
Evolution of Microstructure, Mechanical Properties and Residual Stress of a Cold Rolled Invar Sheet Due to Heat Treatment

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Perparation
2.2. Mechanical Testing
2.3. Microstructure Characterization
2.4. Residual Stress Measurement
3. Results and Discussion
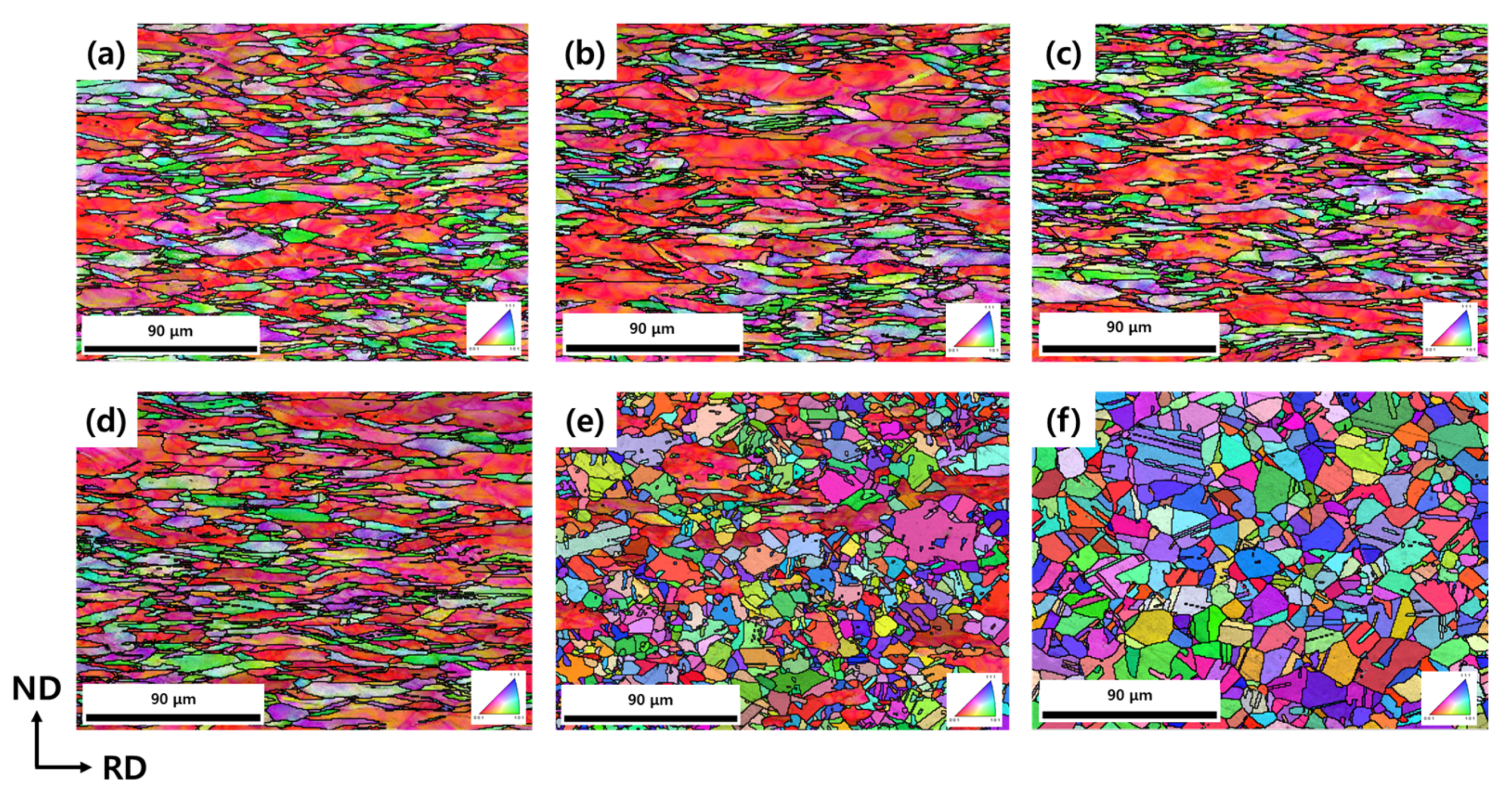
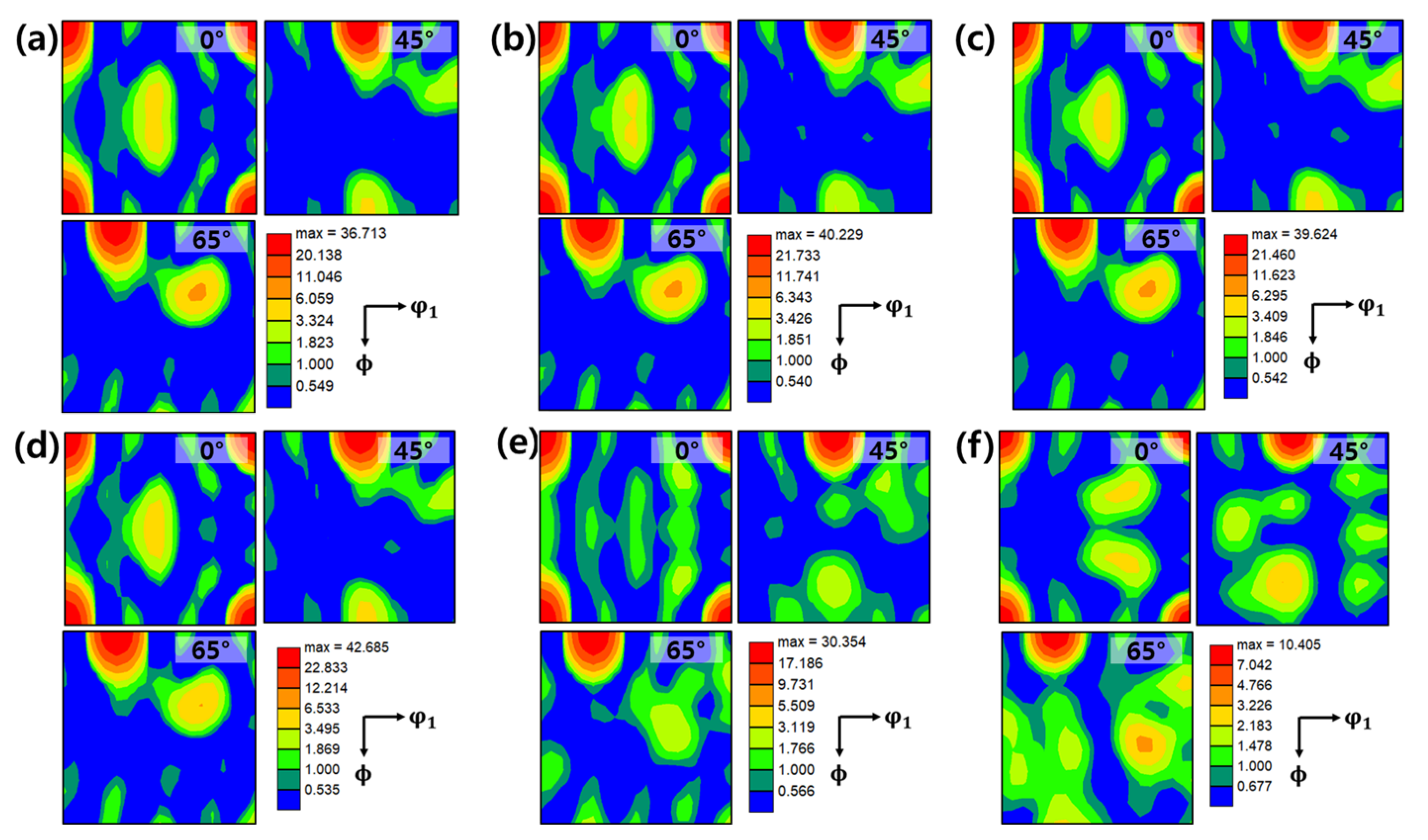
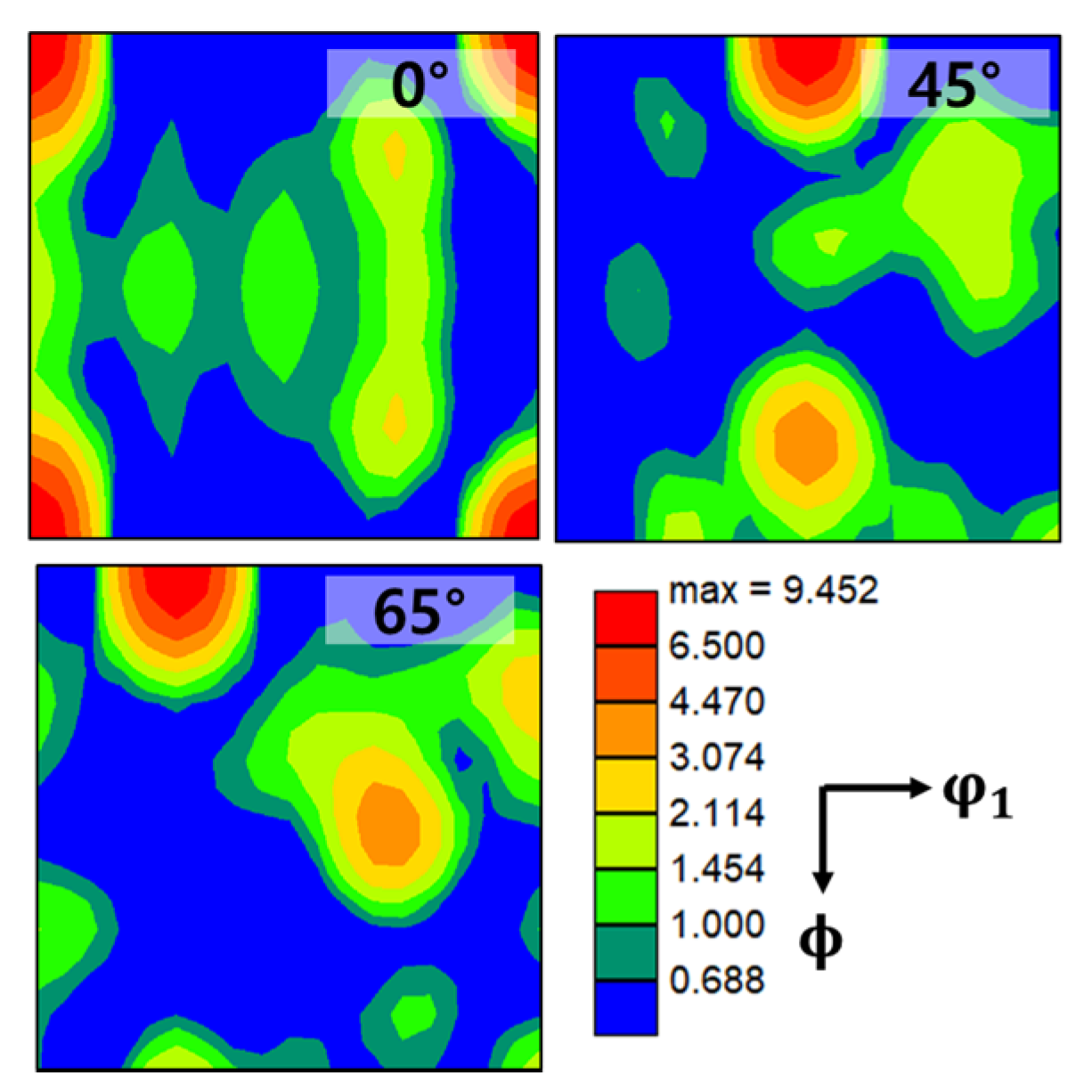
3.1. Effect of Heat Treatment on Microstructure Evolution
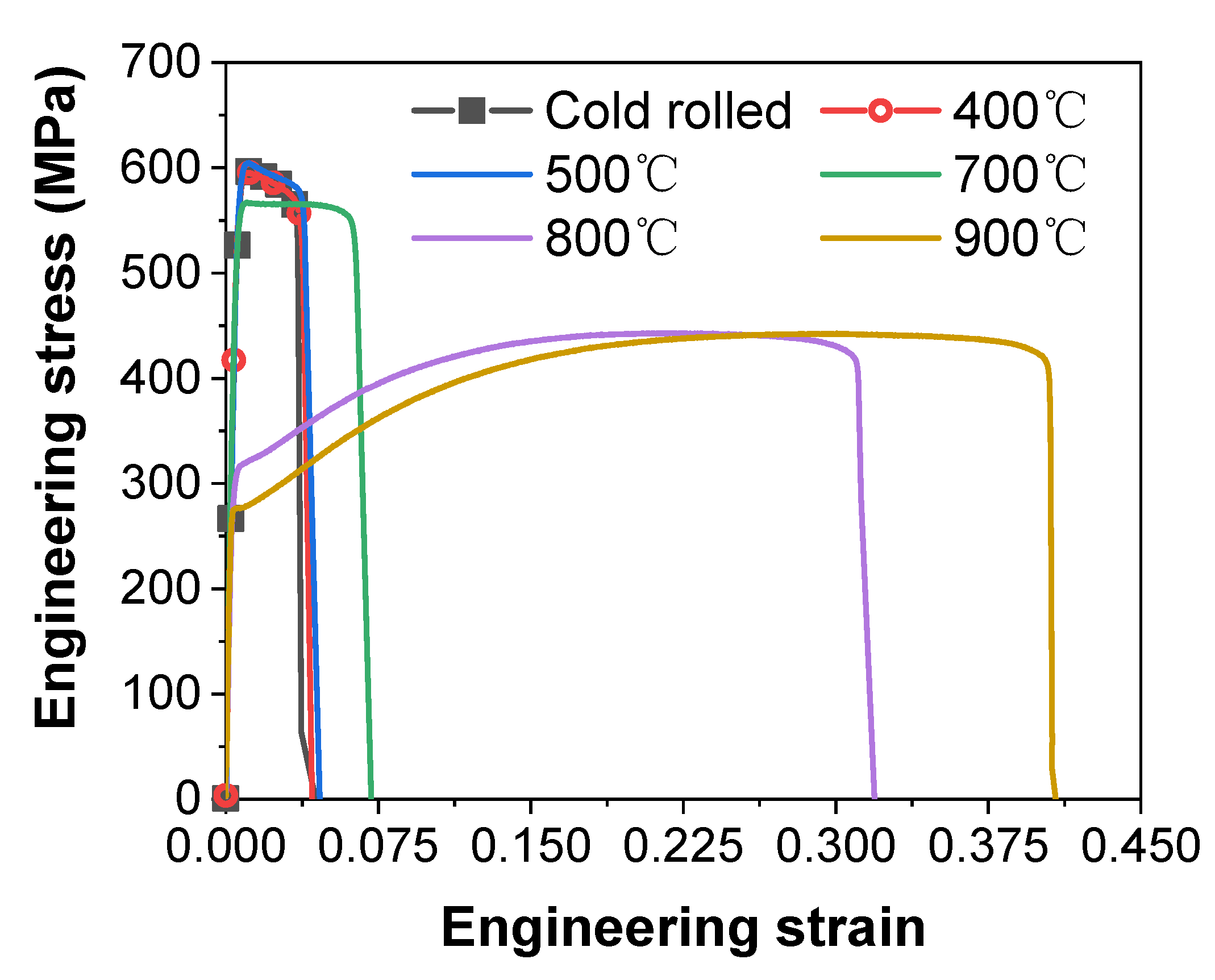
3.2. Effect of Heat Treatment on Mechanical Properties
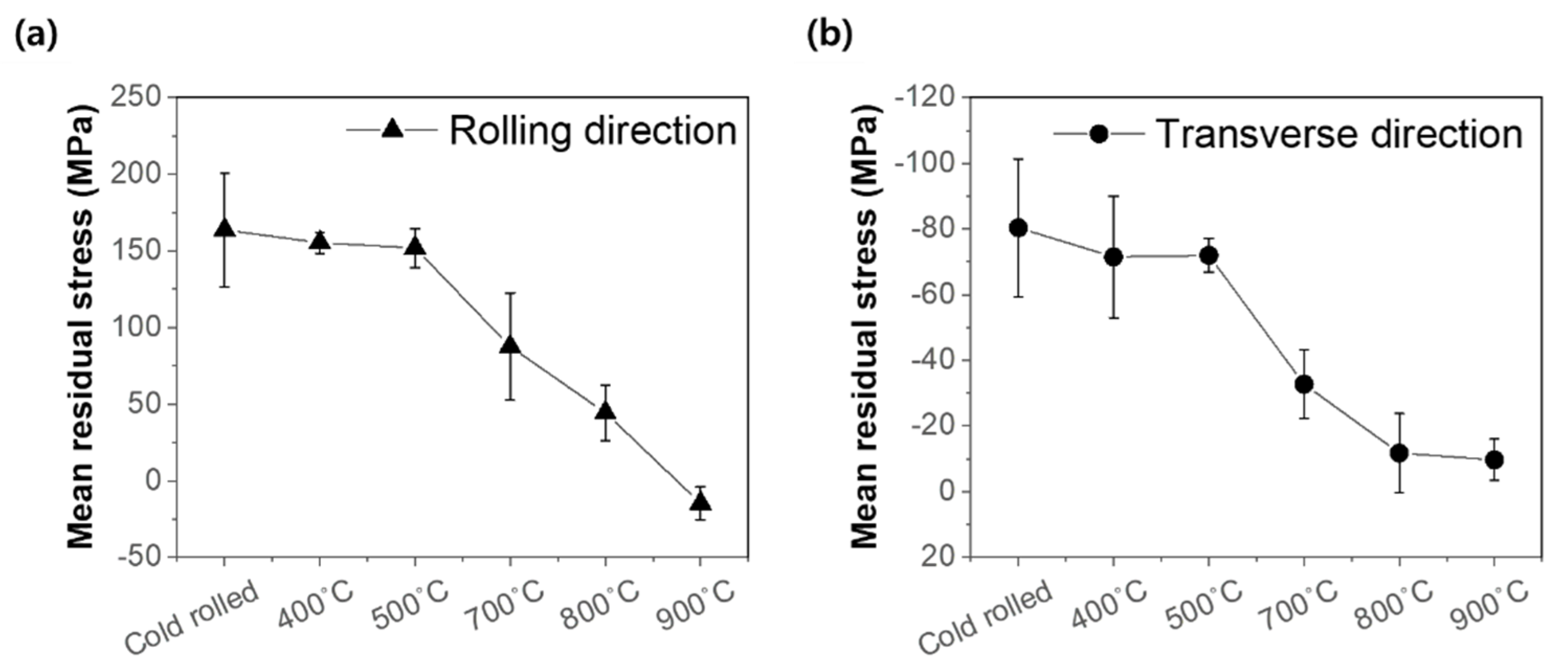
3.3. Effect of Heat Treatment on Residual Stress
4. Conclusions
- Because {100}-oriented grains store fewer GNDs than grains with other orientations typically formed during cold rolling, cold-rolled specimens with high {100} contents can be less effective for residual stress release through recrystallization.
- To maintain a relatively high strength for the Invar used in this study, residual stress release through recovery at 700 °C is more desirable than release through recrystallization.
- A strong Cube content within a cold-rolled sheet reduces the driving force for recrystallization, which can result in higher recrystallization temperature.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Choi, W.; Kim, H.Y.; Jeon, J.W.; Chang, W.S.; Cho, S.-H. Vibration-assisted femtosecond laser drilling with controllable taper angles for AMOLED fine metal mask fabrication. Materials 2017, 10, 212. [Google Scholar] [CrossRef]
- Hauschwitz, P.; Stoklasa, B.; Kuchařík, J.; Turčičová, H.; Písařík, M.; Brajer, J.; Rostohar, D.; Mocek, T.; Duda, M.; Lucianetti, A. Micromachining of Invar with 784 beams using 1.3 ps laser source at 515 nm. Materials 2020, 13, 2962. [Google Scholar] [CrossRef] [PubMed]
- Yang, Q.; Wei, K.; Yang, X.; Xie, H.; Qu, Z.; Fang, D. Microstructures and unique low thermal expansion of Invar 36 alloy fabricated by selective laser melting. Mater. Charact. 2020, 166, 110409. [Google Scholar] [CrossRef]
- Shin, S.; Hur, J.-G.; Park, J.K.; Kim, D.-H. Thermal damage free material processing using femtosecond laser pulses for fabricating fine metal masks: Influences of laser fluence and pulse repetition rate on processing quality. Opt. Laser Technol. 2021, 134, 106618. [Google Scholar] [CrossRef]
- Chun, K.; Jin, D.; Kim, S.; Lee, E. Comparison between wire mesh and plate electrodes during wide-pattern machining on invar fine sheet using through-mask electrochemical micromachining. J. Mech. Sci. 2017, 31, 1851–1859. [Google Scholar] [CrossRef]
- Wei, K.; Yang, Q.; Ling, B.; Yang, X.; Xie, H.; Qu, Z.; Fang, D. Mechanical properties of Invar 36 alloy additively manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 772, 138799. [Google Scholar] [CrossRef]
- Kim, C.; Kim, K.; Kwon, O.; Jung, J.; Park, J.K.; Kim, D.H.; Jung, K. Fine metal mask material and manufacturing process for high-resolution active-matrix organic light-emitting diode displays. J. Soc. Inf. Display 2020, 28, 668–679. [Google Scholar] [CrossRef]
- Park, Y.B.; Kim, I.G. The gain of low thermal expansivity via phase transition in electroformed invar. Coatings 2018, 8, 169. [Google Scholar] [CrossRef]
- Li, A.; Zhu, Z.; Liu, Y.; Hu, J. Ultrasound-assisted electrodeposition of Fe-Ni film for OLED mask. Mater. Res. Bull. 2020, 127, 110845. [Google Scholar] [CrossRef]
- Breidenstein, B.; Denkena, B.; Krödel, A.; Prasanthan, V.; Poll, G.; Pape, F.; Coors, T. Production-related surface and subsurface properties and fatigue life of hybrid roller bearing components. Metals 2020, 10, 1339. [Google Scholar] [CrossRef]
- Singh, G.; Kalita, B.; Vishnu Narayanan, K.I.; Arora, U.K.; Mahapatra, M.M.; Jayaganthan, R. Finite element analysis and experimental evaluation of residual stress of Zr-4 alloys processed through swaging. Metals 2020, 10, 1281. [Google Scholar] [CrossRef]
- Coors, T.; Mildebrath, M.; Büdenbender, C.; Saure, F.; Faqiri, M.Y.; Kahra, C.; Prasanthan, V.; Chugreeva, A.; Matthias, T.; Budde, L.; et al. Investigations on tailored forming of AISI 52100 as rolling bearing raceway. Metals 2020, 10, 1363. [Google Scholar] [CrossRef]
- Choi, W.-K.; Kim, S.-H.; Choi, S.-G.; Lee, E.-S. Quadrilateral micro-hole array machining on Invar thin film: Wet etching and electrochemical fusion machining. Materials 2018, 11, 160. [Google Scholar] [CrossRef] [PubMed]
- Hospers, F.; Vogelesang, L.B. Determination of residual stresses in aluminum-alloy sheet material. Exp. Mech. 1975, 15, 107–110. [Google Scholar] [CrossRef]
- Neves, F.O.; Oliviera, T.L.L.; Braga, D.U.; da Silva, A.S.C. Influence of heat treatment on residual stress in cold-forged parts. Adv. Mater. Sci. Eng. 2014, 2014, 658679. [Google Scholar] [CrossRef]
- Terner, M.; Lee, J.; Marchese, G.; Biamino, S.; Hong, H.-U. Electron backscattered diffraction to estimate residual stress levels of a superalloy produced by laser powder bed fusion and subsequent heat treatments. Materials 2020, 13, 4643. [Google Scholar] [CrossRef] [PubMed]
- Wawszczak, R.; Baczmański, A.; Marciszko, M.; Wróbel, M.; Czeppe, T.; Sztwiertnia, K.; Braham, C.; Berent, K. Evolution of microstructure and residual stress during annealing of austenitic and ferritic steels. Mater. Charact. 2016, 112, 238–251. [Google Scholar] [CrossRef]
- Nishiyama, S.; Honda, Y.; Sato, D.; Tanabe, H. Effects of cold rolling and annealing conditions on recrystallization and r-value in Invar alloy. Tetsu-Hagane 1995, 81, 1097–1102. [Google Scholar] [CrossRef][Green Version]
- Tashiro, Y.; Maruhashi, Y.; Sato, T. Influence of second phase particles on recrystallization in Fe-36Ni alloy. Tetsu-Hagane 2003, 89, 530–535. [Google Scholar] [CrossRef][Green Version]
- Lin, Y.-C.; Zhu, J.-S.; Chen, J.-Y.; Wang, J.-Q. Residual-stress relaxation mechanism and model description of 5052H32 Al alloy spun ellipsoidal heads during annealing treatment. Adv. Manuf. 2021, 26, 1–14. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2021, 821, 141611. [Google Scholar] [CrossRef]
- Bai, Q.; Feng, H.; Si, L.-K.; Ran, P.; Wang, Y.-Q. A novel stress relaxation modeling for predicting the change of residual stress during annealing heat treatment. Metall. Mater. Trans. A 2019, 50, 5750–5759. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, W.; Wan, J.; Misra, R.D.K.; Wang, Q.; Wang, C. The grain size and orientation dependence of geometrically necessary dislocations in polycrystalline aluminum during monotonic deformation: Relationship to mechanical behavior. Mater. Sci. Eng. A 2020, 775, 138939. [Google Scholar] [CrossRef]
- Tewari, A.; Suwas, S.; Srivastava, D.; Samajdar, I.; Haldar, A. Stability of cube oriented grains during cold-rolling of highly cube-oriented polycrystalline Nickel. Mater. Sci. Forum 2011, 702–703, 402–405. [Google Scholar]
- Betanda, Y.A.; Helbert, A.-L.; Brisset, F.; Mathon, M.-H.; Waeckerlé, T.; Baudin, T. Measurement of stored energy in Fe–48%Ni alloys strongly cold-rolled using three approaches: Neutron diffraction, Dillamore and KAM approaches. Mater. Sci. Eng. A 2014, 614, 193–198. [Google Scholar] [CrossRef]
- Zaefferer, S.; Baudin, T.; Penelle, R. A study on the formation mechanisms of the cube recrystallization texture in cold rolled Fe–36%Ni alloys. Acta Mater. 2001, 49, 1105–1122. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni | Co | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.28 | 0.00.2 | 0.0004 | 0.09 | 0.07 | 35.0 | 0.33 | bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, S.J.; Jo, S.-H.; Kim, J.G.; Kim, J.; Lee, R.; Oh, Y.-S.; Kim, S.-J.; Lee, H.W.; Kang, S.-H.; Jung, J. Evolution of Microstructure, Mechanical Properties and Residual Stress of a Cold Rolled Invar Sheet Due to Heat Treatment. Metals 2022, 12, 110. https://doi.org/10.3390/met12010110
Park SJ, Jo S-H, Kim JG, Kim J, Lee R, Oh Y-S, Kim S-J, Lee HW, Kang S-H, Jung J. Evolution of Microstructure, Mechanical Properties and Residual Stress of a Cold Rolled Invar Sheet Due to Heat Treatment. Metals. 2022; 12(1):110. https://doi.org/10.3390/met12010110
Chicago/Turabian StylePark, Sung Jin, Seong-Hyeon Jo, Jung Gi Kim, Juntae Kim, Ryul Lee, Young-Seok Oh, Se-Jong Kim, Ho Won Lee, Seong-Hoon Kang, and Jaimyun Jung. 2022. "Evolution of Microstructure, Mechanical Properties and Residual Stress of a Cold Rolled Invar Sheet Due to Heat Treatment" Metals 12, no. 1: 110. https://doi.org/10.3390/met12010110
APA StylePark, S. J., Jo, S.-H., Kim, J. G., Kim, J., Lee, R., Oh, Y.-S., Kim, S.-J., Lee, H. W., Kang, S.-H., & Jung, J. (2022). Evolution of Microstructure, Mechanical Properties and Residual Stress of a Cold Rolled Invar Sheet Due to Heat Treatment. Metals, 12(1), 110. https://doi.org/10.3390/met12010110