
An Investigation into the Effect of Rolling Reduction on 3D Curved Parts Rolling Process

 ,
,
Abstract
:1. Introduction
2. Forming Theory of 3D Curved Parts Rolling by Arc-Shaped Rollers
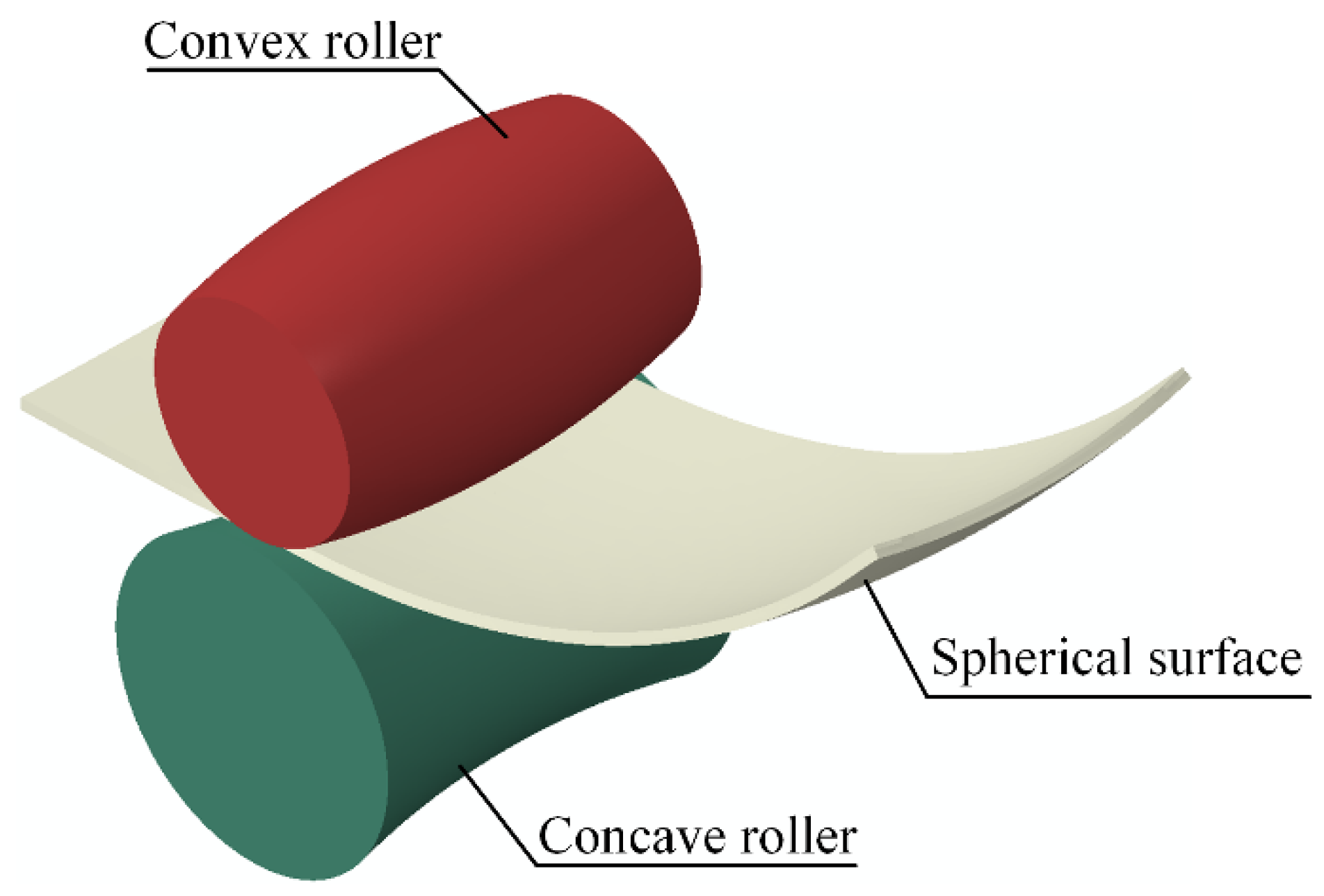
2.1. Basic Principle of 3D Surface Rolling
2.2. Mathematical Description of Roll Gap
3. Numerical Simulations
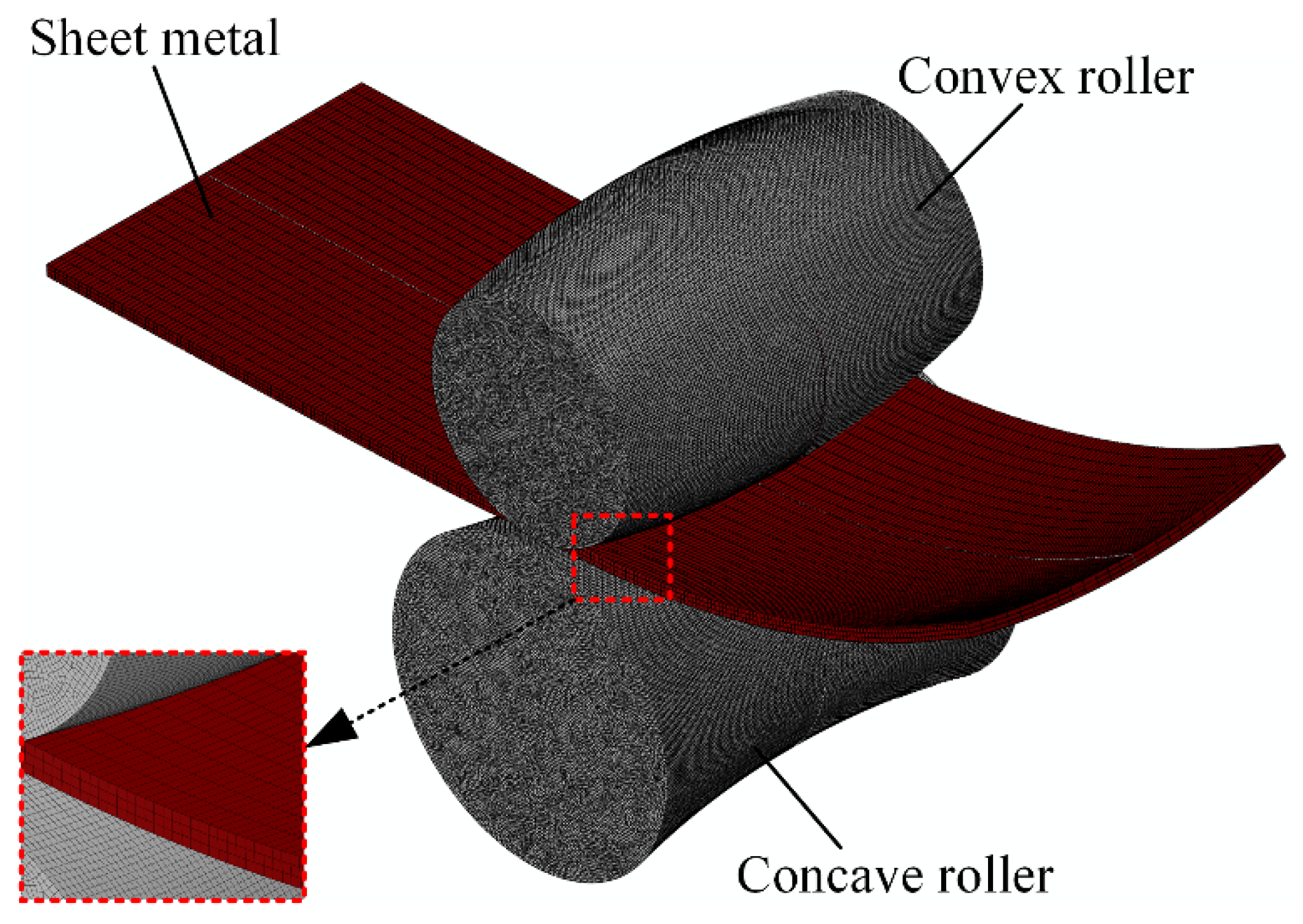
3.1. Finite Element Model
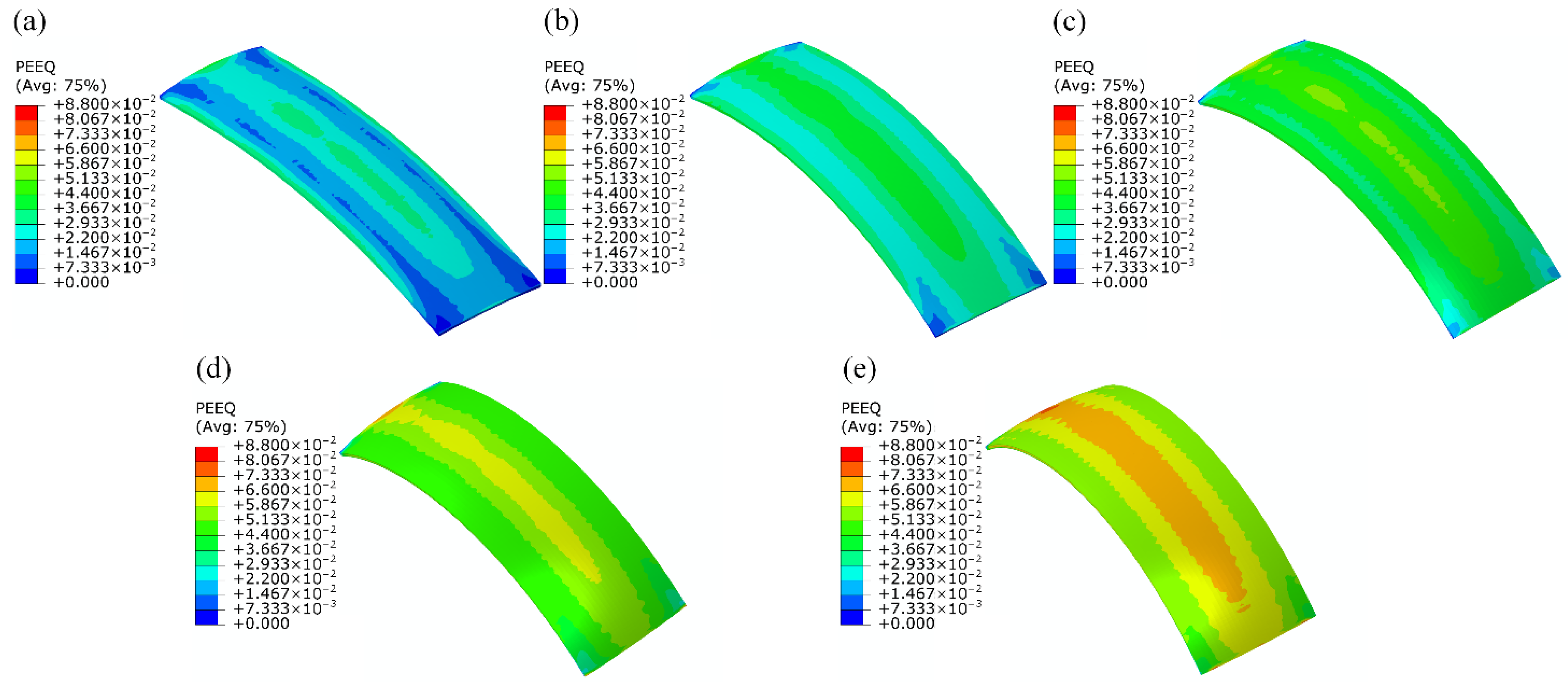
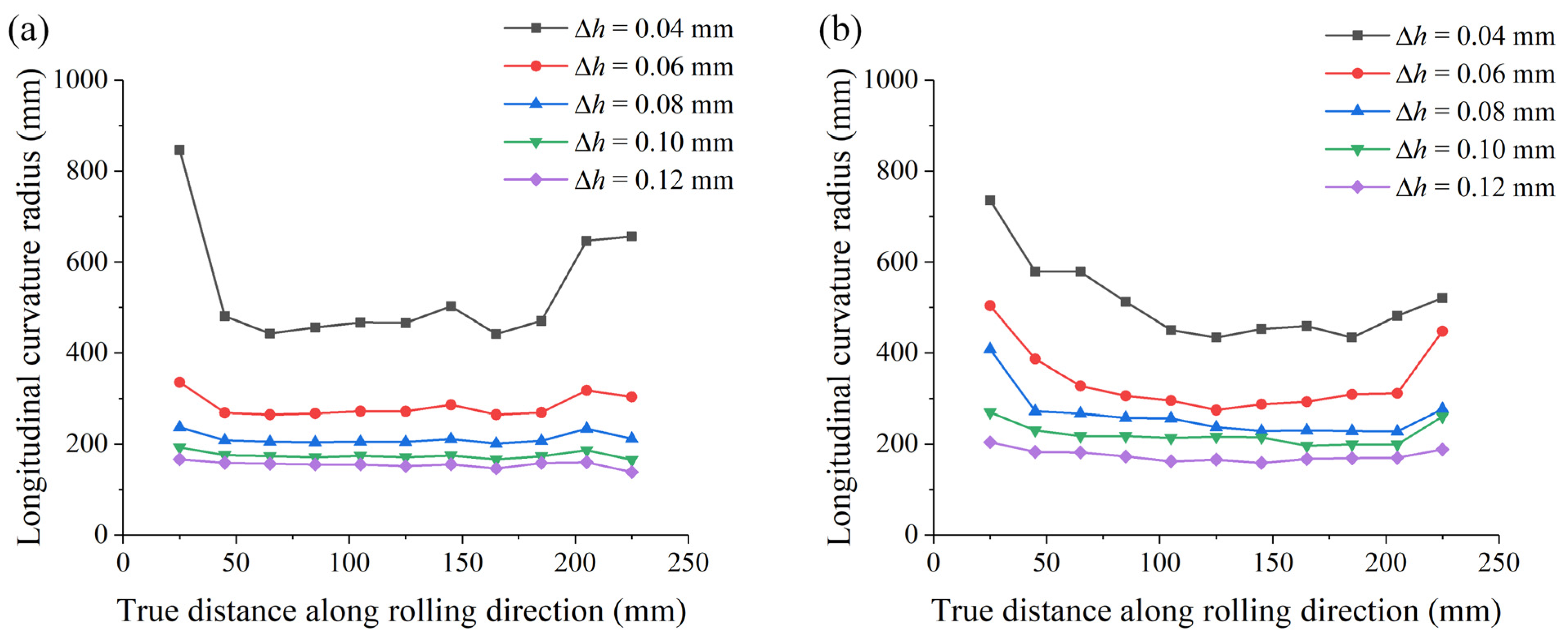
3.2. Analysis of Simulation Results
4. Experimental Investigations
4.1. Experimental Equipment
4.2. Experimental Results
5. Conclusions
- The curved surface rolling forming technology based on uneven roll gap can realize the rolling of doubly-curved surfaces through two arc-shaped variable cross-section rollers;
- The rolling technology of 3D curved parts based on arc-shaped rollers can realize flexible rapid forming of doubly-curved surfaces with different specifications through small changes in rolling reduction;
- For the rolling technology of 3D curved parts based on arc-shaped rollers, the maximum rolling reduction determines the degree of the longitudinal bending deformation of the formed curved parts. It is necessary to ensure that the minimum rolling reduction is greater than zero to obtain better shape accuracy of the formed curved parts.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, K.; Fu, W.Z.; Li, M.Z.; Li, Y.; Yi, Z. Research on flexible rolling process of three-dimensional surface part using auxiliary rolls. Int. J. Adv. Manuf. Technol. 2019, 103, 1433–1442. [Google Scholar] [CrossRef]
- Ghiabakloo, H.; Kim, J.; Kang, B.S. Specialized finite elements for numerical simulation of the flexibly-reconfigurable roll forming process. Int. J. Mech. Sci. 2019, 151, 133–153. [Google Scholar] [CrossRef]
- Park, J.W.; Yoon, J.; Lee, K.; Kim, J.; Kang, B.S. Rapid prediction of longitudinal curvature obtained by flexibly reconfigurable roll forming using response surface methodology. Int. J. Adv. Manuf. Technol. 2017, 91, 3371–3384. [Google Scholar] [CrossRef]
- Trzepieciński, T. Recent Developments and Trends in Sheet Metal Forming. Metals 2020, 10, 779. [Google Scholar] [CrossRef]
- Nakajima, N. A Newly Developed Technique to Fabricate Complicated Dies and Electrodes with Wires. Bull. JSME 1969, 12, 1546–1554. [Google Scholar] [CrossRef]
- Finckenstein, E.V.; Kleiner, M. Flexible Numerically Controlled Tool System for Hydro-Mechanical Deep Drawing. CIRP Ann-Manuf. Technol. 1991, 40, 311–314. [Google Scholar] [CrossRef]
- Walczyk, D.F.; Lakshmikanthan, J.; Kirk, D.R. Development of a reconfigurable tool for forming aircraft body panels. J. Manuf. Syst. 1998, 17, 287–296. [Google Scholar] [CrossRef]
- Li, M.Z.; Cai, Z.Y.; Sui, Z.; Yan, Q.G. Multi-point forming technology for sheet metal. J. Mater. Process. Technol. 2002, 129, 333–338. [Google Scholar] [CrossRef]
- Cai, Z.Y.; Li, M.Z. Multi-point forming of three-dimensional sheet metal and the control of the forming process. Int. J. Pressure Vessels Pip. 2002, 79, 289–296. [Google Scholar] [CrossRef]
- Li, M.Z.; Liu, Y.H.; Su, S.Z.; Li, G.Q. Multi-point forming: A flexible manufacturing method for a 3-d surface sheet. J. Mater. Process. Technol. 1999, 87, 277–280. [Google Scholar] [CrossRef]
- Yamashita, I.; Yamakawa, T. Apparatus for forming plate with a double-curved surface. U.S. Patent 4770017, 13 September 1988. [Google Scholar]
- Yoon, S.J.; Yang, D.Y. Development of a Highly Flexible Incremental Roll Forming Process for the Manufacture of a Doubly Curved Sheet Metal. CIRP Ann. Manuf. Technol. 2003, 52, 201–204. [Google Scholar] [CrossRef]
- Li, M.Z.; Hu, Z.Q.; Cai, Z.Y.; Gong, X.P. Method of multipoint continuous forming for the freeform surface parts. Chin. J. Mech. Eng. 2007, 43, 155–159. [Google Scholar] [CrossRef]
- Shim, D.S.; Yang, D.Y.; Kim, K.H.; Han, M.S.; Chung, S.W. Numerical and experimental investigation into cold incremental rolling of doubly curved plates for process design of a new LARS (line array roll set) rolling process. CIRP Ann. Manuf. Technol. 2009, 58, 239–242. [Google Scholar] [CrossRef]
- Li, R.J.; Li, M.Z.; Qiu, N.J.; Cai, Z.Y. Surface flexible rolling for three-dimensional sheet metal parts. J. Mater. Process. Technol. 2014, 214, 380–389. [Google Scholar] [CrossRef]
- Li, M.Z.; Cai, Z.Y.; Li, R.J.; Lan, Y.W.; Qiu, N.J. Continuous Forming Method for Three-dimensional Surface Parts Based on the Rolling Process Using Bended Roll. Chin. J. Mech. Eng. 2012, 48, 44–49. [Google Scholar] [CrossRef]
- Wang, D.M.; Yu, C.A.; Meng, L.C.; Wang, L.; Li, M.Z.; Wu, S.J.; Guo, Z.L. Study on forming sequences of the auxiliary roll height in flexible asymmetric rolling process. Int. J. Adv. Manuf. Technol. 2019, 106, 1375–1384. [Google Scholar] [CrossRef]
- Li, Y.; Li, M.Z.; Liu, K.; Li, Z. Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process. Materials 2018, 11, 1906. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.T.; Li, M.Z. Research on three-dimensional curved surface rolling based on rigid arc-shaped rollers. Int. J. Adv. Manuf. Technol. 2020, 107, 805–814. [Google Scholar] [CrossRef]
- Wang, D.M.; Li, M.Z.; Wang, Y.; Cai, Z.Y.; Liu, H.W. Investigation and improvement of 3D rolling process for 3D surface parts. Int. J. Adv. Manuf. Technol. 2014, 78, 407–417. [Google Scholar] [CrossRef]
- Wang, D.M.; Li, M.Z.; Cai, Z.Y. Research on forming precision of flexible rolling method for three-dimensional surface parts through simulation. Int. J. Adv. Manuf. Technol. 2014, 71, 1717–1727. [Google Scholar] [CrossRef]
- Ghiabakloo, H.; Kim, J.; Kang, B.S. An efficient finite element approach for shape prediction in flexibly-reconfigurable roll forming process. Int. J. Mech. Sci. 2018, 142–143, 339–358. [Google Scholar] [CrossRef]
- Wang, M.; Liu, Z.N.; Lu, G.L.; Cai, Z.Y. Analysis of continuous roll forming for manufacturing 3D surface part with lateral bending deformation. Int. J. Adv. Manuf. Technol. 2017, 93, 2251–2261. [Google Scholar] [CrossRef]
- Wang, D.M.; Yu, C.A.; Li, M.Z.; He, X.Z.; Xie, Z.J.; Wang, L. Research on flexible asymmetric rolling process for three-dimensional surface parts. Int. J. Adv. Manuf. Technol. 2017, 95, 2339–2347. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (kg/m3) | Elastic Modulus (MPa) | Poisson’s Ratio | Yield Limit (MPa) |
|---|---|---|---|---|
| AL2024-O | 2780 | 72,400 | 0.33 | 77 |
| Center Rolling Reduction Δh (mm) | Edge Rolling Reduction ΔH (mm) |
|---|---|
| 0.04 | −0.020 |
| 0.06 | 0 |
| 0.08 | 0.019 |
| 0.10 | 0.039 |
| 0.12 | 0.058 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, X.; Fu, W.; Li, M.; Wang, X.; Yang, W.; Deng, Y. An Investigation into the Effect of Rolling Reduction on 3D Curved Parts Rolling Process. Metals 2021, 11, 1209. https://doi.org/10.3390/met11081209
Chang X, Fu W, Li M, Wang X, Yang W, Deng Y. An Investigation into the Effect of Rolling Reduction on 3D Curved Parts Rolling Process. Metals. 2021; 11(8):1209. https://doi.org/10.3390/met11081209
Chicago/Turabian StyleChang, Xiang, Wenzhi Fu, Mingzhe Li, Xintong Wang, Weifeng Yang, and Yushan Deng. 2021. "An Investigation into the Effect of Rolling Reduction on 3D Curved Parts Rolling Process" Metals 11, no. 8: 1209. https://doi.org/10.3390/met11081209