
Powder Particle Size Effects on Microstructure and Mechanical Properties of Mechanically Alloyed ODS Ferritic Steels

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
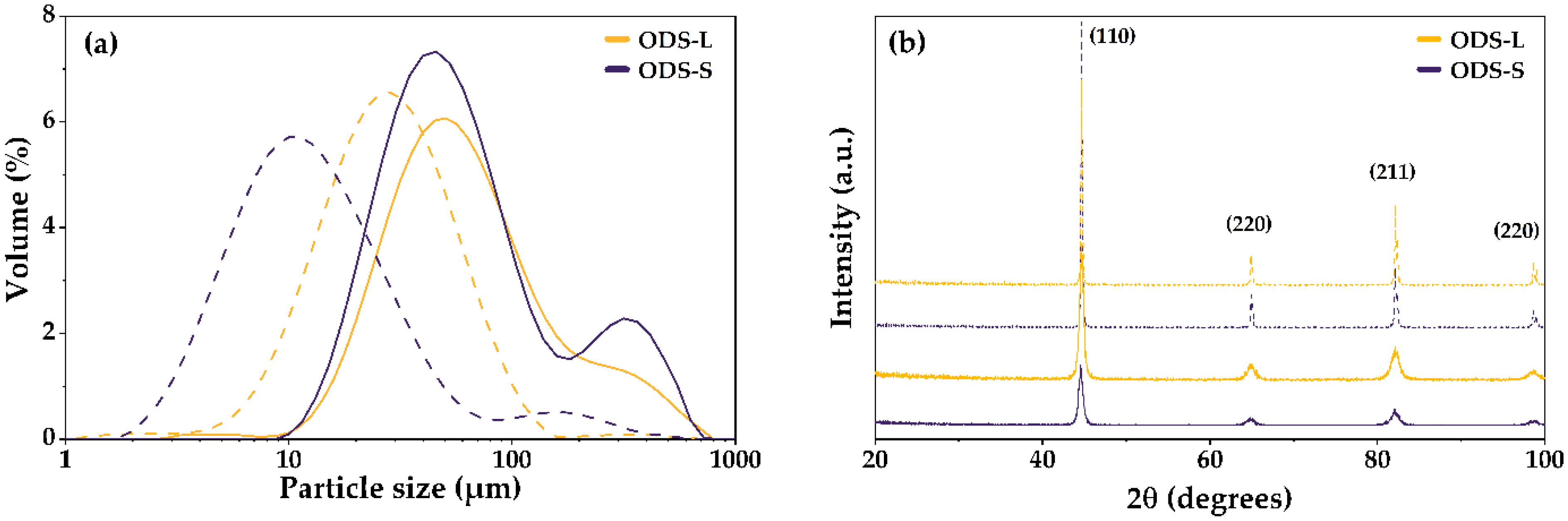
3.1. Powder Characterization
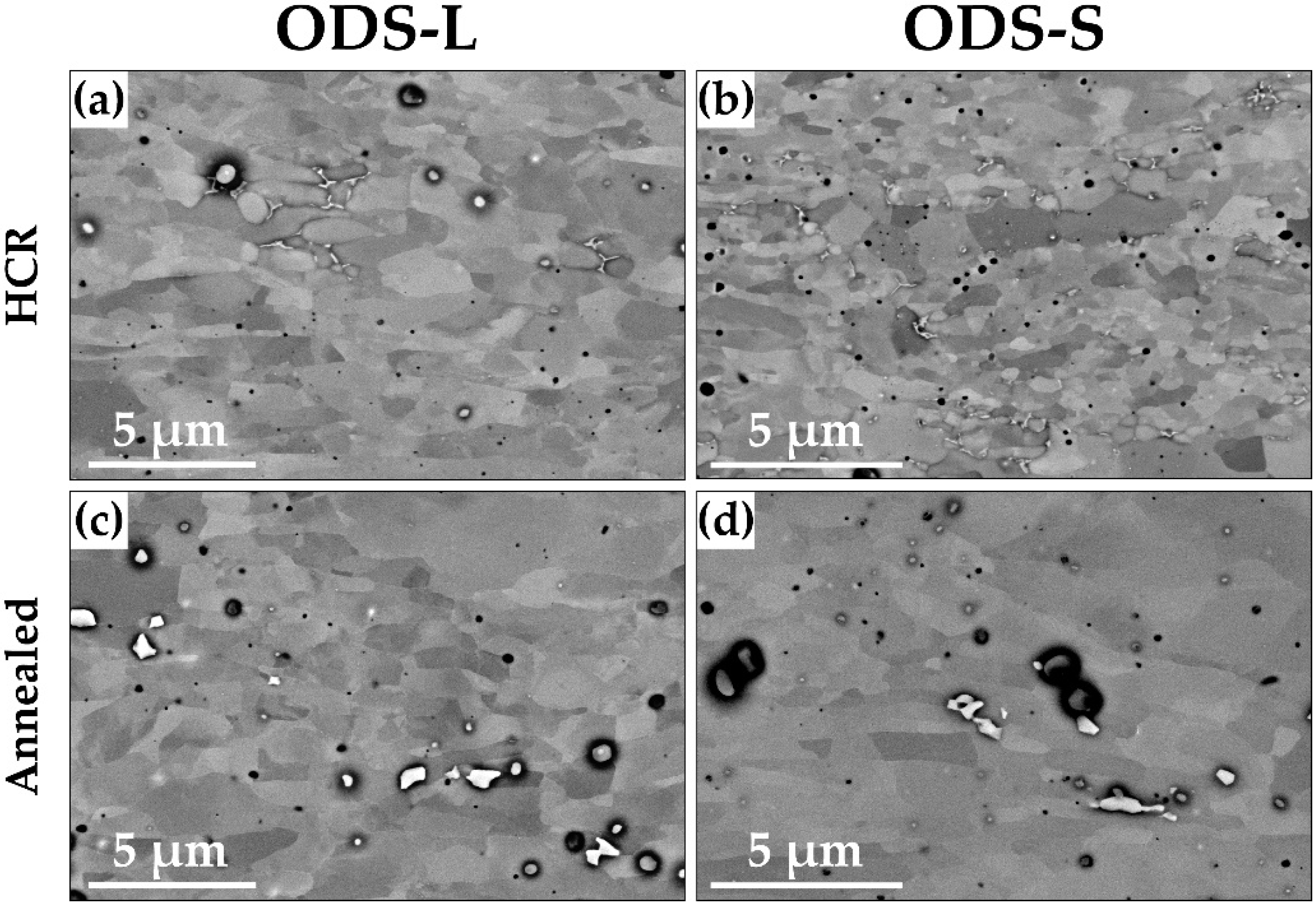
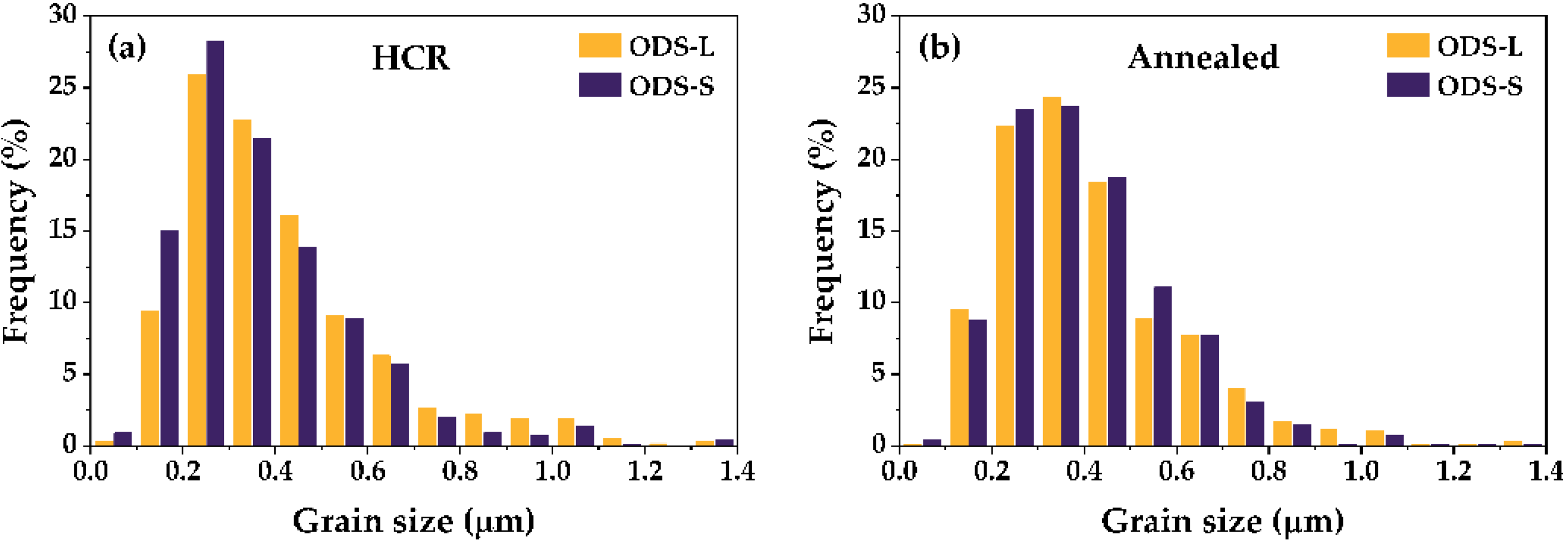
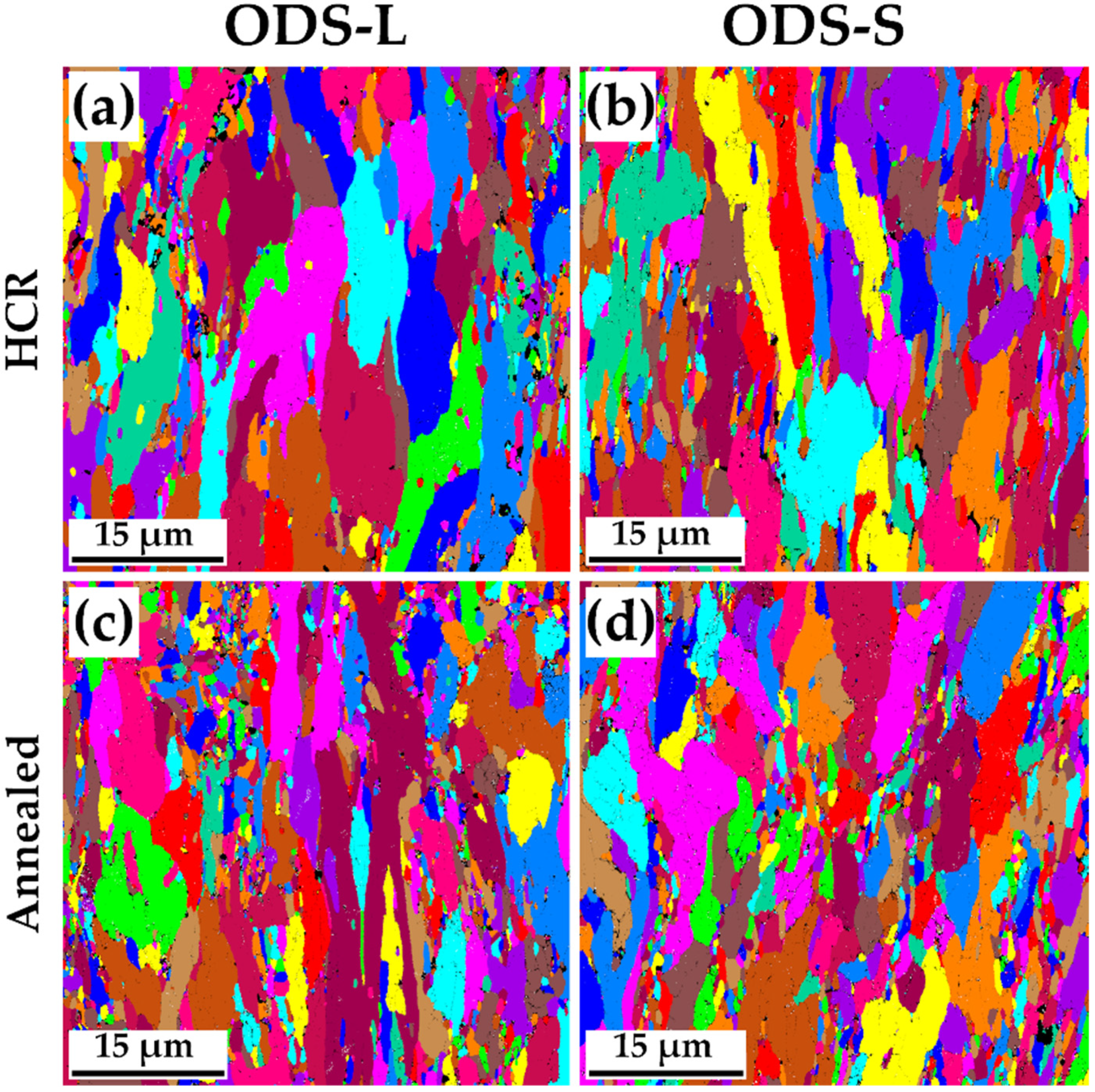
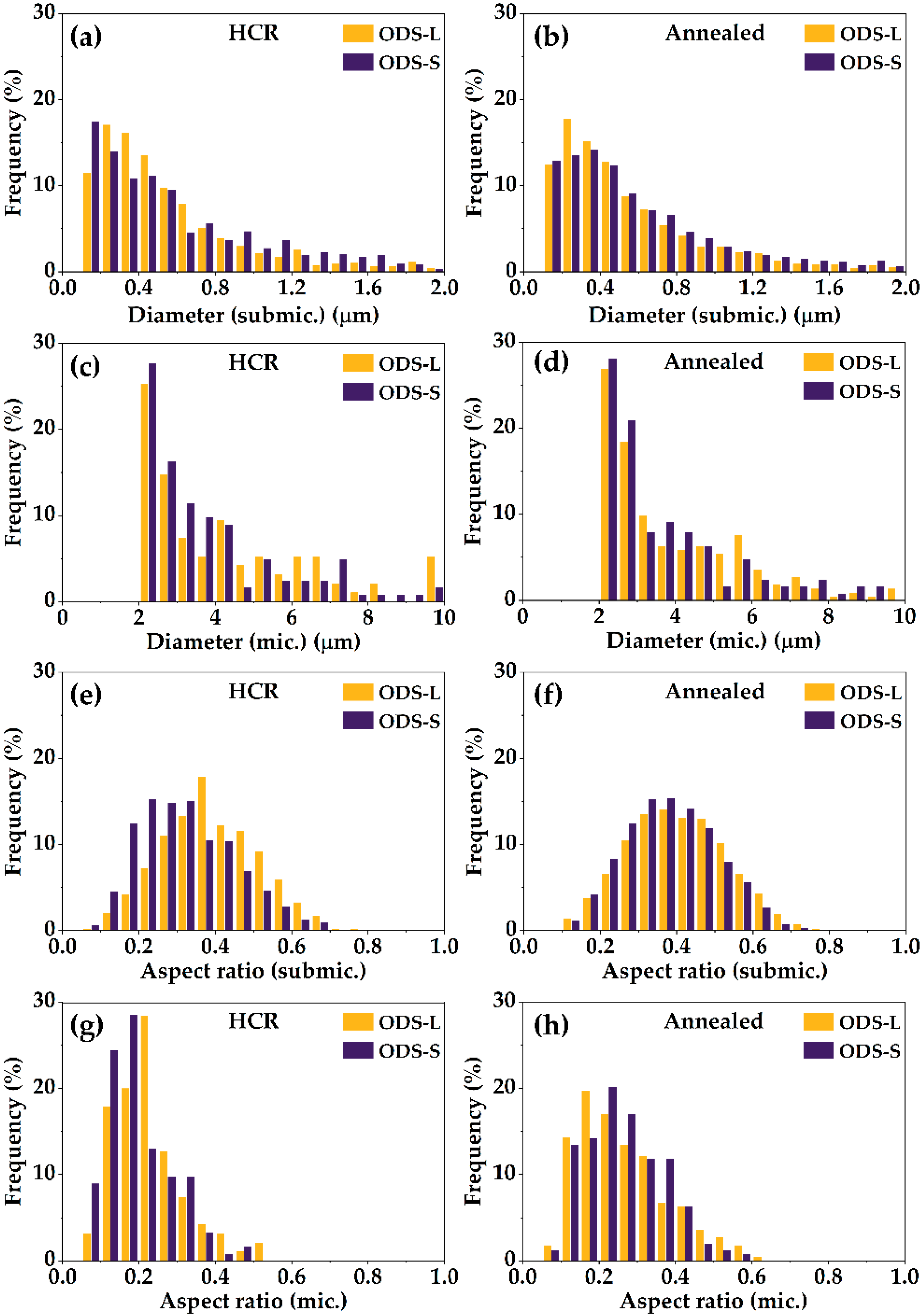
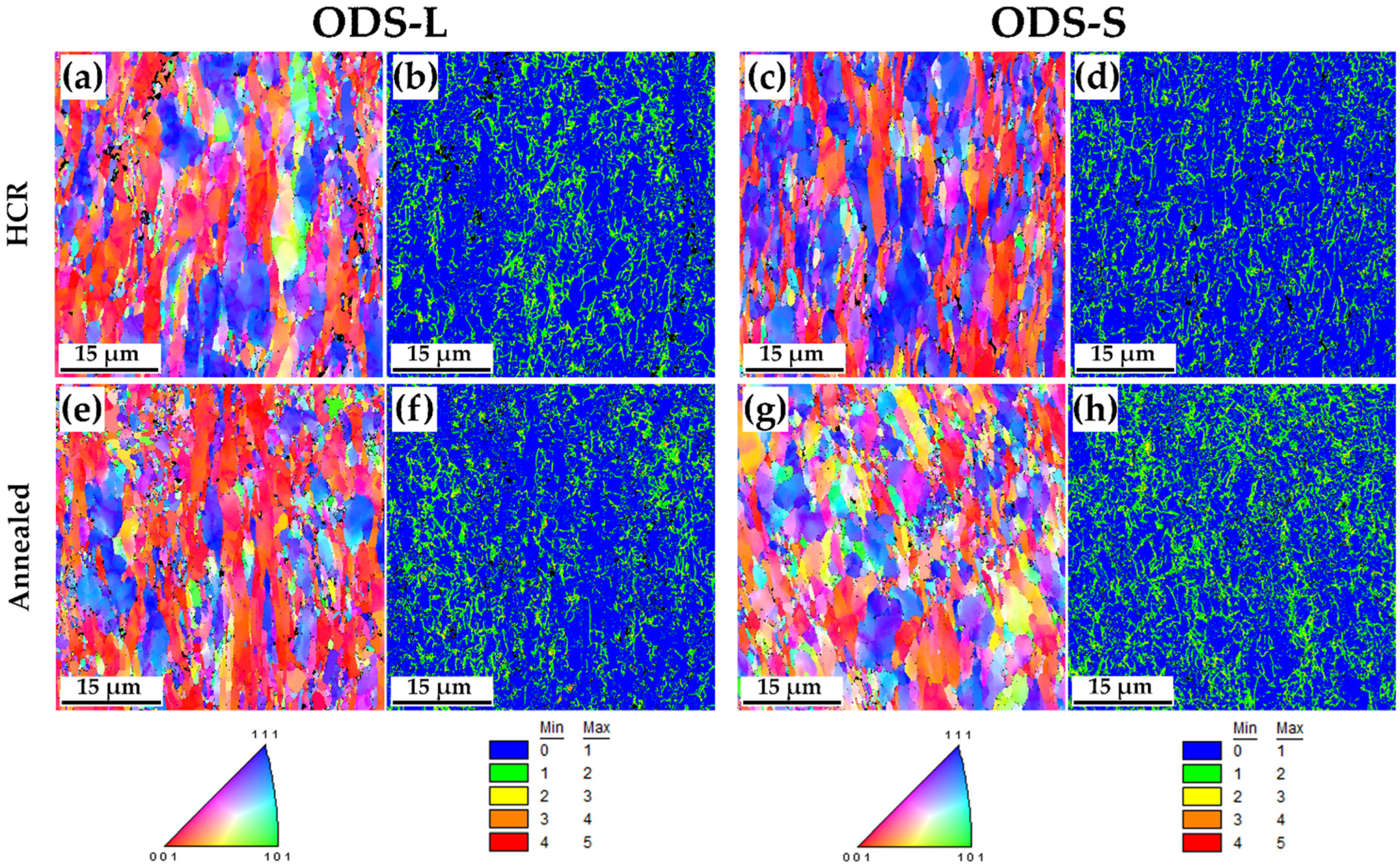
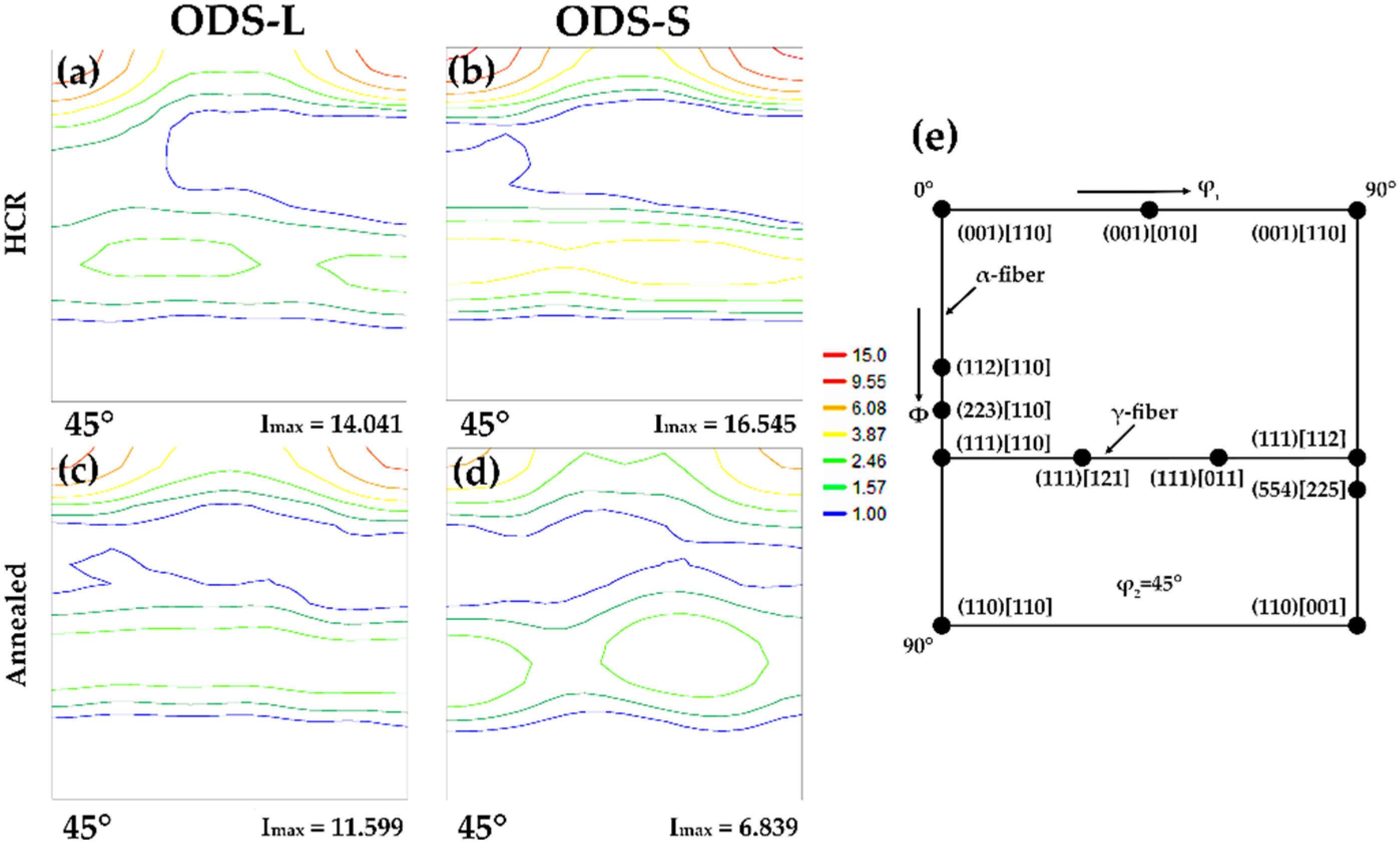
3.2. Grain Microstructure
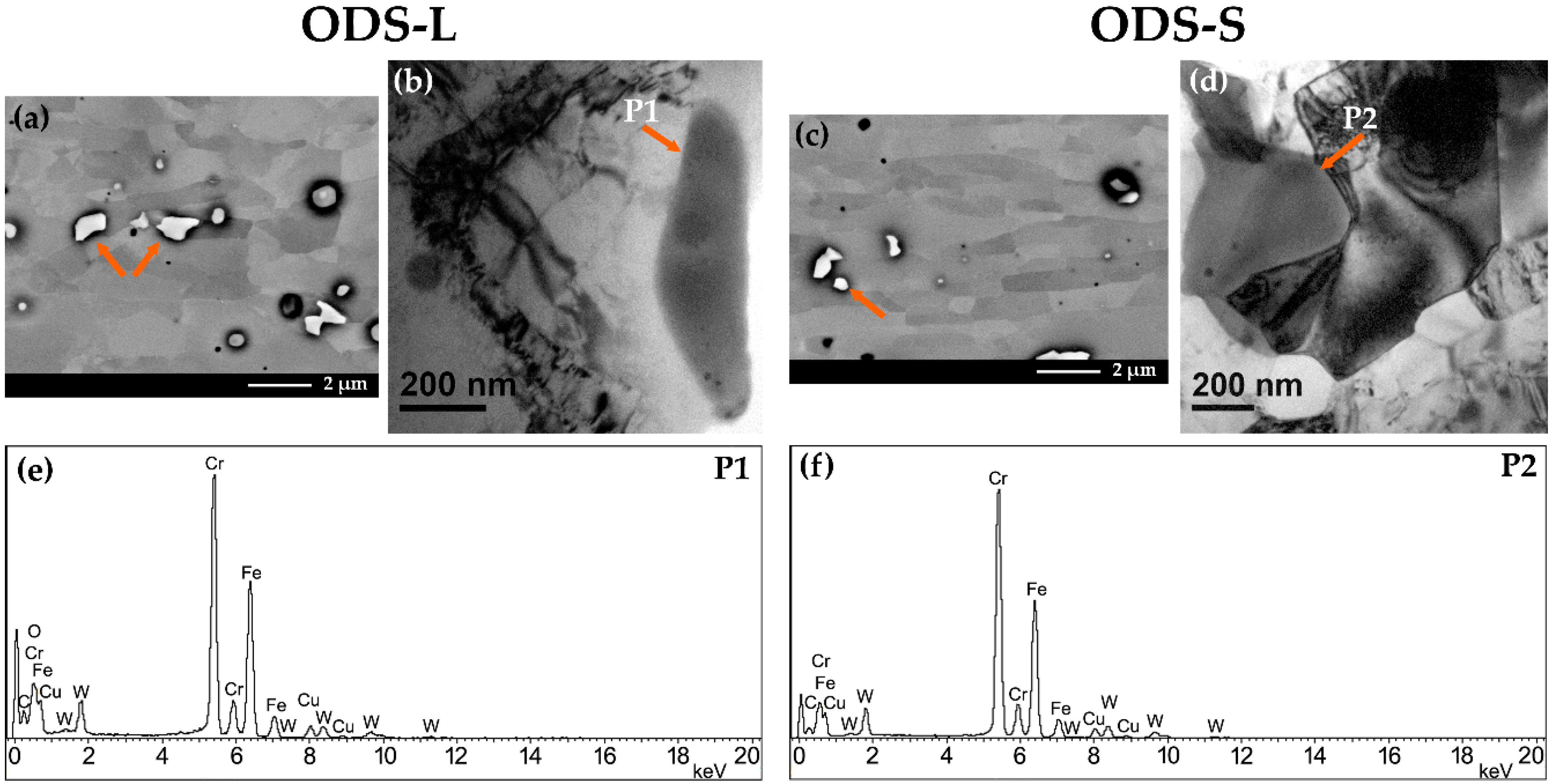
3.3. Secondary Phases
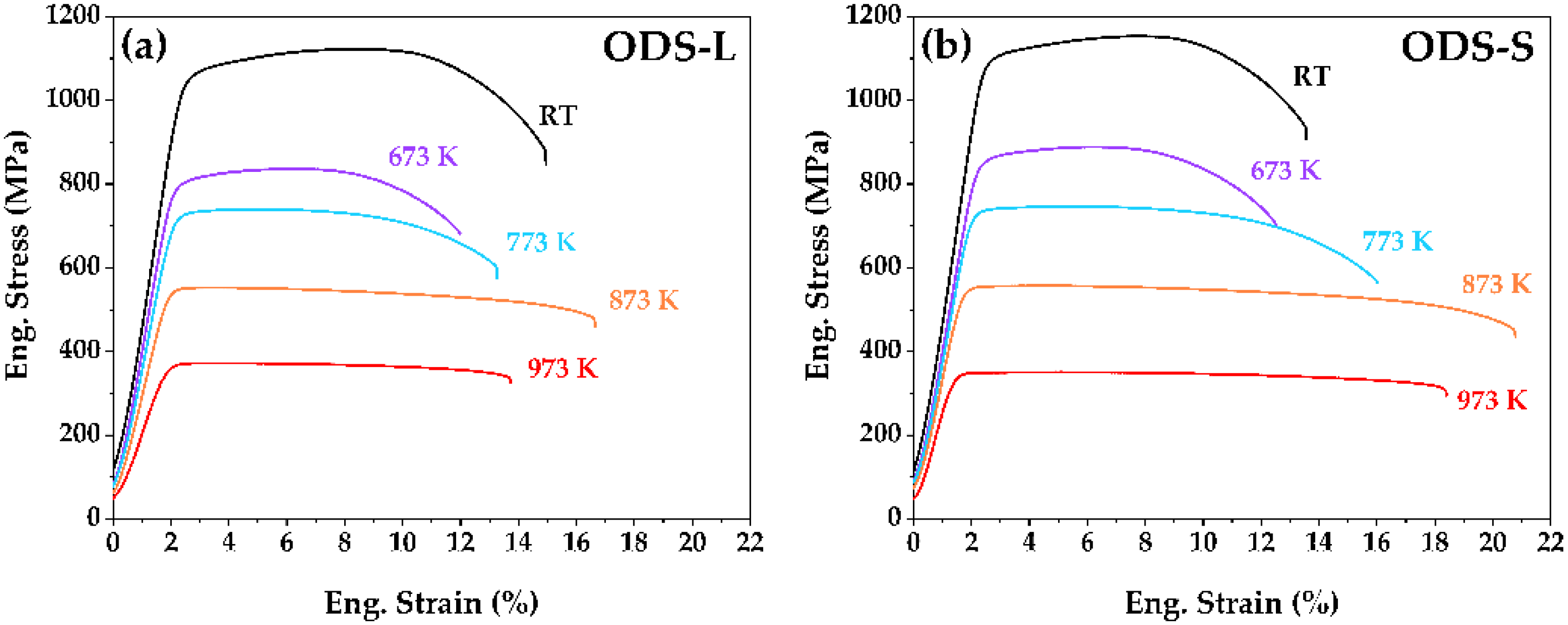
3.4. Mechanical Properties
4. Conclusions
- Initial powder particle size differences between the ODS-L and ODS-S powders diminish after mechanical alloying. Particle size analysis for both alloyed powders present a bimodal distribution, and XRD patterns confirm a severe plastic deformation.
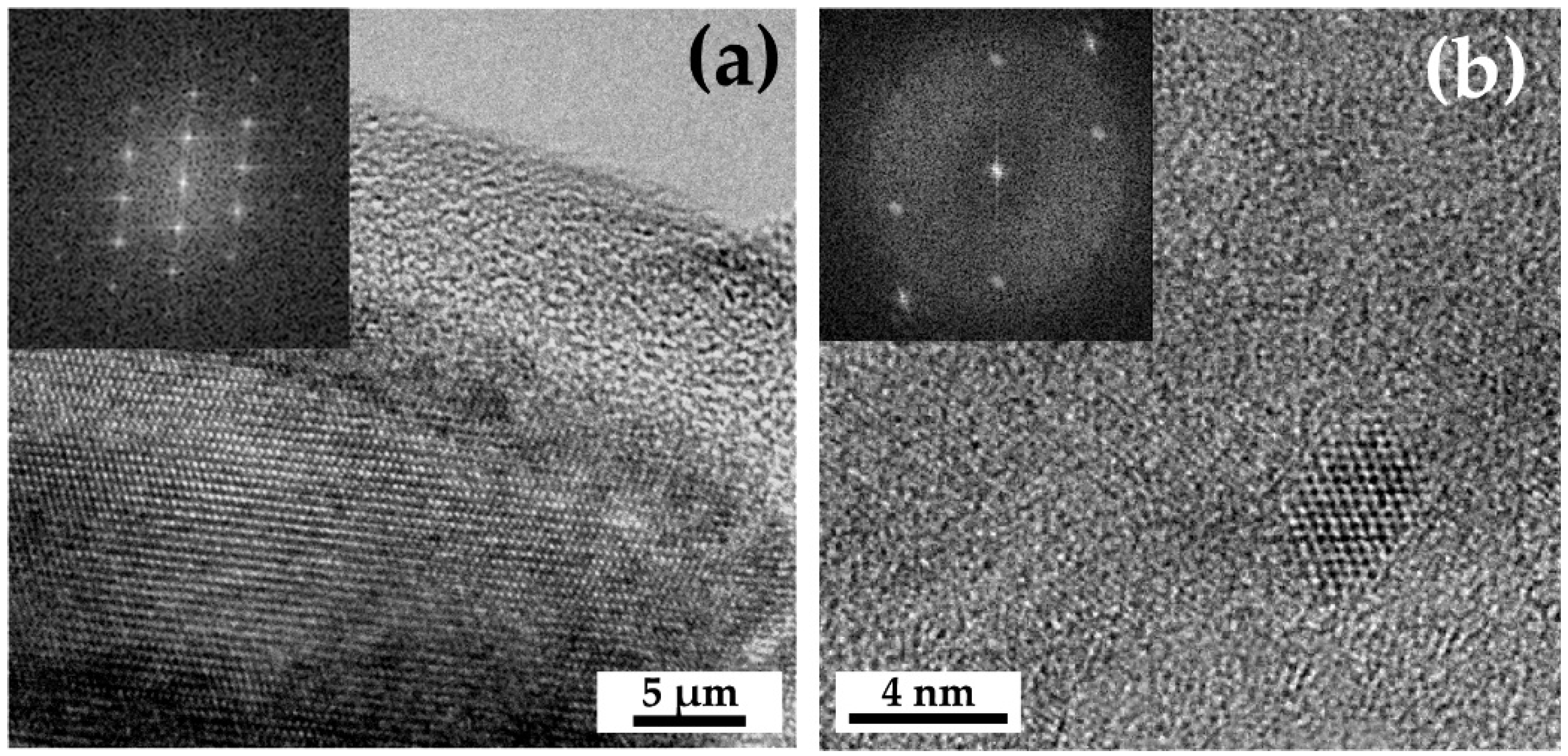
- After HCR, the two steels present a homogeneous microstructure characterized by regions of elongated grains and equiaxed grains. EBSD maps show an almost completely recrystallized matrix with the presence of strong α and γ fibers. The annealing treatment at 1273 K does not introduce significant differences between the samples. Both steels show a fine and homogeneous dispersion of Y-Ti-rich nano-oxides, with average size ~ 3 nm. Cr-W-rich and Ti-rich precipitates are also observed presenting stable features in both steels.
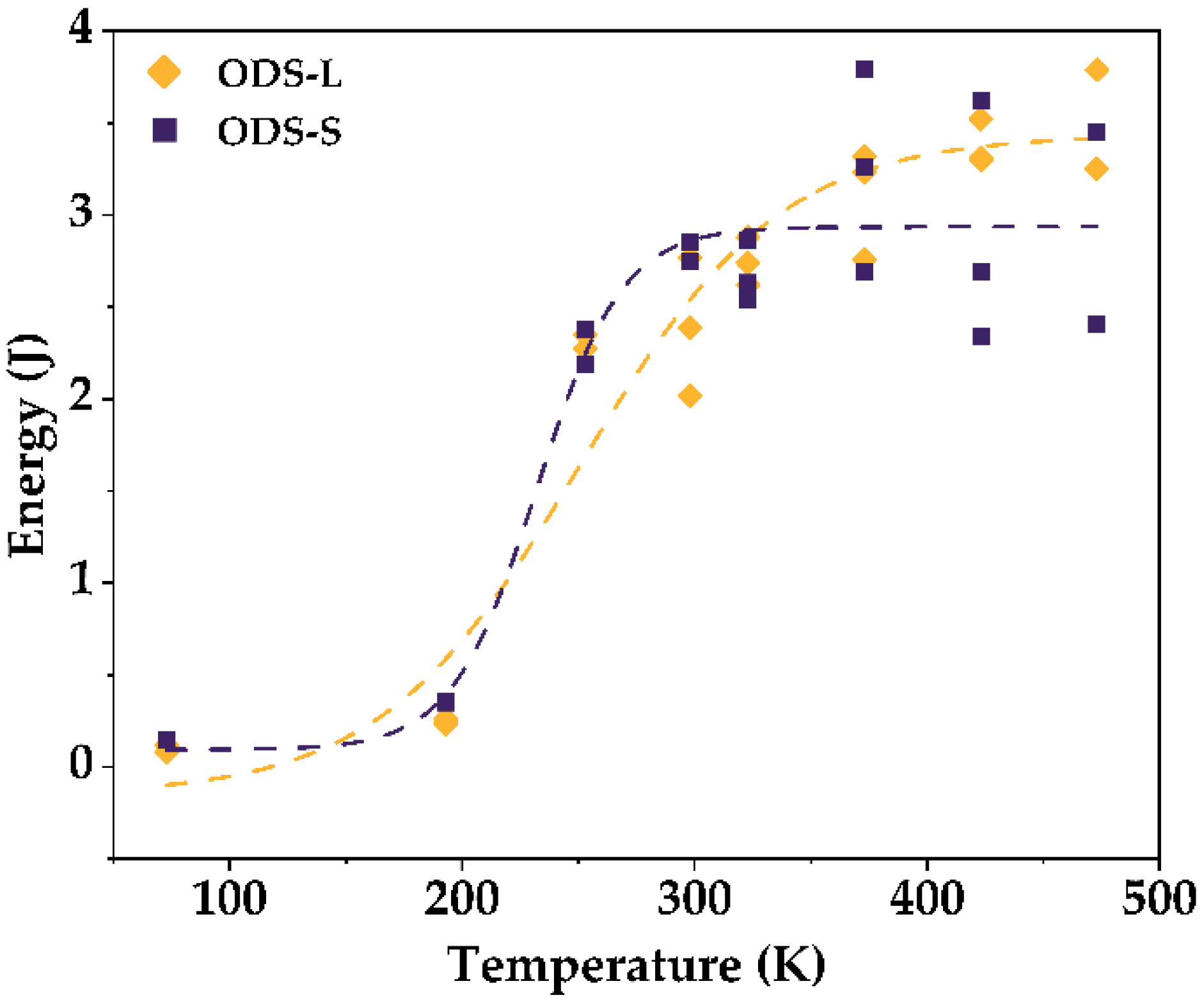
- The steel produced from smaller powder particles exhibits similar strength, slightly better tensile ductility and DBTT, and a small decrease in the USE values as compared with the steel produced from larger powder particles although the differences observed are very small in concordance with their similar microstructure. This restricted improvement would not justify the higher cost of production of smaller powder particles, at least under the processing route explored.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zinkle, S.; Blanchard, J.; Callis, R.; Kessel, C.; Kurtz, R.; Lee, P.; McCarthy, K.; Morley, N.; Najmabadi, F.; Nygren, R.; et al. Fusion materials science and technology research opportunities now and during the ITER era. Fusion Eng. Des. 2014, 89, 1579–1585. [Google Scholar] [CrossRef]
- Tan, L.; Snead, L.; Katoh, Y. Development of new generation reduced activation ferritic-martensitic steels for advanced fusion reactors. J. Nucl. Mater. 2016, 478, 42–49. [Google Scholar] [CrossRef] [Green Version]
- Odette, G.R. Recent Progress in Developing and Qualifying Nanostructured Ferritic Alloys for Advanced Fission and Fusion Applications. JOM 2014, 66, 2427–2441. [Google Scholar] [CrossRef]
- Stork, D.; Agostini, P.; Boutard, J.; Buckthorpe, D.; Diegele, E.; Dudarev, S.; English, C.; Federici, G.; Gilbert, M.; Gonzalez, S.; et al. Developing structural, high-heat flux and plasma facing materials for a near-term DEMO fusion power plant: The EU assessment. J. Nucl. Mater. 2014, 455, 277–291. [Google Scholar] [CrossRef] [Green Version]
- Baluc, N.; Boutard, J.; Dudarev, S.; Rieth, M.; Correia, J.B.; Fournier, B.; Henry, J.; Legendre, F.; Leguey, T.; Lewandowska, M.; et al. Review on the EFDA work programme on nano-structured ODS RAF steels. J. Nucl. Mater. 2011, 417, 149–153. [Google Scholar] [CrossRef] [Green Version]
- Odette, G.; Alinger, M.; Wirth, B. Recent Developments in Irradiation-Resistant Steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Hoffmann, J.; Rieth, M.; Lindau, R.; Klimenkov, M.; Möslang, A.; Sandim, H.R.Z. Investigation on different oxides as candidates for nano-sized ODS particles in reduced-activation ferritic (RAF) steels. J. Nucl. Mater. 2013, 442, 444–448. [Google Scholar] [CrossRef] [Green Version]
- Ukai, S.; Fujiwara, M. Perspective of ODS alloys application in nuclear environments. J. Nucl. Mater. 2002, 307–311, 749–757. [Google Scholar] [CrossRef]
- Kim, I.-S.; Choi, B.-Y.; Kang, C.-Y.; Okuda, T.; Maziasz, P.J.; Miyahara, K. Effect of Ti and W on the Mechanical Properties and Microstructure of 12% Cr Base Mechanical-alloyed Nano-sized ODS Ferritic Alloys. ISIJ Int. 2003, 43, 1640–1646. [Google Scholar] [CrossRef] [Green Version]
- Odette, G.R.; Hoelzer, D. Irradiation-tolerant nanostructured ferritic alloys: Transforming helium from a liability to an asset. JOM 2010, 62, 84–92. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Hosemann, P.; Vogel, S.C.; Baluc, N. Microstructure examination of Fe-14Cr ODS ferritic steels produced through different processing routes. J. Nucl. Mater. 2014, 451, 320–327. [Google Scholar] [CrossRef]
- Pazos, D.; Cintins, A.; de Castro, V.; Fernández, P.; Hoffmann, J.; Vargas, W.G.; Leguey, T.; Purans, J.; Anspoks, A.; Kuzmin, A.; et al. ODS ferritic steels obtained from gas atomized powders through the STARS processing route: Reactive synthesis as an alternative to mechanical alloying. Nucl. Mater. Energy 2018, 17, 1–8. [Google Scholar] [CrossRef]
- Entler, S.; Horacek, J.; Dlouhy, T.; Dostal, V. Approximation of the economy of fusion energy. Energy 2018, 152, 489–497. [Google Scholar] [CrossRef]
- Oñoro, M.; Macías-Delgado, J.; Auger, M.; de Castro, V.; Leguey, T. Mechanical properties and stability of precipitates of an ODS steel after thermal cycling and aging. Nucl. Mater. Energy 2020, 24, 100758. [Google Scholar] [CrossRef]
- Macías-Delgado, J.; Leguey, T.; de Castro, V. Effect of hot cross rolling on the microstructure and mechanical properties of an Fe-14Cr ODS ferritic steel. Mater. Sci. Eng. A 2018, 711, 448–459. [Google Scholar] [CrossRef]
- de Castro, V.; Leguey, T.; Muñoz, A.; Monge, M.; Fernández, P.; Lancha, A.; Pareja, R. Mechanical and microstructural behaviour of Y2O3 ODS EUROFER 97. J. Nucl. Mater. 2007, 367–370, 196–201. [Google Scholar] [CrossRef]
- de Castro, V.; Leguey, T.; Muñoz, A.; Monge, M.; Pareja, R.; Marquis, E.; Lozano-Perez, S.; Jenkins, M. Microstructural characterization of Y2O3 ODS–Fe–Cr model alloys. J. Nucl. Mater. 2009, 386–388, 449–452. [Google Scholar] [CrossRef] [Green Version]
- Rout, M.; Pal, S.K.; Singh, S.B. Cross Rolling: A Metal Forming Process; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar] [CrossRef]
- Zhao, Q.; Yu, L.; Liu, Y.; Li, H. Morphology and structure evolution of Y2O3 nanoparticles in ODS steel powders during mechanical alloying and annealing. Adv. Powder Technol. 2015, 26, 1578–1582. [Google Scholar] [CrossRef]
- He, P.; Lindau, R.; Moeslang, A.; Sandim, H. The influence of thermomechanical processing on the microstructure and mechanical properties of 13.5Cr ODS steels. Fusion Eng. Des. 2013, 88, 2448–2452. [Google Scholar] [CrossRef]
- Raabe, D.; Lücke, K. Annealing textures of BCC metals. Scr. Met. Mater. 1992, 27, 1533–1538. [Google Scholar] [CrossRef]
- Hoffmann, J.; Rieth, M.; Commin, L.; Antusch, S. Microstructural anisotropy of ferritic ODS alloys after different production routes. Fusion Eng. Des. 2015, 98, 1986–1990. [Google Scholar] [CrossRef]
- Auger, M.A.; de Castro, V.; Leguey, T.; Monge, M.A.; Munoz, A.; Pareja, R. Microstructure and tensile properties of oxide dispersion strengthened Fe-14Cr-0.3Y2O3 and Fe-14Cr-2W-0.3Ti-0.3Y2O3. J. Nucl. Mater. 2013, 442, S142–S147. [Google Scholar] [CrossRef] [Green Version]
- Gwon, J.-H.; Kim, J.-H.; Lee, K.-A. Effects of cryomilling on the microstructures and high temperature mechanical properties of oxide dispersion strengthened steel. J. Nucl. Mater. 2015, 459, 205–216. [Google Scholar] [CrossRef]
- Praud, M.; Mompiou, F.; Malaplate, J.; Caillard, D.; Garnier, J.; Steckmeyer, A.; Fournier, B. Study of the deformation mechanisms in a Fe–14% Cr ODS alloy. J. Nucl. Mater. 2011, 428, 90–97. [Google Scholar] [CrossRef]
- Fournier, B.; Steckmeyer, A.; Rouffie, A.-L.; Malaplate, J.; Garnier, J.; Ratti, M.; Wident, P.; Ziolek, L.; Tournie, I.; Rabeau, V.; et al. Mechanical behaviour of ferritic ODS steels—Temperature dependancy and anisotropy. J. Nucl. Mater. 2012, 430, 142–149. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe | Cr | W | Ti | Y | O | C | Al | N | Si | S |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ODS-L | Bal. | 13.1 | 2.0 | 0.38 | 0.18 | 0.17 | 0.04 | <0.05 | 0.020 | <0.05 | <0.003 |
| ODS-S | Bal. | 13.2 | 2.0 | 0.39 | 0.25 | 0.23 | 0.04 | <0.05 | 0.050 | <0.05 | <0.003 |
| Material | Stage | Ds (µm) | ARs | Ns | Dm (µm) | ARm | Nm |
|---|---|---|---|---|---|---|---|
| ODS-L | after HCR | 0.5 ± 0.4 | 0.39 ± 0.13 | 1072 | 4 ± 3 | 0.22 ± 0.11 | 95 |
| after annealing | 0.5 ± 0.4 | 0.40 ± 0.13 | 3281 | 4 ± 2 | 0.26 ± 0.12 | 223 | |
| ODS-S | after HCR | 0.6 ± 0.4 | 0.32 ± 0.13 | 871 | 4 ± 2 | 0.20 ± 0.09 | 123 |
| after annealing | 0.6 ± 0.4 | 0.38 ± 0.12 | 2527 | 4 ± 2 | 0.26 ± 0.11 | 253 |
| Material | DBTT (K) | USE (J) | LSE (J) |
|---|---|---|---|
| ODS-L | 250 ± 12 | 3.4 ± 0.3 | 0.19 ± 0.08 |
| ODS-S | 230 ± 20 | 3.0 ± 0.6 | 0.29 ± 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oñoro, M.; Macías-Delgado, J.; Auger, M.A.; Hoffmann, J.; de Castro, V.; Leguey, T. Powder Particle Size Effects on Microstructure and Mechanical Properties of Mechanically Alloyed ODS Ferritic Steels. Metals 2022, 12, 69. https://doi.org/10.3390/met12010069
Oñoro M, Macías-Delgado J, Auger MA, Hoffmann J, de Castro V, Leguey T. Powder Particle Size Effects on Microstructure and Mechanical Properties of Mechanically Alloyed ODS Ferritic Steels. Metals. 2022; 12(1):69. https://doi.org/10.3390/met12010069
Chicago/Turabian StyleOñoro, Moisés, Julio Macías-Delgado, María A. Auger, Jan Hoffmann, Vanessa de Castro, and Teresa Leguey. 2022. "Powder Particle Size Effects on Microstructure and Mechanical Properties of Mechanically Alloyed ODS Ferritic Steels" Metals 12, no. 1: 69. https://doi.org/10.3390/met12010069