
Effect on Microstructure and Performance of B4C Content in B4C/Cu Composite


Abstract
:1. Introduction
2. Experimental Procedures
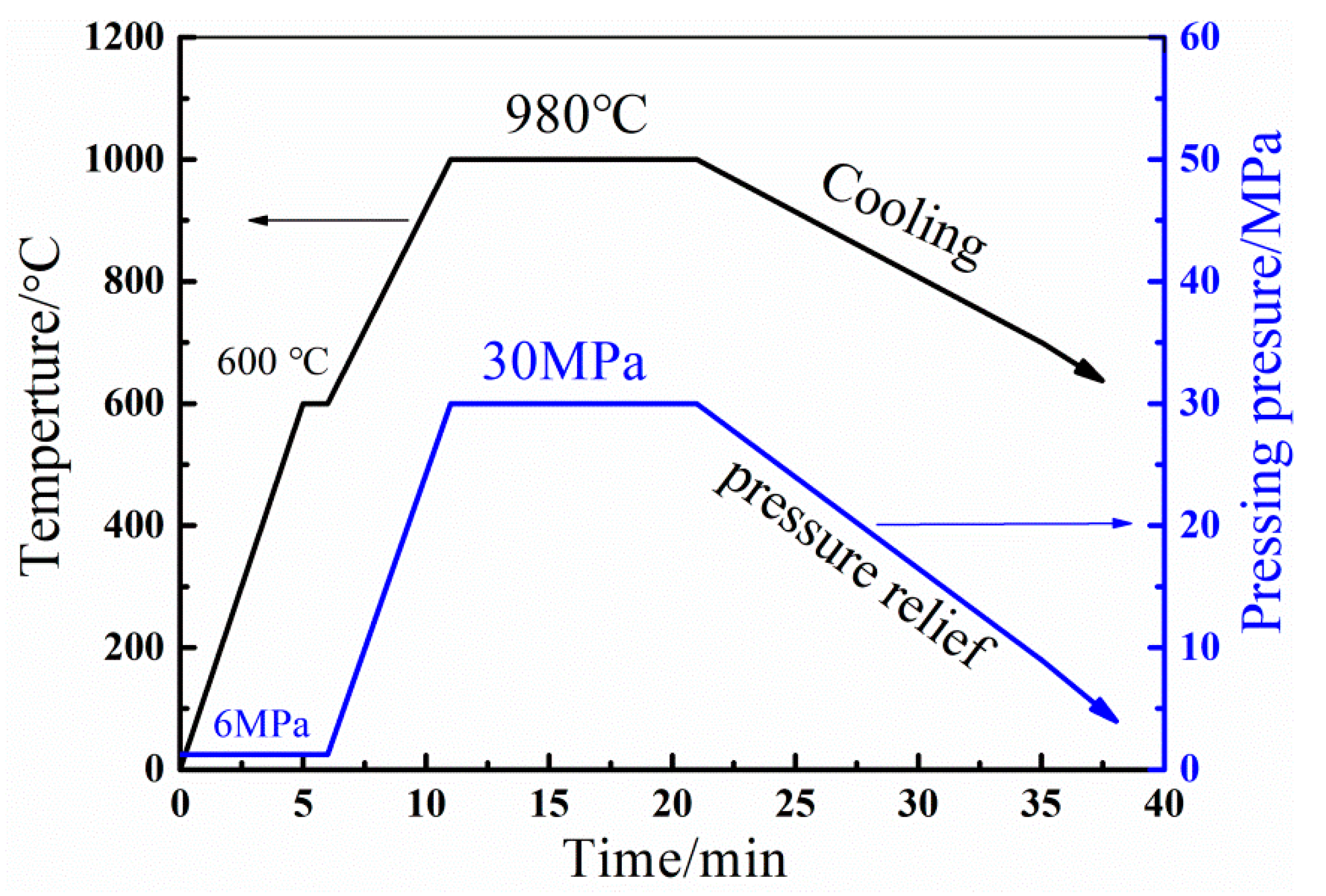
2.1. Material Preparing
2.2. Wear Resistance Test
3. Results and Discussion
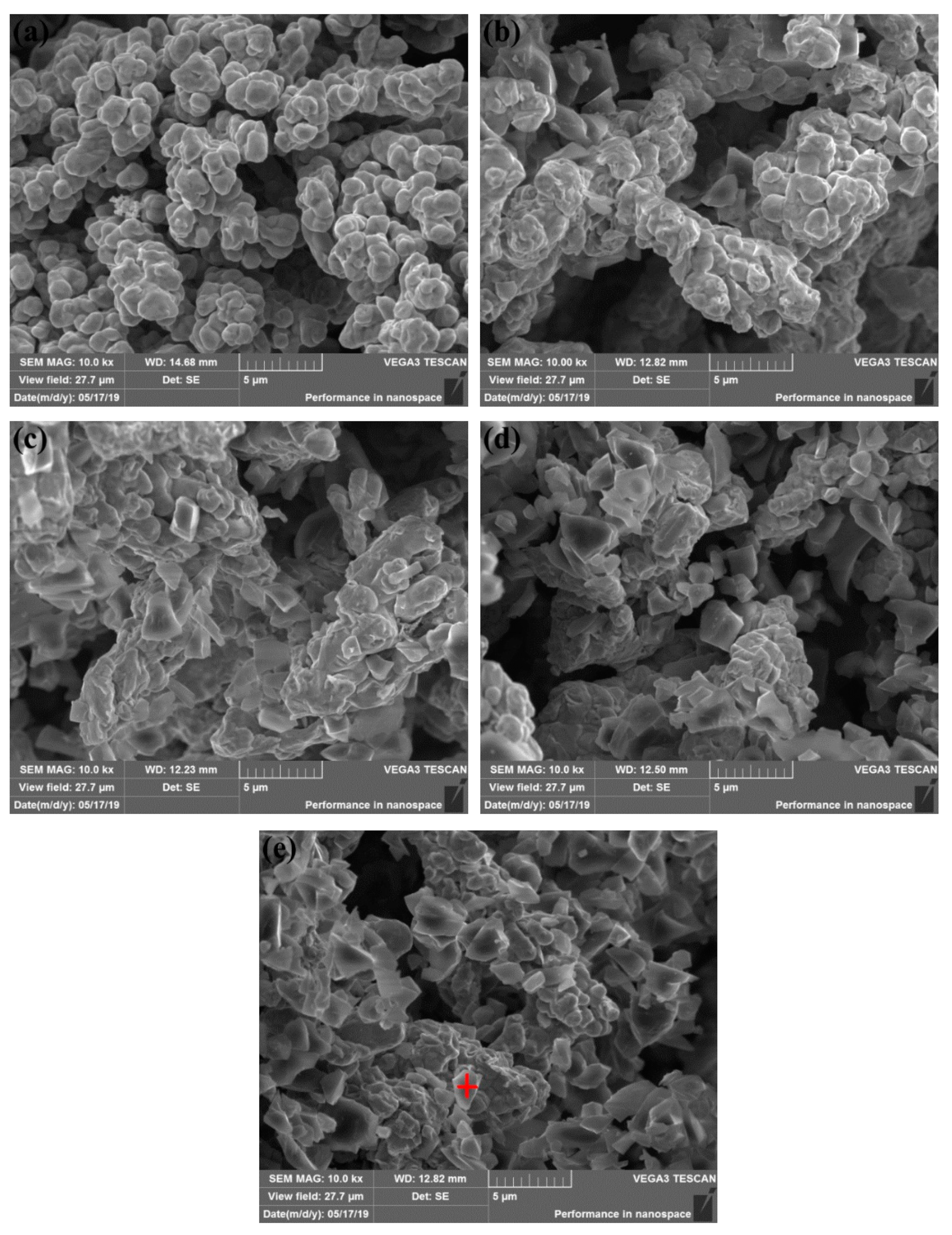
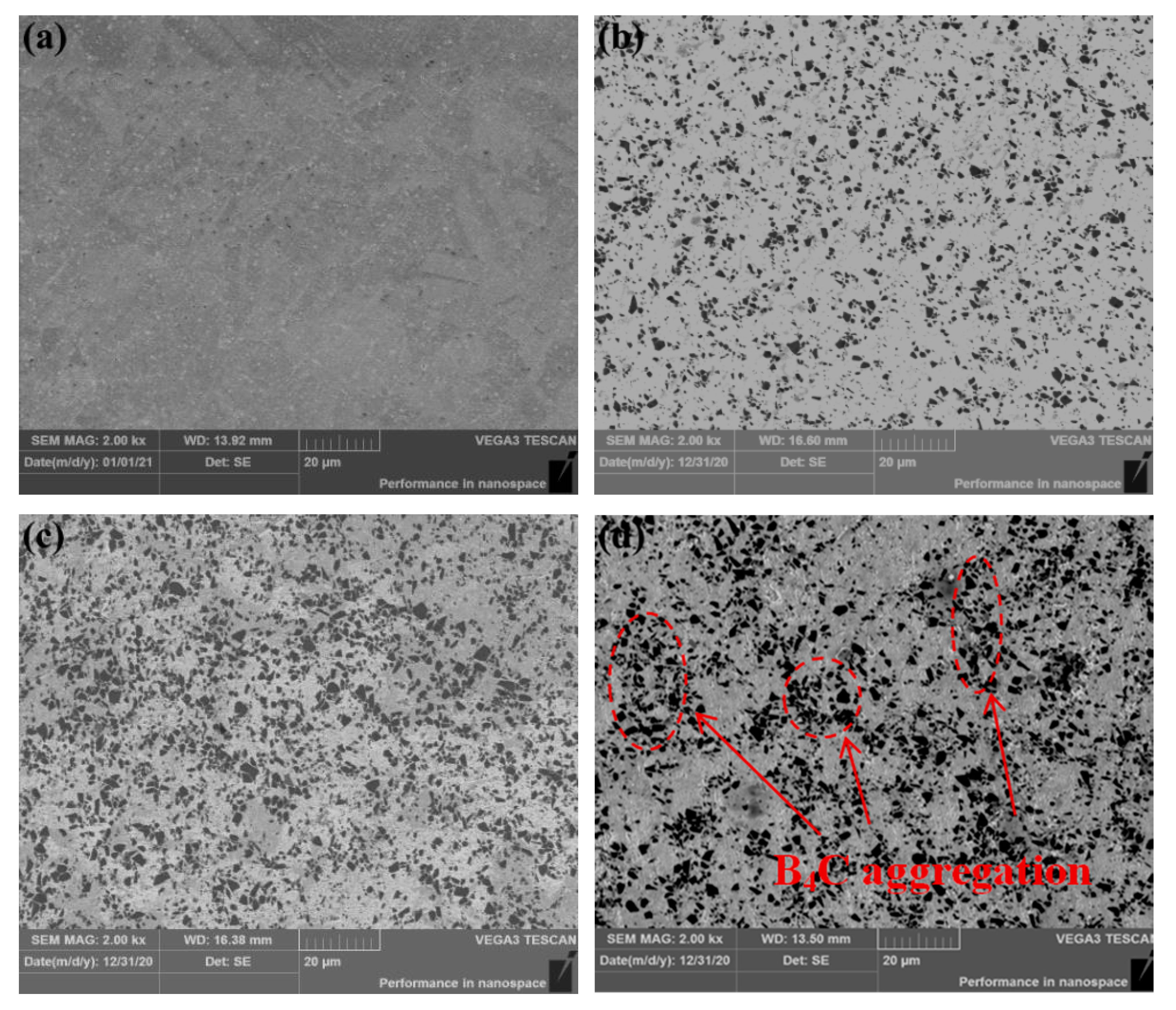
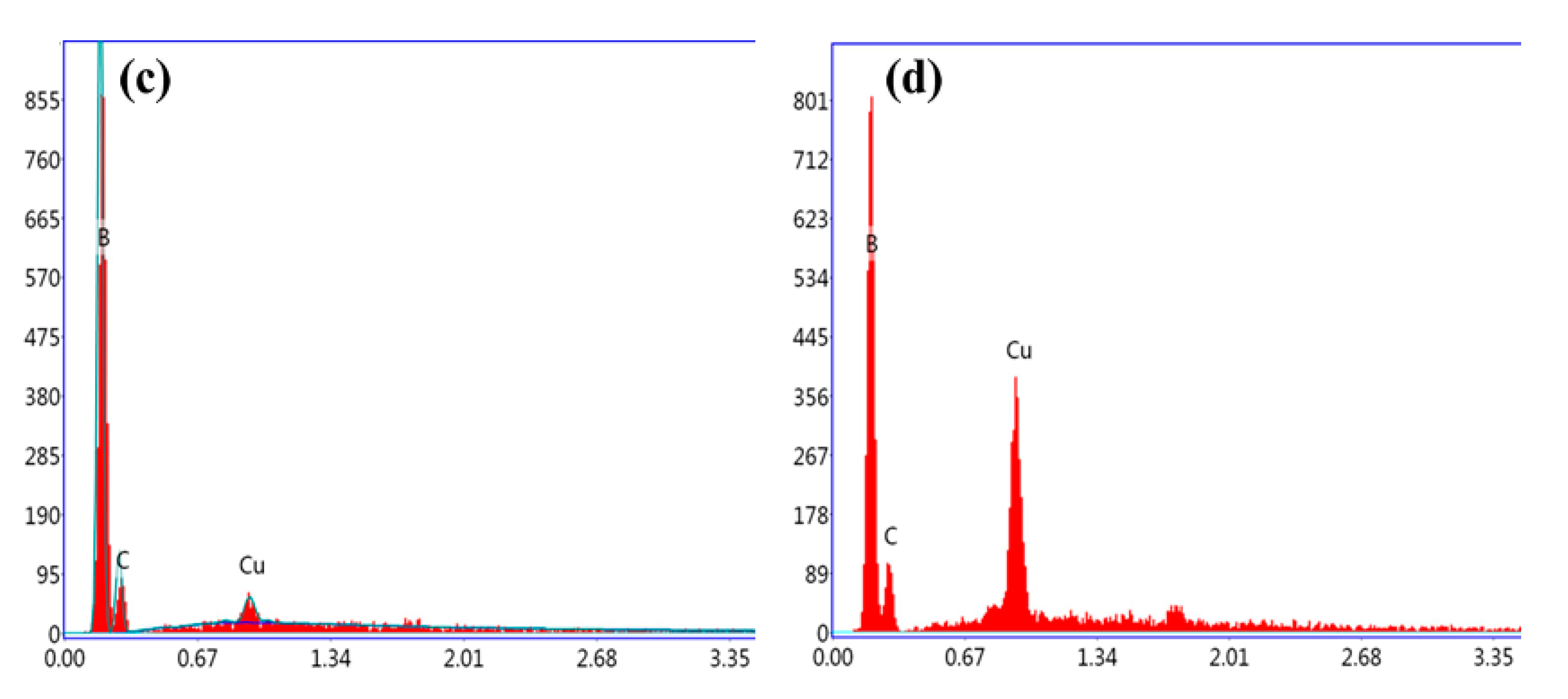
3.1. Microstructures
3.2. Properties of Density, Hardness, and Conductivity
3.3. Wear-Resisting Property
4. Conclusions
- (1)
- The B4C/Cu composite microstructure analysis shows that, in the Cu matrix, B4C ceramics are well distributed. However, when the B4C content is over 15 wt.%, aggregation of the B4C particles occurs;
- (2)
- Both the relative density and conductivity of the B4C/Cu composites gradually decrease as the B4C content increases;
- (3)
- The hardness of the B4C/Cu composites first increase and then decrease. When the content of B4C was 15 wt.%, the hardness of the B4C/Cu composites reached the highest value, 86 HBW, which was 79.2% higher than that of pure Cu. However, when the B4C amount increases to 20 wt.%, the hardness decreases, due to the metallic connection being weakened in the material;
- (4)
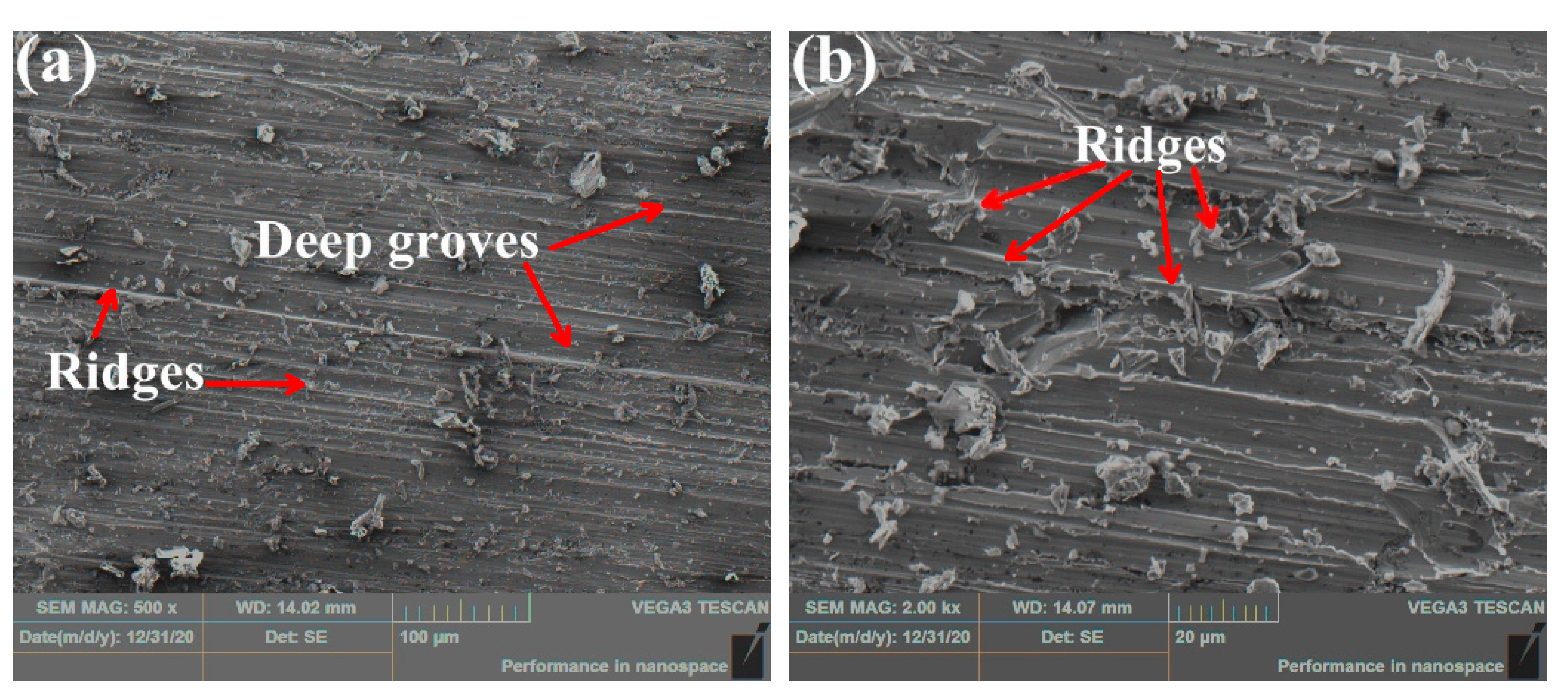
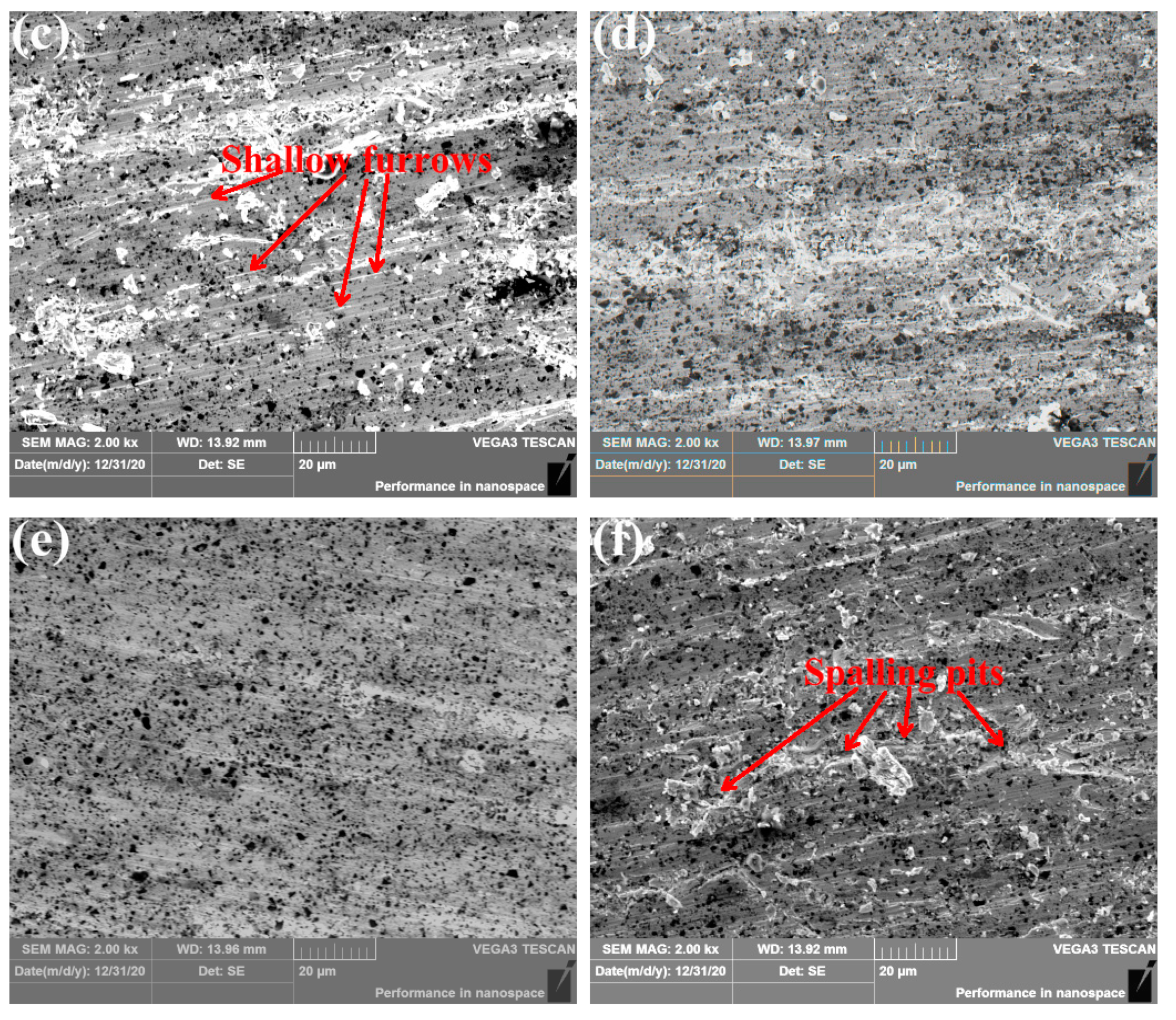
- The Cu-15 wt.% B4C composite has the lowest volume loss, indicating that it has the best wear resistance. Analyses of worn B4C/Cu composite surfaces suggest that deep and narrow grooves, as well as sharp ridges, appear on the worn pure Cu surface, but on the worn Cu-15 wt.% B4C composite surface, the furrows become shallow and few. In particular, ridge formation cannot be found on the worn Cu-15 wt.% B4C composite surface, which represents the enhancement in wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shaik, M.A.; Golla, B.R. Two body abrasion wear behaviour of Cu-ZrB2 composites against SiC emery paper. Wear 2020, 450, 450–451. [Google Scholar] [CrossRef]
- Guiderdoni, C.; Estournès, C.; Peigney, A.; Weibel, A.; Turq, V.; Laurent, C. The preparation of double-walled carbon nanotube/Cu composites by spark plasma sintering, and their hardness and friction properties. Carbon 2011, 49, 4535–4543. [Google Scholar] [CrossRef] [Green Version]
- Rabinarayan, S.; Kumar, O.R. Study of Dry-Sliding Wear Behaviour of Cu-SiCp Metal Matrix Composites. Mater. Today Proc. 2020, 21, 1255–1259. [Google Scholar] [CrossRef]
- Zhao, H.; Feng, Y.; Qian, G.; Huang, X.; Guo, S.; Sun, X. Effect of Ti3AlC2 Content on Electrical Friction and Wear Behaviors of Cu-Ti3AlC2 Composites. Tribol. Lett. 2019, 67, 96. [Google Scholar] [CrossRef]
- Li, X.; Wei, S.; Yang, Q.; Gao, Y.; Zhong, Z. Tribological performance of self-matching pairs of B4C/hBN composite ceramics under different frictional loads. Ceram. Int. 2020, 46, 996–1001. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Yang, Q. Sliding tribological performance of B4C-hBN composite ceramics against AISI 321 steel under distilled water condition. Ceram. Int. 2017, 43, 14932–14937. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Wei, S.; Yang, Q.; Zhong, Z. Dry sliding tribological properties of self-mated couples of B4C-hBN ceramic composites. Ceram. Int. 2017, 43, 162–166. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Wei, S.; Yang, Q. Tribological behaviors of B4C-hBN ceramic composites used as pins or discs coupled with B4C ceramic under dry sliding condition. Ceram. Int. 2017, 43, 1578–1583. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Song, L.; Yang, Q.; Wei, S.; You, L.; Zhou, Y.; Zhang, G.; Xu, L.; Yang, B. Influences of hBN content and test mode on dry sliding tribological characteristics of B4C-hBN ceramics against bearing steel. Ceram. Int. 2018, 44, 6443–6450. [Google Scholar] [CrossRef]
- Lyu, Y.; Sun, Y.; Jing, F. On the microstructure and wear resistance of Fe-based composite coatings processed by plasma cladding with B4C injection. Ceram. Int. 2015, 41, 10934–10939. [Google Scholar] [CrossRef]
- Celik, Y.H.; Kilickap, E. Hardness and Wear Behaviours of Al Matrix Composites and Hybrid Composites Reinforced with B4C and SiC. Powder Metall. Met. Ceram. 2019, 57, 613–622. [Google Scholar] [CrossRef]
- Joshi, S.; Yuvaraj, N.; Singh, R.C.; Chaudhary, R. Microstructural and Wear Investigations of the Mg/B4C Surface Composite Prepared Through Friction Stir Processing. Trans. Indian Inst. Met. 2020, 73, 3007–3018. [Google Scholar] [CrossRef]
- Pandey, S.; Shrivastava, P.K. Vibration-assisted electrical arc machining of 10% B4C/Al metal matrix composite. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 234, 1156–1170. [Google Scholar] [CrossRef]
- Namini, A.S.; Delbari, S.A.; Nayebi, B.; Asl, M.S.; Parvizi, S. Effect of B4C content on sintering behavior, microstructure and mechanical properties of Ti-based composites fabricated via spark plasma sintering. Mater. Chem. Phys. 2020, 251, 123087. [Google Scholar]
- Hynes, N.R.J.; Raja, S.; Tharmaraj, R.; Pruncu, C.I.; Dispinar, D. Mechanical and tribological characteristics of boron carbide reinforcement of AA6061 matrix composite. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 155. [Google Scholar] [CrossRef]
- Aherwar, A.; Patnaik, A.; Pruncu, C.I. Effect of B4C and waste porcelain ceramic particulate reinforcements on mechanical and tribological characteristics of high strength AA7075 based hybrid composite. J. Mater. Res. Technol. 2020, 9, 9882–9894. [Google Scholar] [CrossRef]
- Prajapati, P.K.; Chaira, D. Fabrication and Characterization of Cu–B4C Metal Matrix Composite by Powder Metallurgy: Effect of B4C on Microstructure, Mechanical Properties and Electrical Conductivity. Trans. Indian Inst. Met. 2019, 72, 673–684. [Google Scholar] [CrossRef]
- Balalan, Z.; Gulan, F. Microstructure and mechanical properties of Cu-B4C and CuAl-B4C composites produced by hot pressing. Rare Met. 2019, 38, 1169–1177. [Google Scholar] [CrossRef]
- Qin, Q.; Wang, T.; Hua, J. Effect of B4C Content on Friction and Wear Properties of Copper-based Powder Metallurgy Friction Materials. Lubr. Eng. 2017, 42, 77–81. [Google Scholar]
- Bai, H. Preparation and Research of Diamond (Boron Carbide)/Metal Composite Encapsulation Material. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2013. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BCu0 | BCu5 | BCu10 | BCu15 | BCu20 | |
|---|---|---|---|---|---|
| Cu | 100 | 95 | 90 | 85 | 80 |
| B4C | 0 | 5 | 10 | 15 | 20 |
| Element | B | C |
|---|---|---|
| Content, at.% | 80.8 | 18.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, D.; Li, X.; Yang, Q. Effect on Microstructure and Performance of B4C Content in B4C/Cu Composite. Metals 2021, 11, 1250. https://doi.org/10.3390/met11081250
Shu D, Li X, Yang Q. Effect on Microstructure and Performance of B4C Content in B4C/Cu Composite. Metals. 2021; 11(8):1250. https://doi.org/10.3390/met11081250
Chicago/Turabian StyleShu, Dayu, Xiuqing Li, and Qingxia Yang. 2021. "Effect on Microstructure and Performance of B4C Content in B4C/Cu Composite" Metals 11, no. 8: 1250. https://doi.org/10.3390/met11081250