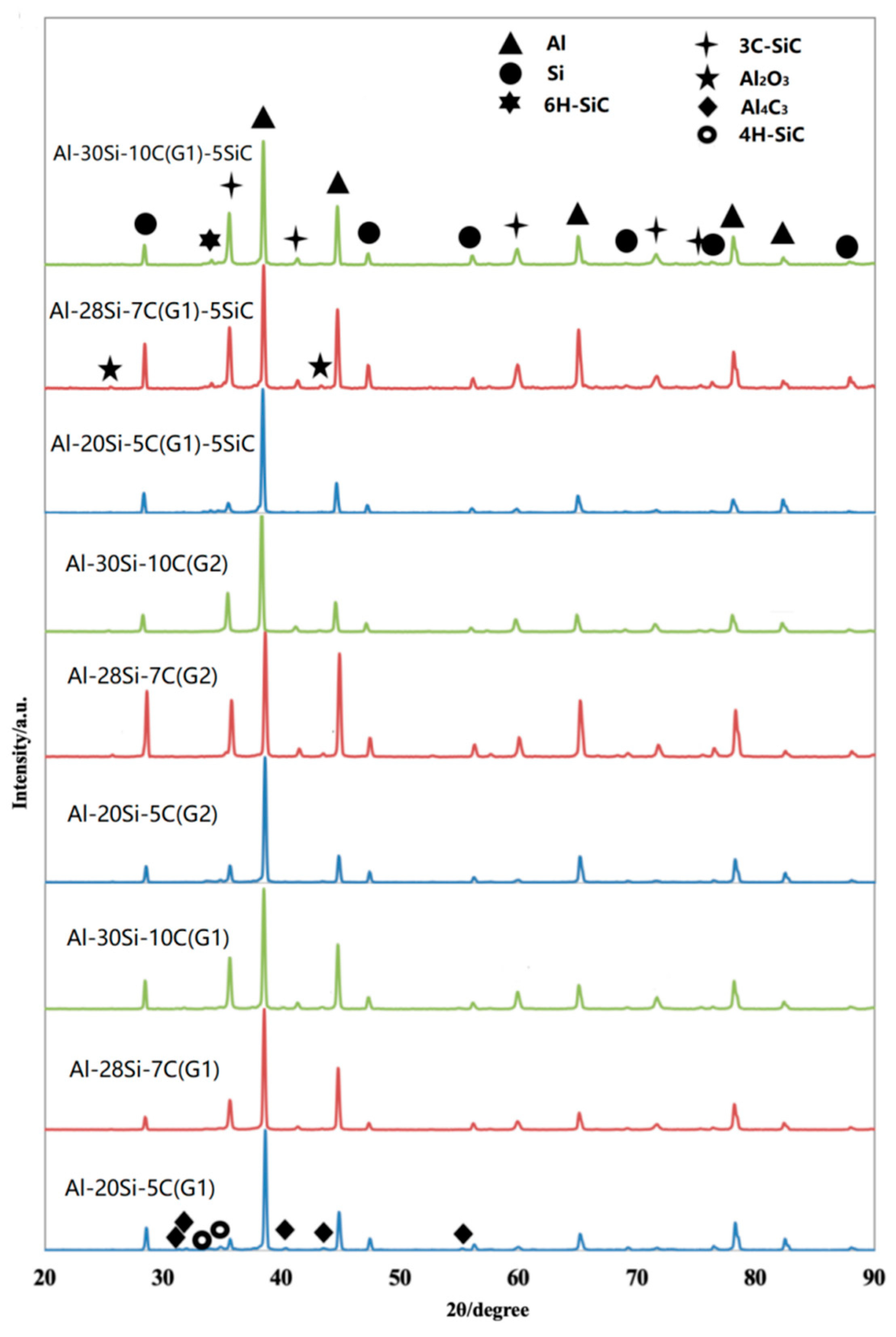
3.1.2. Phase Analysis of the In Situ SiCp/Al-Si Composites
3.1.3. Microstructure of In Situ SiCp Reinforced AMCs
3.1.4. Microstructure of Ex Situ SiCp and In Situ SiCp Reinforced AMCs
3.2. Material Property
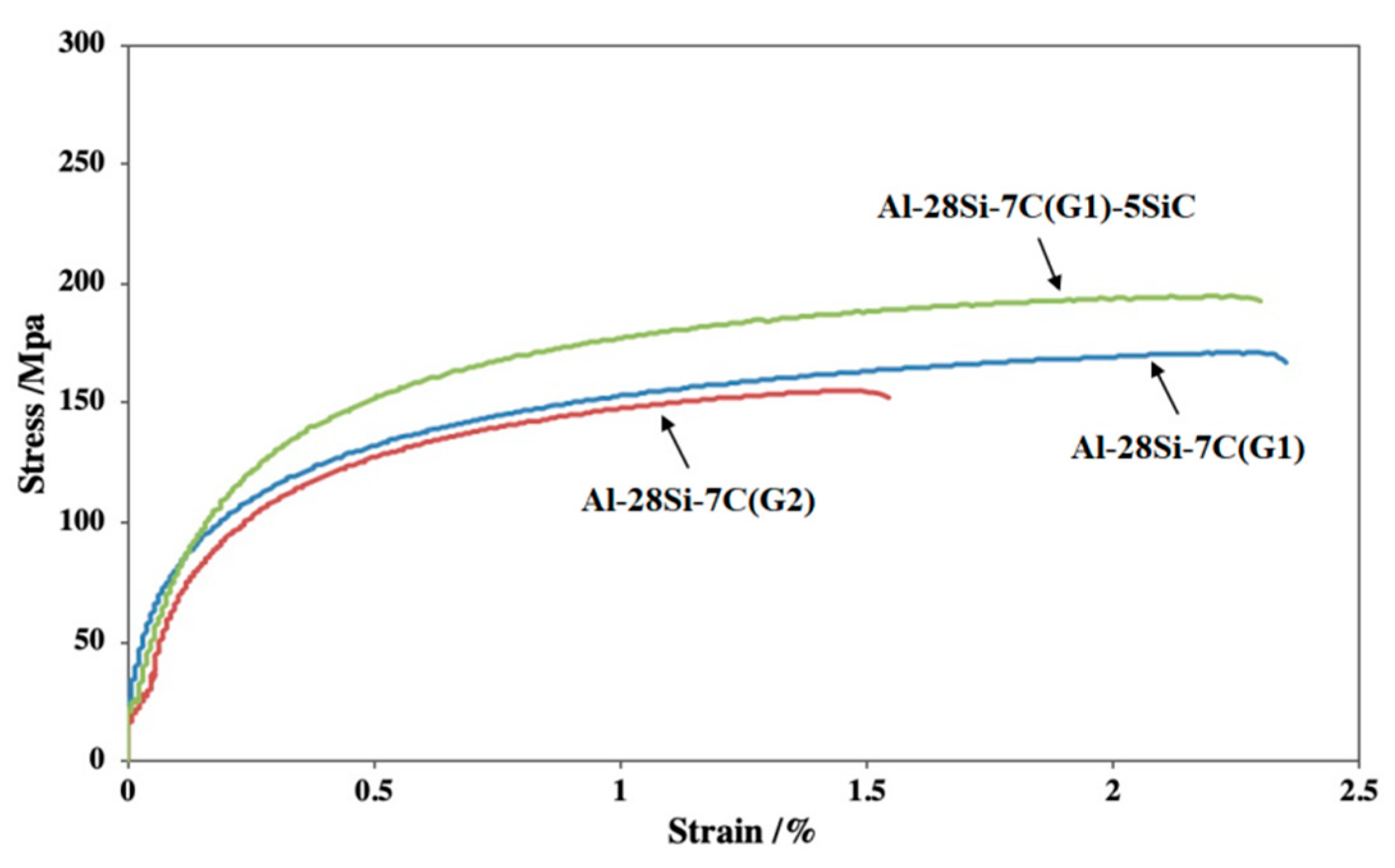
3.2.1. Mechanical Properties of SiCp Reinforced AMCs
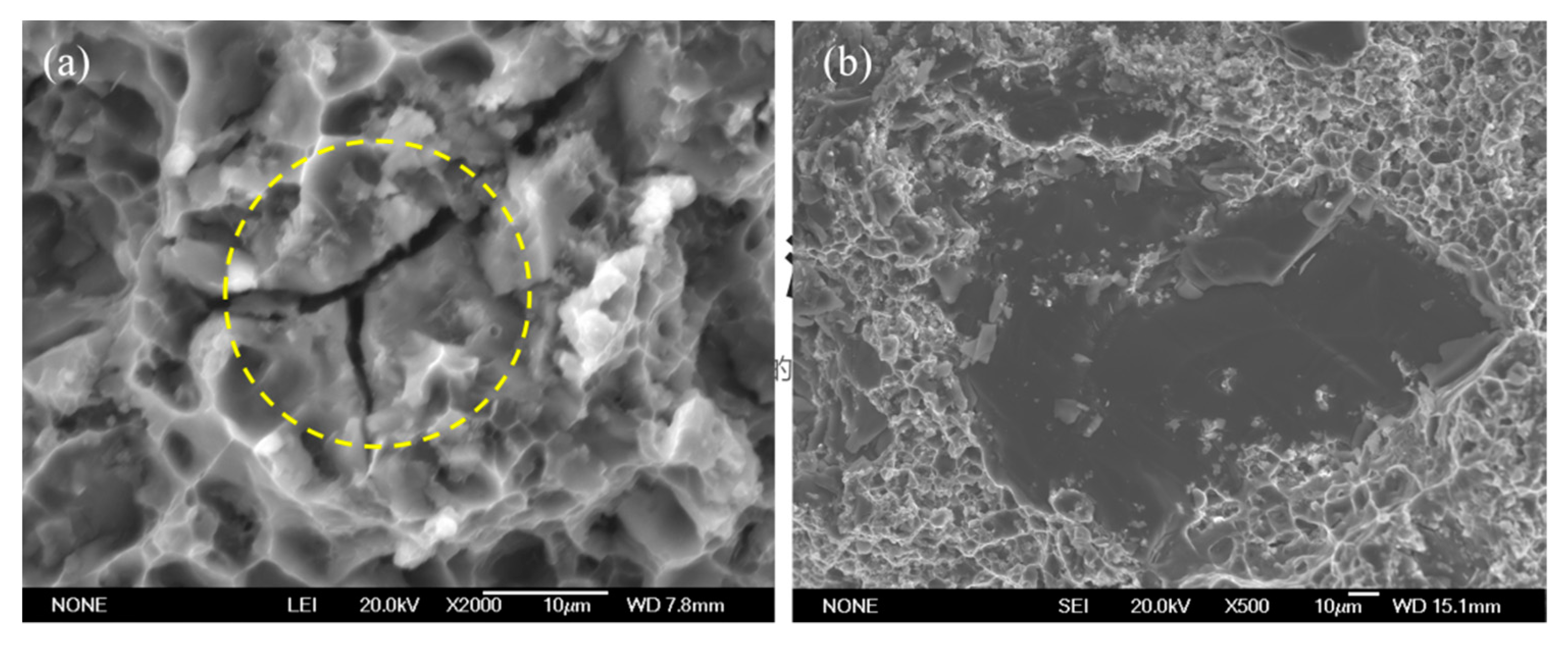
3.2.2. Fracture Mechanism of the SiC Core-Shell Structure/AMCs
4. Discussion
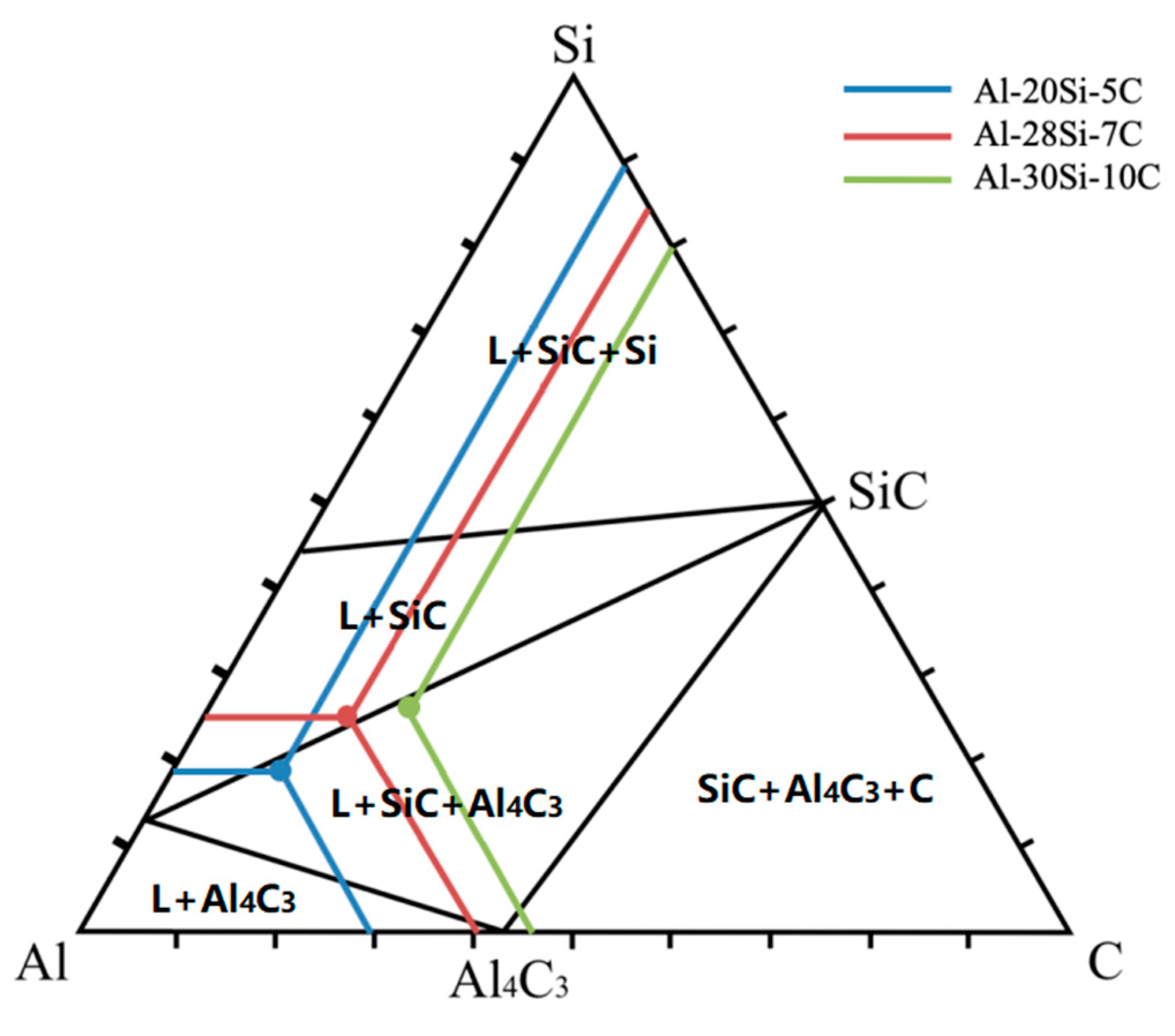
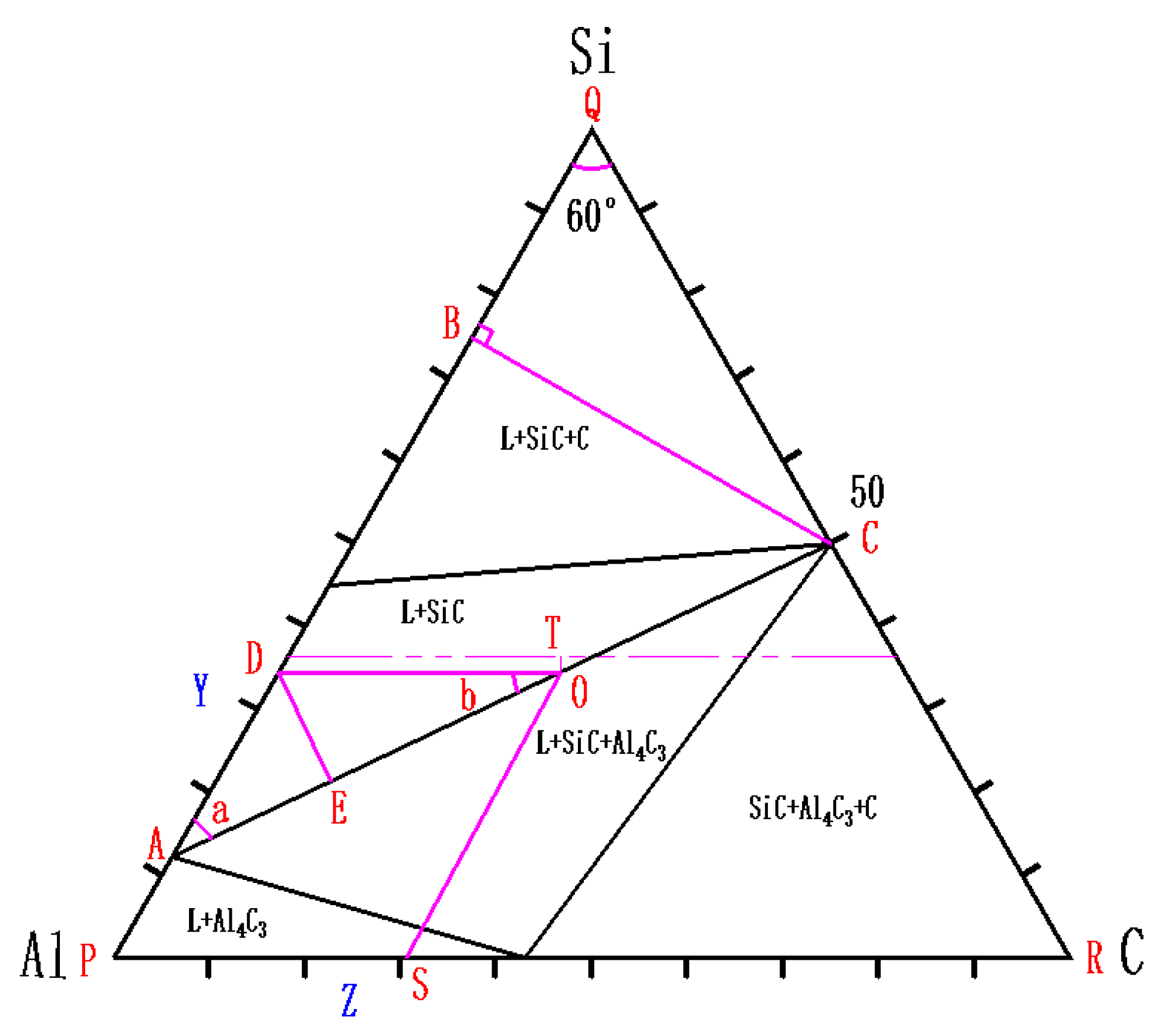
4.1. Conditions for the Complete Reaction of Al4C3
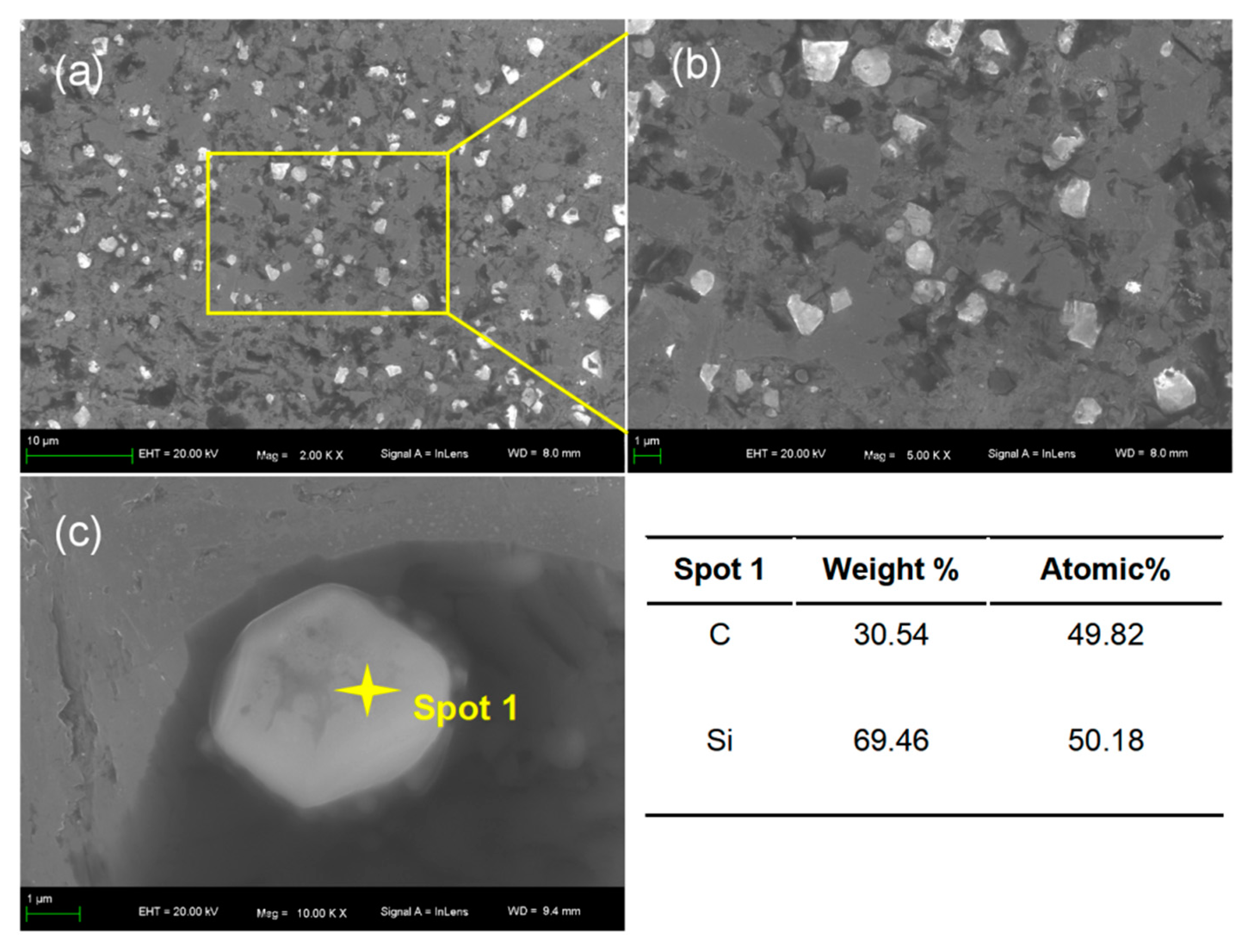
4.2. Analysis of the Synthesised SiC Core-Shell Structure
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, J.; Lee, S.; Lee, M.; Rhee, C. Dispersion of ultrafine SiC particles in molten Al-12Si alloy. Trans. Nonferrous Met. Soc. China 2011, 11, 33–36. [Google Scholar] [CrossRef]
- Chen, G.; Chang, X.; Zhang, J.; Jin, Y.; Sun, C.; Chen, Q.; Zhao, Z. Microstructures and Mechanical Properties of In-Situ Al3Ti/2024 Aluminum Matrix Composites Fabricated by Ultrasonic Treatment and Subsequent Squeeze Casting. Met. Mater. Int. 2020, 26, 1574–1584. [Google Scholar] [CrossRef]
- Du, X.; Gao, T.; Li, D.; Wu, Y.; Liu, X. A novel approach to synthesize SiC particles by in situ reaction in Al-Si-C alloys. J. Alloys Compd. 2014, 588, 374–377. [Google Scholar] [CrossRef]
- Tzamtzis, S.; Barekar, N.S.; Hari Babu, N.; Patel, J.; Dhindaw, B.K.; Fan, Z. Processing of advanced Al/SiC particulate metal matrix composites under intensive shearing-A novel rheo-process. Compos. Part A 2009, 40, 144–151. [Google Scholar] [CrossRef]
- Wang, W.; Li, Q.; Ma, R.; Cui, Y.; Cao, X.; Wang, X. Effects of the Si contents of an infiltrating aluminium alloy on the microstructure and strength of SiC matrix composites. Ceram. Int. 2017, 43, 12526–12533. [Google Scholar] [CrossRef]
- Huei-Long, L.; Wun-Hwa, L.; Chan, S.L.I. Abrasive wear of powder metallurgy Al alloy 6061-SiC particle composites. Wear 1992, 159, 223–231. [Google Scholar] [CrossRef]
- Wang, T. Preparation and Properties of SiCp/Al Composites with High Volume Fraction by Powder Metallurgy Method. Ph.D. Thesis, Xi’an University of Technology, Xi’an, China, 2018. [Google Scholar]
- Jiju, K.B.; Selvakumar, G.; Prakash, S.R. Study on preparation of Al-SiC metal matrix composites using powder metallurgy technique and its mechanical properties. Materialstoday 2020, 27, 1843–1847. [Google Scholar] [CrossRef]
- Chen, Z.Z.; Tokaji, K. Effects of particle size on fatigue crack initiation and small crack growth in SiC particulate-reinforced aluminium alloy composites. Mater. Lett. 2004, 58, 2314–2321. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, J.; Li, X. Study on bulk aluminum matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminum. Mater. Sci. Eng. A 2004, 380, 378–383. [Google Scholar] [CrossRef]
- Hu, Q.; Zhao, H.; Li, F. Microstructures and properties of sic particles reinforced aluminum-matrix composites fabricated by vacuum-assisted high pressure die casting. Mater. Sci. Eng. A 2017, 680, 270–277. [Google Scholar] [CrossRef]
- Lee, J.C.; Byun, J.Y.; Oh, C.S.; Seok, H.K.; Lee, H.I. Effect of various processing methods on the interfacial reactions in SiCp/2024Al composites. Acta Mater. 1997, 45, 5303–5315. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, F.; Wang, Y.; Zhang, B.; Wang, L. Interfacial structure and stability of a co-continuous SiC/Al composite prepared by Vacuum-pressure infiltration. Ceram. Int. 2017, 43, 6563–6570. [Google Scholar] [CrossRef]
- Guo, X.; Wang, L.; Wang, M.; Qin, J.; Zhang, D.; Lu, W. Effects of degree of deformation on the microstructure, mechanical properties and texture of hybrid-reinforced titanium matrix composites. Acta Mater. 2012, 60, 2656–2667. [Google Scholar] [CrossRef]
- Li, S.; Sun, B.; Imai, H.; Kondoh, K. Powder metallurgy Ti–TiC metal matrix composites prepared by in situ reactive processing of Ti-VGCFs system. Carbon 2013, 61, 216–228. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Tjong, S.C.; Gen, L. In-situ Ti-TiB Metal–Matrix composite prepared by a reactive pressing process. Scr. Mater. 2000, 42, 367–373. [Google Scholar] [CrossRef]
- Sha, J.J.; Zhang, Z.F.; Di, S.X.; Lv, Z.Z.; Li, J.; Dai, J.X. Microstructure and mechanical properties of ZrB2-based ceramic composites with nano-sized SiC particles synthesized by in-situ reaction. Mater. Sci. Eng. A 2017, 693, 145–150. [Google Scholar] [CrossRef]
- Ren, R.; Xiang, D.; Cao, Y.; Hu, Y. In-situ growth and relevant mechanisms of thick SiC nanowhiskers from hybrid silicon sources. J. Alloys Compd. 2020, 857, 157577. [Google Scholar] [CrossRef]
- Gustafsson, S.; Falk, L.K.; Lidén, E.; Carlström, E. Alumina/silicon carbide composites fabricated via in situ synthesis of nano-sized SiC particles. Ceram. Int. 2009, 35, 1293–1296. [Google Scholar] [CrossRef]
- Du, X.; Gao, T.; Qian, Z.; Wu, Y.; Liu, X. The in-situ synthesis and strengthening mechanism of the multi-scale SiC particles in Al-Si-C alloys. J. Alloys Compd. 2018, 750, 935–944. [Google Scholar] [CrossRef]
- Gao, T.; Wang, D.; Du, X.; Li, D.; Liu, X. Phase transformation mechanism of Al4C3 by the diffusion of Si and a novel method for in situ synthesis of SiC particles in Al melt. J. Alloys Compd. 2016, 685, 91–96. [Google Scholar] [CrossRef]
- Mokhnache, E.O.; Wang, G.S.; Lin, G.E.N.G. Wearing resistance of in-situ Al-based composites with different SiO2/C/Al molar ratios fabricated by reaction hot pressing. Trans. Nonferrous Met. Soc. China 2016, 26, 917–923. [Google Scholar] [CrossRef]
- Wu, C.; Gao, T.; Liu, X. In-situ SiC reinforced Si-SiC 3D skeletons in SiC/Al-Si composites. J. Alloys Compd. 2019, 810, 151730. [Google Scholar] [CrossRef]
- Oden, L.; McCune, R. Phase-equilibria in the Al-Si-C system. Metall. Trans. A 1987, 18, 2005–2014. [Google Scholar] [CrossRef]
- Zhou, X.; Zang, J.; Dong, L.; Cheng, X.; Li, T.; Wang, Y.; Yuan, Y.; Lu, J.; Yu, Y.; Xu, X. Fabrication of bulk nano-SiC via in-situ reaction of core-shell structural SiC@C with Si using high pressure high temperature sintering method. Mater. Lett. 2015, 144, 69–73. [Google Scholar] [CrossRef]
- Petzow, G.; Effenberg, G. Ternary Alloys; VCH Verlagsgesellschaft: Weinheim, Germany, 1990; Volume 3, pp. 540–548. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Al (wt%) | Si (wt%) | C (wt%) | Ex-SiC |
|---|---|---|---|---|
| Al-20Si-5C(G1) | 75 | 20 | 5 (~6.5 μm) | Without |
| Al-28Si-7C(G1) | 65 | 28 | 7 (~6.5 μm) | Without |
| Al-30Si-10C(G1) | 60 | 30 | 10 (~6.5 μm) | Without |
| Al-20Si-5C(G2) | 75 | 20 | 5 (~10 μm) | Without |
| Al-28Si-7C(G2) | 65 | 28 | 7 (~10 μm) | Without |
| Al-30Si-10C(G2) | 60 | 30 | 10 (~10 μm) | Without |
| Al-20Si-5C(G1)-5SiC | 75 | 20 | 5 (~6.5 μm) | 5 (~40 μm) |
| Al-28Si-7C(G1)-5SiC | 65 | 28 | 7 (~6.5 μm) | 5 (~40 μm) |
| Al-30Si-10C(G1)-5SiC | 60 | 30 | 10 (~6.5 μm) | 5 (~40 μm) |
| Sample | YS (MPa) | UTS (MPa) | Elongation (%) | Relative Density (%) |
|---|---|---|---|---|
| Al-20Si-5C(G1) | 112 ± 2 | 180 ± 3 | 4.9 ± 0.5 | 99.38 |
| Al-28Si-7C(G1) | 128 ± 1 | 172 ± 2 | 2.1 ± 0.3 | 99.76 |
| Al-30Si-10C(G1) | 123 ± 1 | 167 ± 2 | 1.8 ± 0.3 | 97.11 |
| Al-20Si-5C(G2) | 109 ± 2 | 169 ± 2 | 4.6 ± 0.4 | 98.78 |
| Al-28Si-7C(G2) | 120 ± 1 | 156 ± 2 | 1.5 ± 0.3 | 99.59 |
| Al-30Si-10C(G2) | 138 ± 2 | 169 ± 1 | 0.8 ± 0.3 | 97.80 |
| Al-20Si-5C(G1)-5SiC | 113 ± 2 | 160 ± 3 | 3.3 ± 0.4 | 99.03 |
| Al-28Si-7C(G1)-5SiC | 141 ± 3 | 192 ± 3 | 2.1 ± 0.3 | 99.53 |
| Al-30Si-10C(G1)-5SiC | 211 ± 3 | 237 ± 2 | 0.6 ± 0.2 | 97.63 |
| Sample | X | Y | Z | (Yes/No) | (Yes/No) | Theoretical Result | Test Result |
|---|---|---|---|---|---|---|---|
| Al-20Si-5C | 70.6 | 18.8 | 10.6 | No | No | With Al4C3 | With Al4C3 |
| Al-28Si-7C | 60.3 | 25.1 | 14.6 | Yes | Yes | Without Al4C3 | Without Al4C3 |
| Al-30Si-10C | 53.4 | 26.7 | 19.9 | No | No | With Al4C3 | With Al4C3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, X.; Zhang, C.; Li, S. In Situ Synthesis of Core-Shell-Structured SiCp Reinforcements in Aluminium Matrix Composites by Powder Metallurgy. Metals 2021, 11, 1201. https://doi.org/10.3390/met11081201
Ji X, Zhang C, Li S. In Situ Synthesis of Core-Shell-Structured SiCp Reinforcements in Aluminium Matrix Composites by Powder Metallurgy. Metals. 2021; 11(8):1201. https://doi.org/10.3390/met11081201
Chicago/Turabian StyleJi, Xinghua, Cheng Zhang, and Shufeng Li. 2021. "In Situ Synthesis of Core-Shell-Structured SiCp Reinforcements in Aluminium Matrix Composites by Powder Metallurgy" Metals 11, no. 8: 1201. https://doi.org/10.3390/met11081201
APA StyleJi, X., Zhang, C., & Li, S. (2021). In Situ Synthesis of Core-Shell-Structured SiCp Reinforcements in Aluminium Matrix Composites by Powder Metallurgy. Metals, 11(8), 1201. https://doi.org/10.3390/met11081201