
Texture Evolution with Different Rolling Parameters of Ferritic Rolled IF Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Deep Drawing Properties under Different Rolling Parameters
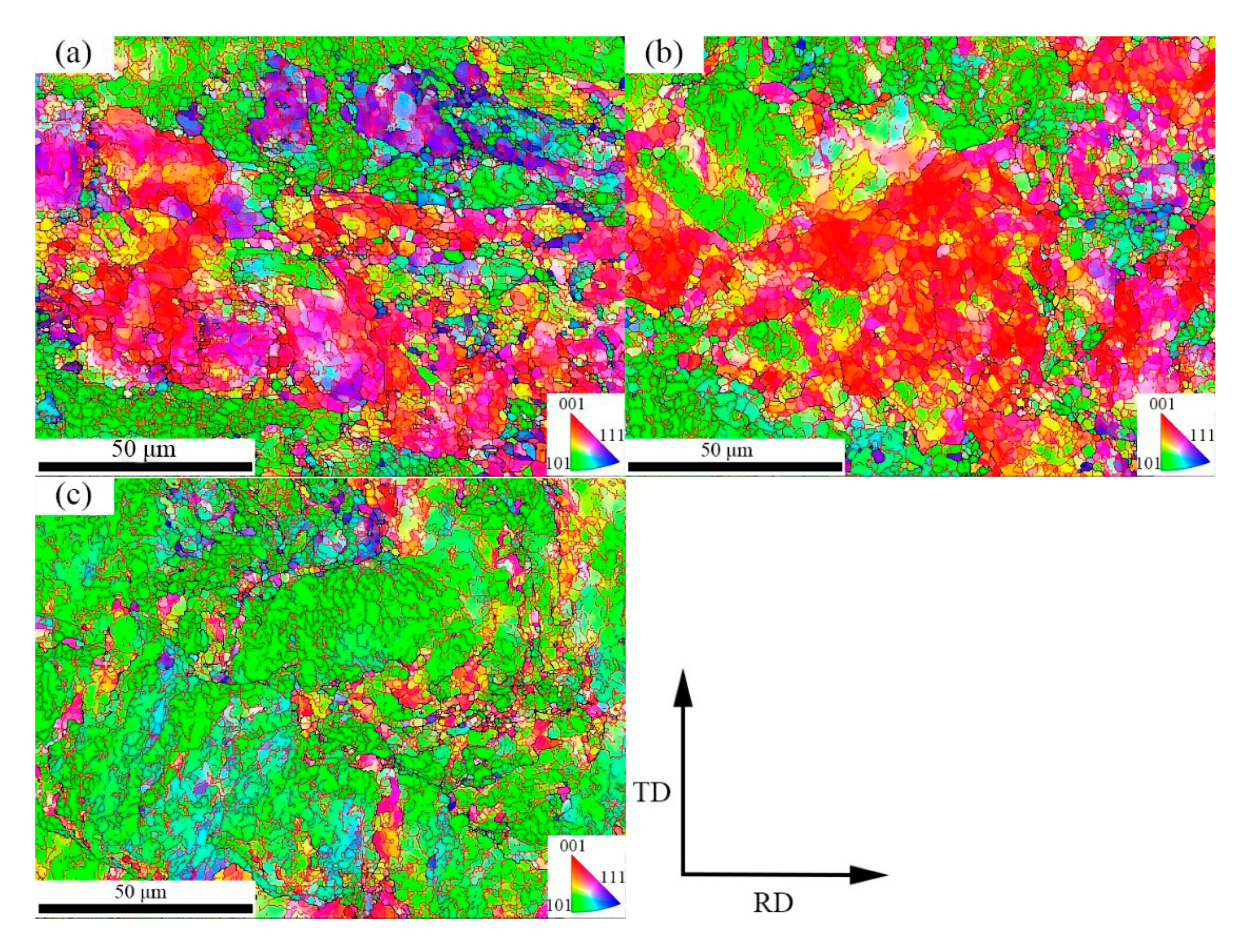
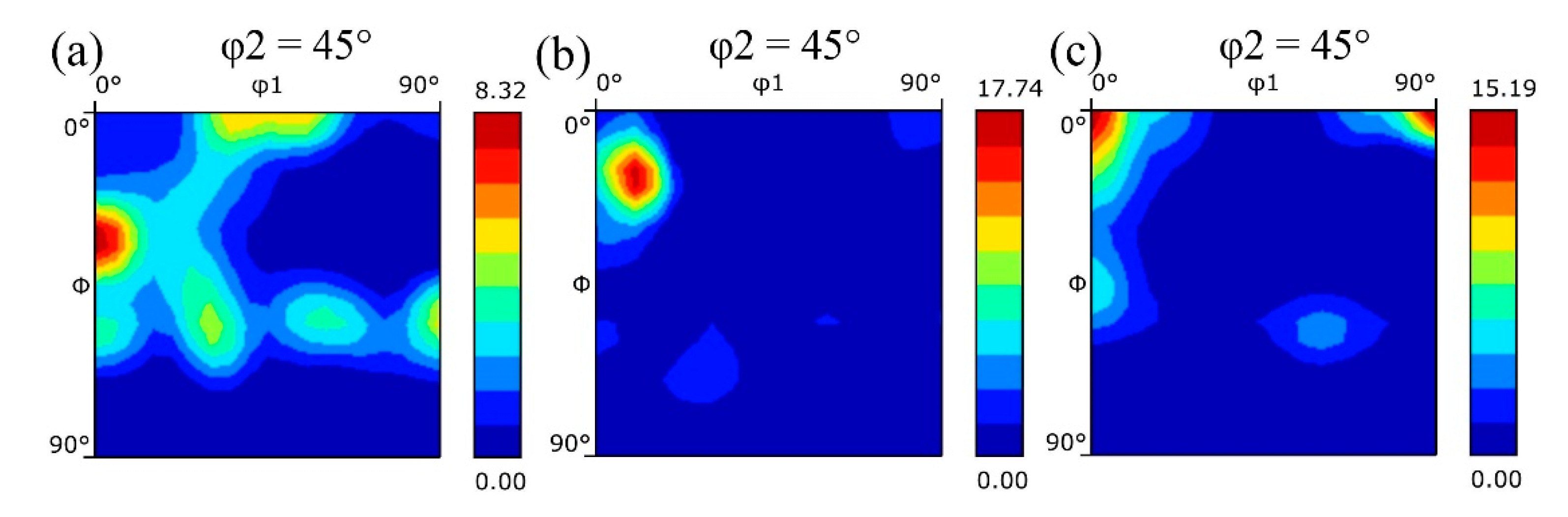
3.2. Evolution of Texture with Different Reduction Rates
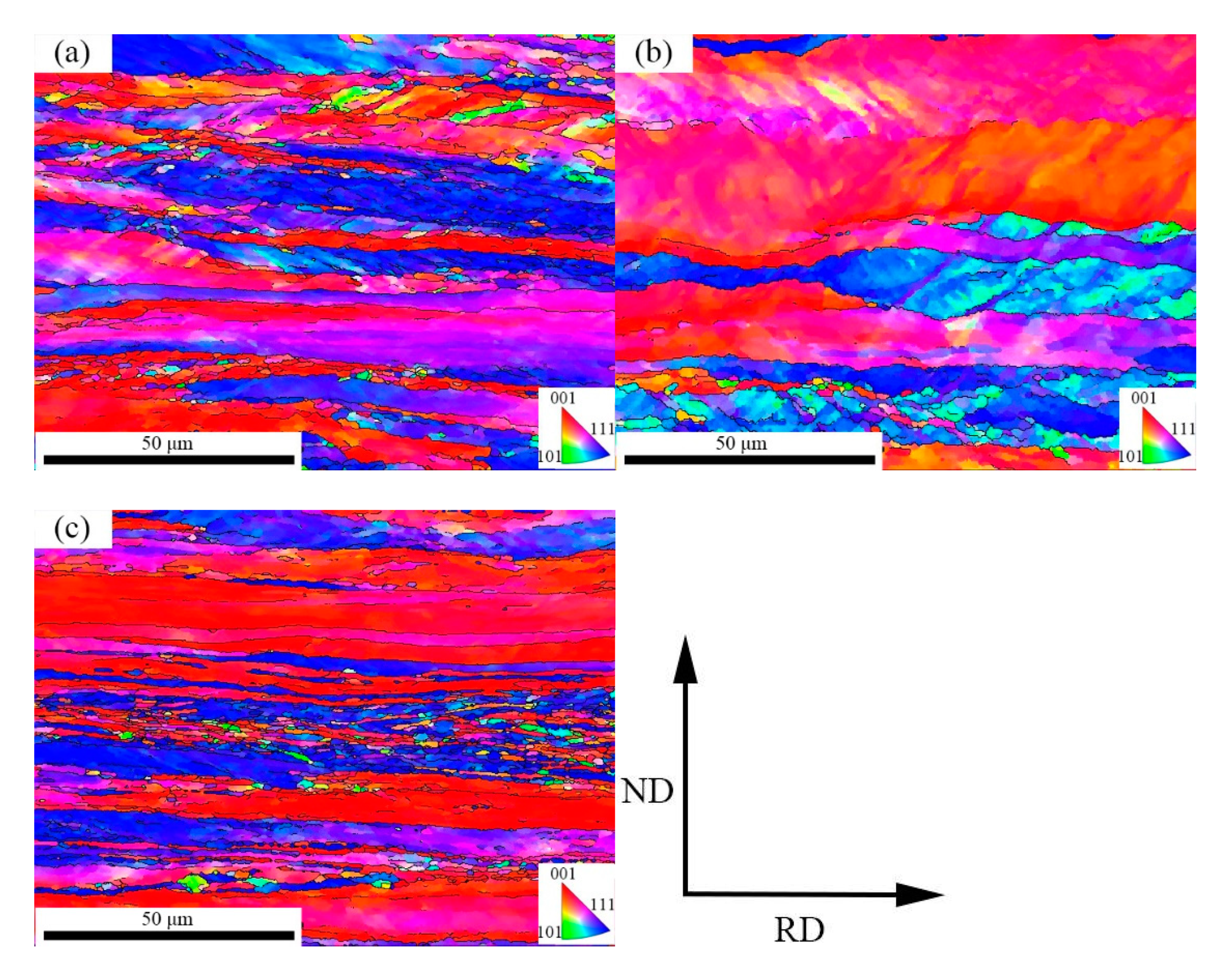
3.3. Evolution of Texture with Different Deformation Temperature
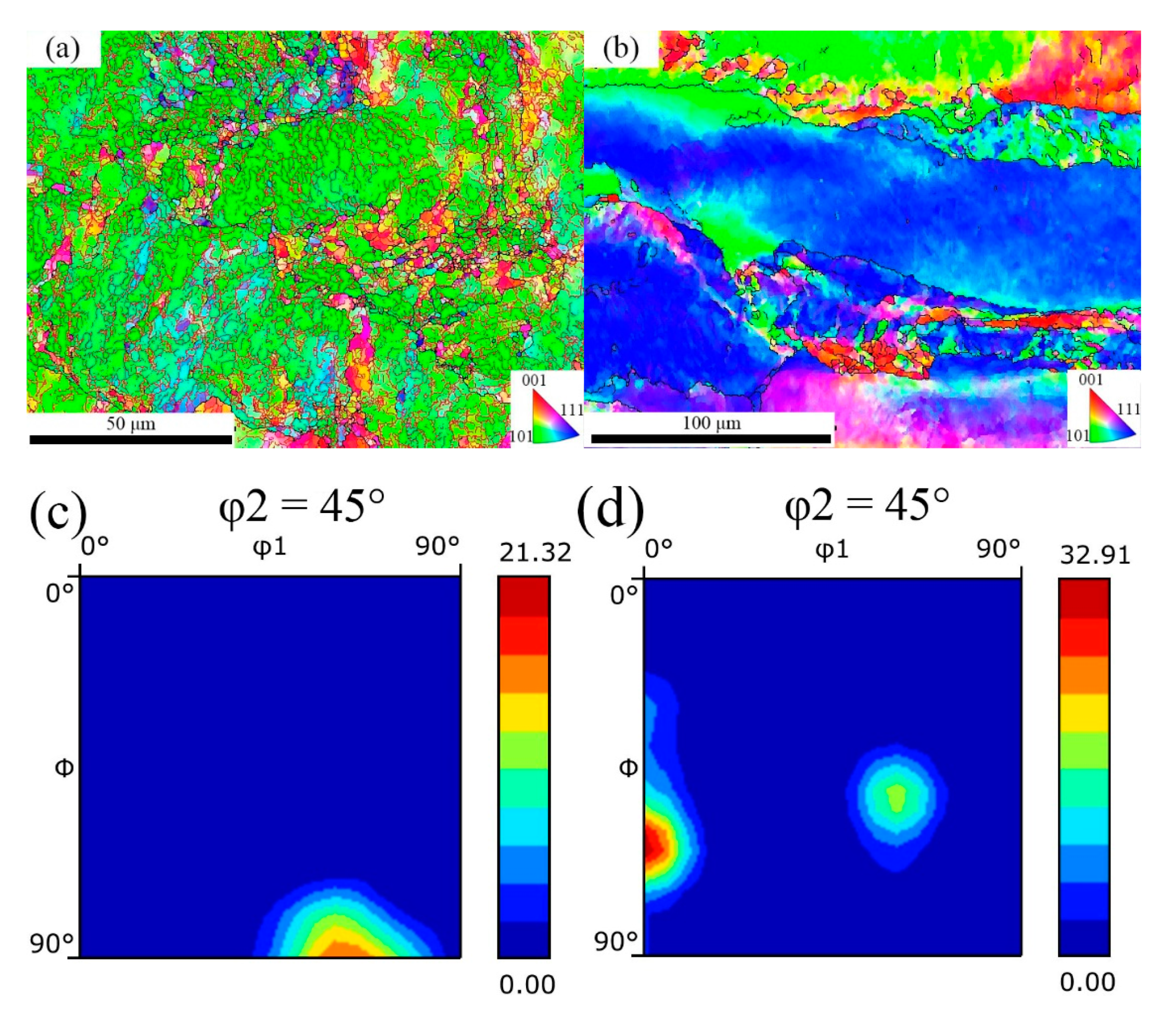
3.4. Influence of Lubrication on the Texture
4. Discussion
5. Conclusions
- Under the condition of non-lubricated rolling, the r-value of the steel plate increased with the decrease in the reduction rate. However, the r-value was lower comparatively (maximum 0.85). However, in lubricated rolling, the r-value of the steel plate increased from 0.74 to 1.47 under the same deformation condition.
- Under the non-lubricated rolling condition, due to the friction generated shear deformation of the steel surface, the Goss texture was produced, and its strength decreased with the decrease in the reduction rate, and increased with the decrease in the deformation temperature. The center of the steel plate showed a γ texture of moderate strength under non-lubrication. The lubricated rolling reduced the shear deformation of the steel surface, forming a weak γ texture on the surface and a strong γ texture at the center, which improved the uniformity of the texture along the thickness. Hence, it was found that lubrication affects the texture formation, and, in turn, affects the r-value or the deep drawing performance of the IF steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Máthis, K.; Krajňák, T.; Kužel, R.; Gubicza, J. Structure and mechanical behaviour of interstitial-free steel processed by equal-channel angular pressing. J. Alloys Compd. 2011, 509, 3522–3525. [Google Scholar] [CrossRef]
- Ghosh, P.; Bhattacharya, B.; Ray, R.K. Comparative study of precipitation behavior and texture formation in continuously annealed Ti and Ti+Nb added interstitial-free high-strength steels. Scr. Mater. 2008, 58, 939–942. [Google Scholar] [CrossRef]
- Jamaati, R. Annealing texture of nanostructured IF steel. Mater. Charact. 2015, 106, 411–419. [Google Scholar] [CrossRef]
- Kamikawa, N.; Sakai, T.; Tsuji, N. Effect of redundant shear strain on microstructure and texture evolution during accumulative roll-bonding in ultralow carbon IF steel. Acta Mater. 2007, 55, 5873–5888. [Google Scholar] [CrossRef]
- Gazder, A.A.; Sánchez-Araiza, M.; Jonas, J.J.; Pereloma, E.V. Evolution of recrystallization texture in a 0.78 wt.% Cr extra-low-carbon steel after warm and cold rolling. Acta Mater. 2011, 59, 4847–4865. [Google Scholar] [CrossRef]
- Eloot, K.; Okuda, K.; Sakata, K.; Obara, T. Texture Evolution during Cold Rolling and Recrystallisation of IF Steel with a Strong {111} Hot Band Texture. ISIJ Int. 1998, 38, 602–609. [Google Scholar] [CrossRef]
- Li, B.L.; Godfrey, A.; Meng, Q.C.; Liu, Q.; Hansen, N. Microstructural evolution of IF-steel during cold rolling. Acta Mater. 2004, 52, 1069–1081. [Google Scholar] [CrossRef]
- Deeparekha, N.; Gupta, A.; Demiral, M.; Khatirkar, R.K. Cold rolling of an interstitial free (IF) steel—Experiments and simulations. Mech Mater. 2020, 148, 103420. [Google Scholar] [CrossRef]
- Barnett, M.R. Role of In-grain Shear Bands in the Nucleation of //ND Recrystallization Textures in Warm Rolled Steel. ISIJ Int. 1998, 38, 78–85. [Google Scholar] [CrossRef] [Green Version]
- Barnett, M.R.; Jonas, J.J. Influence of Ferrite Rolling Temperature on Grain Size and Texture in Annealed Low C and IF Steels. ISIJ Int. 1997, 37, 706–714. [Google Scholar] [CrossRef]
- Huang, A.K.; Wang, Z.G.; Liu, X.; Yuan, Q.Q.; Ye, J.Y.; Zhang, Y.H. Dynamic strain aging and serrated flow behavior of Cr-Ti-B low carbon steel during warm deformation. Mater. Charact. 2021, 172, 110828. [Google Scholar] [CrossRef]
- Wang, Z.D.; Guo, Y.H.; Sun, D.Q.; Liu, X.H.; Wang, G.D. Texture comparison of an ordinary IF steel and a high-strength IF steel under ferritic rolling and high-temperature coiling. Mater. Charact. 2006, 57, 402–407. [Google Scholar] [CrossRef]
- Um, K.K.; Jeong, H.T.; An, J.K.; Lee, D.N.; Kim, G.; Kwon, O. Effect of Initial Sheet Thickness on Shear Deformation in Ferritic Rolling of IF-Steel Sheets. ISIJ Int. 2000, 40, 58–64. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.W.; He, G.N.; Peng, H.; Jiang, B.; Zhang, C.L.; Liu, Y.Z. Microstructures and Mechanical Properties of Low Carbon Steel Hot Rolled in Ferrite Region Based on CSP Line. Steel Res. Int. 2019, 90, 7. [Google Scholar] [CrossRef]
- Barnett, M.R.; Jonas, J.J. Distinctive Aspects of the Physical Metallurgy of Warm Rolling. ISIJ Int. 1999, 39, 856–873. [Google Scholar] [CrossRef]
- Akbari, G.H.; Sellars, C.M.; Whiteman, J.A. Microstructural development during warm rolling of an IF steel. Acta Mater. 1997, 45, 5047–5058. [Google Scholar] [CrossRef]
- Han, F.T.; Wang, Z.C.; Jing, C.N.; Liu, X.M.; Su, J.; Zhang, S.Y. Microstructure and Microtexture Evolution during Batch Annealing of Warm-Rolled Ti-IF Steel Sheets. Appl. Mech. Mater. 2013, 331, 443–447. [Google Scholar] [CrossRef]
- Barnett, M.R.; Kestens, L. Formation of {111} and {111} Textures in Cold Rolled and Annealed IF Sheet Steel. ISIJ Int. 1999, 39, 923–929. [Google Scholar] [CrossRef]
- Samajdar, I.; Verlinden, B.; Houtte, P.V.; Vanderschueren, D. γ-Fibre recrystallization texture in IF-steel: An investigation on the recrystallization mechanisms. Mater. Sci. Eng. A 1997, 238, 343–350. [Google Scholar] [CrossRef]
- Jia, M.X.; Lü, Y.P.; Xu, L.F.; Song, Y.P. The Influence of Friction on the Texture Formation of a IF Steel during Hot Rolling in the Ferrite Region. Steel Res. Int. 2013, 84, 761–765. [Google Scholar] [CrossRef]
- Bateni, M.R.; Szpunar, J.A.; Wang, X.; Li, D.Y. The effect of wear and corrosion on internal crystalline texture of carbon steel and stainless steel. Wear 2005, 259, 400–404. [Google Scholar] [CrossRef]
- Kong, N.; Zhang, J.; Li, H.B.; Wei, B.Y.; Mitchell, D.R. The Influence of a Novel Inorganic-Polymer Lubricant on the Microstructure of Interstitial-Free Steel During Ferrite Rolling. Metals 2020, 10, 178. [Google Scholar] [CrossRef] [Green Version]
- Daniel, D.; Jonas, J.J. Measurement and prediction of plastic anisotropy in deep-drawing steels. Metall. Trans. A 1990, 21, 331. [Google Scholar] [CrossRef]
- Kapoor, I.; Lan, Y.J.; Rijkenberg, A.; Li, Z.S.; Janik, V. Quasi in-situ analysis of geometrically necessary dislocation density in α-fiber and γ-fiber during static recrystallization in cold-rolled low-carbon microalloyed steel. Mater. Charact. 2018, 145, 686–696. [Google Scholar] [CrossRef] [Green Version]
- Gladkovsky, S.V.; Kuteneva, S.V.; Kamantsev, I.S.; Sergeev, S.N.; Safarov, I.M. Effect of plastic deformation on the structure and mechanical properties of an ultra-low carbon interstitial-free steel in the monolithic material and as a component of a sandwich composite. Phys. Metal Metallogr. 2016, 117, 1070–1077. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Ti |
|---|---|---|---|---|---|
| 0.0035 | 0.005 | 0.225 | 0.0097 | 0.011 | 0.067 |
| Sample | Lubricated Rolling | r | Δr |
|---|---|---|---|
| 800 °C—88% | No | 0.69 | 0.08 |
| 800 °C—78% | No | 0.83 | 0.28 |
| 800 °C—67% | No | 0.85 | 0.26 |
| 750 °C—78% | No | 0.71 | 0.21 |
| 700 °C—78% | No | 0.74 | 0.16 |
| 700 °C—78%—1 | Yes | 1.47 | 0.78 |
| Texture Components | r | Δr |
|---|---|---|
| {001}<110> | 0.4 | −0.8 |
| {112}<110> | 2.1 | −2.7 |
| {111}<110> | 2.6 | 0 |
| {111}<112> | 2.6 | 0 |
| {554}<225> | 2.6 | 1.1 |
| {011}<001> | 5.1 | 8.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Cai, Z.; Wang, S.; Wu, H.; Feng, Y.; Liu, Y.; Mao, X. Texture Evolution with Different Rolling Parameters of Ferritic Rolled IF Steel. Metals 2021, 11, 1341. https://doi.org/10.3390/met11091341
Li L, Cai Z, Wang S, Wu H, Feng Y, Liu Y, Mao X. Texture Evolution with Different Rolling Parameters of Ferritic Rolled IF Steel. Metals. 2021; 11(9):1341. https://doi.org/10.3390/met11091341
Chicago/Turabian StyleLi, Leilei, Zhen Cai, Shuize Wang, Huibin Wu, Yuhui Feng, Yongqian Liu, and Xinping Mao. 2021. "Texture Evolution with Different Rolling Parameters of Ferritic Rolled IF Steel" Metals 11, no. 9: 1341. https://doi.org/10.3390/met11091341
APA StyleLi, L., Cai, Z., Wang, S., Wu, H., Feng, Y., Liu, Y., & Mao, X. (2021). Texture Evolution with Different Rolling Parameters of Ferritic Rolled IF Steel. Metals, 11(9), 1341. https://doi.org/10.3390/met11091341