
On the Effect of Heat Input and Interpass Temperature on the Performance of Inconel 625 Alloy Deposited Using Wire Arc Additive Manufacturing–Cold Metal Transfer Process

 , ,
, , 

Abstract
:1. Introduction
2. Experimental Procedure
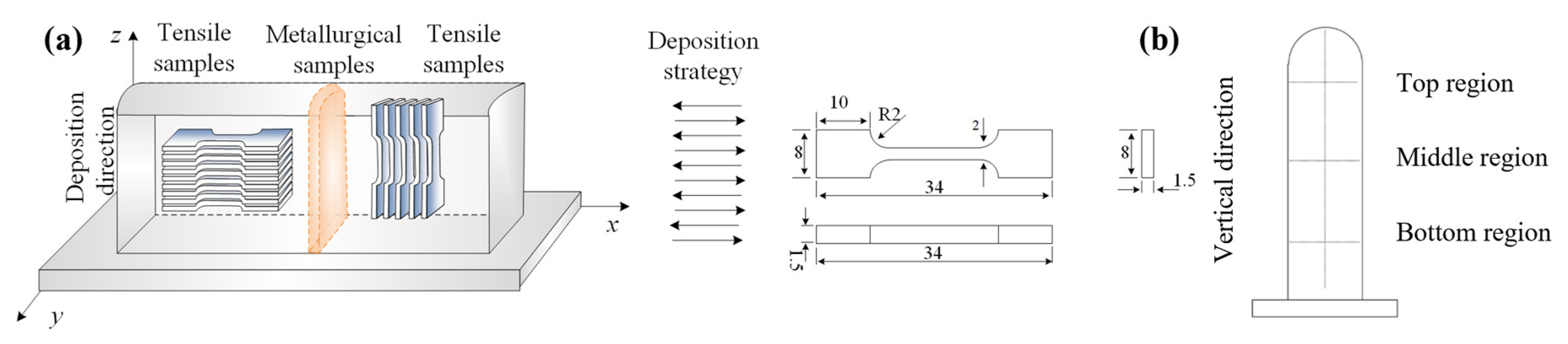
2.1. Experiment Setup
2.2. Material Characterization
3. Results and Discussion
3.1. Macrostructure
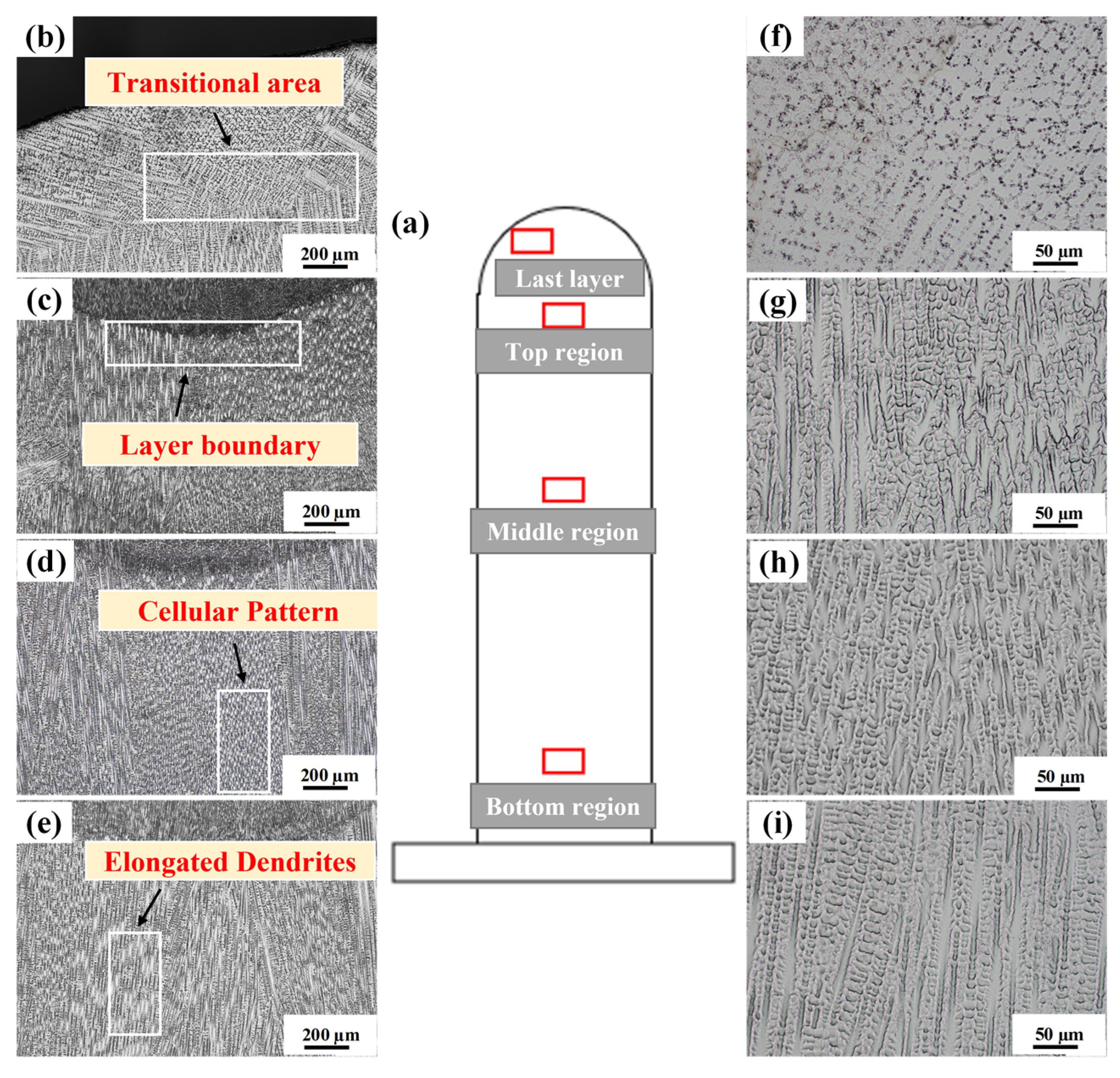
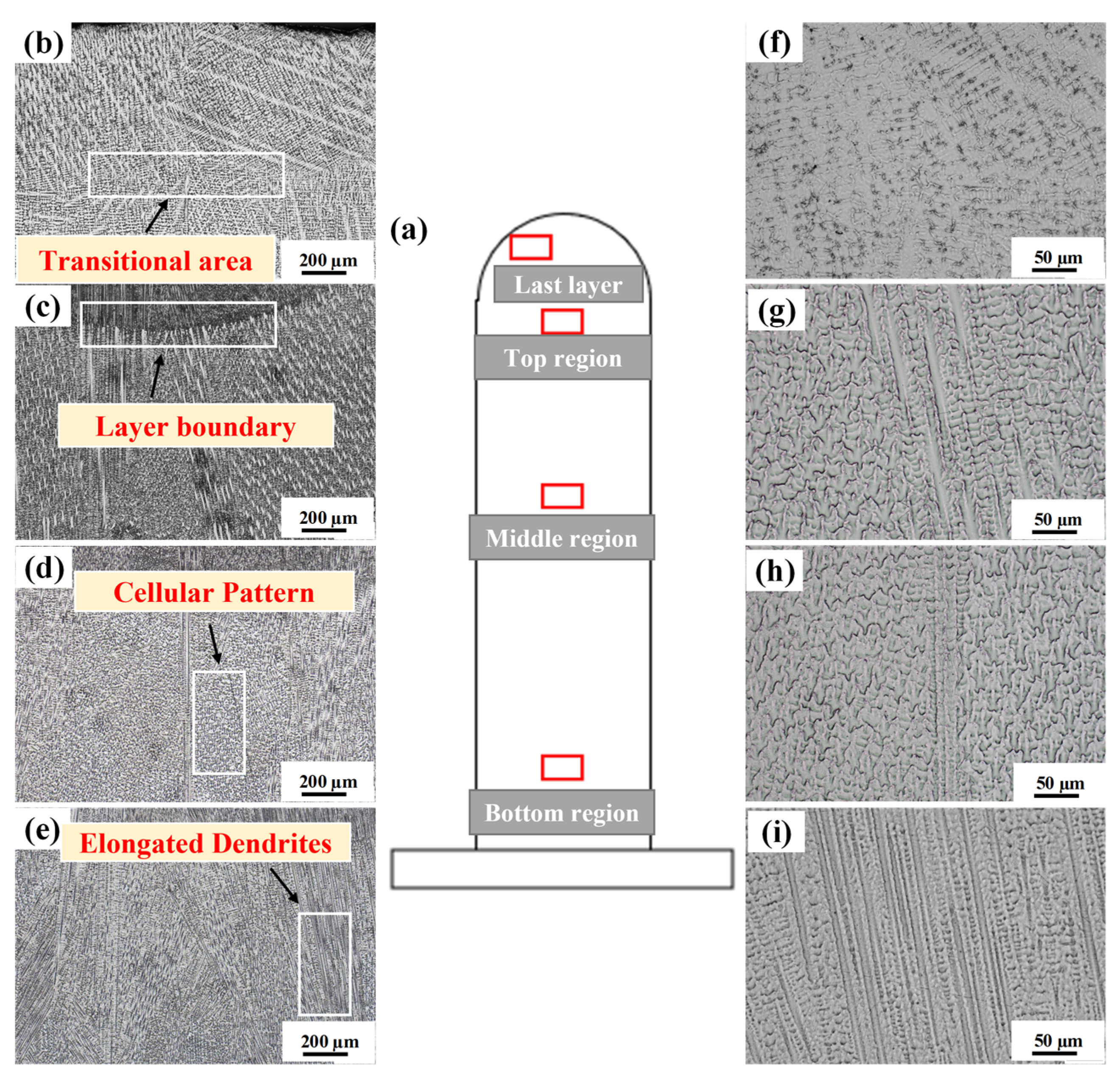
3.2. Microstructural Evolution
3.3. Mechanical Properties
3.3.1. Micro-Hardness
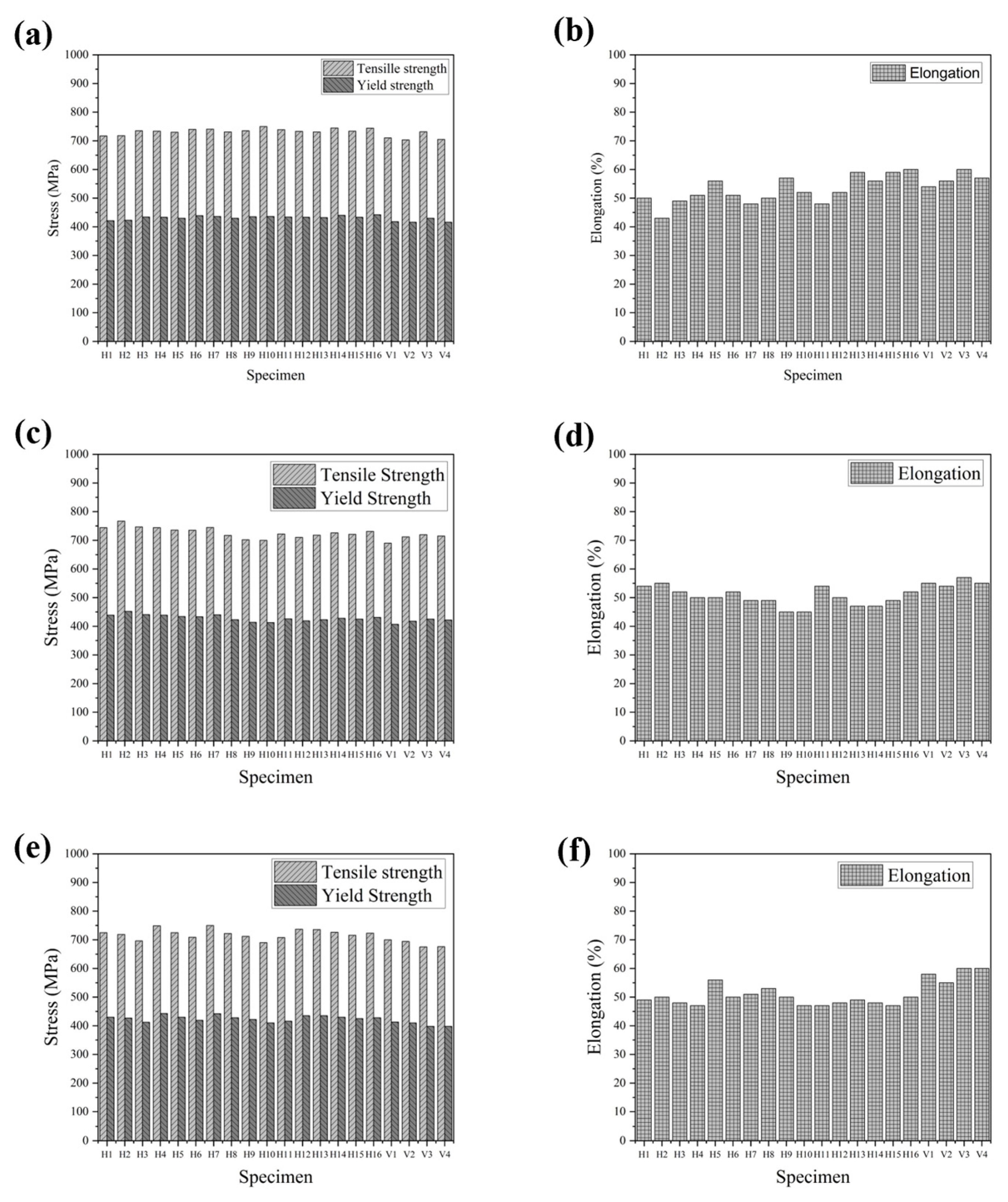
3.3.2. Tensile Strength
4. Conclusions
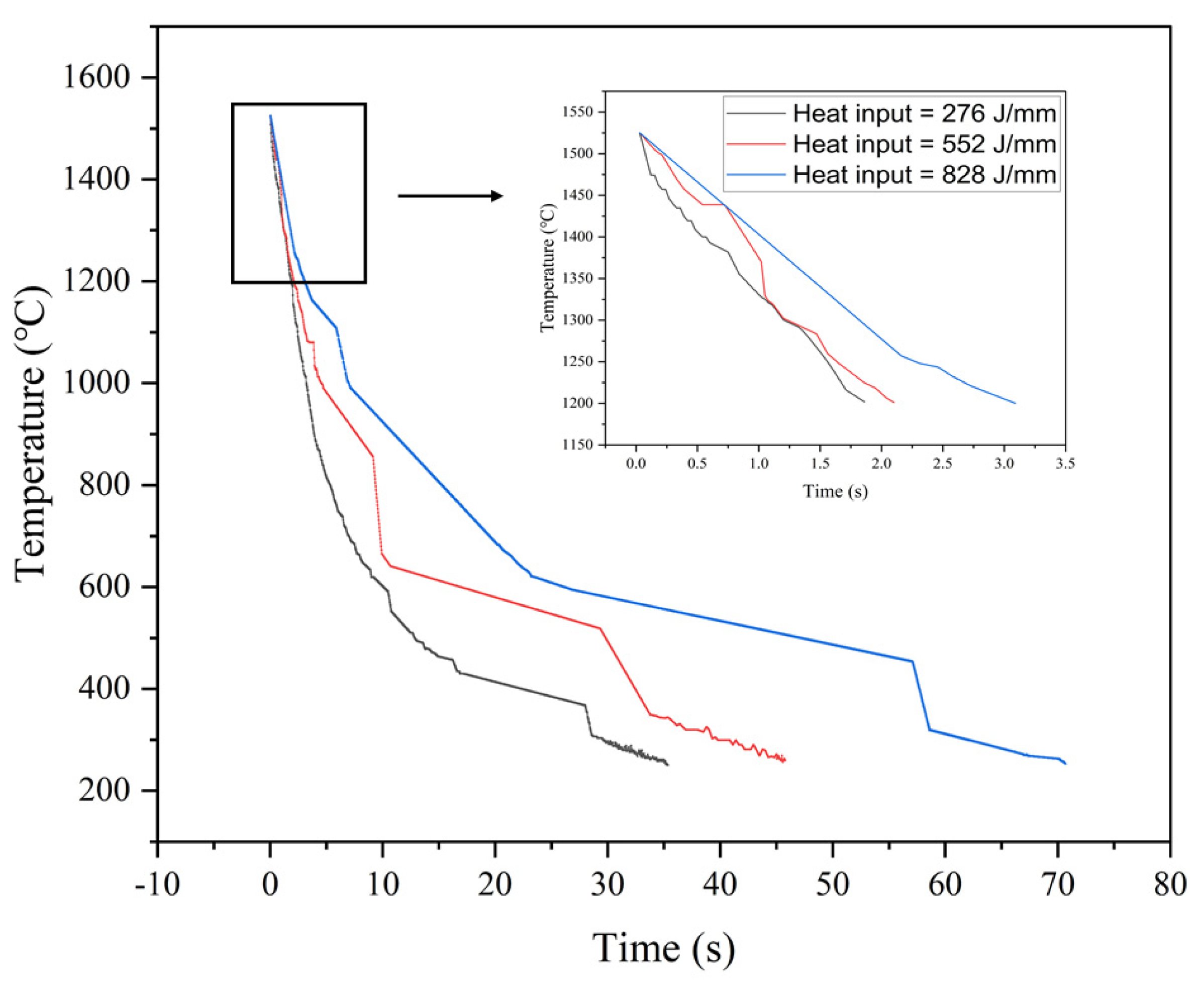
- The macrostructure can be refined via lower heat input, and the 276 J/mm sample has the best surface finish among three heat input conditions, due to the relatively high solidification rate and low overflow.
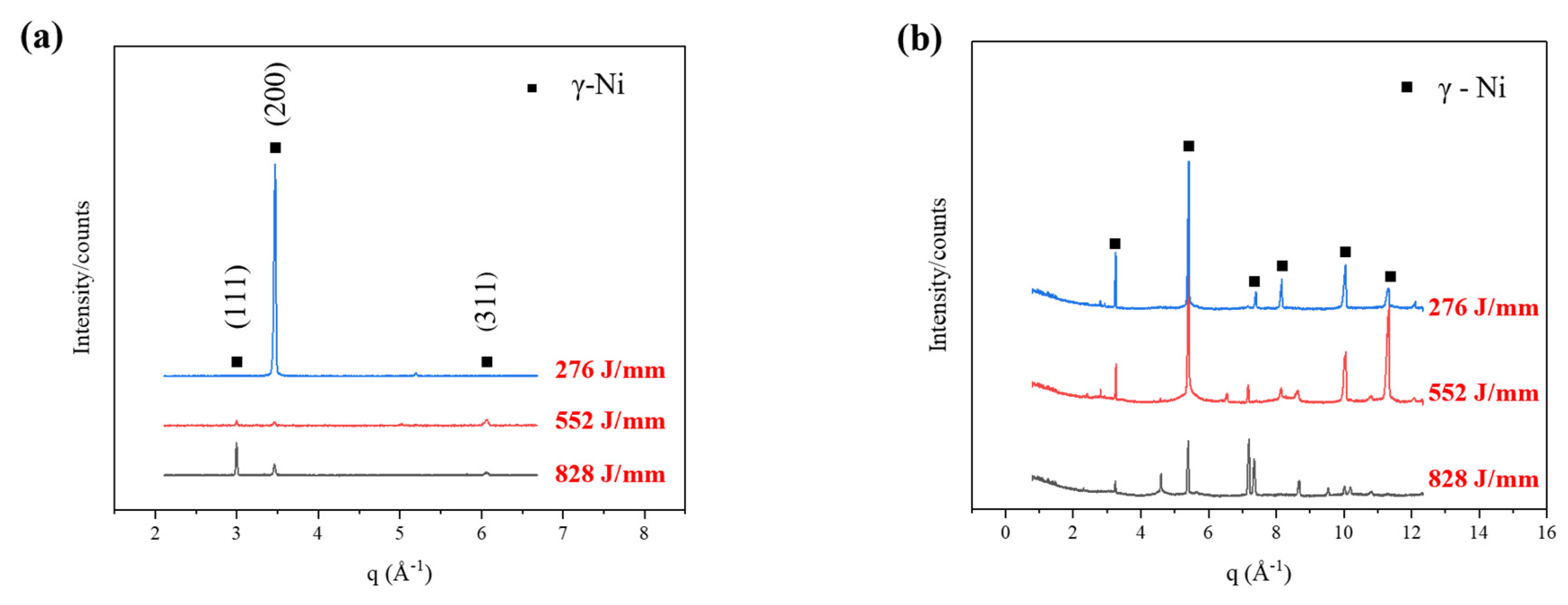
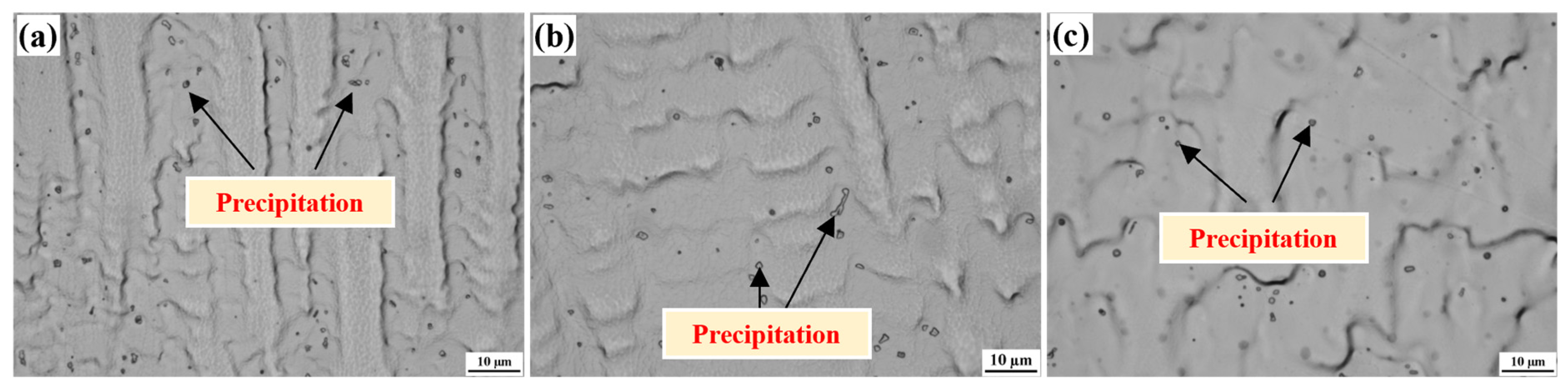
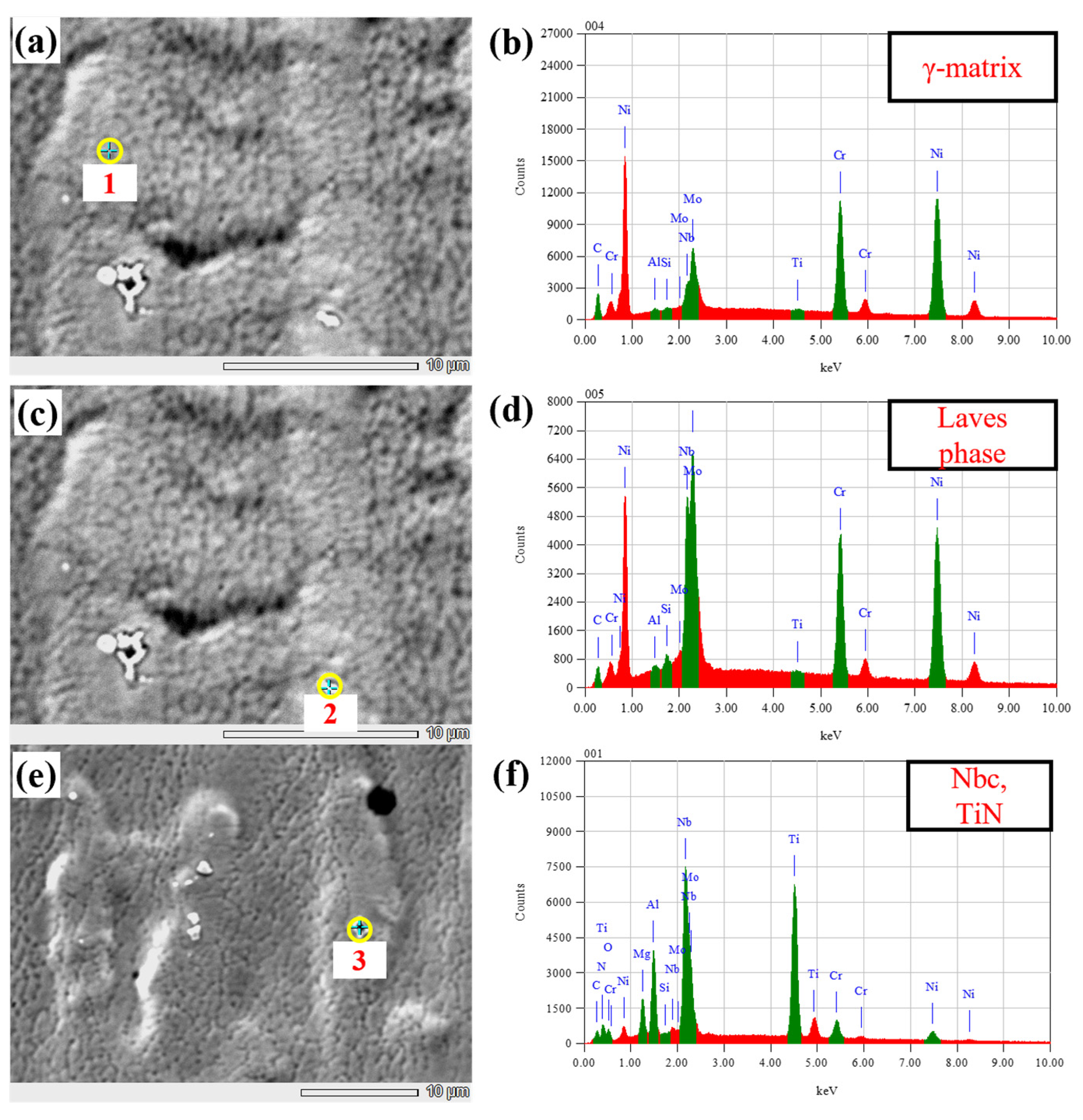
- Lower heat input refines the dendrite arm spacing, Laves phase and NbC carbide precipitates of the fabricated alloy by increasing the solidification rate. Due to the active cooling and temperature control between layers, the microstructure of the individual specimens is homogeneous along the height of built thin-wall structures. The current work, however, suggests that the interpass temperature should be controlled to a lower value.
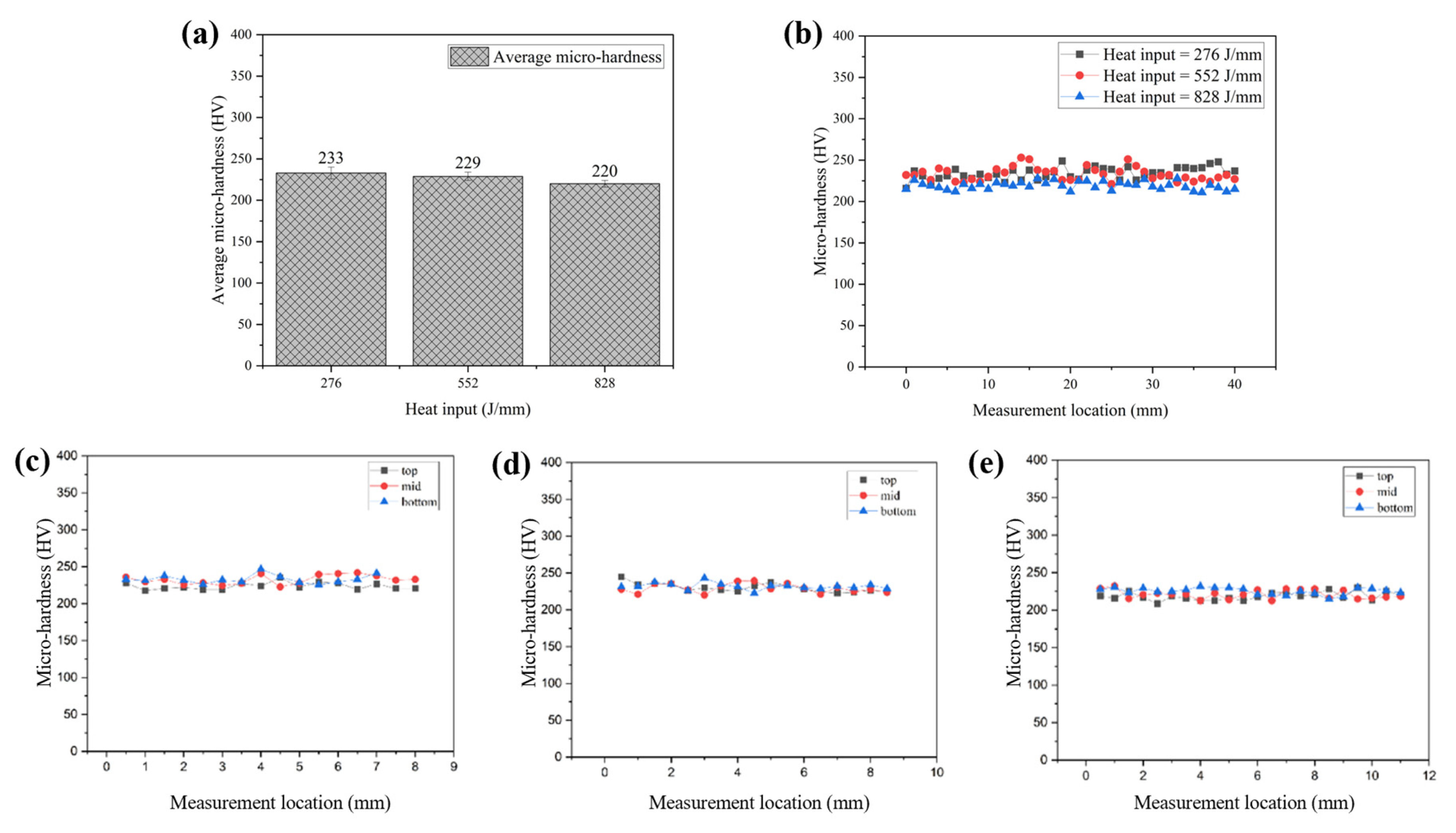
- The anisotropy in mechanical properties is highly reduced in this work. The micro-hardness and tensile properties are well-distributed in different regions of the as-deposited components, regardless of the location, and this is attributed to a rather homogeneous nature of the microstructure. This is achieved by the active control of the interpass temperature, which prevents heat accumulation in the built component during WAAM process.
- The mechanical properties of samples decrease with increasing heat input, and this effect is considered to be due to the increased size of dendrite arm spacing. Hence, lower heat input to a reasonable value can be an effective way to enhance mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloy. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Henderson, M.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel based superalloy welding practices for industrial gas turbine applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Chapman, L. Application of high temperature DSC technique to nickel based superalloys. J. Mater. Sci. 2004, 39, 7229–7236. [Google Scholar] [CrossRef]
- Dinda, G.; Dasgupta, A.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int. J. 2018, 21, 364–370. [Google Scholar] [CrossRef]
- Shankar, V.; Rao, K.B.S.; Mannan, S. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Abioye, T.; McCartney, D.; Clare, A. Laser cladding of Inconel 625 wire for corrosion protection. J. Mater. Process. Technol. 2015, 217, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Chen, X.; Su, C. Microstructure and mechanical properties of Inconel 625 fabricated by wire-arc additive manufacturing. Surf. Coat. Technol. 2019, 374, 116–123. [Google Scholar]
- Wang, Y.; Chen, X.; Shen, Q.; Su, C.; Zhang, Y.; Jayalakshmi, S.; Singh, R.A. Effect of magnetic Field on the microstructure and mechanical properties of inconel 625 superalloy fabricated by wire arc additive manufacturing. J. Manuf. Processes 2021, 64, 10–19. [Google Scholar] [CrossRef]
- Tanvir, A.; Ahsan, M.R.; Ji, C.; Hawkins, W.; Bates, B.; Kim, D.B. Heat treatment effects on Inconel 625 components fabricated by wire+ arc additive manufacturing (WAAM)—Part 1: Microstructural characterization. Int. J. Adv. Manuf. Technol. 2019, 103, 3785–3798. [Google Scholar] [CrossRef]
- Tanvir, A.; Ahsan, M.R.; Seo, G.; Kim, J.-D.; Ji, C.; Bates, B.; Lee, Y.; Kim, D.B. Heat treatment effects on Inconel 625 components fabricated by wire+ arc additively manufacturing (WAAM)—Part 2: Mechanical properties. Int. J. Adv. Manuf. Technol. 2020, 110, 1709–1721. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; Abdollah, M.F.; Maidin, S.; Ramli, F.R. Review on effect of heat input for wire arc additive manufacturing process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Su, C.; Chen, X.; Gao, C.; Wang, Y. Effect of heat input on microstructure and mechanical properties of Al-Mg alloys fabricated by WAAM. Appl. Surf. Sci. 2019, 486, 431–440. [Google Scholar] [CrossRef]
- Wang, S.; Gu, H.; Wang, W.; Li, C.; Ren, L.; Wang, Z.; Zhai, Y.; Ma, P. The Influence of Heat Input on the Microstructure and Properties of Wire-Arc-Additive-Manufactured Al-Cu-Sn Alloy Deposits. Metals 2020, 10, 79. [Google Scholar] [CrossRef] [Green Version]
- Xiong, J.; Li, Y.; Li, R.; Yin, Z. Influences of process parameters on surface roughness of multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing. J. Mater. Process. Technol. 2018, 252, 128–136. [Google Scholar] [CrossRef]
- Van, D.; Dinda, G.; Park, J.; Mazumder, J.; Lee, S.H. Enhancing hardness of Inconel 718 deposits using the aging effects of cold metal transfer-based additive manufacturing. Mater. Sci. Eng. A 2020, 776, 139005. [Google Scholar] [CrossRef]
- Brandl, E.; Michailov, V.; Viehweger, B.; Leyens, C. Deposition of Ti–6Al–4V using laser and wire, part I: Microstructural properties of single beads. Surf. Coat. Technol. 2011, 206, 1120–1129. [Google Scholar] [CrossRef]
- Vandersluis, E.; Ravindran, C. Comparison of measurement methods for secondary dendrite arm spacing. Metallogr. Microstruct. Anal. 2017, 6, 89–94. [Google Scholar] [CrossRef]
- Canté, M.V.; Brito, C.; Spinelli, J.E.; Garcia, A. Interrelation of cell spacing, intermetallic compounds and hardness on a directionally solidified Al–1.0 Fe–1.0 Ni alloy. Mater. Des. 2013, 51, 342–346. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Li, S.; Wu, D.; Yan, H.; Ye, X.; Chen, J. Microstructure and Mechanical Properties of Thick-Walled Inconel 625 Alloy Manufactured by Wire Arc Additive Manufacture with Different Torch Paths. Adv. Eng. Mater. 2021, 23, 2000728. [Google Scholar] [CrossRef]
- Zhang, F.; Levine, L.E.; Allen, A.J.; Stoudt, M.R.; Lindwall, G.; Lass, E.A.; Williams, M.E.; Idell, Y.; Campbell, C.E. Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion. Acta Mater. 2018, 152, 200–214. [Google Scholar] [CrossRef]
- Xing, X.; Di, X.; Wang, B. The effect of post-weld heat treatment temperature on the microstructure of Inconel 625 deposited metal. J. Alloy Compd. 2014, 593, 110–116. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.; Han, X.; Mazumder, J.; Song, L. Laves phase control of Inconel 718 alloy using quasi-continuous-wave laser additive manufacturing. Mater. Des. 2017, 122, 330–339. [Google Scholar] [CrossRef]
- Wang, K.; Liu, Y.; Sun, Z.; Lin, J.; Lv, Y.; Xu, B. Microstructural evolution and mechanical properties of Inconel 718 superalloy thin wall fabricated by pulsed plasma arc additive manufacturing. J. Alloy Compd. 2020, 819, 152936. [Google Scholar] [CrossRef]
- Tinoco, J.; Fredriksson, H. Solidification of a modified Inconel 625 alloy under different cooling rates. High Temp. Mater. Processes 2004, 23, 13–24. [Google Scholar] [CrossRef]
- Dubiel, B.; Sieniawski, J. Precipitates in additively manufactured Inconel 625 superalloy. Mater. Des. 2019, 12, 1144. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mitchell, A.; Schmalz, A.; Schvezov, C.; Cockcroft, S. The precipitation of primary carbides in alloy 718. Superalloys 1994, 718, 65–78. [Google Scholar]
- Cockcroft, S.; Degawa, T.; Mitchell, A.; Tripp, D.; Schmalz, A. Inclusion precipitation in superalloys. Superalloys 1992, 1992, 577–586. [Google Scholar]
- Antonsson, T.; Fredriksson, H. The effect of cooling rate on the solidification of INCONEL 718. Metall. Mater. Trans. B 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Artaza, T.; Bhujangrao, T.; Suárez, A.; Veiga, F.; Lamikiz, A. Influence of heat input on the formation of laves phases and hot cracking in plasma arc welding (PAW) additive manufacturing of inconel 718. Metals 2020, 10, 771. [Google Scholar] [CrossRef]
- Gusev, A.I. Anisotropy of microstructure and elastic properties of niobium carbide nanopowders. Solid State Sci. 2020, 100, 106092. [Google Scholar] [CrossRef]
- Hsiao, Z.-W.; Kuhn, B.; Chen, D.; Singheiser, L.; Kuo, J.-C.; Lin, D.-Y. Characterization of Laves phase in Crofer 22 H stainless steel. Micron 2015, 74, 59–64. [Google Scholar] [CrossRef] [PubMed]
- Seow, C.E.; Coules, H.E.; Wu, G.; Khan, R.H.; Xu, X.; Williams, S. Wire+ Arc Additively Manufactured Inconel 718: Effect of post-deposition heat treatments on microstructure and tensile properties. Mater. Des. 2019, 183, 108157. [Google Scholar] [CrossRef]
- Højerslev, C.; Tiedje, N.; Hald, J. Segregation effects and phase developments during solidification of alloy 625. In Proceedings of the Materials Science Forum, Vancouver, BC, Canada, 4–8 July 2006; pp. 373–378. [Google Scholar]
- Theriault, A.; Xue, L.; Dryden, J. Fatigue behavior of laser consolidated IN-625 at room and elevated temperatures. Mater. Sci. Eng. A 2009, 516, 217–225. [Google Scholar] [CrossRef] [Green Version]
- Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive manufacturing with superduplex stainless steel wire by cmt process. Metals 2020, 10, 272. [Google Scholar] [CrossRef] [Green Version]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Thivillon, L.; Bertrand, P.; Smurov, I. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder. Appl. Surf. Sci. 2007, 254, 980–983. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Wang, H.; Liu, J.; Feng, J. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Mo | Nb + Ta | Cu | Mn | Al | Ti | Si | C | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 64.0 | 22.6 | 0.21 | 8.8 | 3.49 | 0.02 | 0.001 | 0.15 | 0.18 | 0.09 | 0.1 | 0.00001 | 0.004 |
| Sample No. | Wire Feed Speed (m/min) | Torch Travel Speed (mm/min) | Current (A) | Voltage (V) | Heat Input (J/mm) |
|---|---|---|---|---|---|
| 1 | 6.5 | 600 | 157 | 17.6 | 276 |
| 2 | 6.5 | 300 | 157 | 17.6 | 552 |
| 3 | 6.5 | 200 | 157 | 17.6 | 828 |
| Sample No. | Length (mm) | Width (mm) | Height (mm) |
|---|---|---|---|
| 1 | 130 | 8 | 40 |
| 2 | 130 | 12 | 40 |
| 3 | 130 | 14 | 40 |
| Distance | 276 J/mm | 552 J/mm | 828 J/mm |
|---|---|---|---|
| PDAS (μm) | 13 ± 3 | 19 ± 4 | 25 ± 5 |
| SDAS (μm) | 5 ± 1 | 7 ± 1 | 10 ± 1 |
| Sample | Process | Interpass Temperature (°C) | Heat Input (J/mm) | UTS (MPa) | YS (MPa) | Elongation (%) | Reference |
|---|---|---|---|---|---|---|---|
| 1 | WAAM–CMT | 100 | 276 | 724 | 427 | 55 | - |
| 2 | WAAM–CMT | 100 | 552 | 720 | 423 | 53 | - |
| 3 | WAAM–CMT | 100 | 828 | 704 | 416 | 54 | - |
| 4 | WAAM–CMT | 400 | 216 | 688 | 401 | 43 | [11] |
| 5 | WAAM–CMT | 400 | 240 | 676 | 391 | 44 | [11] |
| 6 | WAAM–CMT | 400 | 270 | 648 | 377 | 47 | [11] |
| 7 | WAAM–CMT | 100 | 122 | 658 | 373 | 56 | [14] |
| 8 | WAAM–TIG | 50 | - | 703 | - | 41 | [42] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Qiu, Z.; Zhu, H.; Wang, Z.; Muránsky, O.; Ionescu, M.; Pan, Z.; Xi, J.; Li, H. On the Effect of Heat Input and Interpass Temperature on the Performance of Inconel 625 Alloy Deposited Using Wire Arc Additive Manufacturing–Cold Metal Transfer Process. Metals 2022, 12, 46. https://doi.org/10.3390/met12010046
Zhang C, Qiu Z, Zhu H, Wang Z, Muránsky O, Ionescu M, Pan Z, Xi J, Li H. On the Effect of Heat Input and Interpass Temperature on the Performance of Inconel 625 Alloy Deposited Using Wire Arc Additive Manufacturing–Cold Metal Transfer Process. Metals. 2022; 12(1):46. https://doi.org/10.3390/met12010046
Chicago/Turabian StyleZhang, Chengxun, Zhijun Qiu, Hanliang Zhu, Zhiyang Wang, Ondrej Muránsky, Mihail Ionescu, Zengxi Pan, Jiangtao Xi, and Huijun Li. 2022. "On the Effect of Heat Input and Interpass Temperature on the Performance of Inconel 625 Alloy Deposited Using Wire Arc Additive Manufacturing–Cold Metal Transfer Process" Metals 12, no. 1: 46. https://doi.org/10.3390/met12010046
APA StyleZhang, C., Qiu, Z., Zhu, H., Wang, Z., Muránsky, O., Ionescu, M., Pan, Z., Xi, J., & Li, H. (2022). On the Effect of Heat Input and Interpass Temperature on the Performance of Inconel 625 Alloy Deposited Using Wire Arc Additive Manufacturing–Cold Metal Transfer Process. Metals, 12(1), 46. https://doi.org/10.3390/met12010046