3.2. Tribological Properties
Figure 8 shows friction coefficient evolution during tests, while
Table 4 represents the average values and friction fluctuation (standard deviation). The average friction coefficient was calculated after 5000 laps (219 m). Comparing friction coefficient evolution, the following conclusion can be drawn.
An increase in friction coefficient was observed over an initial sliding distance of about 0–1000 laps for all the coatings. After this period, WC-Co coating showed a stable friction coefficient compared with the other tested coatings.
Comparing all the coatings, WC-Co and WC-Co-Cr friction coefficient evolution were the highest among all coatings, but WC-Co was also more stable during the whole test. As shown in
Table 4 the fluctuation of friction coefficient for WC-Co coating is much less than the other coating. The high fluctuations of the other coatings can be due to the plastic deformation mechanism.
At the beginning of the tribological test, few asperities of the coating surface are in contact with the alumina ball, which caused high contact stresses on the surface. The asperities wear away as the sliding progresses, and the initial surface roughness lowers, with a consequent decrease in friction coefficient.
Due to the higher hardness of WC-Co, lower asperity and consequently lower deformation of the surface were observed, leading to a more stable friction coefficient.
Furthermore, the increase in temperature, caused by the rolling motion, can make the material softer, resulting in desegregation of the matrix with a consequent higher degree of fluctuation. This fact is evident for Cr3C2-NiCr coating which can be due to the easy detachment of Cr3C2 particles from the matrix.
The maximum values of friction coefficient and their standard deviation of HP-CS coatings were compared to the value of the carbon steel substrate, as reported in
Table 4. As can be noted, even if WC-Co does not exhibit the maximum friction coefficient value, it appears more suitable for brake application due to its stable behaviour observed during the friction coefficient tests, as shown in
Figure 8.
The friction coefficient of WC-Co obtained in this investigation was compared with the base carbon steel and literature data [
14,
32]. As can be seen from the values reported in
Table 5, all coatings exhibit higher friction coefficient values compared to the base carbon steel suggesting the advantage of using a noble coating to increase the properties of the base steel without altering the weight of the brake due to the low thickness of the coating.
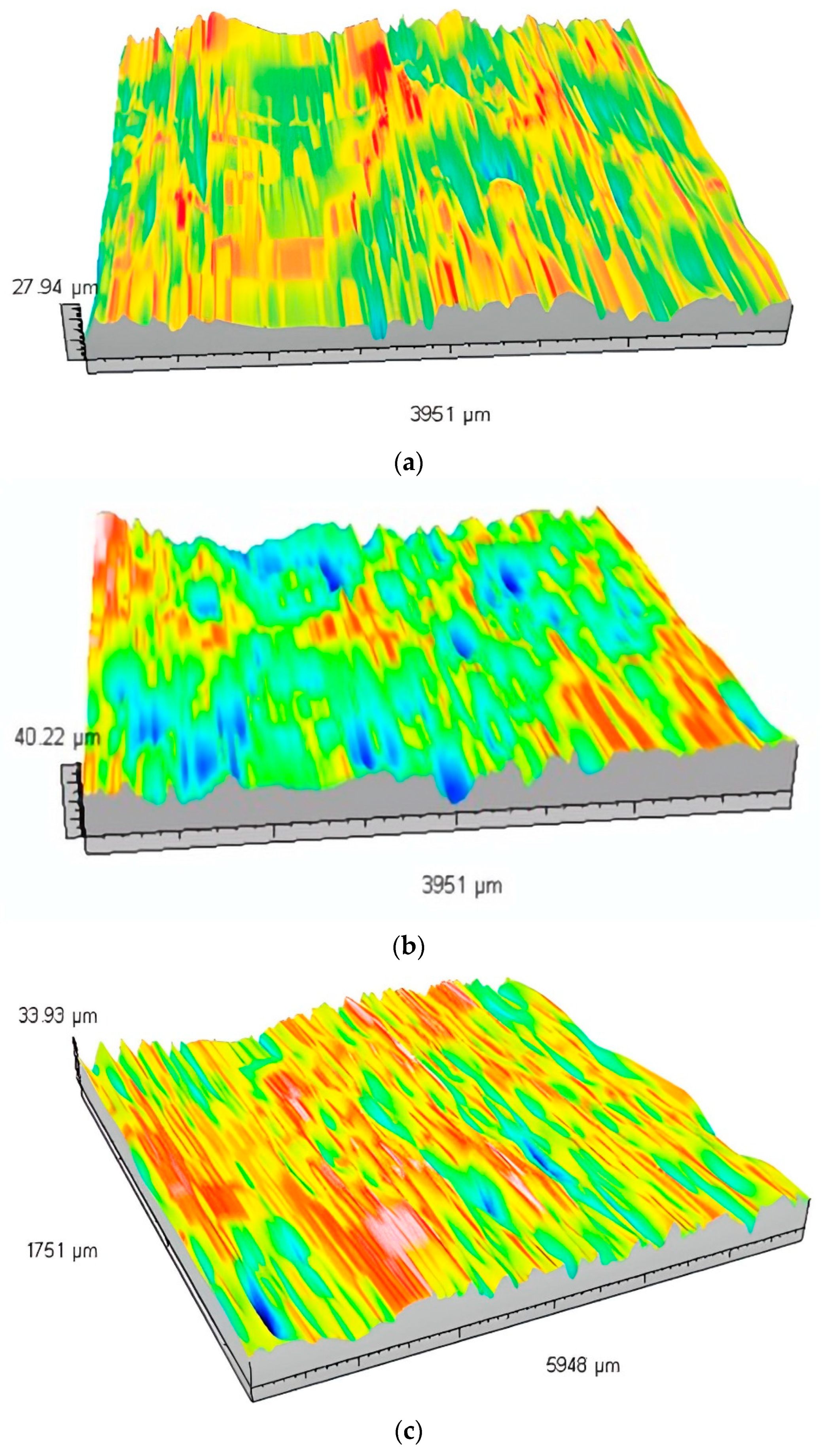
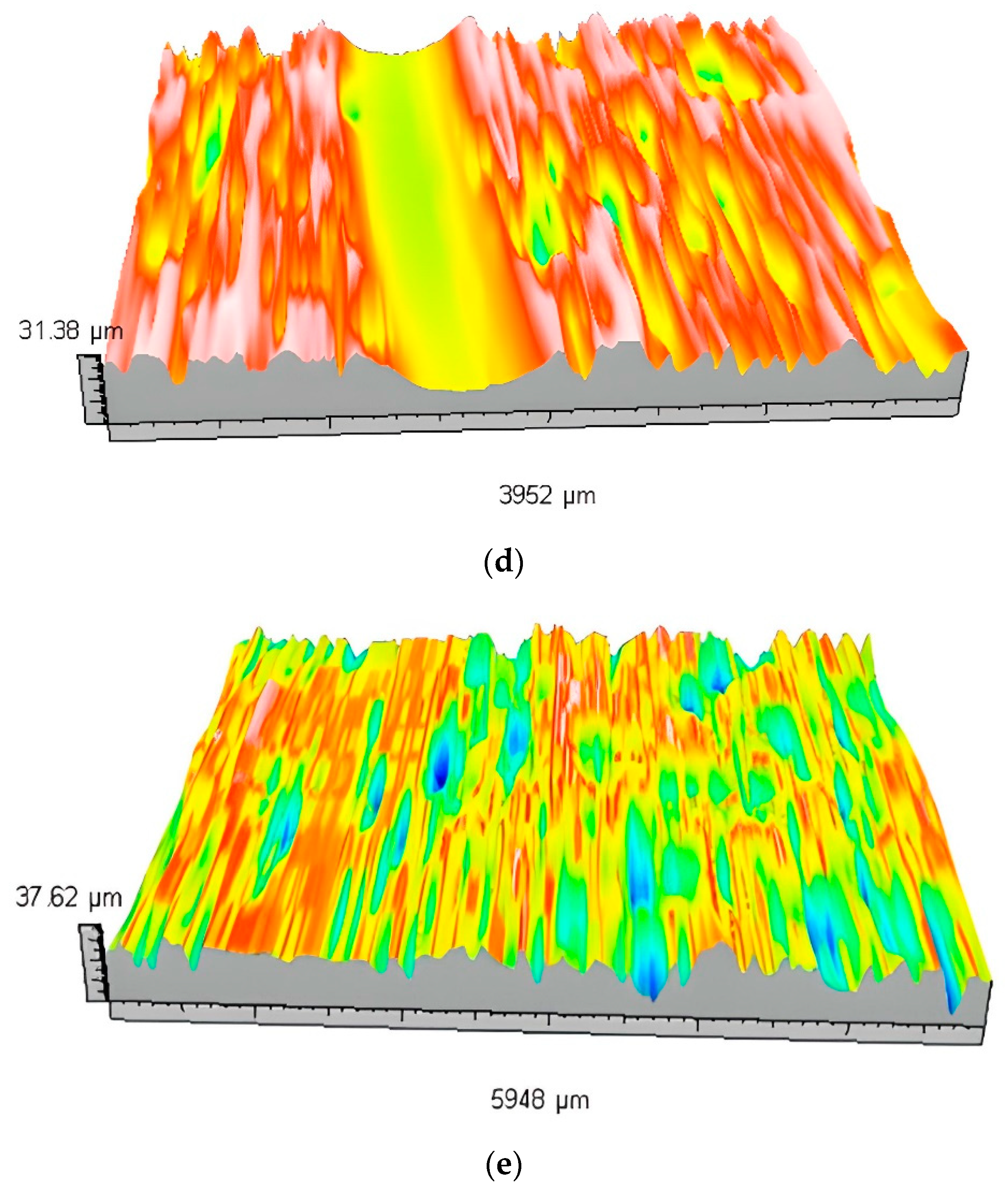
In
Figure 9a–e the three-dimensional wear tracks of the HP-CS coating obtained in this investigation were reported.
As shown in
Figure 9 the profile of the wear track is not evident for all the samples except Cr
3C
2-NiCr, one, for which a well-defined groove can be observed (
Figure 9d). Cr
3C
2-NiCr is the only coating tungsten carbide-free, then it can be assumed the positive effect of WC presence on the wear resistance. With the purpose to get more insights into the whole tribosystem, the wear scar diameter of the alumina ball counterbody was also investigated. Wear scar diameter measurements were performed using an average diameter formed on two tests for each sample.
Comparing the ball wear scar diameter (
Table 6), the two coatings containing WC-Co induce higher wear on alumina with respect to other samples. No significant difference was observed between WC-Ni and Cr
3C
2-NiCr samples. During the rolling motion between coating and counterpart, the load is applied onto the irregularities which can lead to high contact stress. At the beginning of sliding, this was the major wear mechanism. Moreover, wear debris formed during the tribological test can be entrapped between the two parts playing as three-body abradants. The higher ball wear scar revealed for WC-Co may be due to the high hardness of the coating which abrades the sphere to a greater extent by increasing the third body phenomena.
These results underline that the coatings realized with HP-CS technology exhibit a very high wear resistance, but with this test equipment, it is not possible to evaluate the wear rate values.
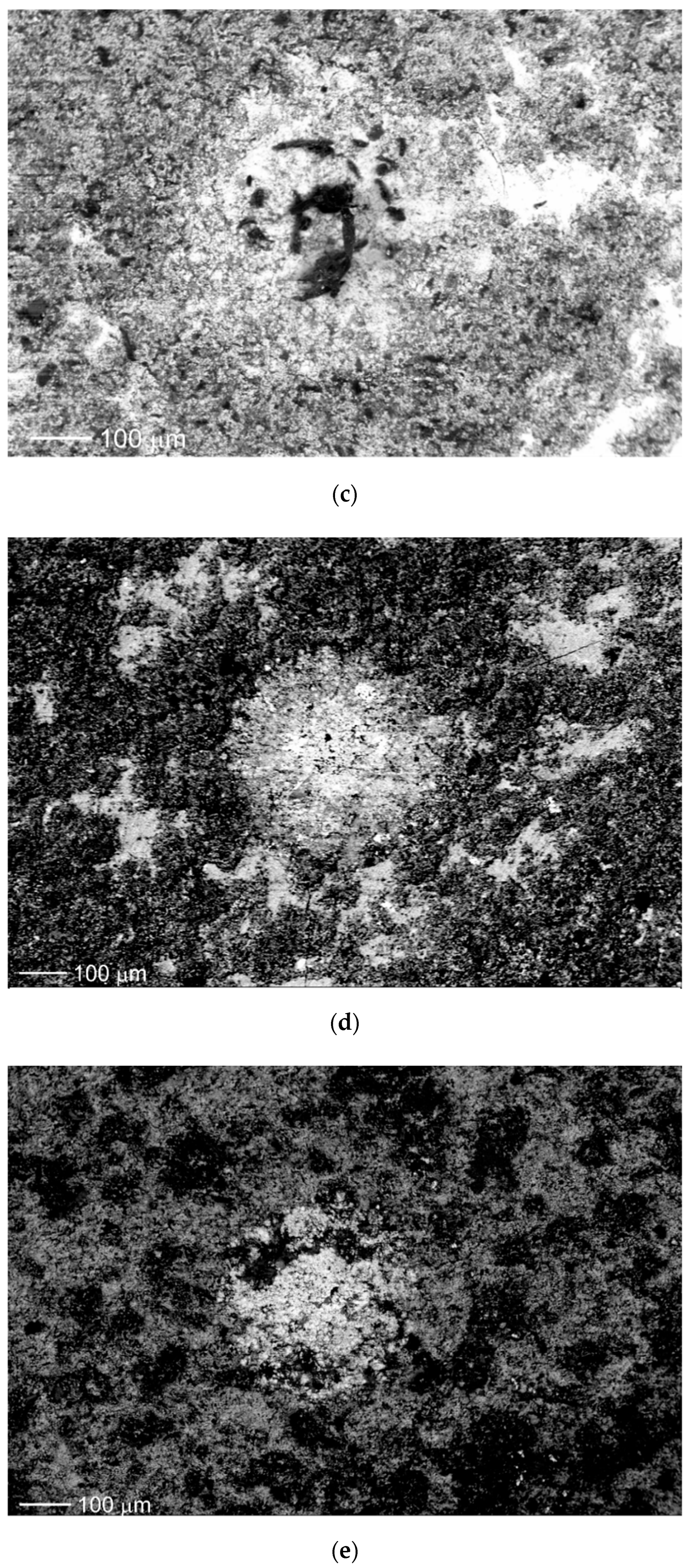
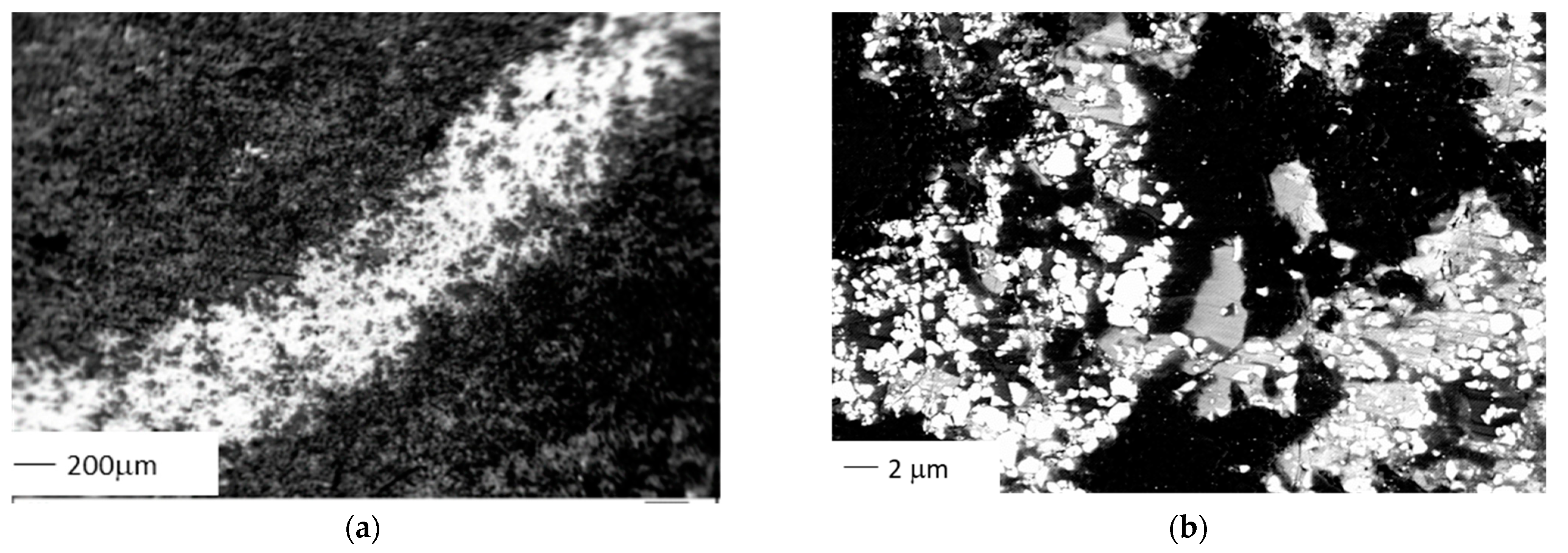
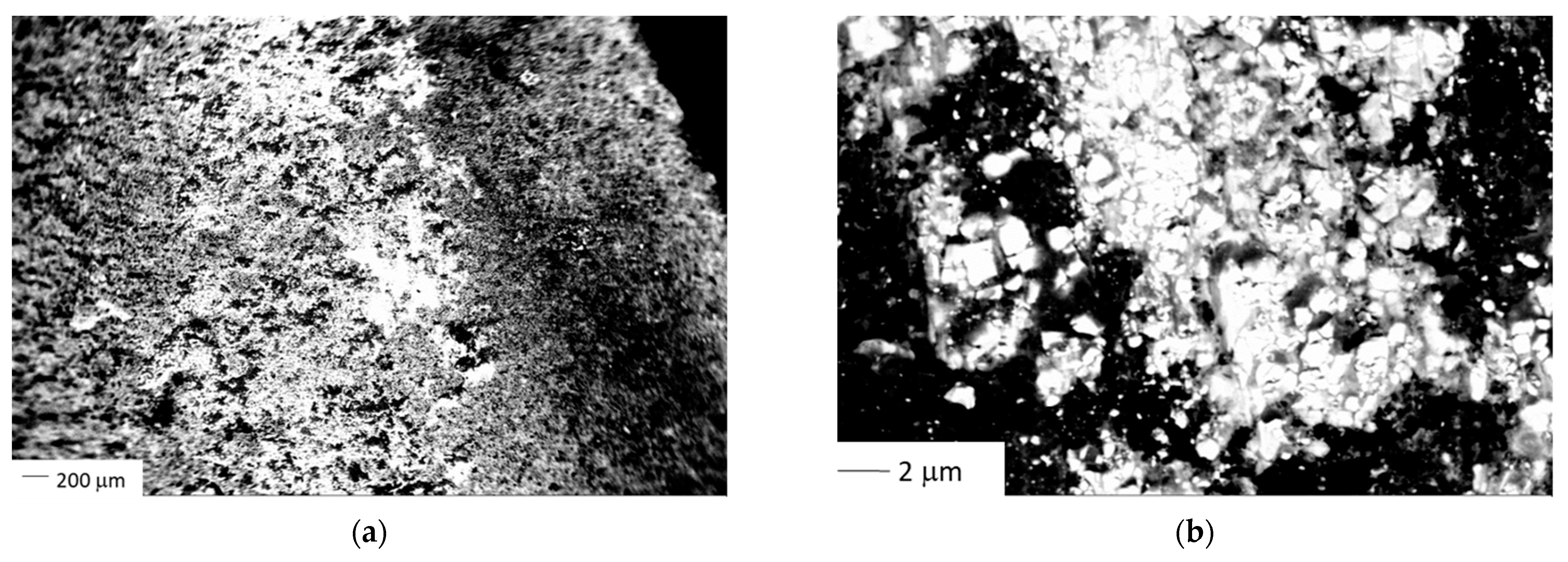
An uneven wear track was observed for WC-Cr
3C
2-Ni coating. Z contrast images highlight the different compositions inside and outside the wear track (see
Figure 10 relative to WC-Cr
3C
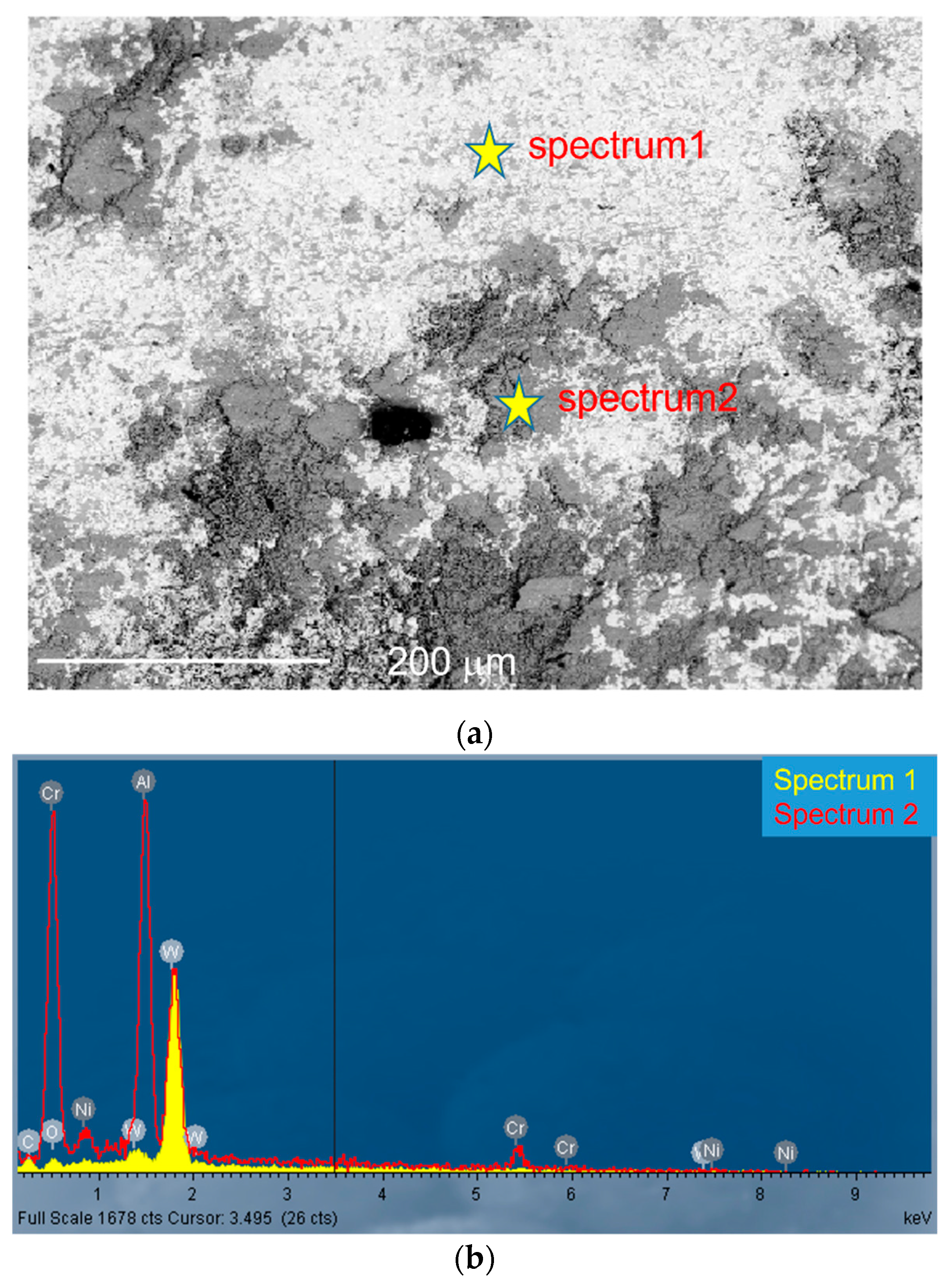
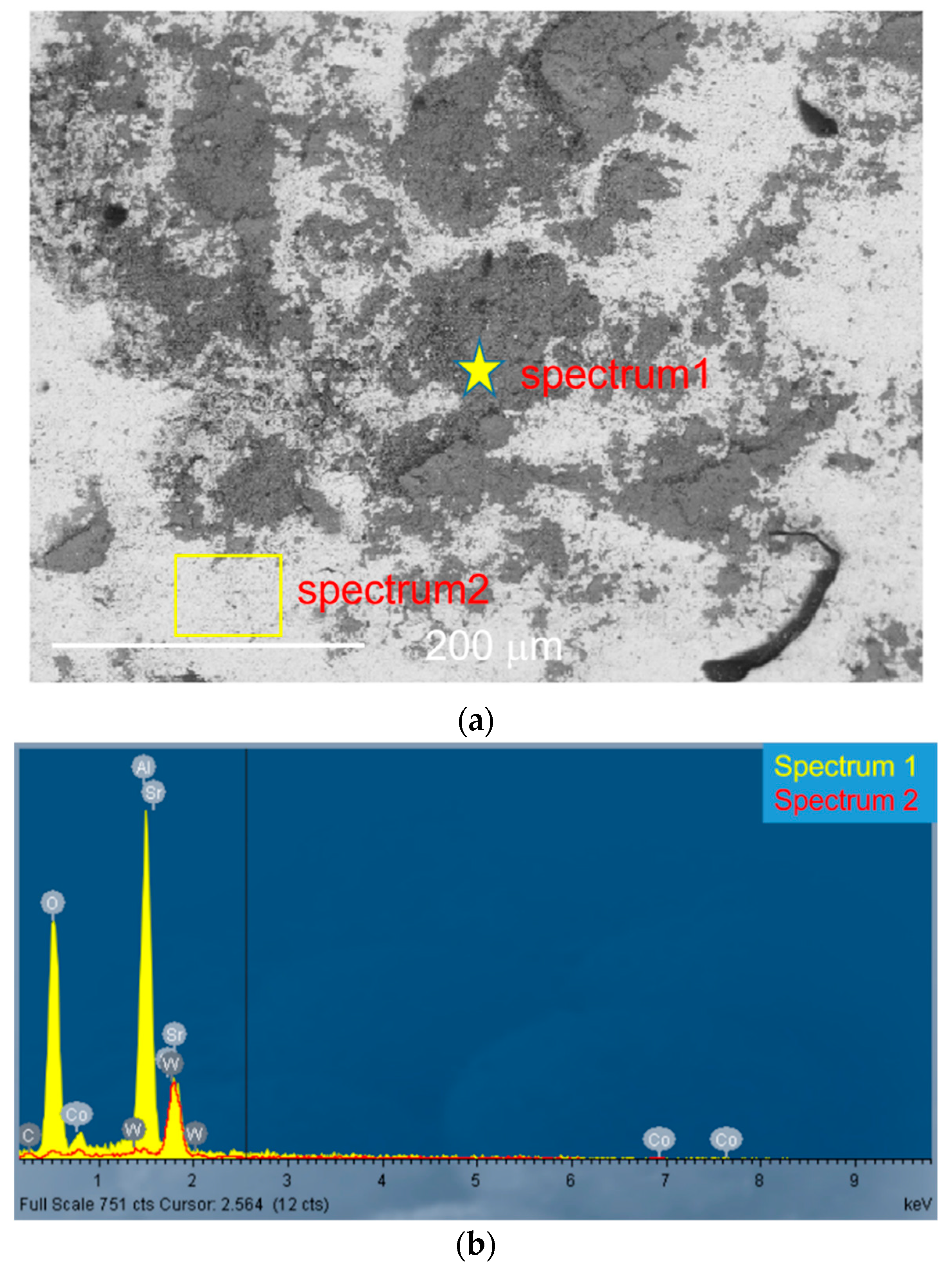
2-Cr sample). Indeed, evidence of a higher content of elements with higher atomic numbers inside the track is proved by the higher brightness. Details reported in micrographs at higher magnification indicate the presence of well-defined particles parallelepiped shaped, attributable to WC, according to Z contrast images supported by EDS analysis (see
Figure 15). Comparing the two spectra, reported in
Figure 15b, can be noticed, a small intense oxygen peak in spectrum 1, suggesting oxidation phenomena. In the area where tungsten is present to large extent, neither chromium nor nickel can be observed, suggesting a preferential binder removal as a consequence of the sliding contact with the alumina ball. Moreover, the simultaneous application of high temperature and pressure to the coating can cause local sintering of Al
2O
3 leading to some amount of transferred counterbody material on the coating surface. The transfer from the ball can be seen by the high peak present in spectrum 2. The presence of aluminium oxide is also well evidenced by EDS (grey areas in
Figure 15), indicating the adhesion of material coming from the counterface. The adhesive mechanism, derived from the transfer from the ball, may be responsible for the oscillation trend of the friction coefficient.
The spectrum acquired in the grey areas also shows the presence of nickel, chromium and tungsten, derived from the investigated coating.
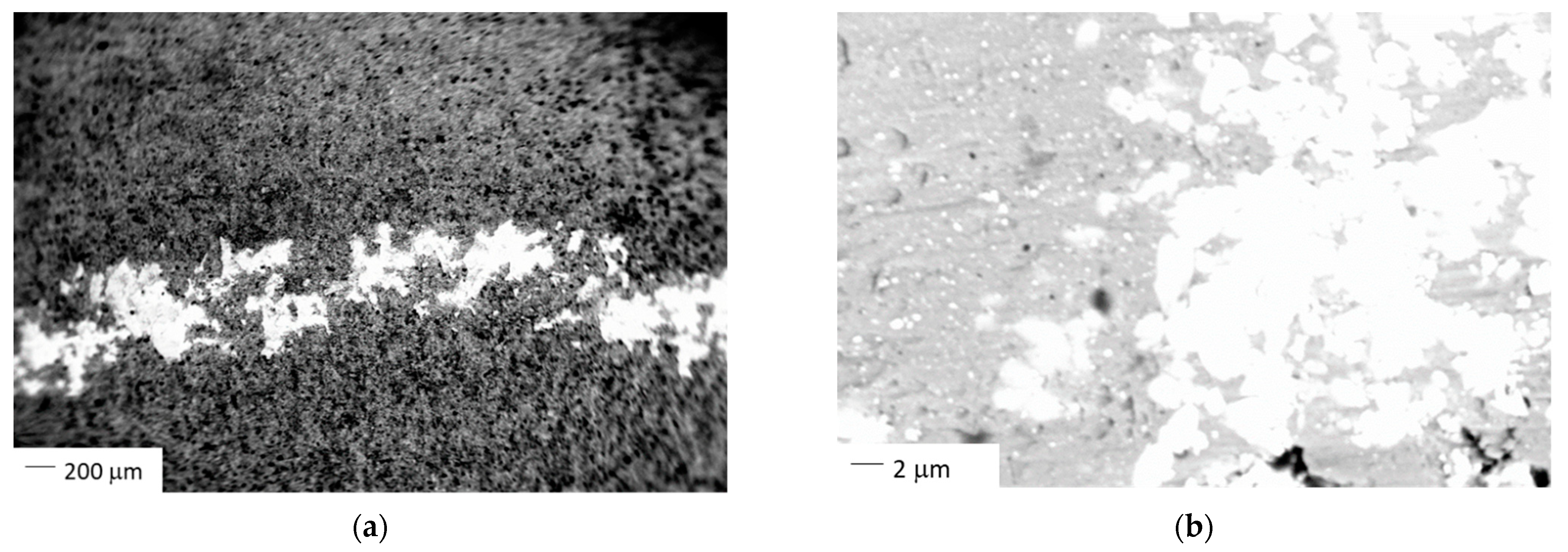
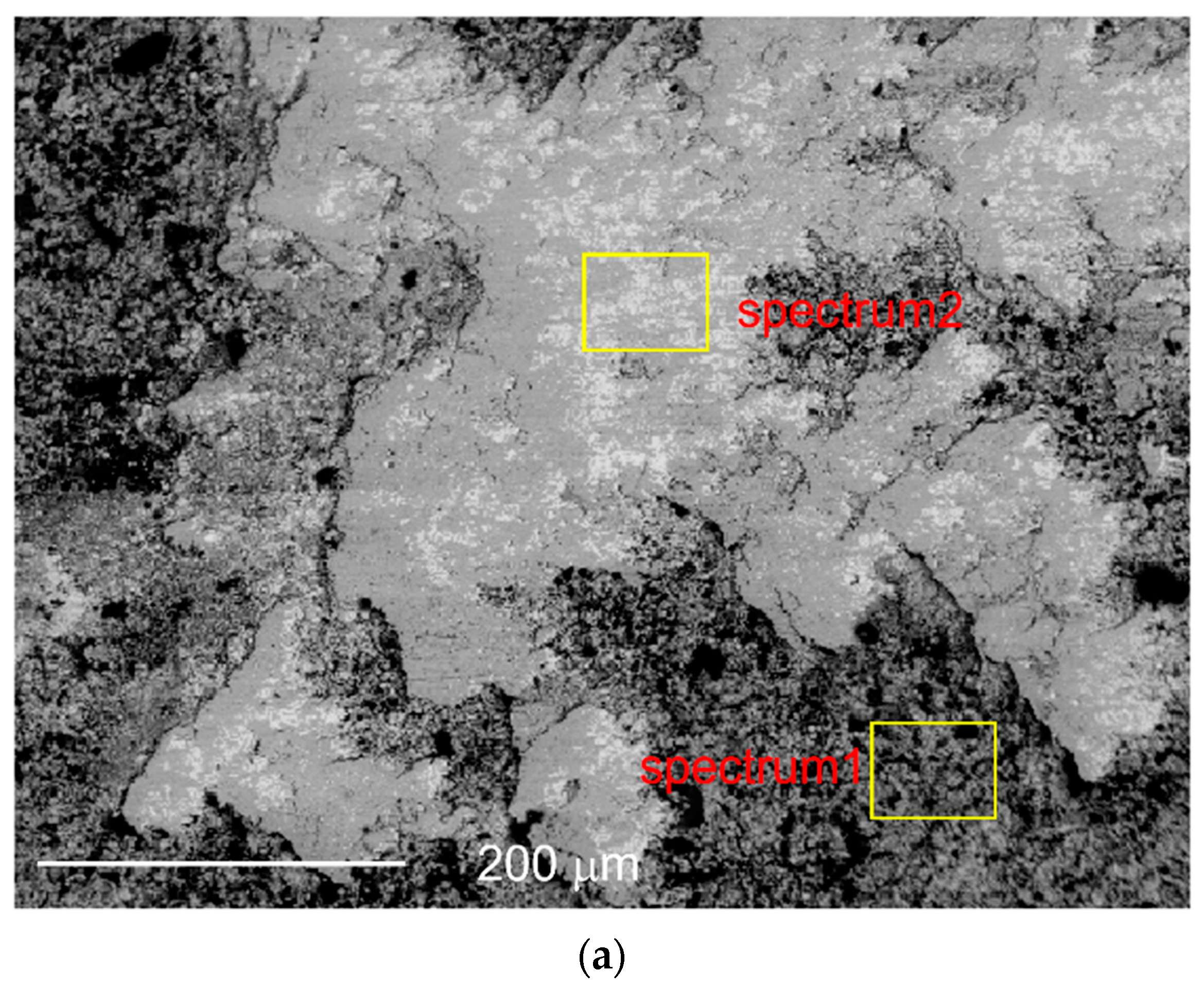
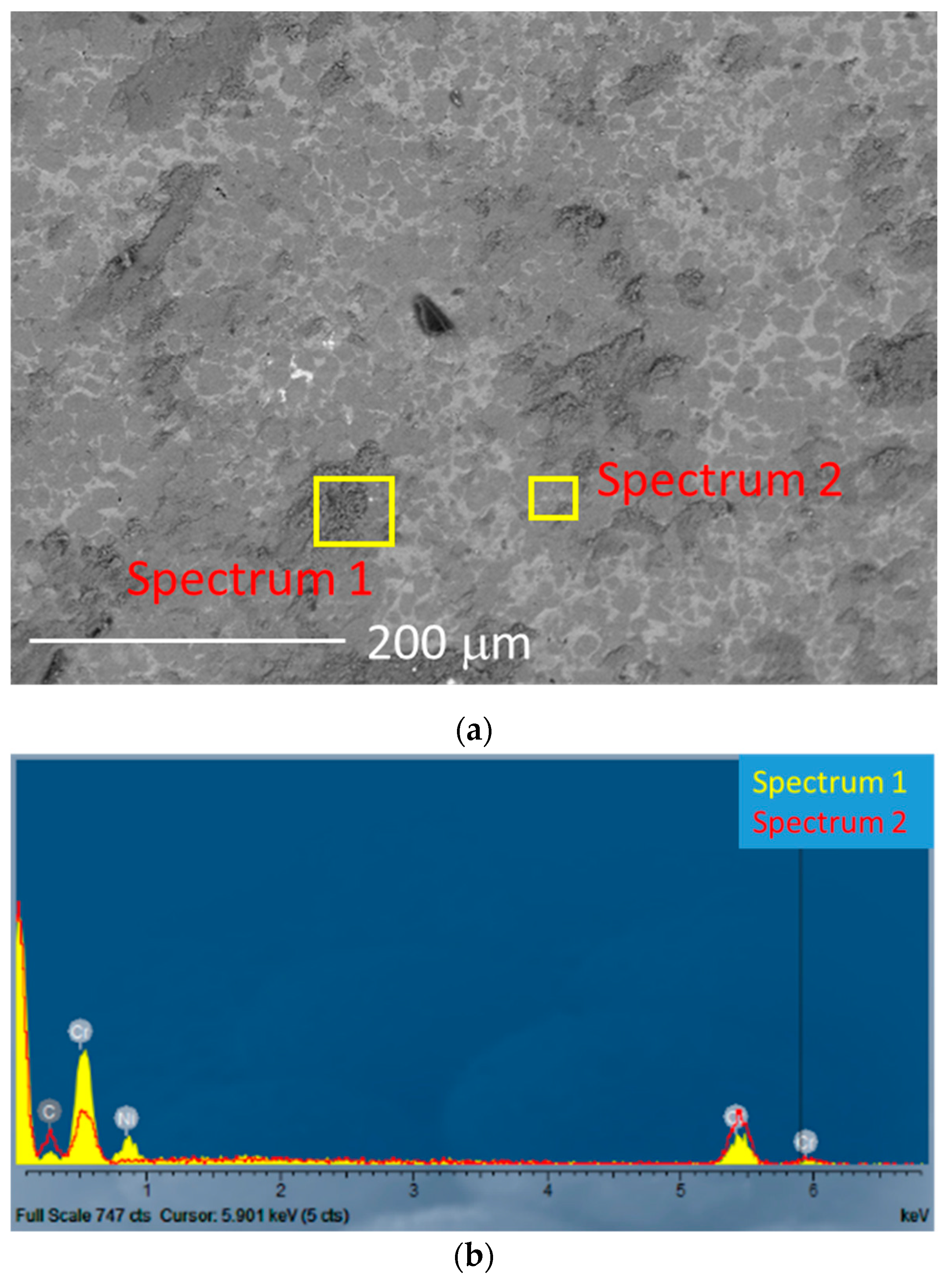
As for WC-Cr
3C
2-Ni coating also WC-Ni showed a non-uniform wear track and different composition inside and outside the wear track, as proved by the significant different contrast. In this case, the binder removal occurred in less extent with respect to sample WC-Cr
3C
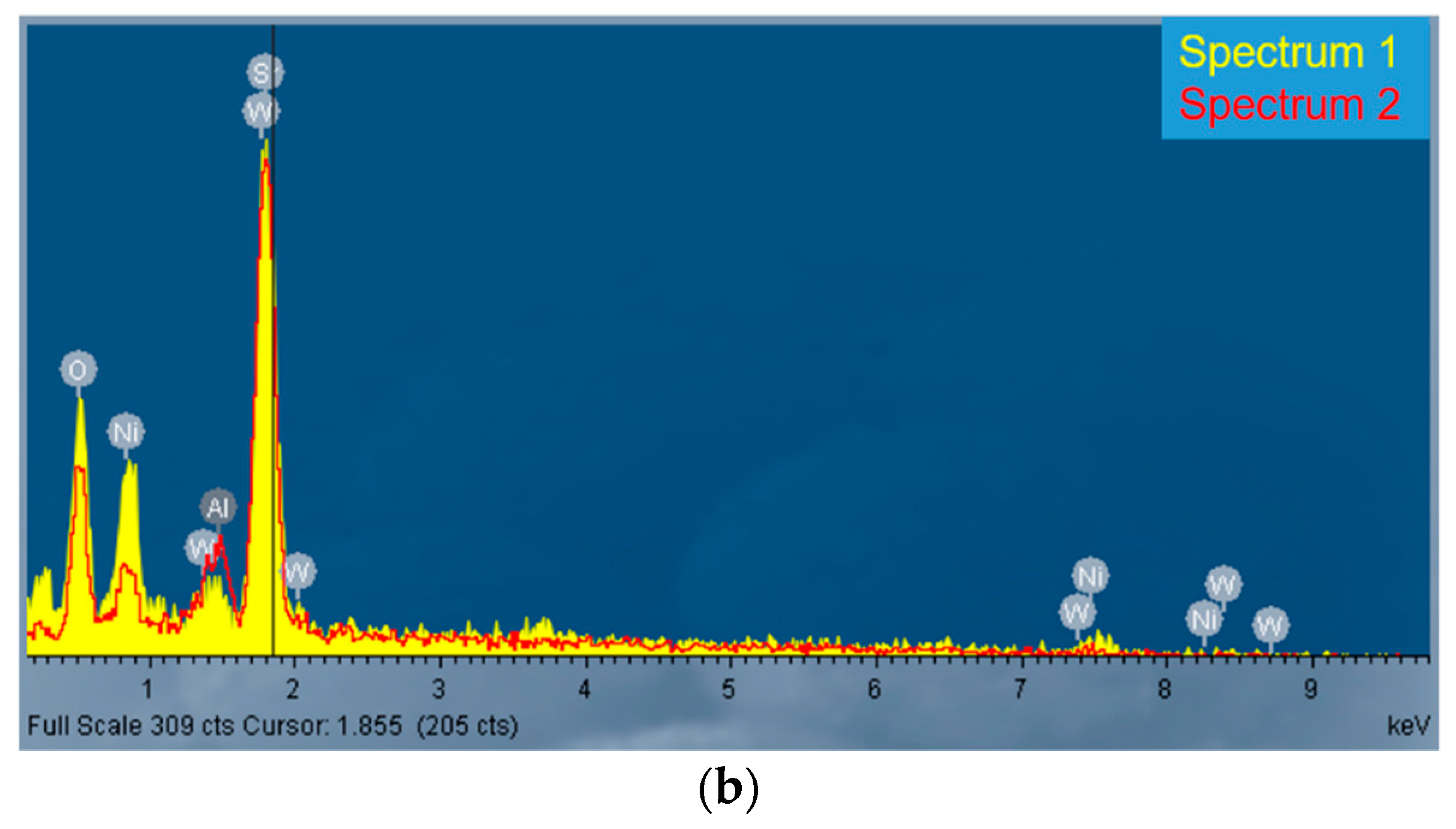
2-Ni. Indeed, carbide grains are less well shaped than in the previous case because they are still well surrounded by the nickel matrix. EDS spectra confirm the morphological evidence. Comparing the two spectra reported in
Figure 16 a peak of alumina, due to a transfer from the ball, is present in some part of the wear track as is evident from spectrum 2 of
Figure 16. Again, oxidation phenomena can be observed, in both the analyzed point (spectra 1 and 2). In addition, some cracks are present inside the wear track.
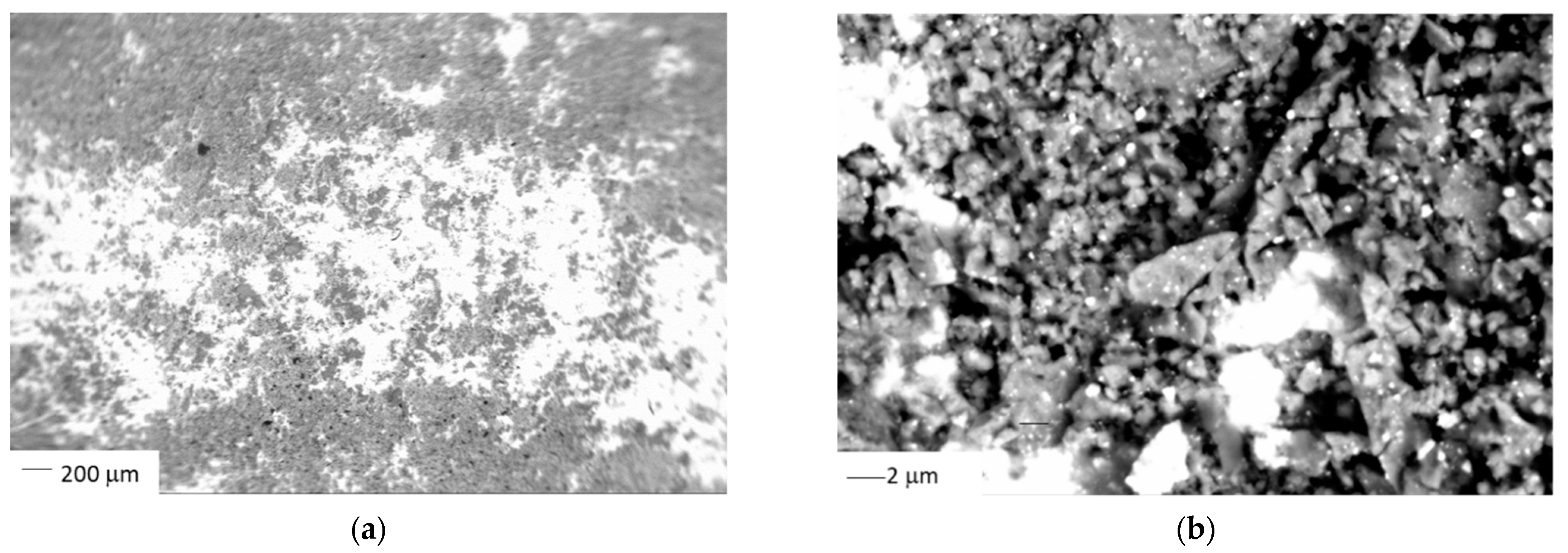
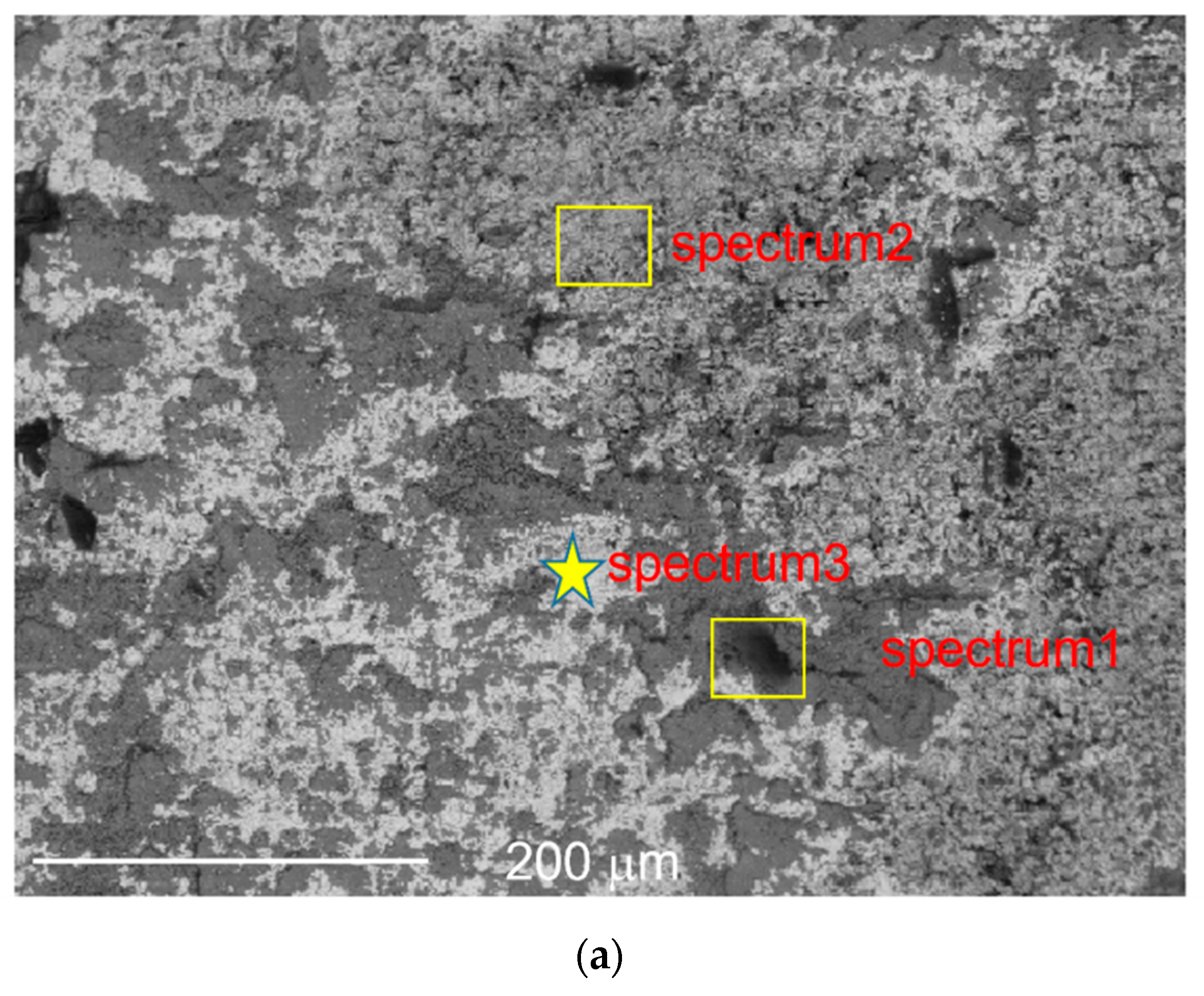
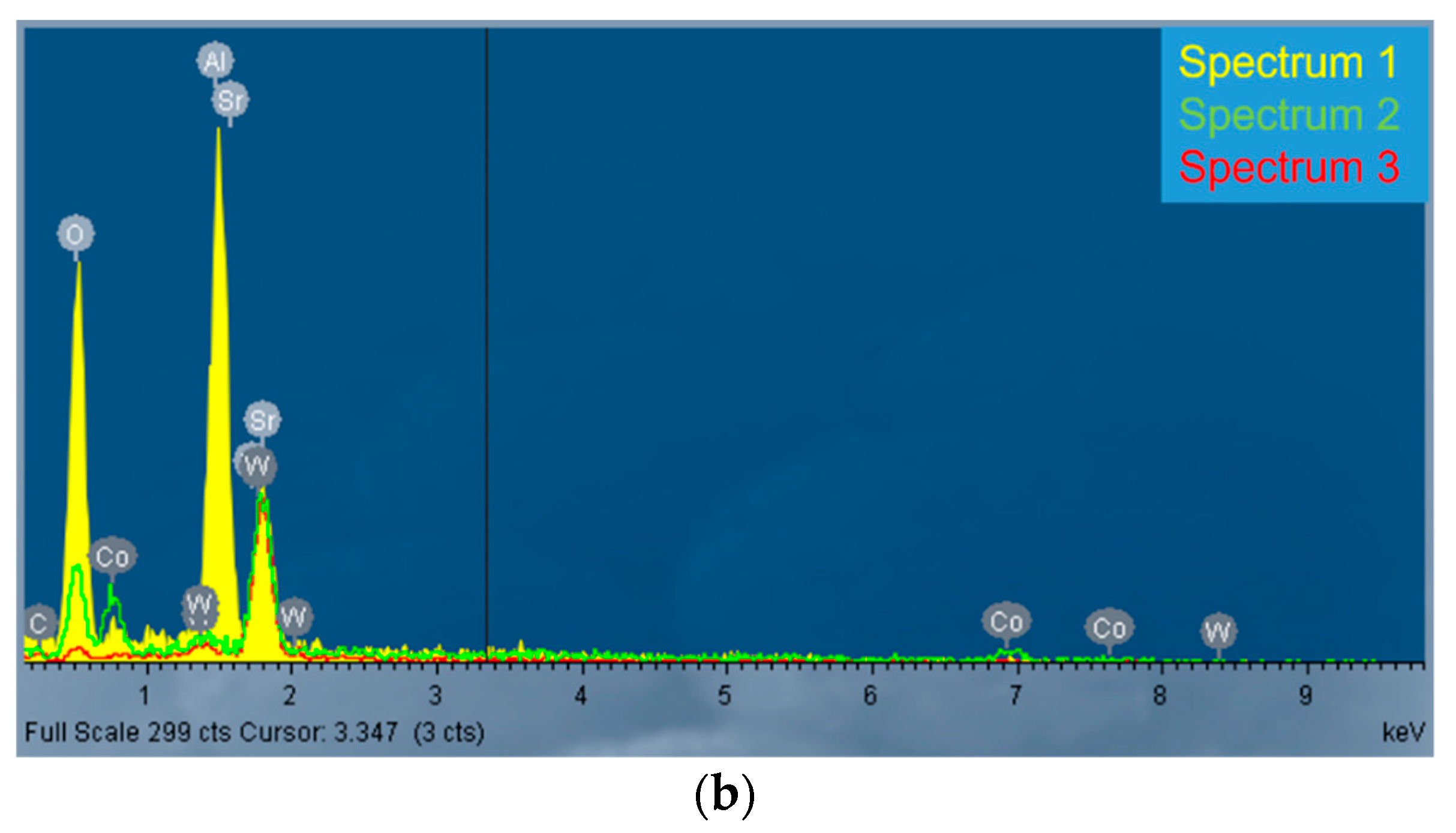
The wear mechanisms of WC-Co-Cr can be considered similar to those observed in the previous cases. Elemental analysis of the wear track revealed the presence of a high peak (spectrum 1) of ‘Al’ indicating alumina adhesion from the ball. The presence of ‘O’ inside the wear track, detected in spectrum 1, suggests in-situ formed tribo-oxides phenomena.
Moreover, as for the previous coatings, preferential binder removal was observed.
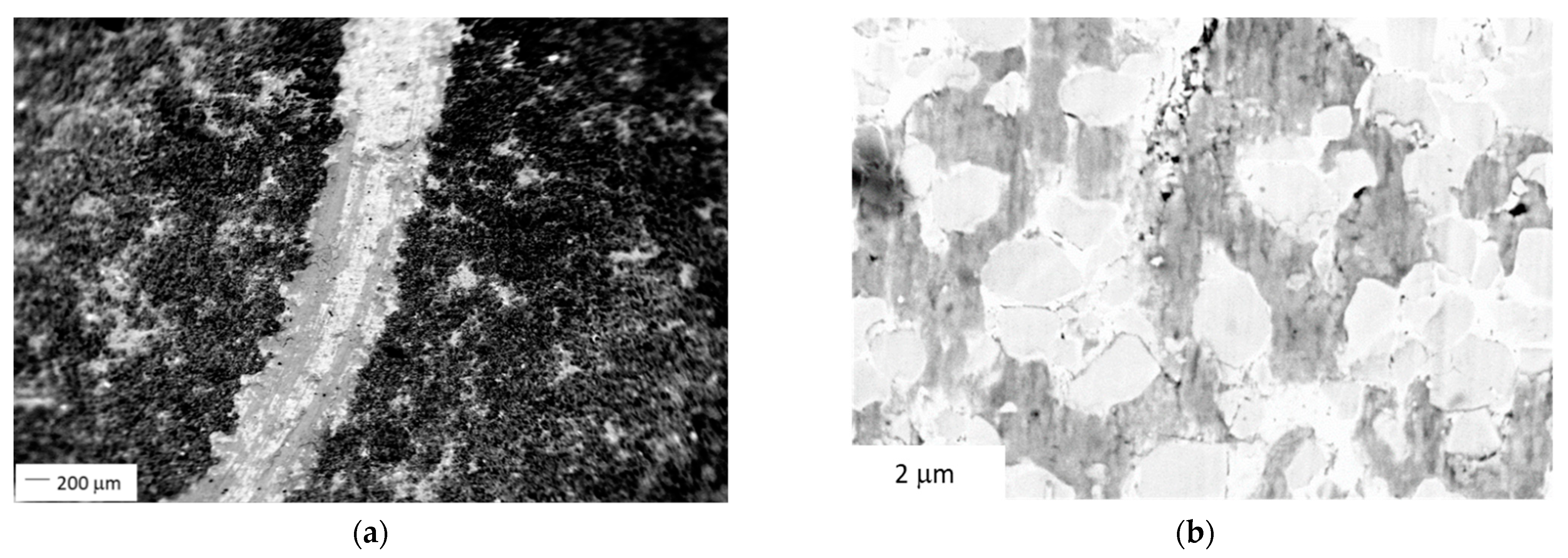
As for Cr3C2-NiCr, a more defined wear track is observed. Some cracks were detected inside the wear track, which can be observed at low and high magnifications. Furthermore, in the present case, the preferential removal of binder can be supposed by observing the intensity ratio between nickel and chromium in different areas. This difference was also confirmed by EDS analysis where, by comparing the two analyzed areas, the variation in Ni and Cr are confirmed. In the case of the Cr3C2-NiCr coating, alumina was not found. Oxidation phenomena cannot be excluded, although they are not evident from the spectra. As for WC-Co, the EDS analysis made on the wear track reveals the presence of W, Co, Al and O elements. As can be noticed in spectrum 1 ‘O’ and ‘Al’ are the predominant elements followed by ‘Co’ indicating that the resulting tribolayer is basically a combination of oxidized elements from the coating as well as alumina from the ball counterpart.
From EDS analysis and backscattered images of the wear tracks, some conclusions about the principal wear mechanisms can be made. The wear mechanism was the combination of abrasive, adhesive and oxidative wear mechanisms. In particular, adhesion of alumina ball, with consequent formation of local junctions was observed. Moreover, during tribological tests, unsupported grains, such as those of carbide, can be easily physically removed or pulled out thanks to enhanced grooving and the removal of the binder phase. Wear debris particles are produced during wear when the coated surface deforms plastically, which occurs during repeated wear cycles, resulting in wear debris fragmentation and the production of fine particles. While some of these particles are carried away, many could be trapped in the wear tracks. Further wear causes these small wear debris particles to oxidize, become compacted by normal and shear pressures, and form a tribo-oxide layer. This tribo-oxide layer can be beneficial as it can reduce wear rate. Such a process could account for the not significant differences in terms of wear resistance observed between WC-Cr
3C
2-Ni, WC-Ni, WC-Co-Cr and WC-Co. The visible track and higher wear observed for Cr
3C
2-NiCr is supposed to principally be the result of the weaker Cr bond of the coating [
31], which resulted in excessive particles pulling out and consequently acting as a third abrasive body detaching much material from the coating itself.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}