
Deformation-Induced Grain-Interior α Precipitation and β Texture Evolution during the β-Processed Forging of a Near-β Titanium Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
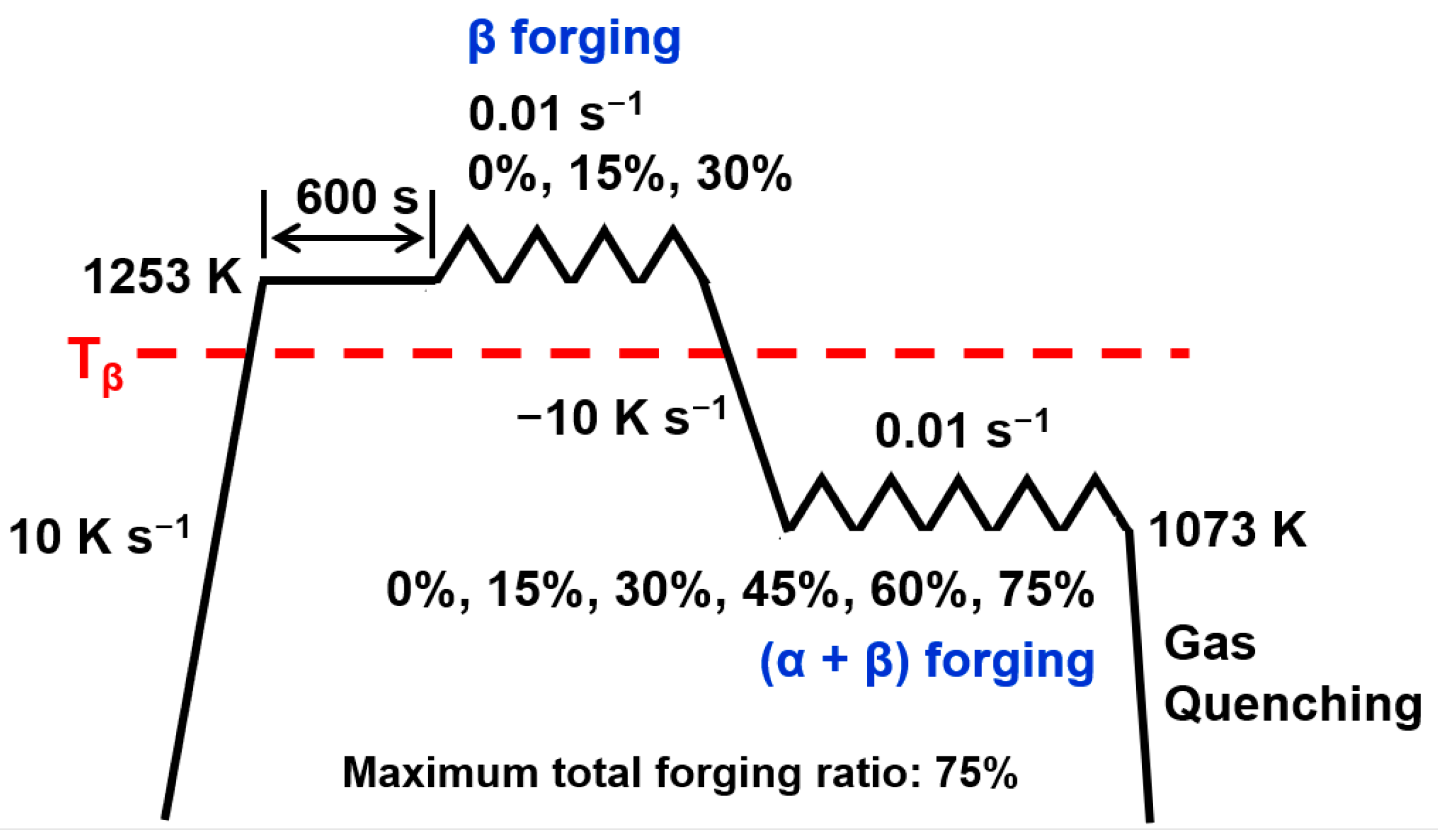
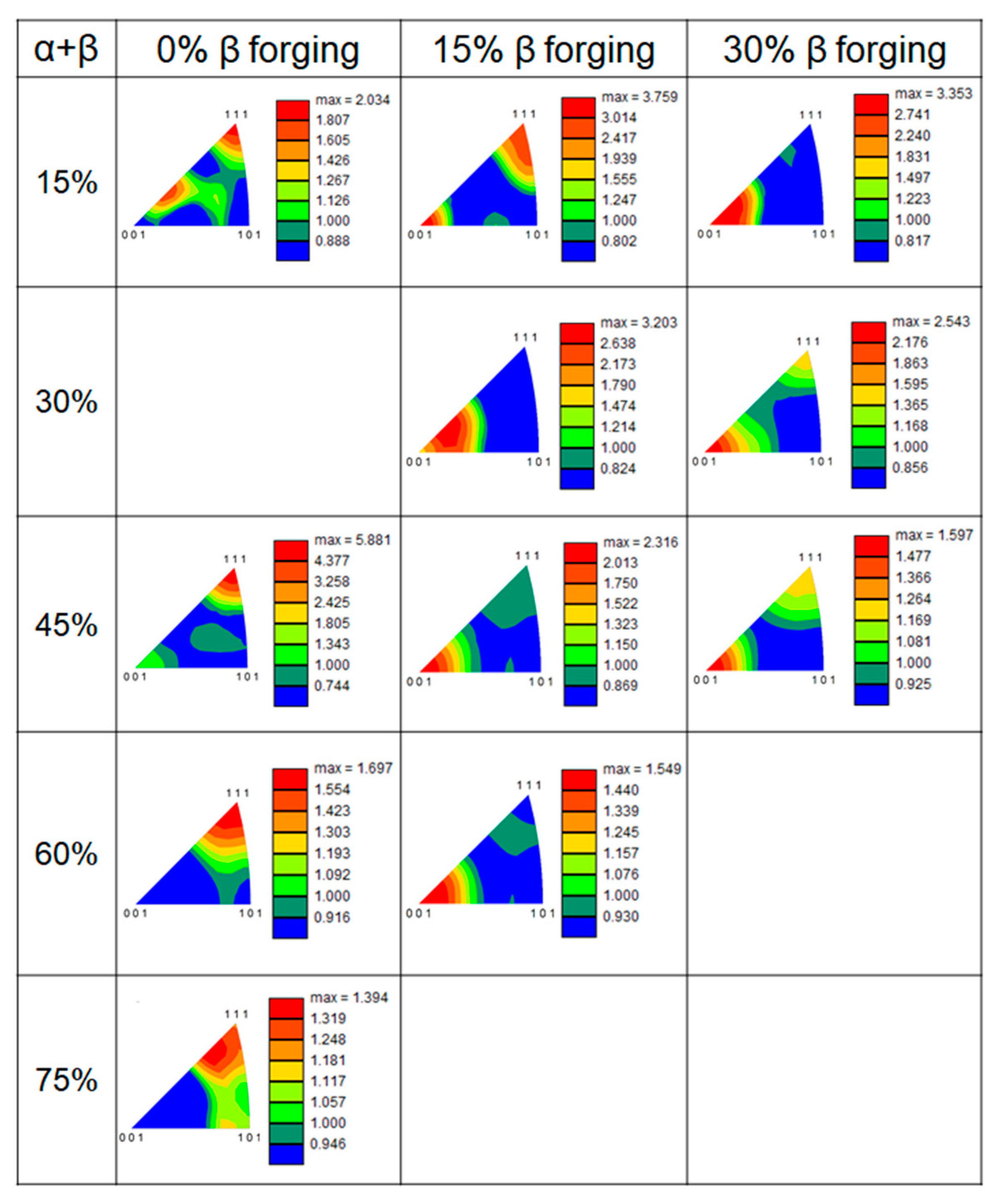
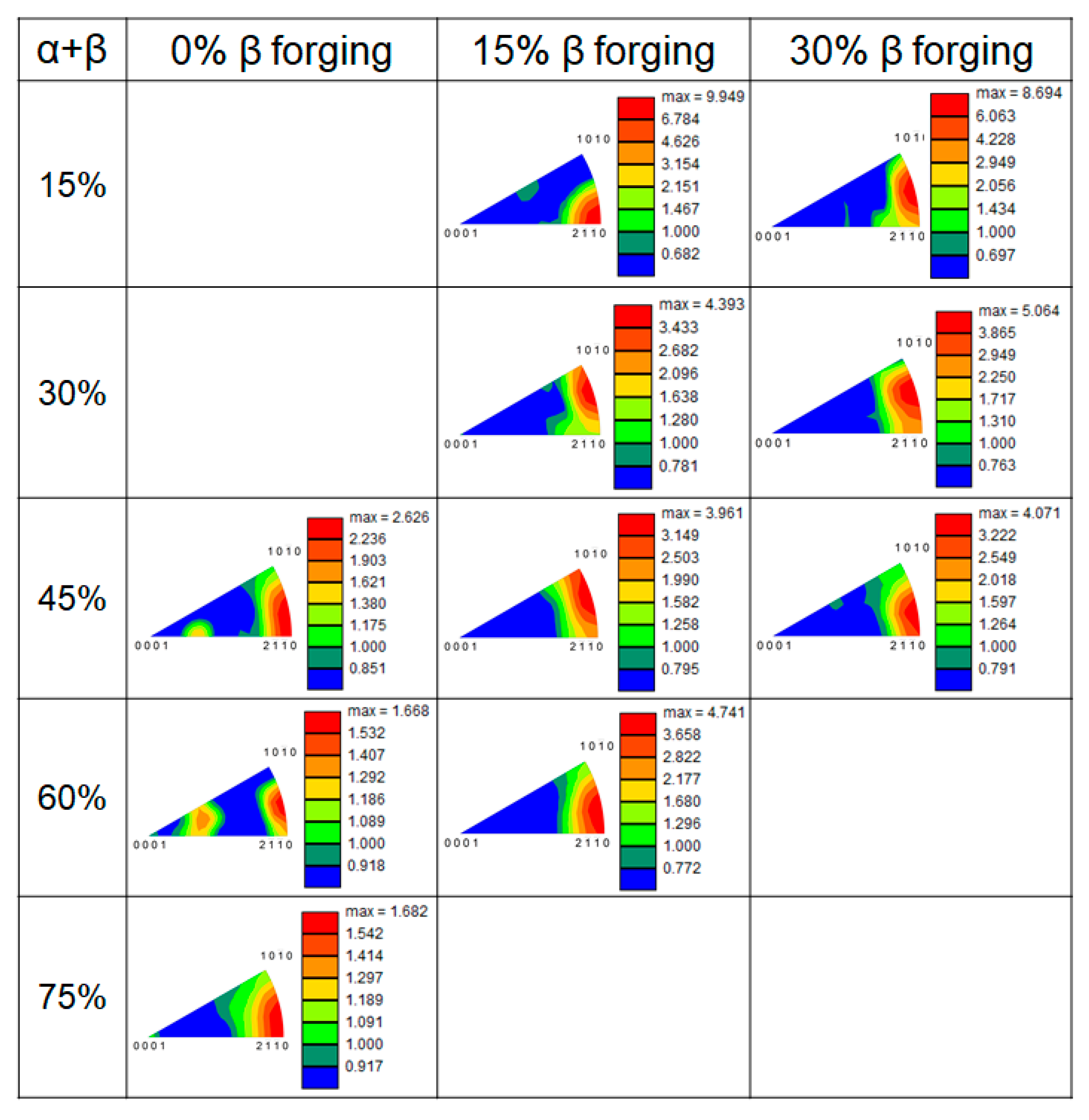
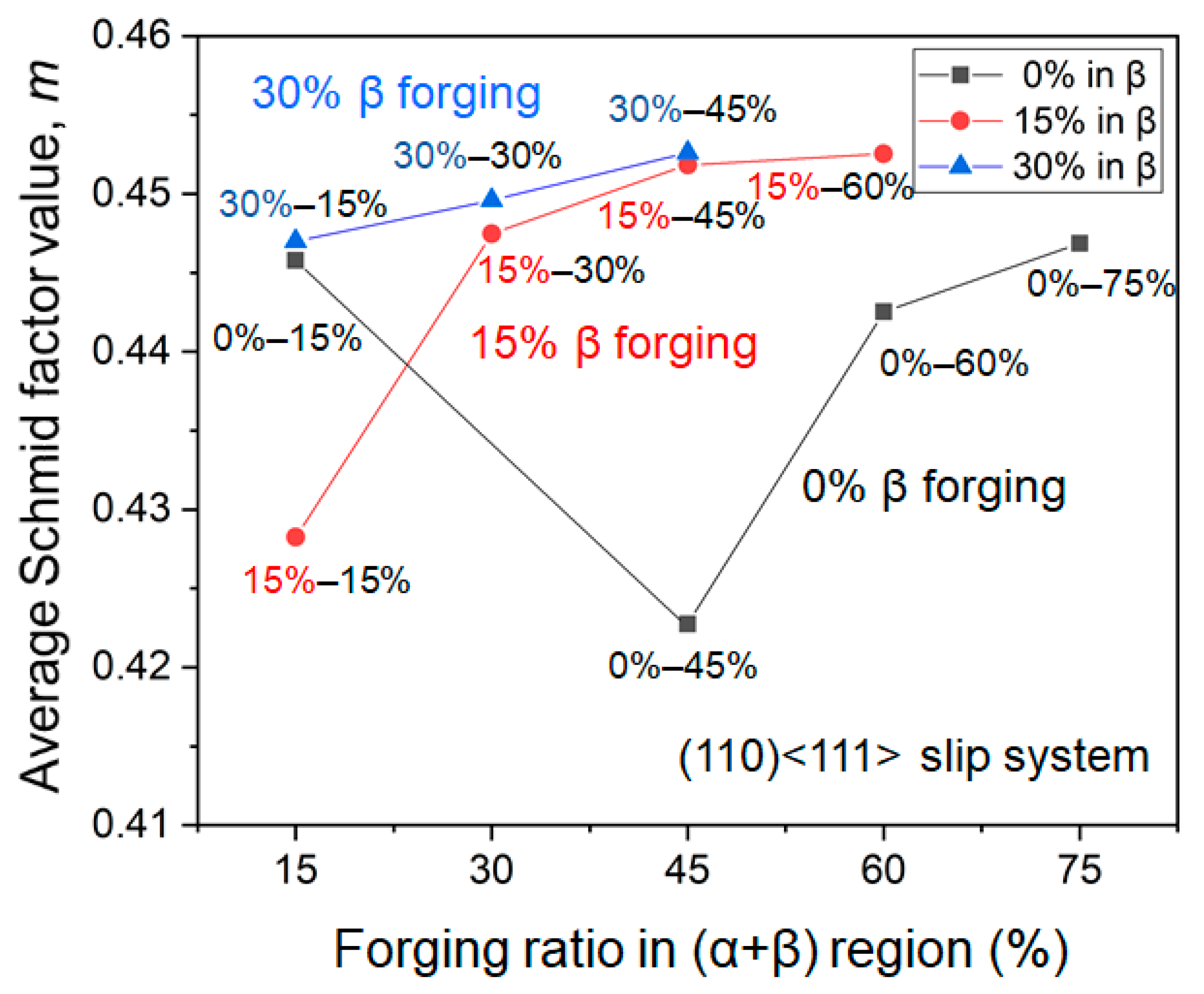
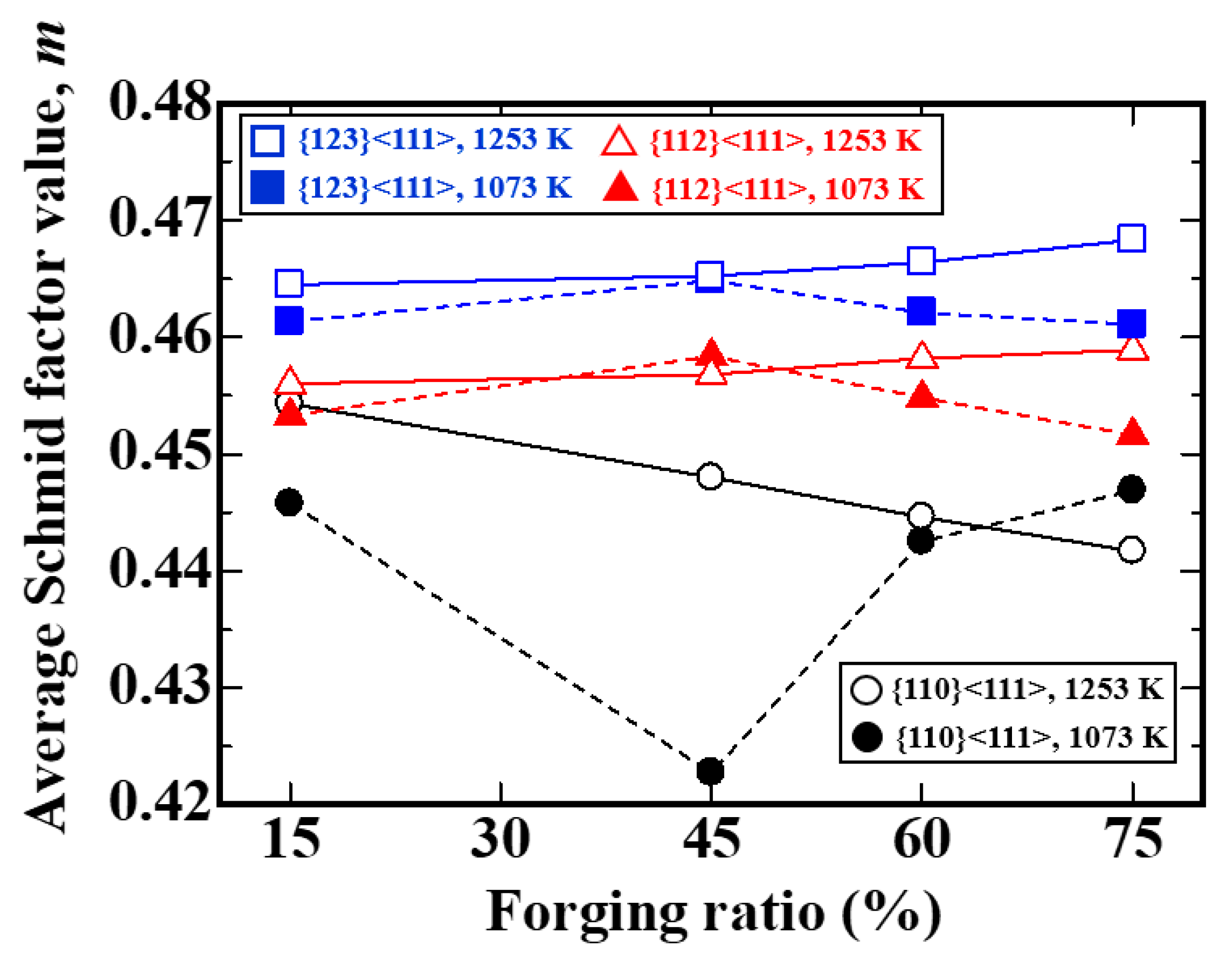
- During forging at 1253 K in the β region, the {001} texture intensity was enhanced and dynamic recrystallization occurred for the 30% β deformation. At 1073 K, the SF value of the {110}<111> slip system significantly decreased but those of the {112}<111> and {123}<111> slip systems increased during forging before α precipitation, which resulted in a moderate increase in the {001} β texture intensity.
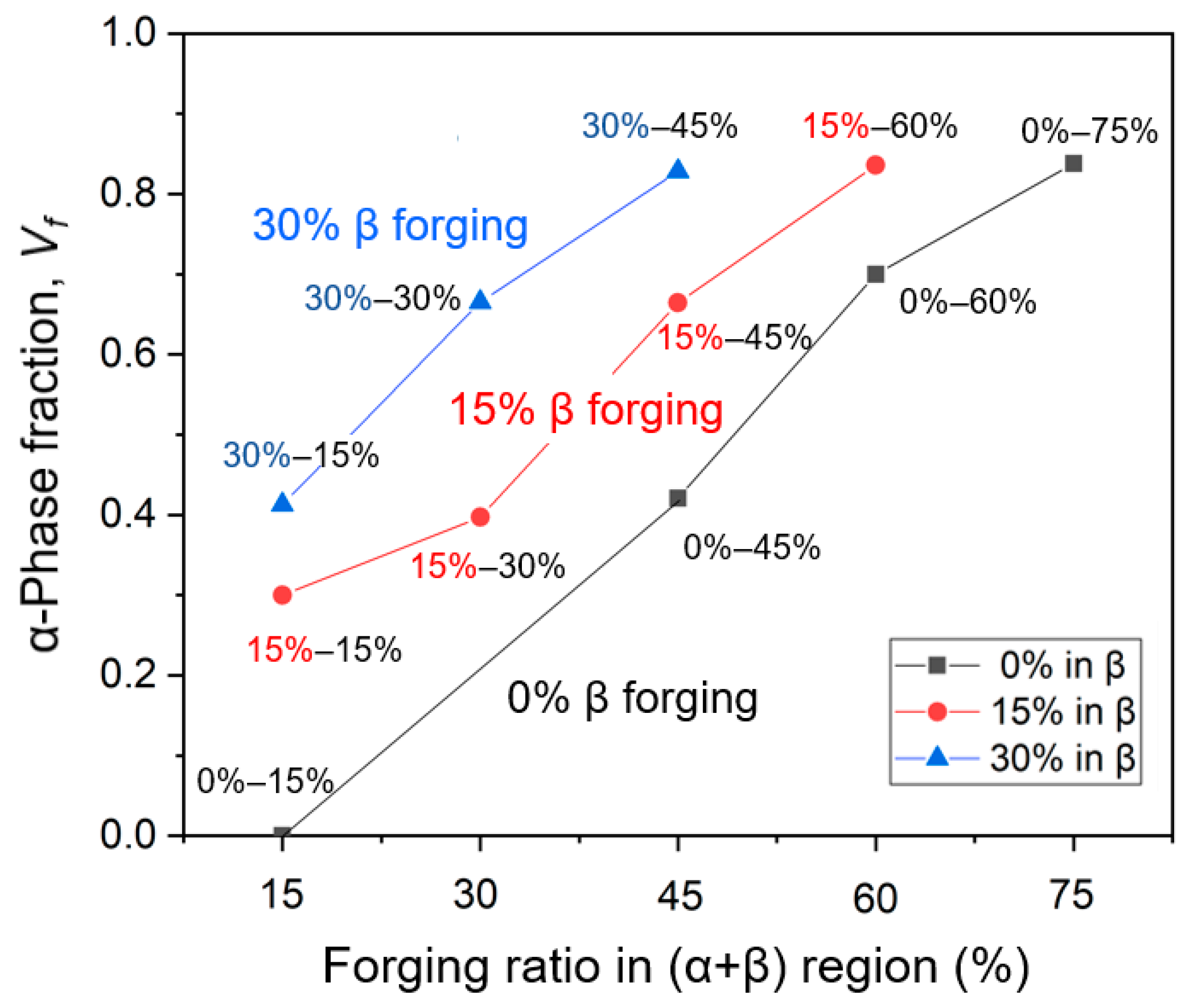
- Following α precipitation, the SF value of the {110}<111> slip system in the β phase increased for all β forging ratios and {001} decreased depending on the α phase fraction.
- The final β texture was subject to the temperature dependency of β slip activities and the activation of the {110}<111> slip system, with accompanying interior α precipitation. The {001} texture intensity of the final β texture was more suppressed at higher (α + β) forging ratios under a constant total forging ratio, even with a comparable α phase fraction. The final β texture is thus dependent on the through-transus processing route.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α + β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of alpha titanium alloys—An overview. Mater. Sci. Eng. A 1999, 263, 243–256. [Google Scholar] [CrossRef]
- Peters, J.O.; Lütjering, G. Comparison of the fatigue and fracture of α + β and β titanium alloys. Metall. Mater. Trans. A 2001, 32, 2805–2818. [Google Scholar] [CrossRef]
- Sauer, C.; Luetjering, G. Thermo-mechanical processing of high strength β-titanium alloys and effects on microstructure and properties. J. Mater. Process. Technol. 2001, 117, 311–317. [Google Scholar] [CrossRef]
- Peters, J.O.; Lütjering, G.; Koren, M.; Puschnik, H.; Boyer, R.R. Processing, microstructure, and properties of β-CEZ. Mater. Sci. Eng. A 1996, 213, 71–80. [Google Scholar] [CrossRef]
- Le Corre, S.; Forestier, R.; Brisset, F.; Mathon, M.; Solas, D. Influence of β-forging on texture development in Ti 6246 alloy. In Proceedings of the 13th World Conference on Titanium; Venkatesh, V., Pilchak, A.L., Allison, J.E., Ankem, S., Boyer, R., Christodoulou, J., Fraser, H.L., Ashraf Imam, M., Kosaka, Y., Rack, H.J., et al., Eds.; Wiley: Hoboken, NJ, USA, 2016; pp. 757–764. [Google Scholar]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Hot deformation mechanism and microstructure evolution of a new near β titanium alloy. Mater. Sci. Eng. A 2013, 584, 121–132. [Google Scholar] [CrossRef]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. Effect of α precipitation on β texture evolution during β-processed forging in a near-β titanium alloy. Mater. Sci. Eng. A 2020, 771, 138640. [Google Scholar] [CrossRef]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. β-texture evolution during α precipitation in the two-step forging process of a near-β titanium alloy. Metall. Mater. Trans. A 2020, 51, 5912–5922. [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J. Theory of Dislocations, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1982; p. 288. [Google Scholar]
- Attallah, M.M.; Zabeen, S.; Cernik, R.J.; Preuss, M. Comparative determination of the α/β phase fraction in α + β-titanium alloys using X-ray diffraction and electron microscopy. Mater. Charact. 2009, 60, 1248–1256. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Dippenaar, R.J. Strain-induced phase transformation during thermo-mechanical processing of titanium alloys. Mater. Sci. Eng. A 2012, 552, 451–456. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Park, N.; Tian, Y.; Shibata, A.; Tsuji, N. Deformation-assisted diffusion for the enhanced kinetics of dynamic phase transformation. Mater. Res. Lett. 2018, 6, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Kitashima, T.; Tsuchiyama, T.; Watanabe, M. β-texture evolution of a near-β titanium alloy during cooling after forging in the β single-phase and (α + β) dual-phase regions. Metall. Mater. Trans. A 2021, 52, 303–315. [Google Scholar] [CrossRef]
- Bertrand, E.; Castany, P.; Gloriant, T. An alternative way to orient the parent phase in the cubic/orthorhombic martensitic transformation of titanium shape memory alloys. Scr. Mater. 2014, 83, 41–44. [Google Scholar] [CrossRef] [Green Version]
- Germain, L.; Gey, N.; Humbert, M.; Vo, P.; Jahazi, M.; Bocher, P. Texture heterogeneities induced by subtransus processing of near α titanium alloys. Acta Mater. 2008, 56, 4298–4308. [Google Scholar] [CrossRef]
- Suri, S.; Viswanathan, G.B.; Neeraj, T.; Hou, D.-H.; Mills, M.J. Room temperature deformation and mechanisms of slip transmission in oriented single-colony crystals of an α/β titanium alloy. Acta Mater. 1999, 47, 1019–1034. [Google Scholar] [CrossRef]
- He, D.; Zhu, J.; Zaefferer, S.; Raabe, D. Effect of retained beta layer on slip transmission in Ti–6Al–2Zr–1Mo–1V near alpha titanium alloy during tensile deformation at room temperature. Mater. Des. 2014, 56, 937–942. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Sun, Q.; Xiao, L.; Zhao, Y.; Sun, J. Slip transmission behavior across α/β interface and strength prediction with a modified rule of mixtures in TC21 titanium alloy. J. Alloys Compd. 2017, 724, 112–120. [Google Scholar] [CrossRef]
- Williams, J.C.; Baggerly, R.G.; Paton, N.E. Deformation behavior of HCP Ti-Al alloy single crystals. Metall. Mater. Trans. A 2002, 33, 837–850. [Google Scholar] [CrossRef]
- Calnan, E.A.; Clews, C.J.B. LXV. The development of deformation textures in metals—Part II. Body-centred cubic metals. London Edinburgh Dublin Philos. Mag. J. Sci. 1951, 42, 616–635. [Google Scholar] [CrossRef]
- Weinberger, C.R.; Boyce, B.L.; Battaile, C.C. Slip planes in bcc transition metals. Int. Mater. Rev. 2013, 58, 296–314. [Google Scholar] [CrossRef]
- Chin, G.Y. Competition among {110}, {112}, and {123}<111> slip modes in BCC metals. Metall. Trans. 1972, 3, 2213–2216. [Google Scholar] [CrossRef]
- Castany, P.; Besse, M.; Gloriant, T. In situ TEM study of dislocation slip in a metastable β titanium alloy. Scr. Mater. 2012, 66, 371–373. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Li, J.; Tang, B.; Kou, H.; Xue, X.; Cui, Y. Texture evolution and dynamic recrystallization in a beta titanium alloy during hot-rolling process. J. Alloys Compd. 2015, 618, 146–152. [Google Scholar] [CrossRef]
- Wu, Y.; Kou, H.; Wu, Z.; Tang, B.; Li, J. Dynamic recrystallization and texture evolution of Ti-22Al-25Nb alloy during plane-strain compression. J. Alloys Compd. 2018, 749, 844–852. [Google Scholar] [CrossRef]
- Hasegawa, M.; Yamamoto, M.; Fukutomi, H. Formation mechanism of texture during dynamic recrystallization in γ-TiAl, nickel and copper examined by microstructure observation and grain boundary analysis based on local orientation measurements. Acta Mater. 2003, 51, 3939–3950. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Sn | Zr | Mo | Fe | C | O | N | Ti |
|---|---|---|---|---|---|---|---|---|
| 6.24 | 2.02 | 4.02 | 5.99 | 0.08 | 0.006 | 0.10 | 0.002 | Bal. |
| Forging Ratio | Basal (0001) | Prismatic {10–10} | Pyramidal {10–11} |
|---|---|---|---|
| 15–15% | 0.21 | 0.41 | 0.43 |
| 15–30% | 0.22 | 0.38 | 0.42 |
| 15–45% | 0.21 | 0.40 | 0.43 |
| 15–60% | 0.21 | 0.41 | 0.43 |
| 30–15% | 0.17 | 0.43 | 0.43 |
| 30–30% | 0.20 | 0.42 | 0.44 |
| 30–45% | 0.24 | 0.38 | 0.42 |
| 0–45% | 0.27 | 0.35 | 0.40 |
| 0–60% | 0.32 | 0.31 | 0.39 |
| 0–75% | 0.29 | 0.33 | 0.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kitashima, T.; Meng, L.; Watanabe, M. Deformation-Induced Grain-Interior α Precipitation and β Texture Evolution during the β-Processed Forging of a Near-β Titanium Alloy. Metals 2021, 11, 1405. https://doi.org/10.3390/met11091405
Kitashima T, Meng L, Watanabe M. Deformation-Induced Grain-Interior α Precipitation and β Texture Evolution during the β-Processed Forging of a Near-β Titanium Alloy. Metals. 2021; 11(9):1405. https://doi.org/10.3390/met11091405
Chicago/Turabian StyleKitashima, Tomonori, Lingjian Meng, and Makoto Watanabe. 2021. "Deformation-Induced Grain-Interior α Precipitation and β Texture Evolution during the β-Processed Forging of a Near-β Titanium Alloy" Metals 11, no. 9: 1405. https://doi.org/10.3390/met11091405