
Effect of Hot-Rolled Heavy Section Bars Post-Deformation Cooling on the Microstructure Refinement and Mechanical Properties of Microalloyed Steels


 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. D-700 Rolling Mill at COGNOR HSJ
3. Results and Discussion
3.1. Preliminary Results—Steel A
3.2. Results for Steels B, C, D
4. Conclusions
- (1)
- During normalizing rolling of heavy section bars made of S355J2 steel, the most crucial elements with respect to ensuring the sufficient level of impact toughness are Al, V, Ti and N. It has been found that steel with increased level of Al-N-V (within the limits of EN-10025-2 Standard) provides the most optimal ratio of strength and impact toughness.
- (2)
- Additional grain refinement can be obtained by applying continuous cooling after the rolling process. However, accelerated heat removal from the volume of the bars after rolling is not always advantageous from the point of view of the performance of the bars. It is necessary to determine the optimal range of cooling rates that would guarantee the grain refinement, but not cause the appearance of undesirable phases, such as bainite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Ravichandar, D.; Nagashanmugam, K.B.; Balusamy, T. Slow cooling of hot rolled bars to eliminate hydrogen induced cracks in Cr-Mo steels. Indian J. Eng. Mater. Sci. 2015, 22, 283–287. [Google Scholar]
- Pan, T.; Chai, X.Y.; Wang, J.G.; Su, H.; Yang, C. Precipitation Behavior of V-N Microalloyed Steels during Normalizing. J. Iron Steel Res. Int. 2015, 22, 1037–1042. [Google Scholar] [CrossRef]
- Ilievski, R.; Martinova, Z.; Krstevski, B.; Maddeski, J. Determination of the Restart Temperature for Normalized Rolling of C-Mn Steel in Plate Mill. In Proceedings of the VIII International Congress Machines, Technologies, Materials’2011, Varna, Bulgaria, 19–21 September 2011; pp. 160–163. [Google Scholar]
- Garbarz, B.; Wozniak, D.; Adamczyk, M.; Zalecki, W.; Janusz, S.; Krawczyk, A.; Gwozdz-Kotnis, A. Technology of Heat Treatment of the Large Section Bars Made of Structural Steel Using Controlled Continuous Cooling From the Austenite Phase. J. Met. Mater. 2020, 72, 2–20. [Google Scholar]
- Da Silva Septimio, R.; Button, S.T.; Van Tyne, C.J. Processing maps for the analysis of hot workability of microalloyed steels 38MnSiVS5 and 0.39C1.47Mn. J. Mater. Sci. 2016, 51, 2512–2528. [Google Scholar] [CrossRef]
- Rešković, S.; Slokar Benić, L.; Lovrenić-Jugović, M. The interdependence of the degree of precipitation and dislocation density during the thermomechanical treatment of microalloyed niobium steel. Metals 2020, 10, 294. [Google Scholar] [CrossRef] [Green Version]
- Uranga, P.; Rodríguez-Ibabe, J.M. Thermomechanical processing of steels. Metals 2020, 10, 641. [Google Scholar] [CrossRef]
- Gómez, M.; Rancel, L.; Medina, S.F. Effects of aluminium and nitrogen on static recrystallisation in V-microalloyed steels. Mater. Sci. Eng. A 2009, 506, 165–173. [Google Scholar] [CrossRef] [Green Version]
- Baker, T.N. Titanium microalloyed steels. Ironmak. Steelmak. 2019, 46, 1–55. [Google Scholar] [CrossRef]
- Tong, L.; Niu, L.; Jing, S.; Ai, L.; Zhao, X.L. Low temperature impact toughness of high strength structural steel. Thin-Walled Struct. 2018, 132, 410–420. [Google Scholar] [CrossRef]
- EN ISO 6892-1B:2016. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; International Organization of Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 148-1:2016. Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method; International Organization of Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 643:2019. Steels—Micrographic Determination of the Apparent Grain Size; International Organization of Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- Cuddy, L.J.; Raley, J.C. Austenite grain coarsening in microalloyed steels. Metall. Mater. Trans. A 1983, 14, 1989–1995. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Group | C | Mn | Si | Cr | Ni | Mo | Ti | Alc | V | N2 |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 0.20 | 1.22 | 0.28 | 0.16 | 0.09 | 0.02 | 0.002 | 0.030 | 0.002 | 0.0070 |
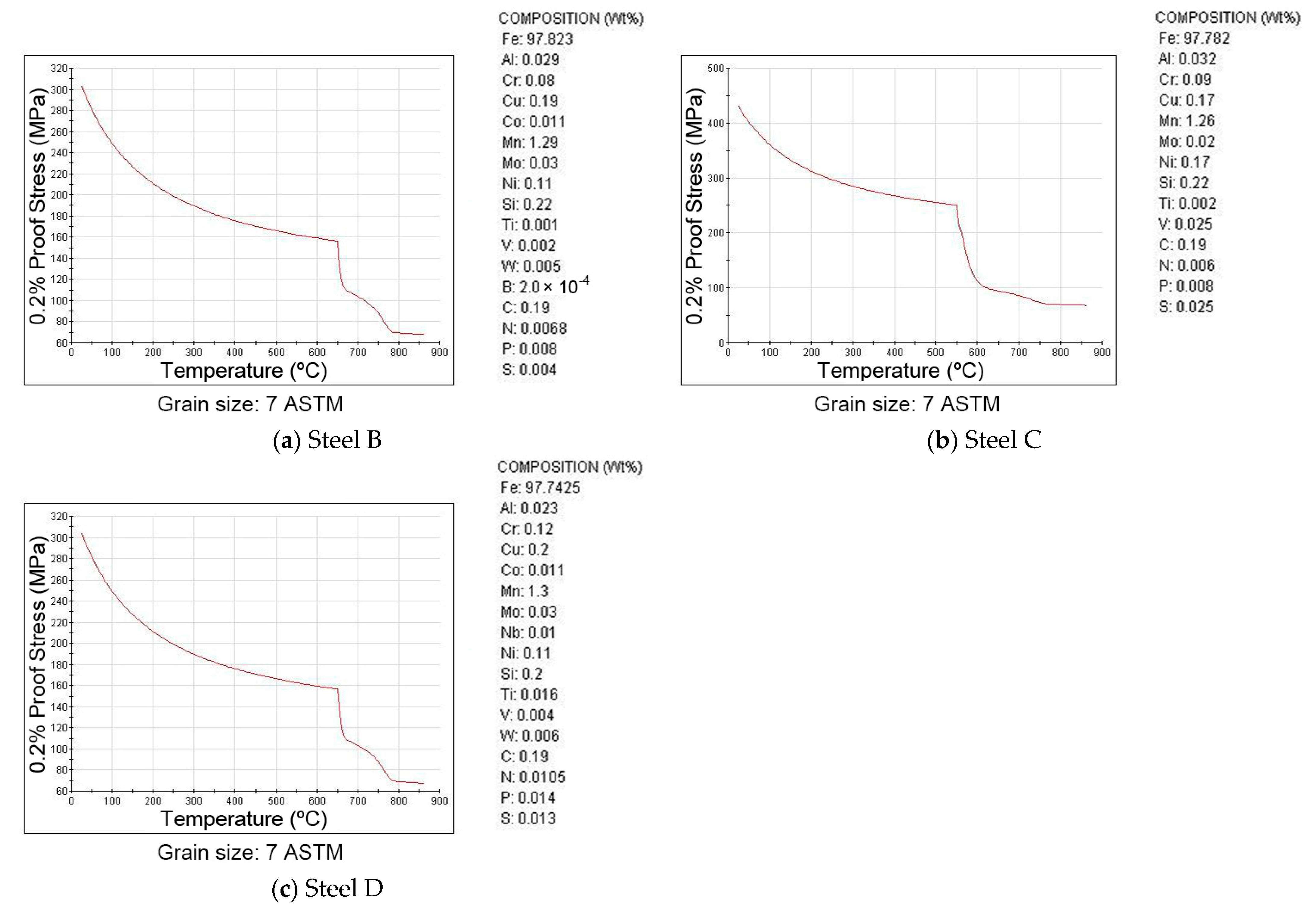
| B | 0.19 | 1.29 | 0.22 | 0.08 | 0.11 | 0.03 | 0.001 | 0.029 | 0.002 | 0.0068 |
| C | 0.19 | 1.26 | 0.22 | 0.09 | 0.17 | 0.02 | 0.002 | 0.032 | 0.025 | 0.006 |
| D | 0.19 | 1.3 | 0.2 | 0.12 | 0.11 | 0.03 | 0.016 | 0.023 | 0.004 | 0.0071 |
| YS, MPa | UTS, MPa | A, % | Z, % | Avg. KV-20, J | Avg. KV-40, J |
|---|---|---|---|---|---|
| 363 | 535 | 30.6 | 67.5 | 62 | 21.6 |
| Steel | YS, MPa | TS, MPa | A, % | Z, % | Avg. KV-20, J |
|---|---|---|---|---|---|
| B | 350 | 554 | 31.0 | 69.7 | 74.3 |
| C | 363 | 548 | 30.2 | 67.5 | 60.6 |
| D | 331 | 522 | 30.8 | 66.3 | 84.3 |
| Bar Dimension, mm | YS, MPa | TS, MPa | A, % | Z, % | Avg. KV-20, J |
|---|---|---|---|---|---|
| 150 | 369 | 561 | 25.4 | 64.0 | 36.33 |
| 140 | 369 | 561 | 25.4 | 61.5 | 46.33 |
| 150 | 350 | 535 | 30.0 | 64.0 | 35.33 |
| 150 | 338 | 529 | 30.0 | 66.3 | 46.00 |
| 110 | 357 | 548 | 26.4 | 66.3 | 40.67 |
| 120 | 331 | 548 | 32.4 | 70.8 | 59.33 |
| 140 | 363 | 554 | 29.4 | 64.0 | 46.67 |
| 150 | 370 | 552 | 28.6 | 63.3 | 52.33 |
| 120 | 376 | 535 | 29.4 | 64.0 | 43.00 |
| 120 | 344 | 535 | 26.8 | 64.0 | 58.33 |
| 100 | 376 | 548 | 28.6 | 64.0 | 63.33 |
| 80 | 401 | 548 | 27.2 | 68.6 | 80.67 |
| 90 | 376 | 561 | 27.0 | 65.2 | 86.33 |
| 95 | 401 | 573 | 27.8 | 65.2 | 65.67 |
| 95 | 401 | 567 | 26.8 | 69.7 | 71.00 |
| 135 | 369 | 561 | 28.4 | 62.8 | 51.00 |
| 85 | 389 | 554 | 30.4 | 70.8 | 59.00 |
| 130 | 363 | 548 | 30.2 | 67.5 | 60.67 |
| Batch No. | Grade | KV-40C, J | YS, MPa | C | P | Mn | Si | Cr | Ni | Cu | Mo | V | N2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | A | 63 | 459 | 0.19 | 0.01 | 1.38 | 0.37 | 0.08 | 0.27 | 0.14 | 0.02 | 0.099 | 0.0082 |
| 2 | C | 75 | 471 | 0.18 | 0.009 | 1.35 | 0.37 | 0.13 | 0.22 | 0.17 | 0.03 | 0.095 | 0.0095 |
| 3 | C | 73 | 452 | 0.2 | 0.005 | 1.39 | 0.39 | 0.11 | 0.21 | 0.17 | 0.03 | 0.095 | 0.0077 |
| 4 | B | 31 | 497 | 0.19 | 0.011 | 1.54 | 0.40 | 0.15 | 0.44 | 0.16 | 0.06 | 0.104 | 0.0159 |
| 5 | B | 17 | 427 | 0.17 | 0.014 | 1.54 | 0.41 | 0.12 | 0.32 | 0.17 | 0.06 | 0.102 | 0.0080 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banasiak, M.; Hornik, A.; Szczęch, S.; Majta, J.; Kwiecień, M.; Cebo-Rudnicka, A.; Rywotycki, M.; Muszka, K. Effect of Hot-Rolled Heavy Section Bars Post-Deformation Cooling on the Microstructure Refinement and Mechanical Properties of Microalloyed Steels. Metals 2021, 11, 1284. https://doi.org/10.3390/met11081284
Banasiak M, Hornik A, Szczęch S, Majta J, Kwiecień M, Cebo-Rudnicka A, Rywotycki M, Muszka K. Effect of Hot-Rolled Heavy Section Bars Post-Deformation Cooling on the Microstructure Refinement and Mechanical Properties of Microalloyed Steels. Metals. 2021; 11(8):1284. https://doi.org/10.3390/met11081284
Chicago/Turabian StyleBanasiak, Monika, Andrzej Hornik, Stanisław Szczęch, Janusz Majta, Marcin Kwiecień, Agnieszka Cebo-Rudnicka, Marcin Rywotycki, and Krzysztof Muszka. 2021. "Effect of Hot-Rolled Heavy Section Bars Post-Deformation Cooling on the Microstructure Refinement and Mechanical Properties of Microalloyed Steels" Metals 11, no. 8: 1284. https://doi.org/10.3390/met11081284