
Understanding the Role of β Recrystallization on β Microtexture Evolution in Hot Processing of a Near-β Titanium Alloy (Ti-10V-2Fe-3Al)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Result and Discussion
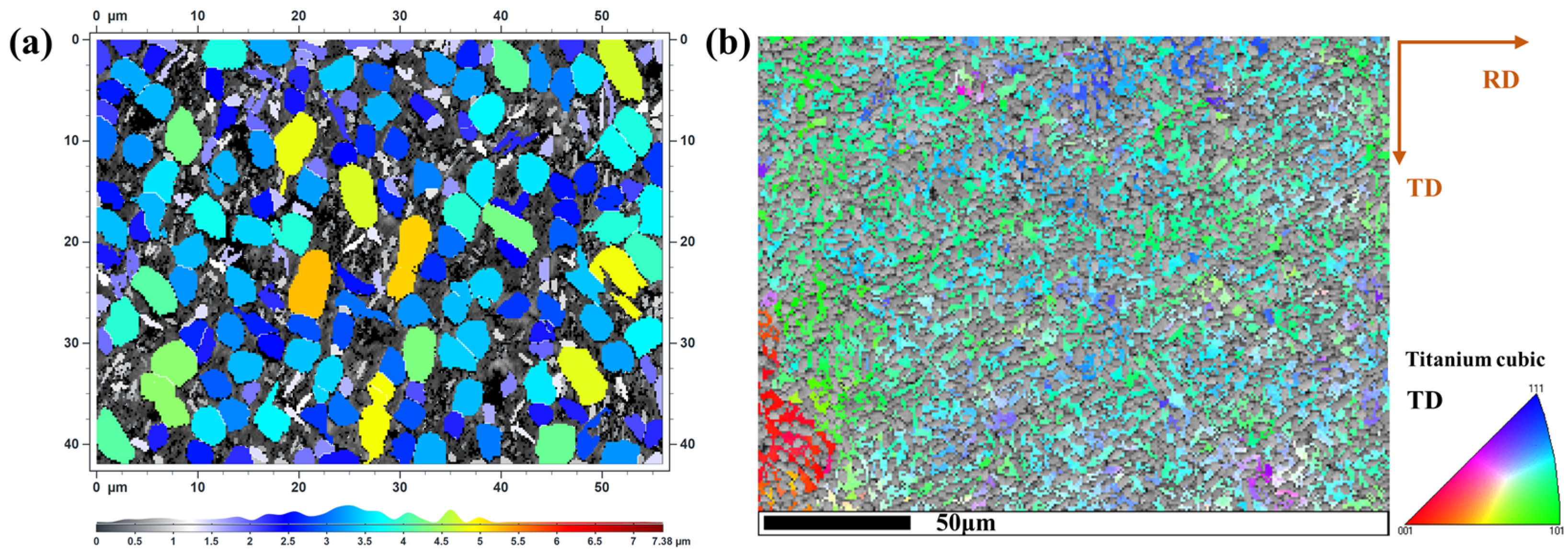
3.1. The Microstructural Characteristics of the As-Received Material
3.2. The As-Deformed Microstructure
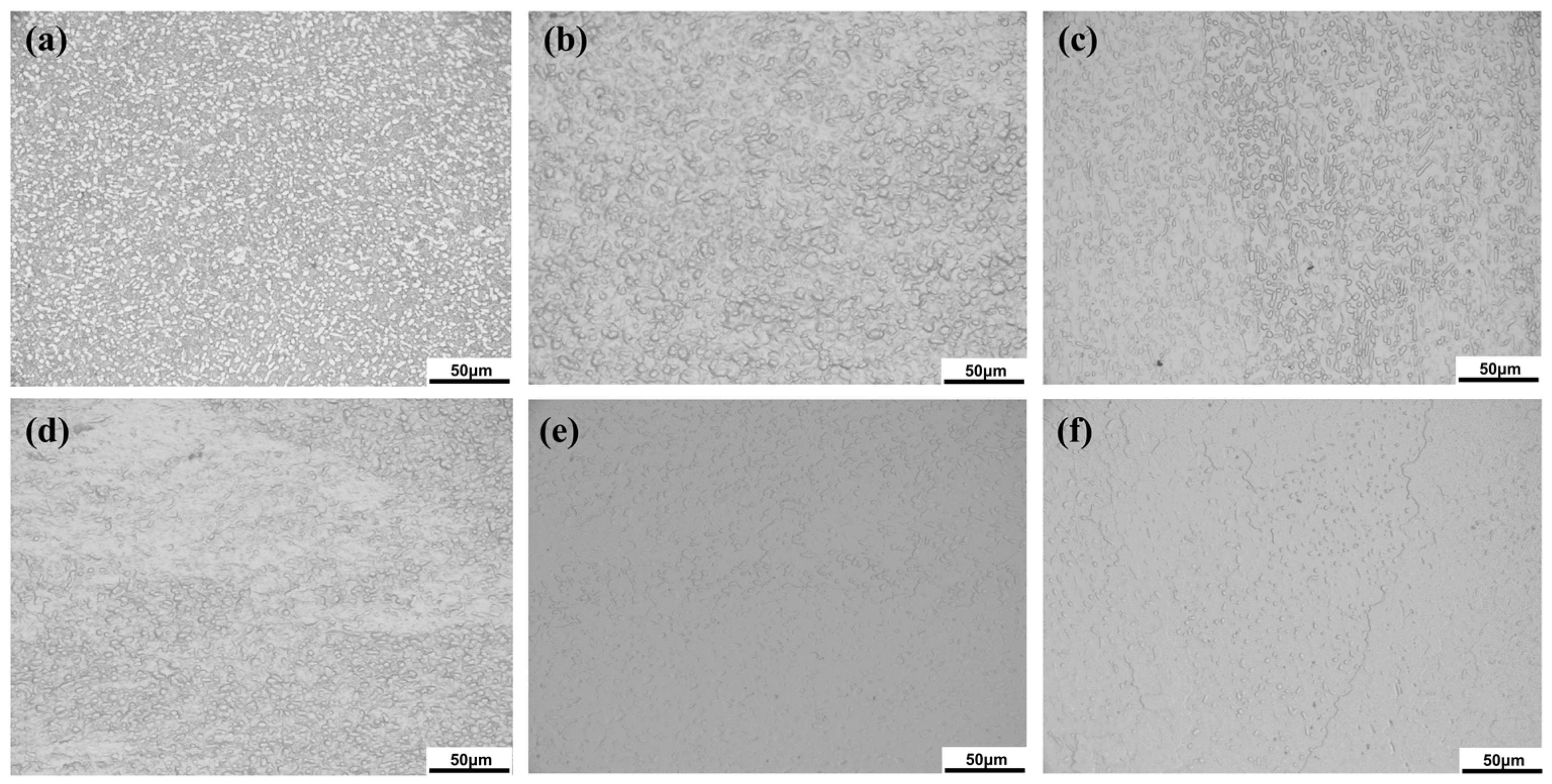
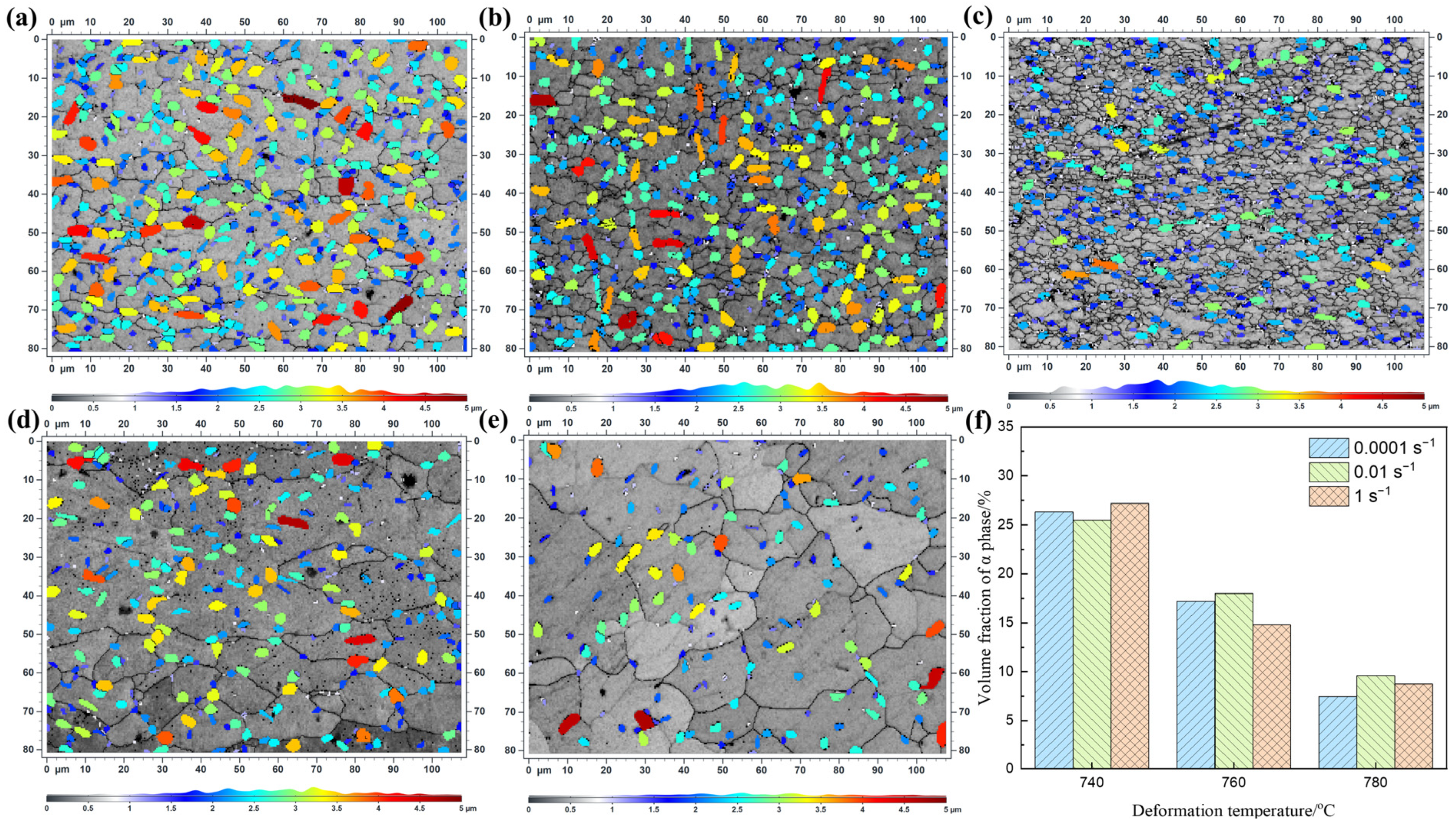
3.2.1. The Effects of Strain Rates and Deformation Temperatures on the Morphology and Distribution of the Prior α Phase
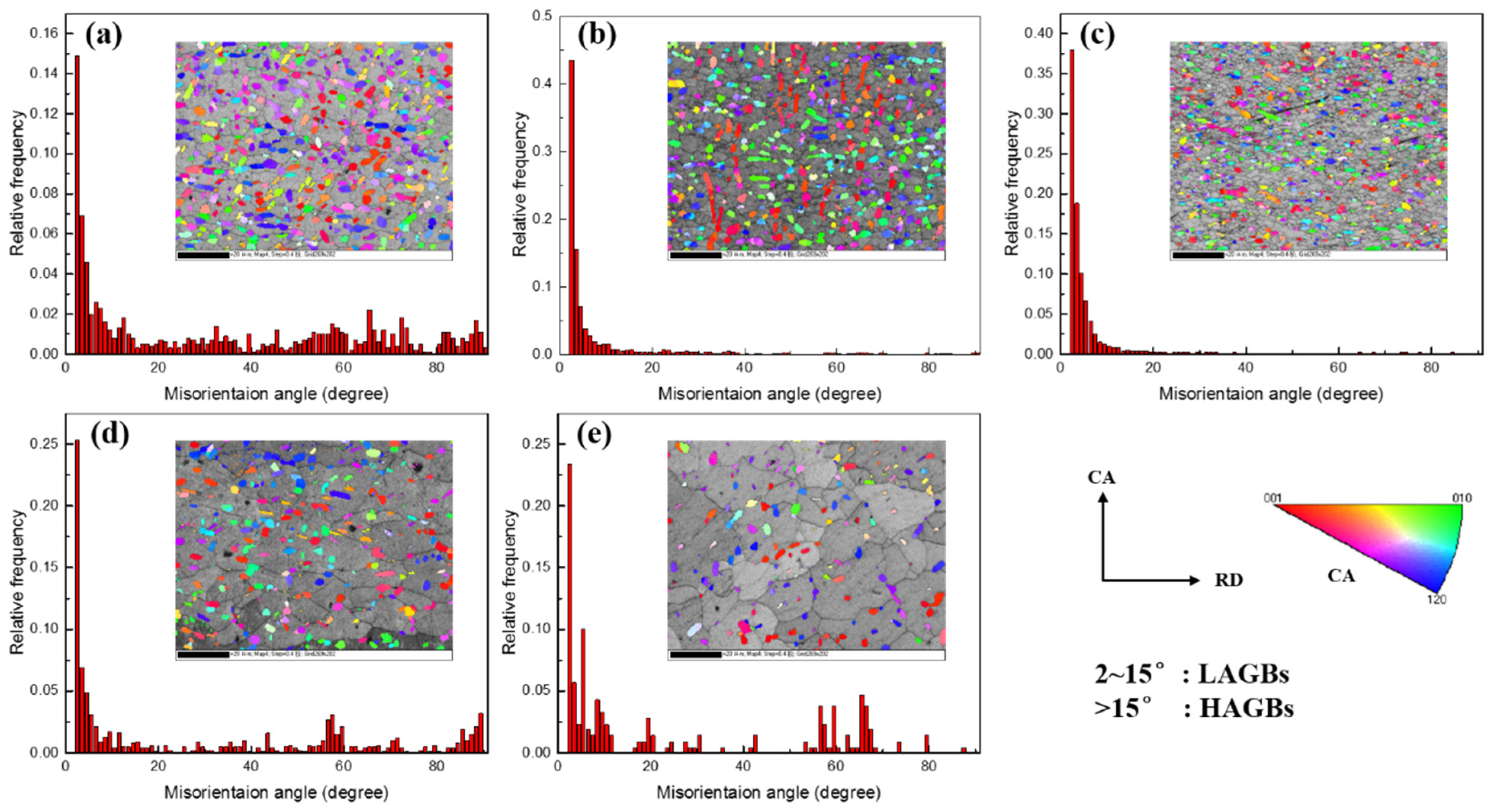
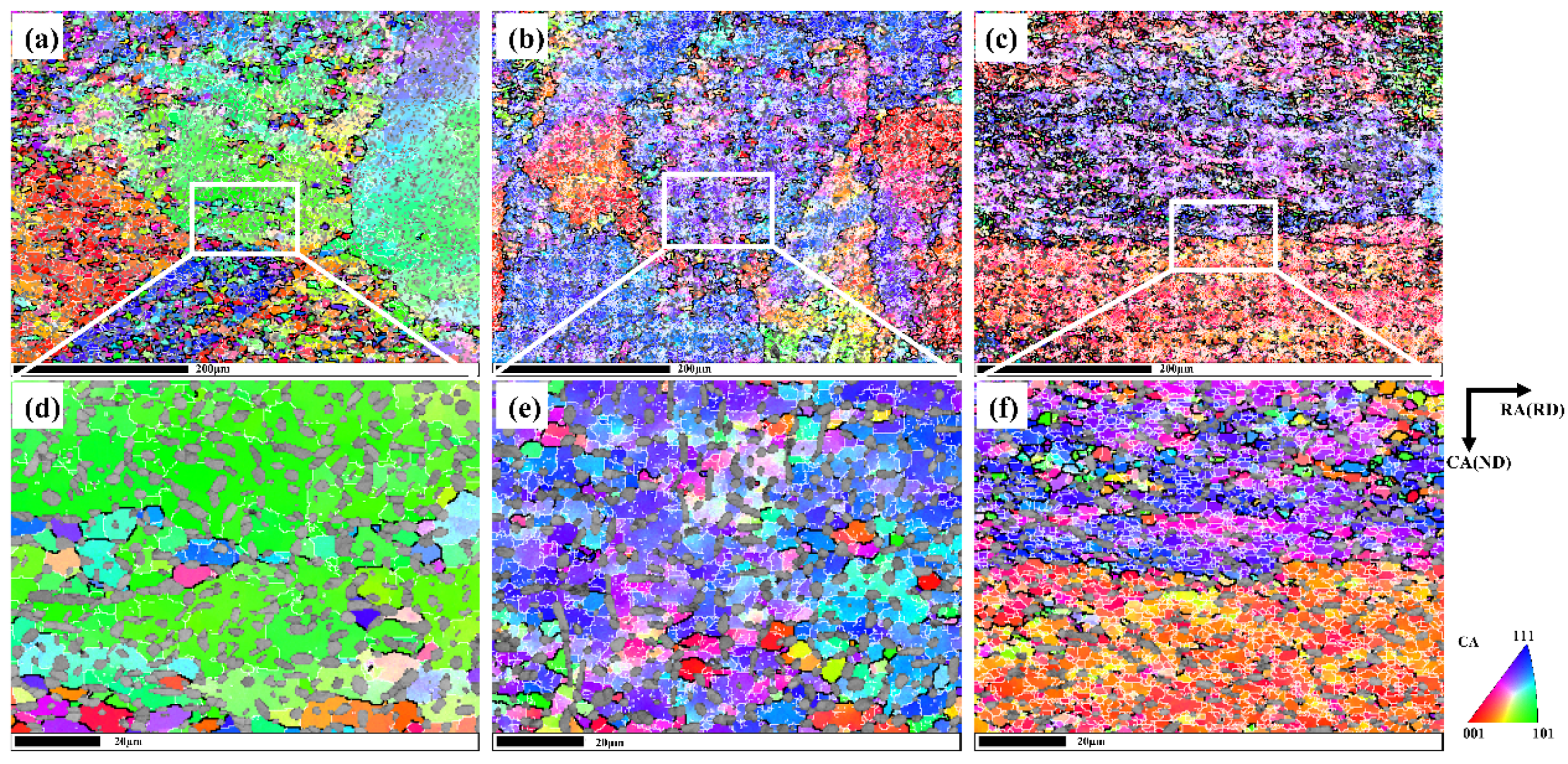
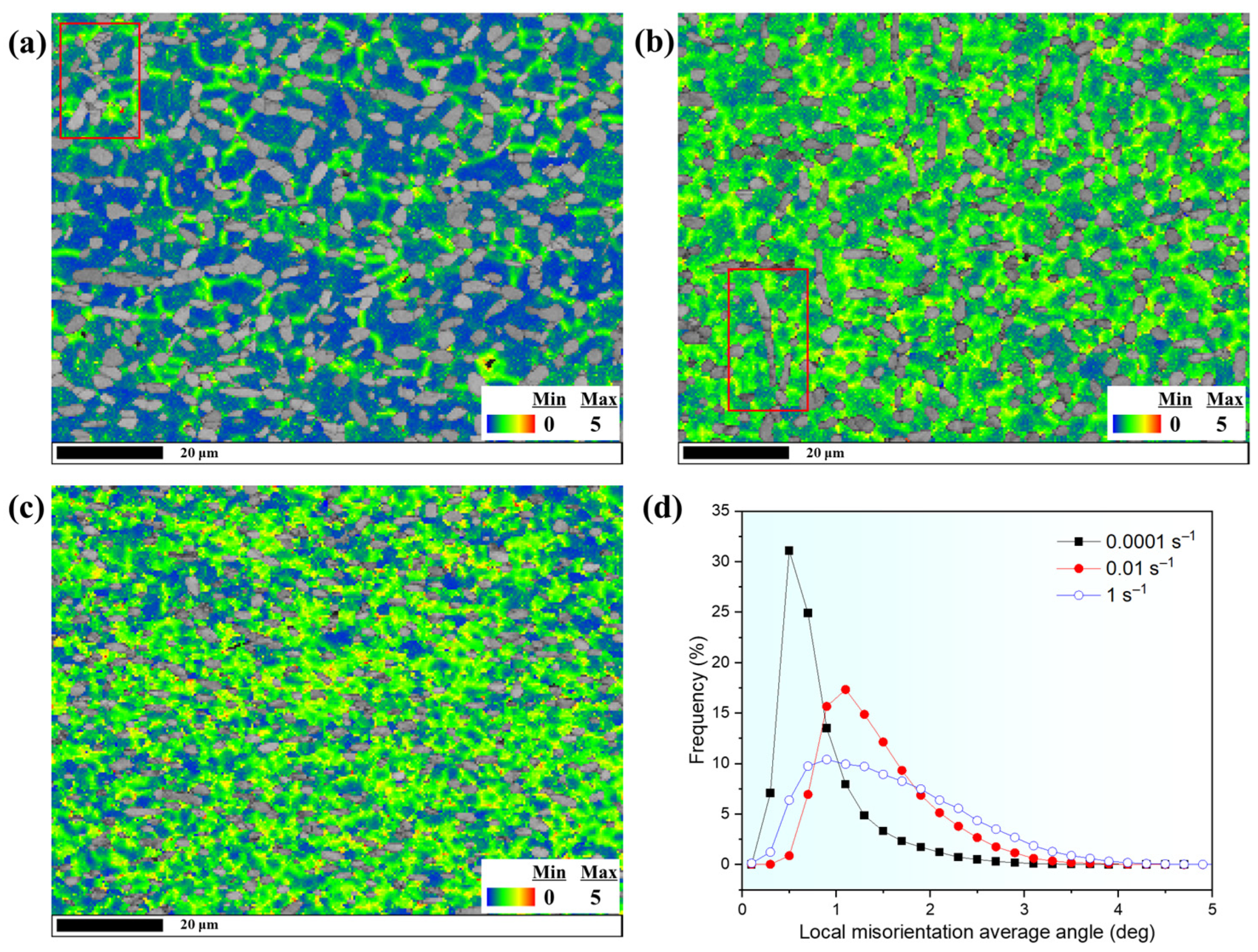
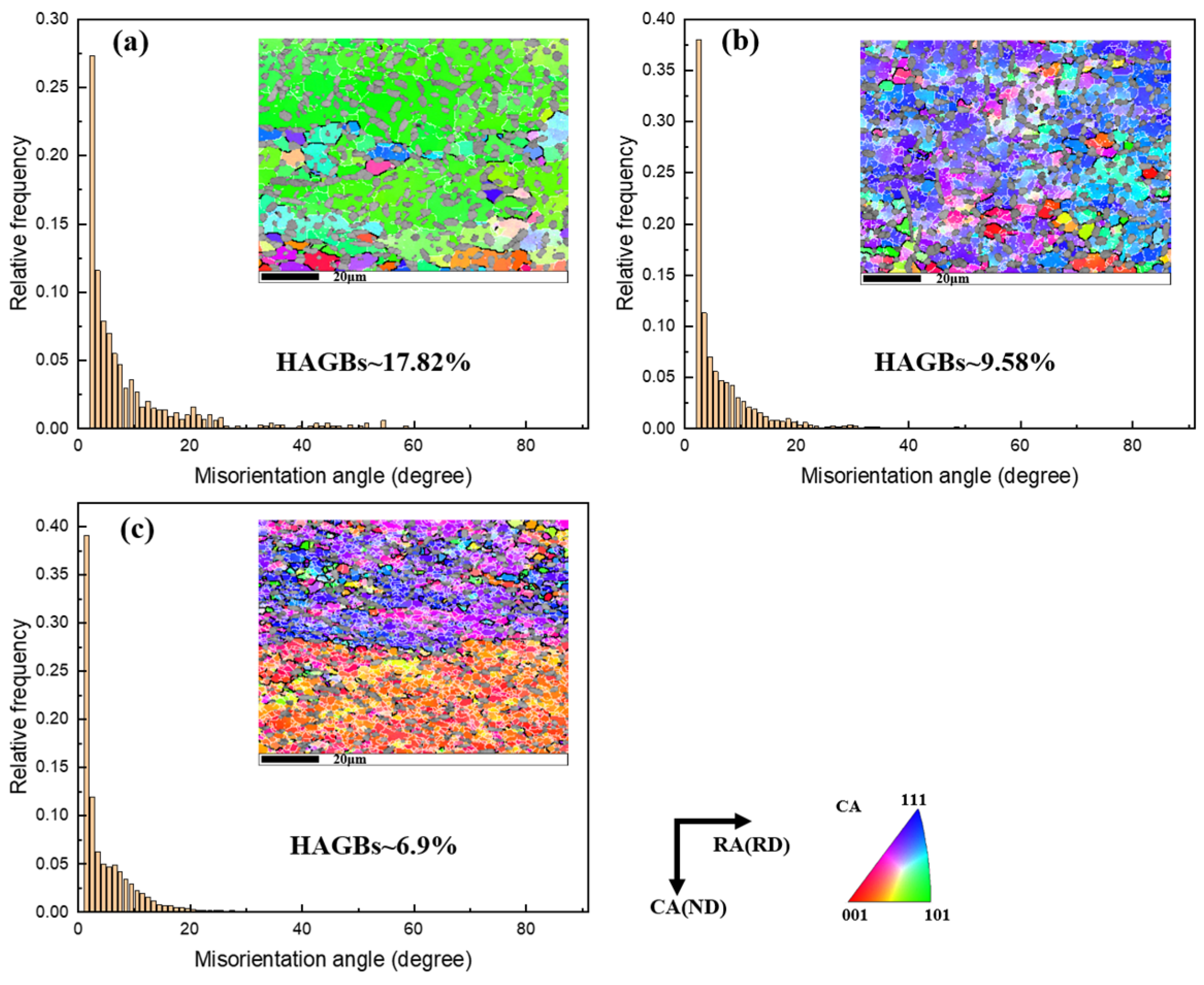
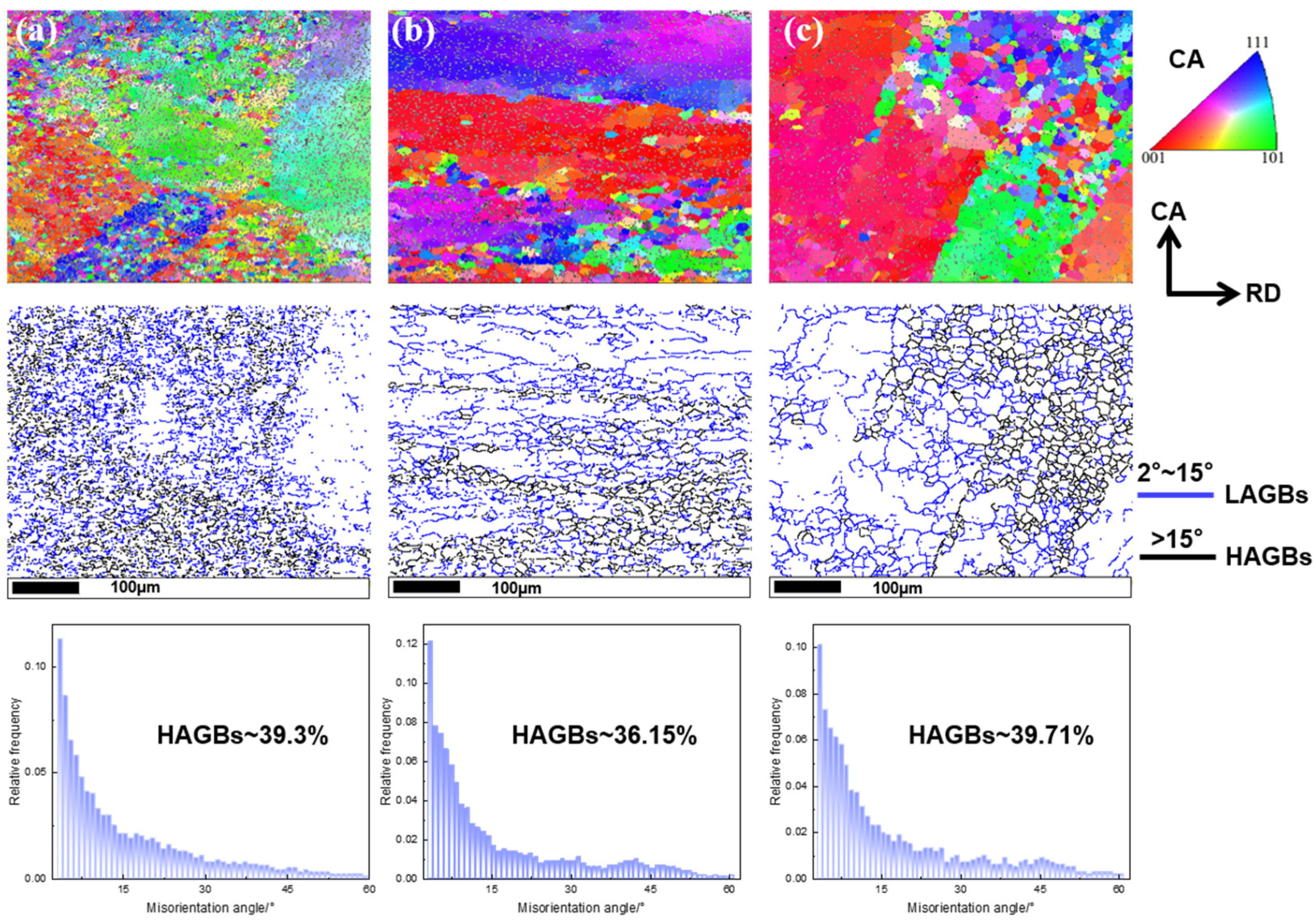
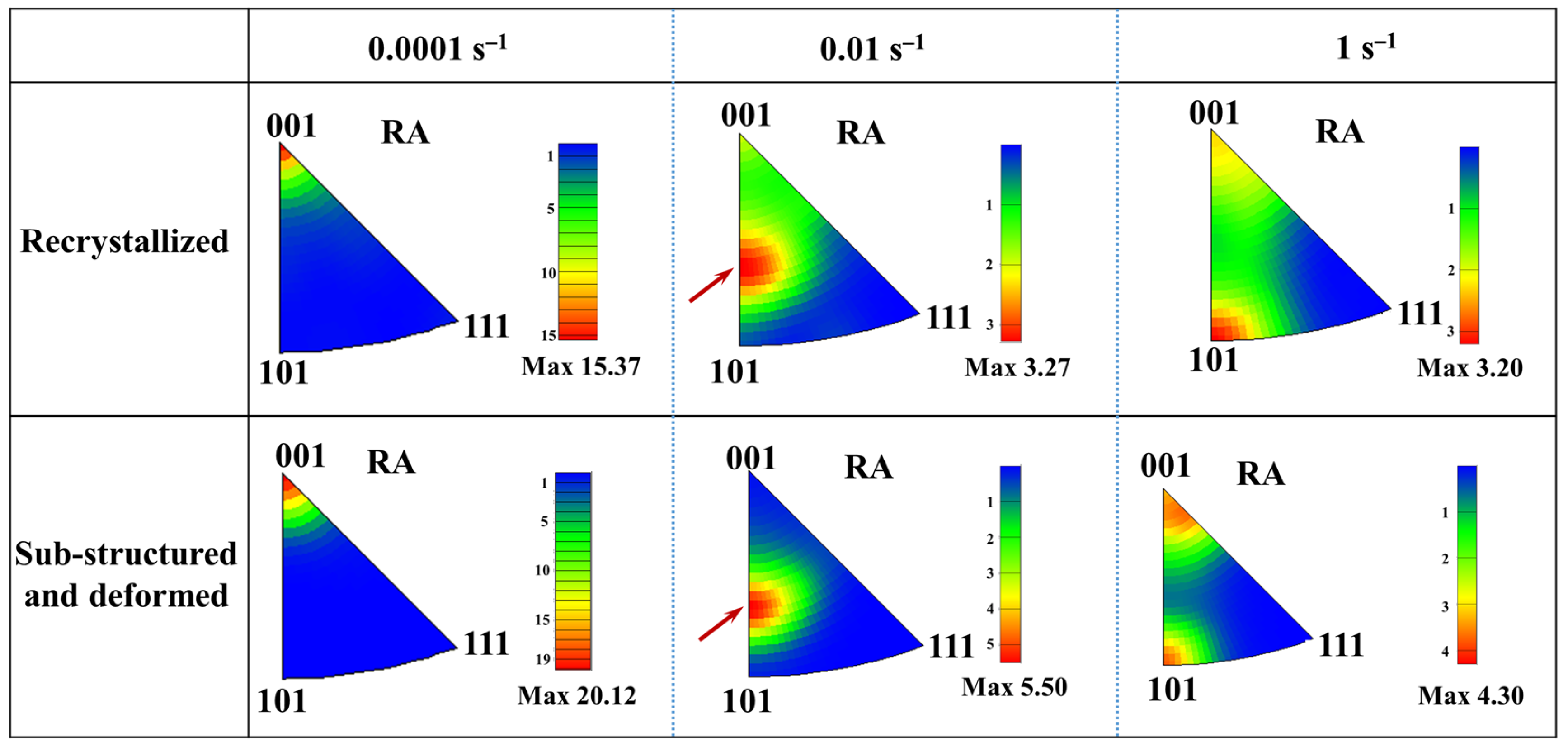
3.2.2. β Recrystallization and β Microtexture Evolution
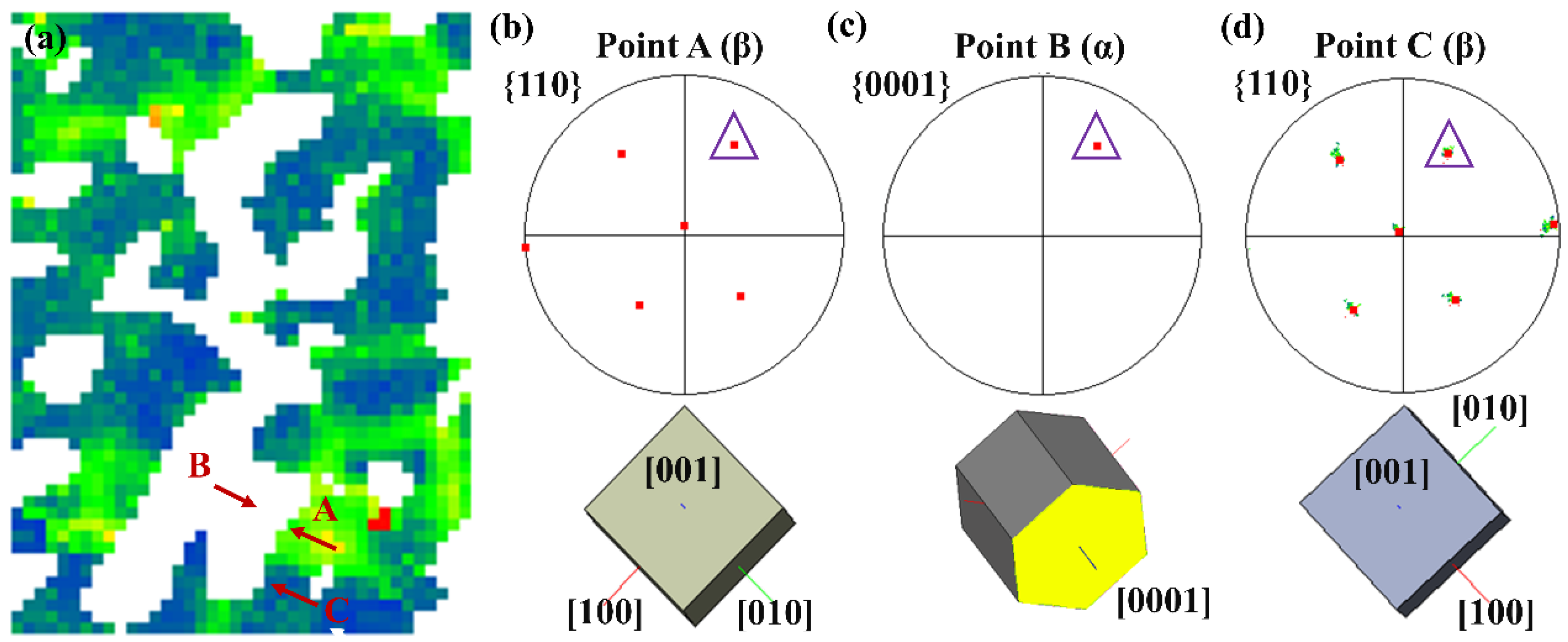
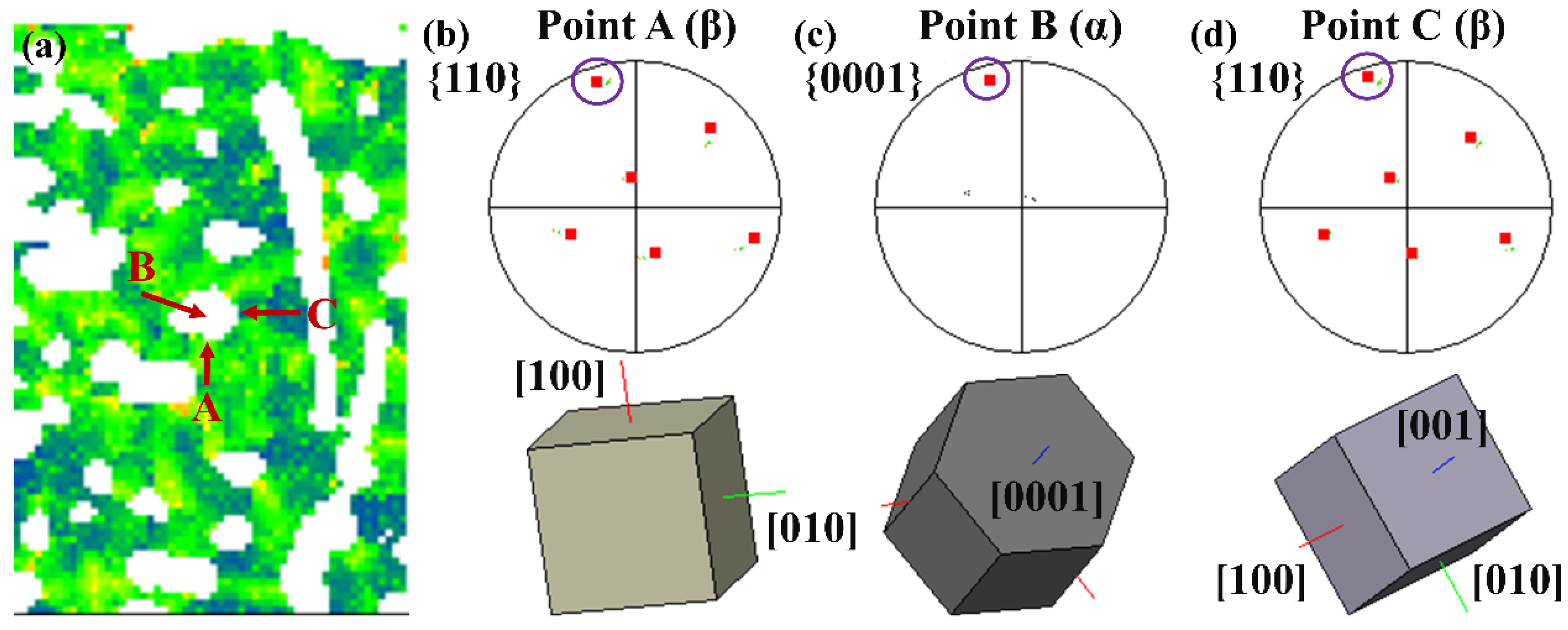
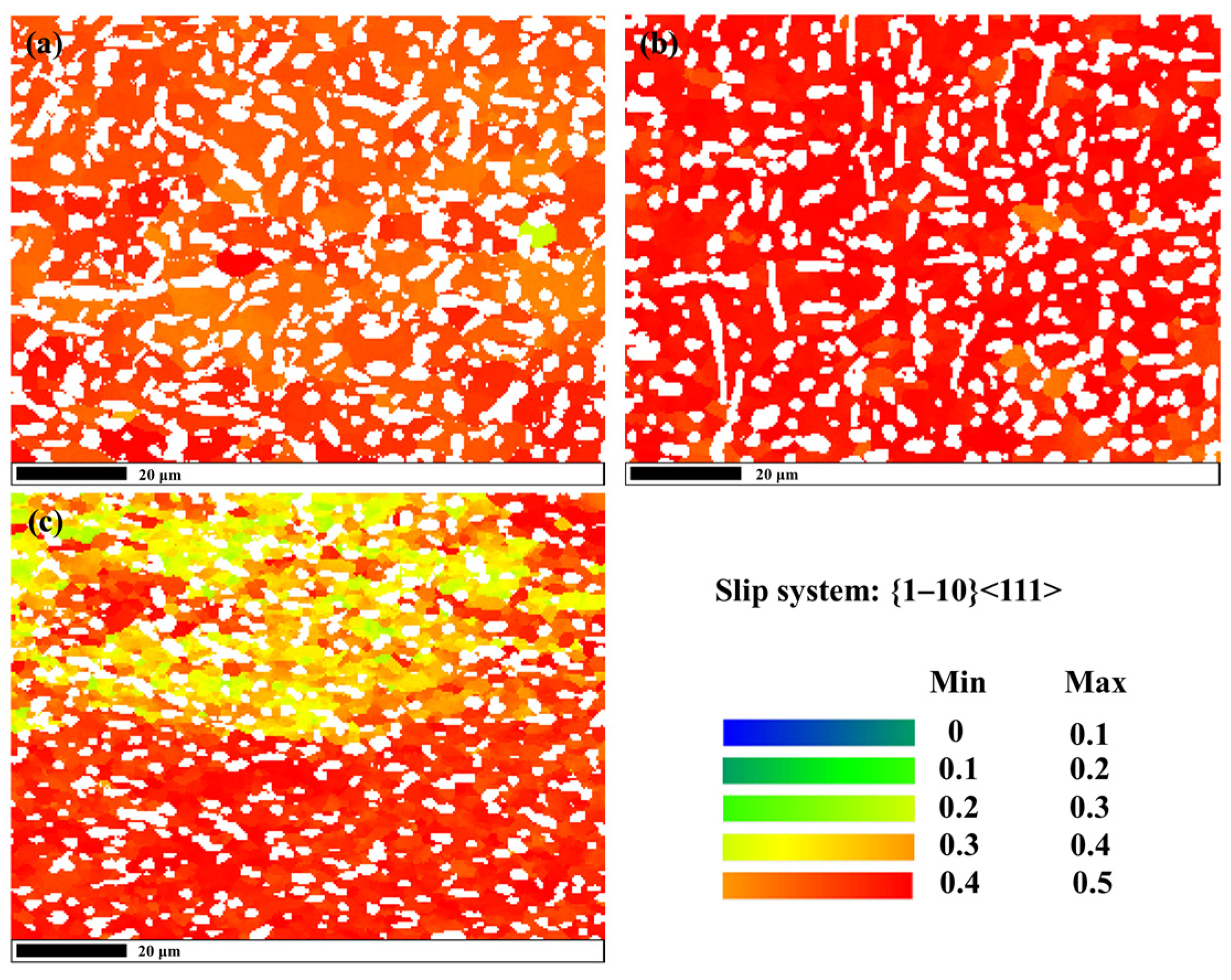
3.2.3. The Activity of β Slip Systems during Deformation
4. Conclusions
- The β recrystallization is not homogeneous among prior β grains, and is characterized by enriched β sub-grains, sporadically or chain-like distributed recrystallized β grains with a grain size far less than the prior β grains, and wave-shaped β grain boundaries. The fraction of HAGBs would increase with the strain rate decreasing, whereas the average grain size and the volume fraction of the α phase are relatively stable with the strain rate varying. The CDRX is the main mechanism controlling the recrystallization process inside β grains and it is more significant at a lower strain rate.
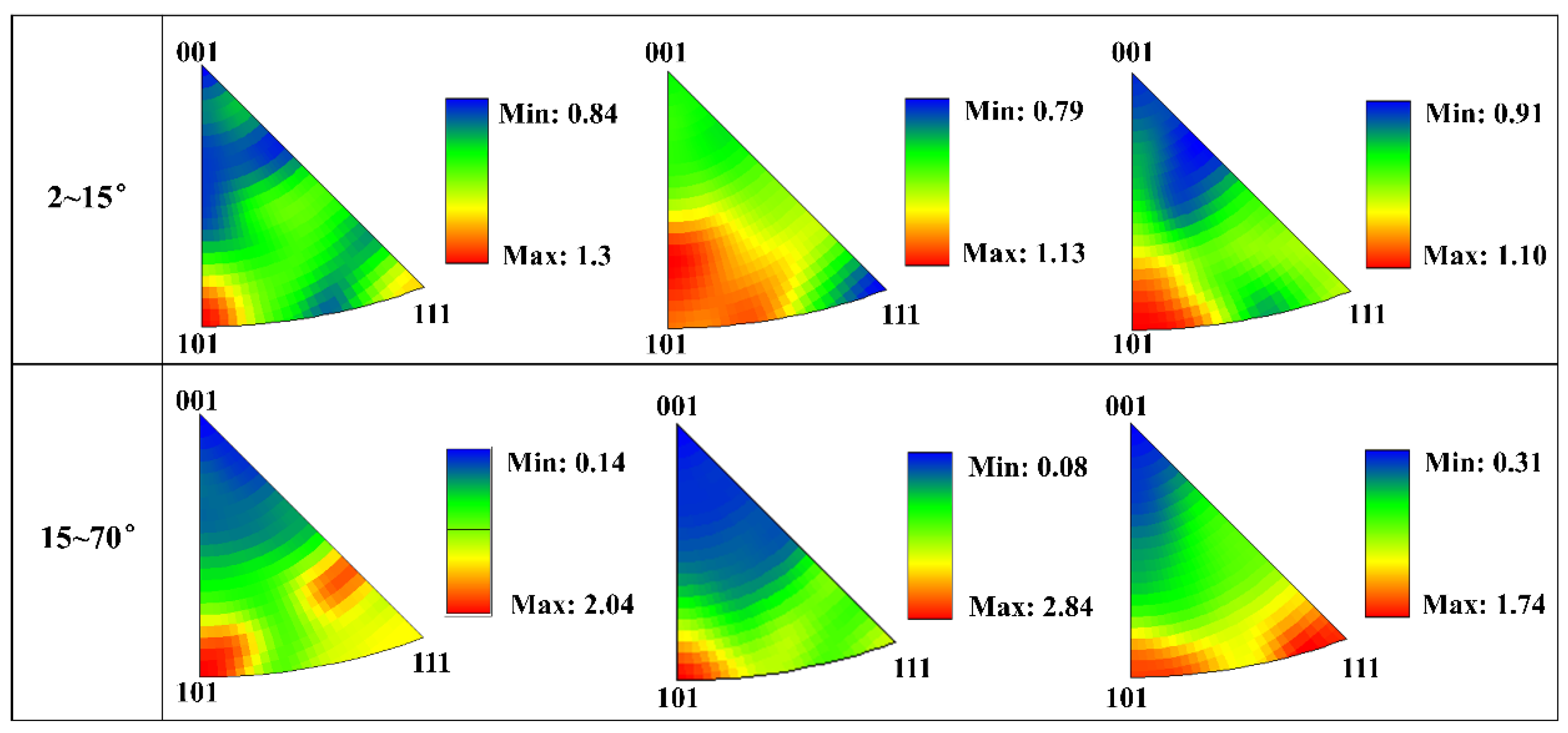
- The prior, coarse β grains are difficult to effectively transform into fine grains with random crystallographic orientations by an axial compression deformation in the (α + β) field, which is reflected in the orientation inheritance of recrystallized β grains. A significant β microtexture could be observed in the deformed microstructure. The β recrystallization microtexture did not solely present the “inheritance” characteristic, and its intensity would be weakened to a certain extent due to the occurrence of some recrystallization grains with no-preferred orientation.
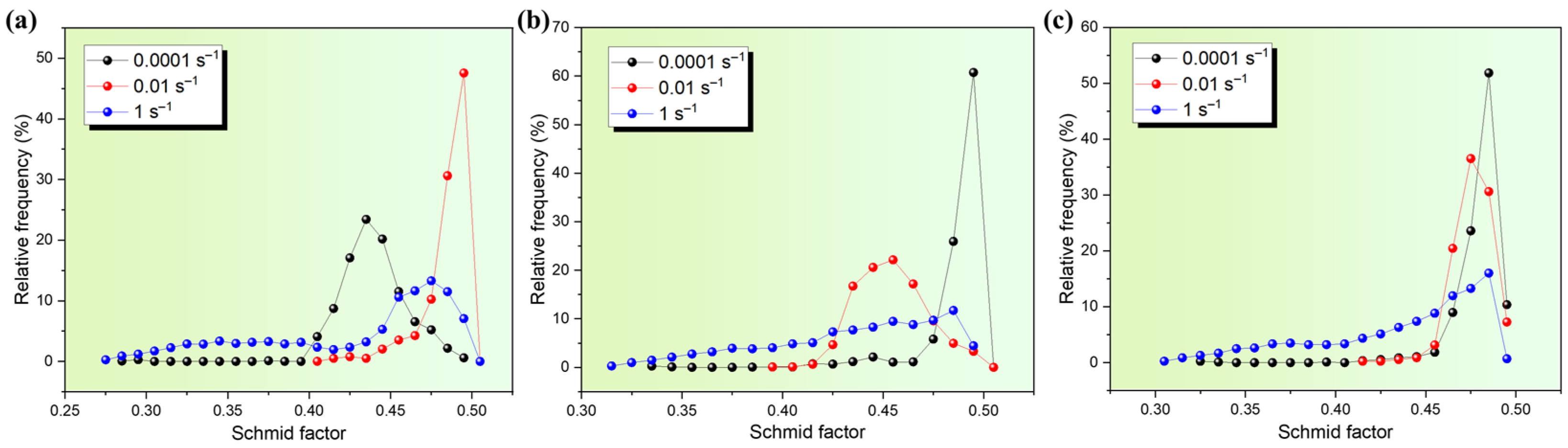
- When the strain rate was 0.0001 s−1, the operation of the {11−2}<111> and {12−3}<111> slip systems would induce the crystal rotation around <101>, but such crystal rotation does not destroy the BOR between the two constituent phases, which may be the main reason that is causing the formation of a strong β microtexture. With the increasing the strain rate, the {1−10}<111> and {12−3}<111> slip systems are activated during deformation, consequently weakening the <001>//RD microtexture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ferrero, J.G. Candidate materials for high-strength fastener applications in both the aerospace and automotive industries. J. Mater. Eng. Perform. 2005, 14, 691–696. [Google Scholar] [CrossRef]
- Kolli, R.P.; Devaraj, A. A review of metastable beta titanium alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef] [Green Version]
- Boyer, R.R. Attributes, characteristics, and applications of titanium and its alloys. Jom-US 2010, 62, 21–24. [Google Scholar] [CrossRef]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Srinivasu, G.; Natraj, Y.; Bhattacharjee, A.; Nandy, T.K.; Nageswara Rao, G.V.S. Tensile and fracture toughness of high strength β titanium alloy, Ti–10V–2Fe–3Al, as a function of rolling and solution treatment temperatures. Mater. Des. 2013, 47, 323–330. [Google Scholar] [CrossRef]
- Ma, X.; Chen, Z.; Xiao, L.; Luo, S.; Lu, W. Stress-induced martensitic transformation in a β-solution treated Ti–10V–2Fe–3Al alloy during compressive deformation. Mater. Sci. Eng. A 2021, 801, 140404. [Google Scholar] [CrossRef]
- Lei, X.; Dong, L.; Zhang, Z.; Liu, Y.; Hao, Y.; Yang, R.; Zhang, L.C. Microstructure, texture evolution and mechanical properties of VT3-1 titanium alloy processed by multi-pass drawing and subsequent isothermal annealing. Metals 2017, 7, 131. [Google Scholar] [CrossRef] [Green Version]
- Li, J.S.; Dong, R.F.; Kou, H.C.; Fan, J.K.; Zhu, B.; Tang, B. Texture evolution and the recrystallization behavior in a near β titanium alloy Ti-7333 during the hot-rolling process. Mater. Charact. 2020, 159, 109999. [Google Scholar] [CrossRef]
- Levkulich, N.C.; Semiatin, S.L.; Payton, E.J.; Srivatsa, S.; Pilchak, A.L. An investigation of the development of coarse grains during β annealing of hot-forged Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 1353–1367. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Gao, P.F.; Lei, Z.N.; Zhan, M. Deformation behavior and microstructure evolution during hot working of a coarse-grained Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy in beta phase field. Mater. Sci. Eng. A 2017, 694, 24–32. [Google Scholar] [CrossRef]
- Syed, F.W.; Jaladurgam, N.R.; Kumar, V.A.; Gupta, R.K.; Kanjarla, A.K. Hot deformation characteristics and microstructure evolution of Ti–5Al–3Mo–1.5V alloy. Int. J. Adv. Eng. Sci. Appl. Math. 2021, 13, 49–62. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M.; Bocher, P.; Jahazi, M. Analysis of sharp microtexture heterogeneities in a bimodal IMI 834 billet. Acta Mater. 2005, 53, 3535–3543. [Google Scholar] [CrossRef]
- Gey, N.; Bocher, P.; Uta, E.; Germain, L.; Humbert, M. Texture and microtexture variations in a near-α titanium forged disk of bimodal microstructure. Acta Mater. 2012, 60, 2647–2655. [Google Scholar] [CrossRef]
- Fan, X.G.; Zheng, H.J.; Zhang, Y.; Zhang, Z.Q.; Gao, P.F.; Zhan, M.; Liu, J. Acceleration of globularization during interrupted compression of a two-phase titanium alloy. Mater. Sci. Eng. A 2018, 720, 214–224. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.G.; Zhan, M.; Jiang, X.Q.; Zeng, X.; Liang, Y.F.; Zheng, H.J.; Zhao, A.M. The heterogeneous globularization related to crystal and geometrical orientation of two-phase titanium alloys with a colony microstructure. Mater. Des. 2020, 186, 108338. [Google Scholar] [CrossRef]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. β-Texture evolution during α precipitation in the two-step forging process of a near-β titanium alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 5912–5922. [Google Scholar] [CrossRef]
- Corre, S.L.; Forestier, R.; Brisset, F.; Mathon, M.-H.; Solas, D. Influence of β-forging on texture development in Ti6246 alloy. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2016; pp. 757–764. [Google Scholar] [CrossRef]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Characterization of hot deformation behavior of a new near beta titanium alloy: Ti-7333. Mater. Des. 2013, 49, 945–952. [Google Scholar] [CrossRef]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Hot deformation mechanism and microstructure evolution of a new near β titanium alloy. Mater. Sci. Eng. A 2013, 584, 121–132. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Luo, X.; Liang, H.Q.; Guo, H.Z.; Zhang, J.L.; Tan, K. Competition between dynamic recovery and recrystallization during hot deformation for TC18 titanium alloy. Mater. Sci. Eng. A 2015, 635, 77–85. [Google Scholar] [CrossRef]
- Hua, K.; Xue, X.Y.; Kou, H.C.; Fan, J.K.; Tang, B.; Li, J.S. Characterization of hot deformation microstructure of a near beta titanium alloy Ti-5553. J. Alloys Compd. 2014, 615, 531–537. [Google Scholar] [CrossRef]
- Hua, K.; Zhang, Y.; Gan, W.; Kou, H.C.; Beausir, B.; Li, J.S. Hot deformation behavior originated from dislocation activity and β to α phase transformation in a metastable β titanium alloy. Int. J. Plast. 2019, 119, 200–214. [Google Scholar] [CrossRef]
- Chen, J.H.; Li, J.S.; Tang, B.; Chen, Y.; Kou, H.C. Microstructure and texture evolution of a near β titanium alloy Ti-7333 during continuous cooling hot deformation. Prog. Nat. Sci. Mater. 2019, 29, 50–56. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.S.H.; Jung, I.; Yue, S. Dynamic recrystallization mechanisms during high speed rolling of Mg-3Al-1Zn alloy sheets. Scr. Mater. 2016, 113, 198–201. [Google Scholar] [CrossRef]
- Li, L.; Li, M.Q.; Luo, J. Mechanism in the β phase evolution during hot deformation of Ti–5Al–2Sn–2Zr–4Mo–4Cr with a transformed microstructure. Acta Mater. 2015, 94, 36–45. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.-J. Analysis Tools for Electron and X-Ray Diffraction, ATEX—Software, Version 2007; Université de Lorraine: Metz, France, 2017. [Google Scholar]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. β-Texture evolution of a near-β titanium alloy during cooling after forging in the β single-phase and (α + β) dual-phase regions. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 303–315. [Google Scholar] [CrossRef]
- Jackson, M.; Dashwood, R.; Christodoulou, L.; Flower, H. The microstructural evolution of near beta alloy Ti-10V-2Fe-3Al during subtransus forging. Metall. Mater. Trans. A 2005, 36, 1317–1327. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti–5Al–5Mo–5V–3Cr–1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Lin, Y.C.; Huang, J.; He, D.G.; Zhang, X.Y.; Wu, Q.; Wang, L.H.; Chen, C.; Zhou, K.C. Phase transformation and dynamic recrystallization behaviors in a Ti55511 titanium alloy during hot compression. J. Alloys Compd. 2019, 795, 471–482. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.G.; Zhan, M.; Jiang, X.Q.; Liang, Y.F.; Zheng, H.J.; Liang, W.J. Revisiting the lamellar globularization behavior of a two-phase titanium alloy from the perspective of deformation modes. J. Mater. Process. Technol. 2021, 289, 116963. [Google Scholar] [CrossRef]
- Klimova, M.; Zherebtsov, S.; Salishchev, G.; Semiatin, S.L. Influence of deformation on the Burgers orientation relationship between the α and β phases in Ti–5Al–5Mo–5V–1Cr–1Fe. Mater. Sci. Eng. A 2015, 645, 292–297. [Google Scholar] [CrossRef]
- Savage, M.F.; Tatalovich, J.; Mills, M.J. Anisotropy in the room-temperature deformation of α-β colonies in titanium alloys: Role of the α-β interface. Philos. Mag. 2004, 84, 1127–1154. [Google Scholar] [CrossRef]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globularization and restoration mechanism of Ti–5Al–2Sn–2Zr–4Mo–4Cr alloy during isothermal compression. J. Alloys Compd. 2015, 622, 174–183. [Google Scholar] [CrossRef]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. Effect of α precipitation on β texture evolution during β-processed forging in a near-β titanium alloy. Mater. Sci. Eng. A 2020, 771, 138640. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution characteristics of in-grain misorientation axes in cold-rolled commercially pure titanium and their correlation with active slip modes. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 3473–3487. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, D.; Wang, L.; Chen, Q.; Yao, Y.; Li, M.; Wang, R. Understanding the Role of β Recrystallization on β Microtexture Evolution in Hot Processing of a Near-β Titanium Alloy (Ti-10V-2Fe-3Al). Metals 2021, 11, 1397. https://doi.org/10.3390/met11091397
Shu D, Wang L, Chen Q, Yao Y, Li M, Wang R. Understanding the Role of β Recrystallization on β Microtexture Evolution in Hot Processing of a Near-β Titanium Alloy (Ti-10V-2Fe-3Al). Metals. 2021; 11(9):1397. https://doi.org/10.3390/met11091397
Chicago/Turabian StyleShu, Dayu, Li Wang, Qiang Chen, Yi Yao, Minghui Li, and Rui Wang. 2021. "Understanding the Role of β Recrystallization on β Microtexture Evolution in Hot Processing of a Near-β Titanium Alloy (Ti-10V-2Fe-3Al)" Metals 11, no. 9: 1397. https://doi.org/10.3390/met11091397
APA StyleShu, D., Wang, L., Chen, Q., Yao, Y., Li, M., & Wang, R. (2021). Understanding the Role of β Recrystallization on β Microtexture Evolution in Hot Processing of a Near-β Titanium Alloy (Ti-10V-2Fe-3Al). Metals, 11(9), 1397. https://doi.org/10.3390/met11091397