
Effect of Impact Block Shape and Material on Impact Wear Behavior of Zr-4 Alloy Cladding Tube
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Equipment Parameters
3. Results and Discussion
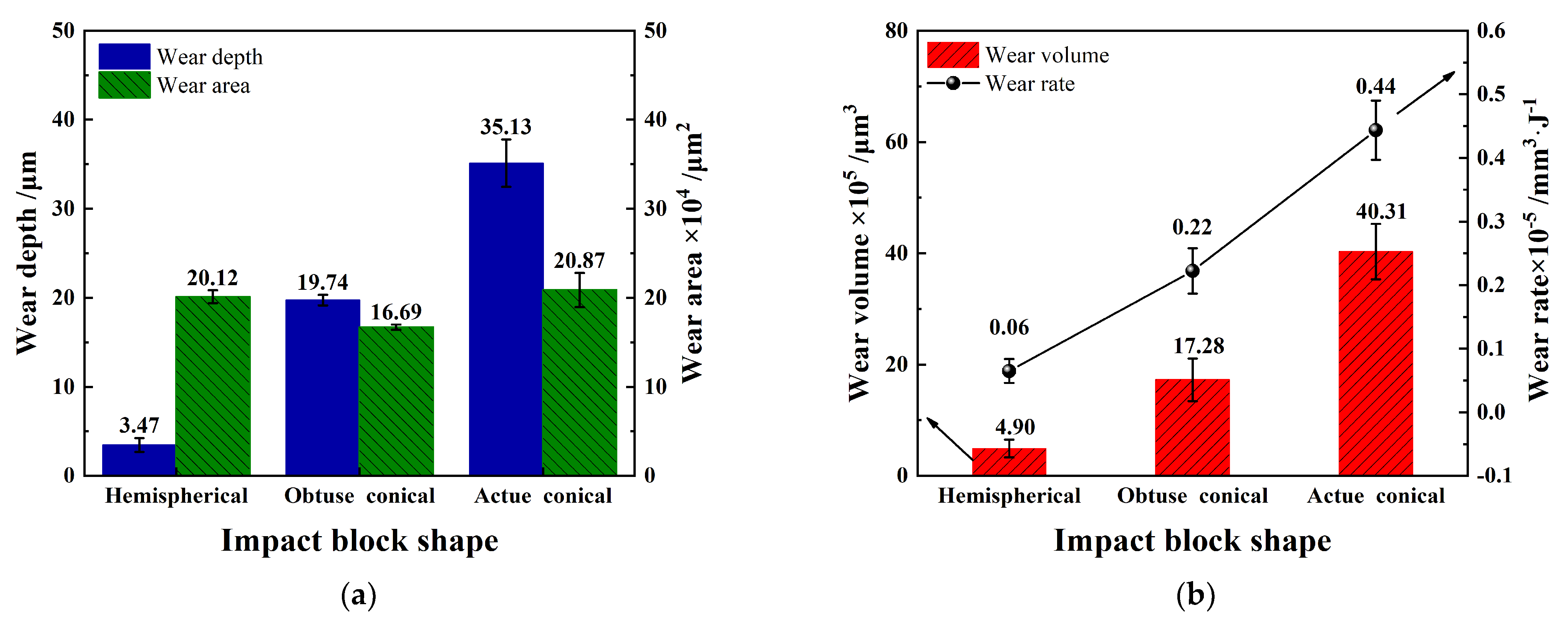
3.1. Influence of the Impact Block Shape
3.1.1. Dynamic Response
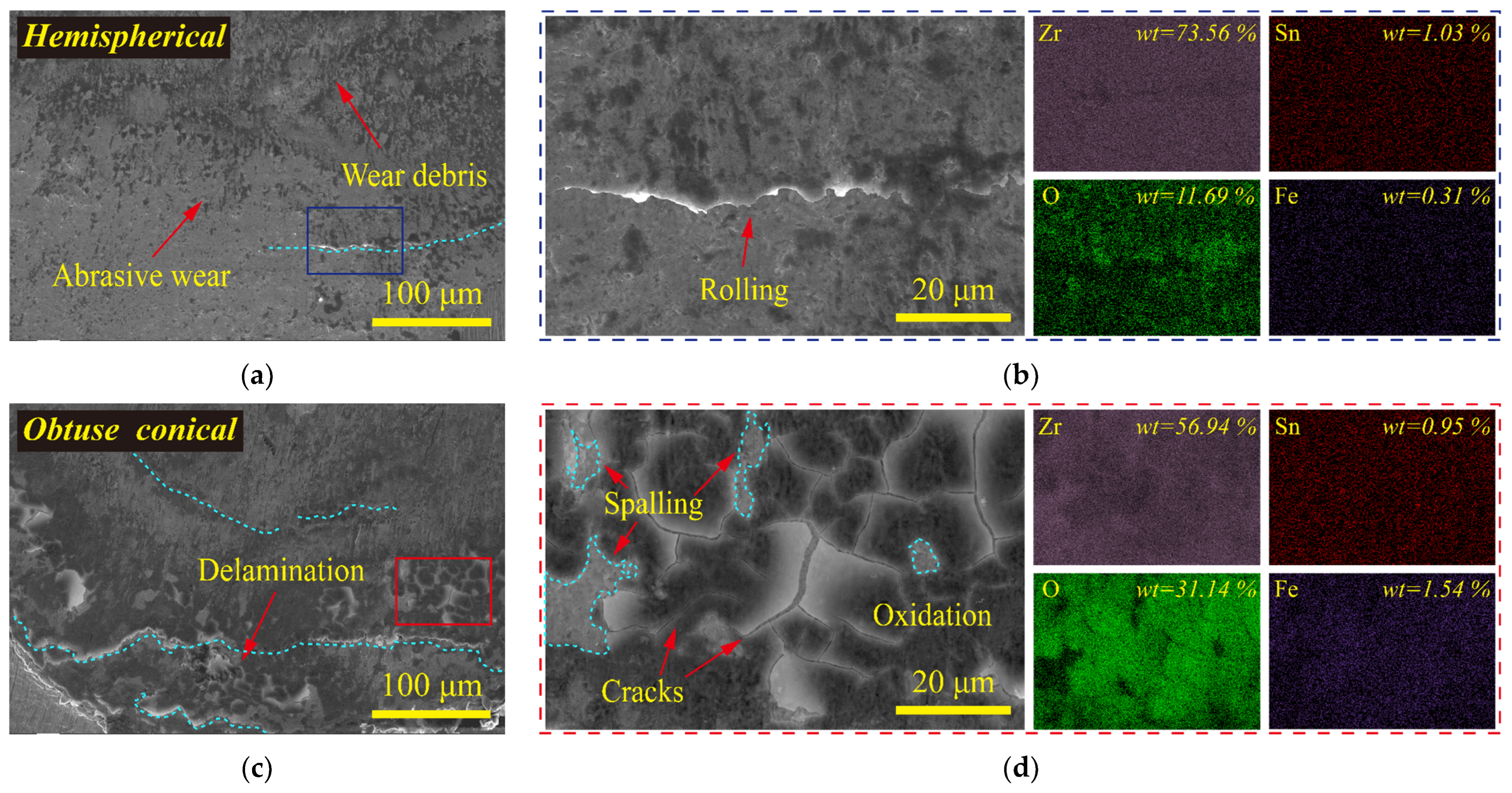
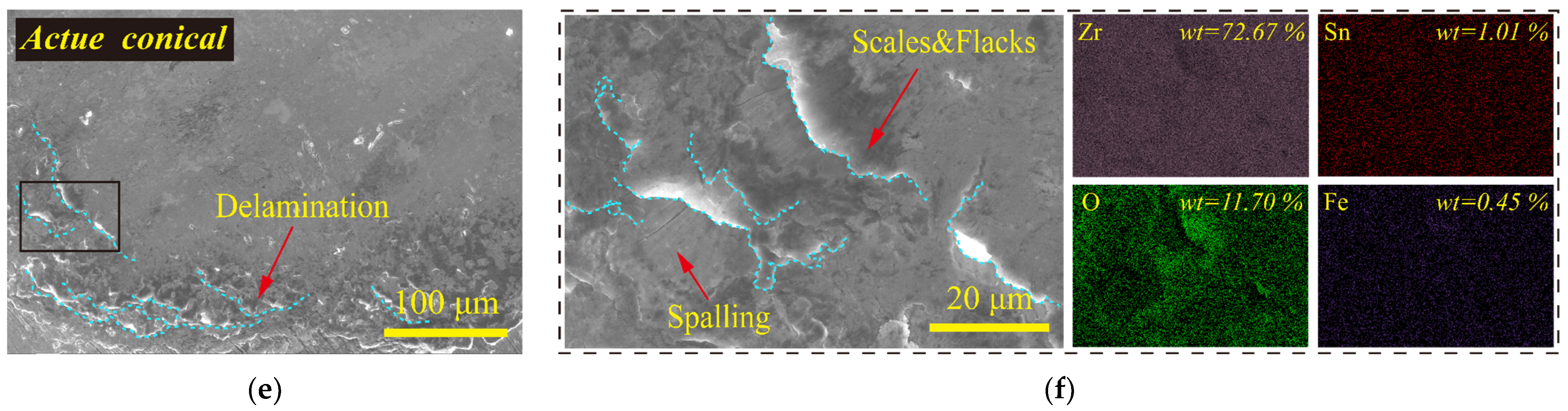
3.1.2. Wear Morphological Analysis
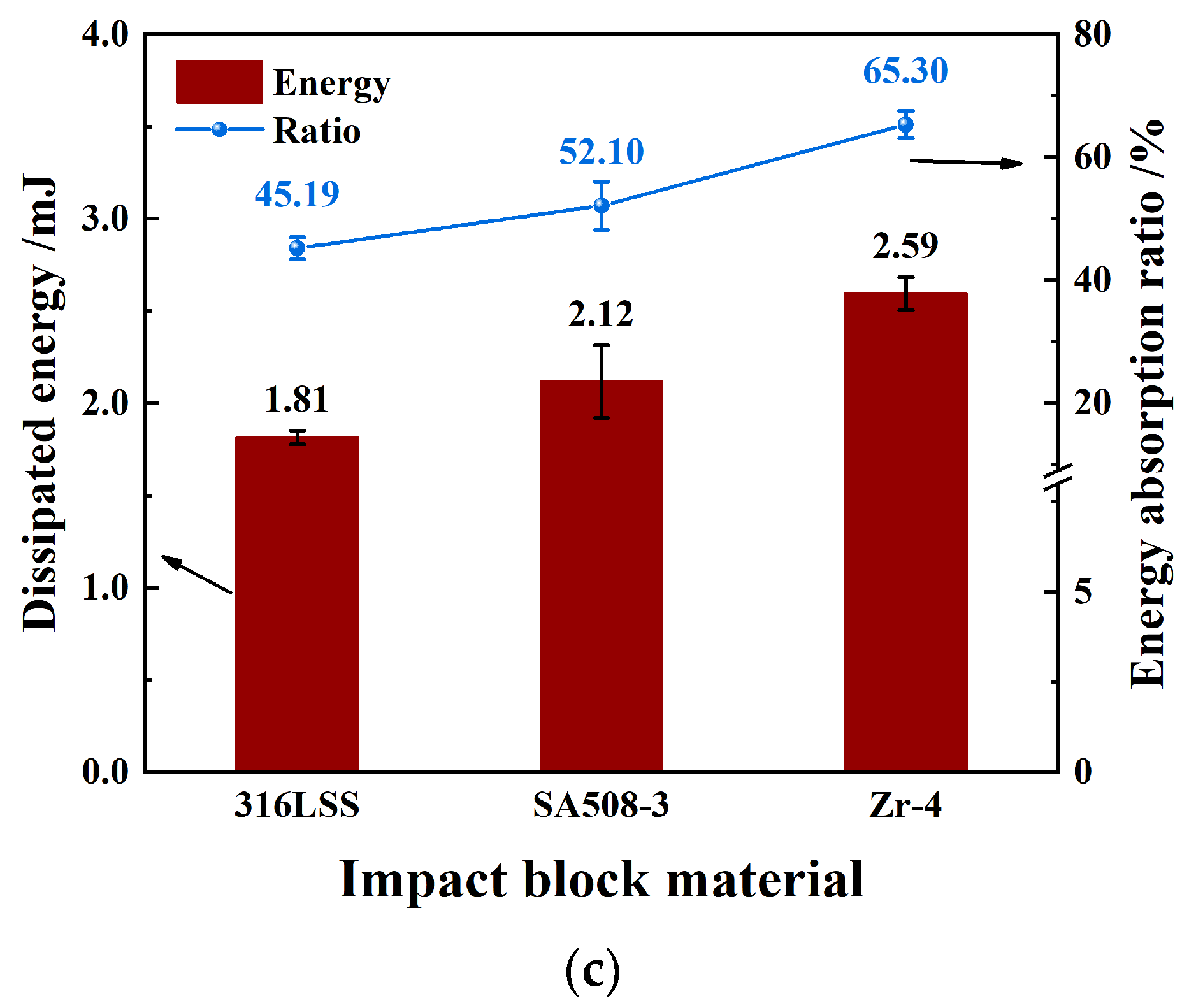
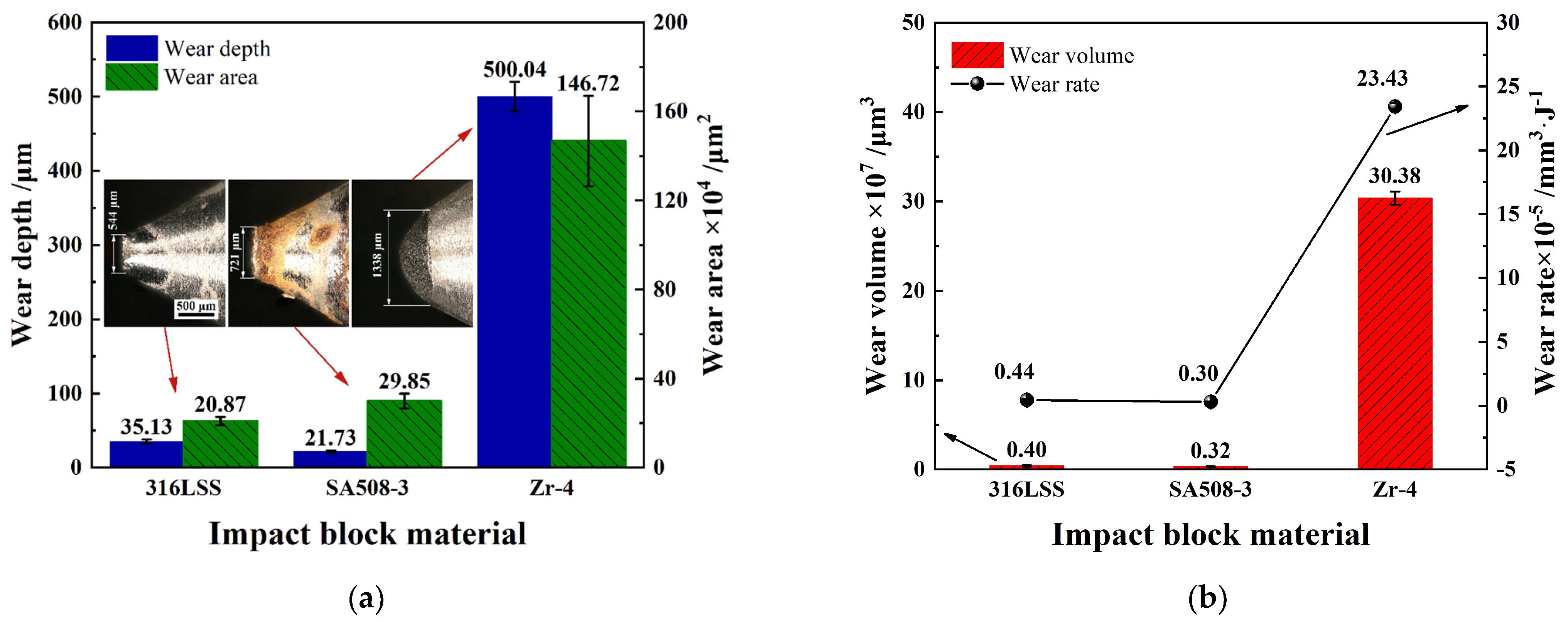
3.2. Influence of Impact Block Material
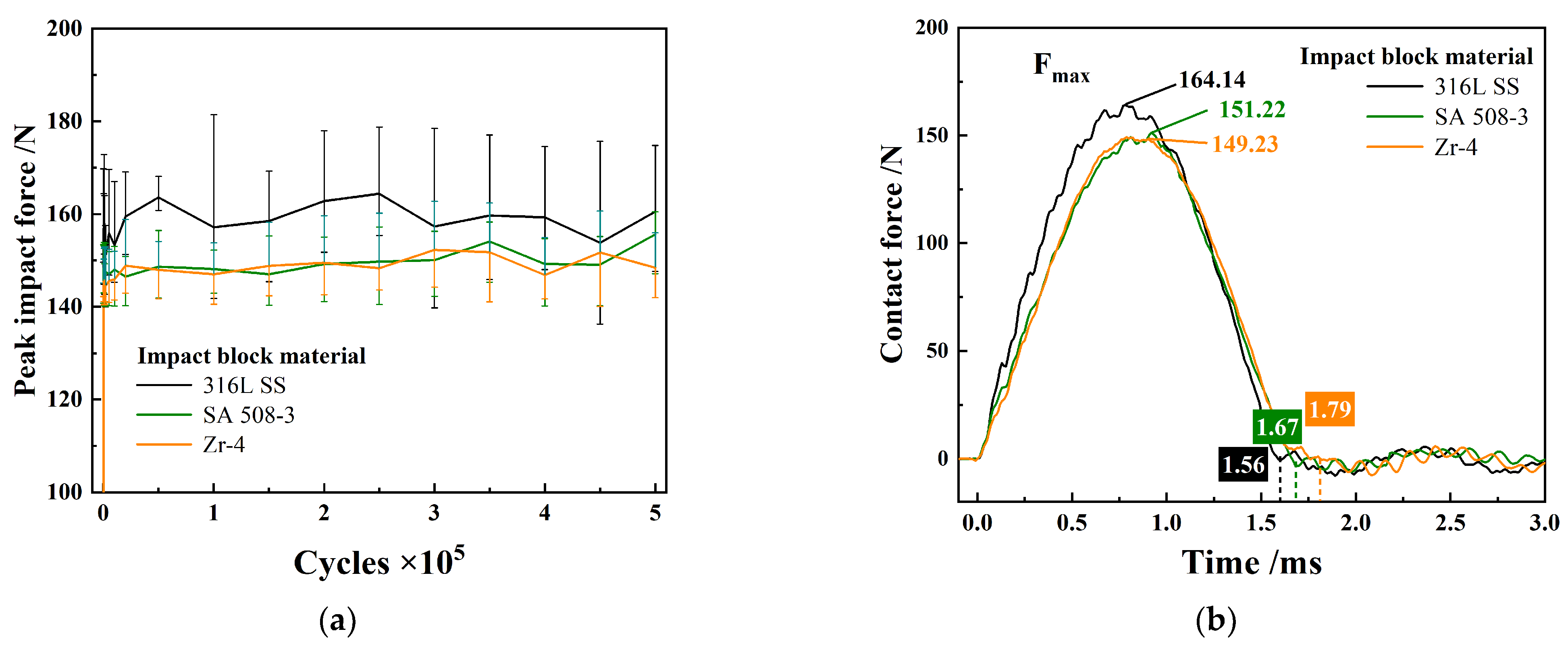
3.2.1. Dynamic Response
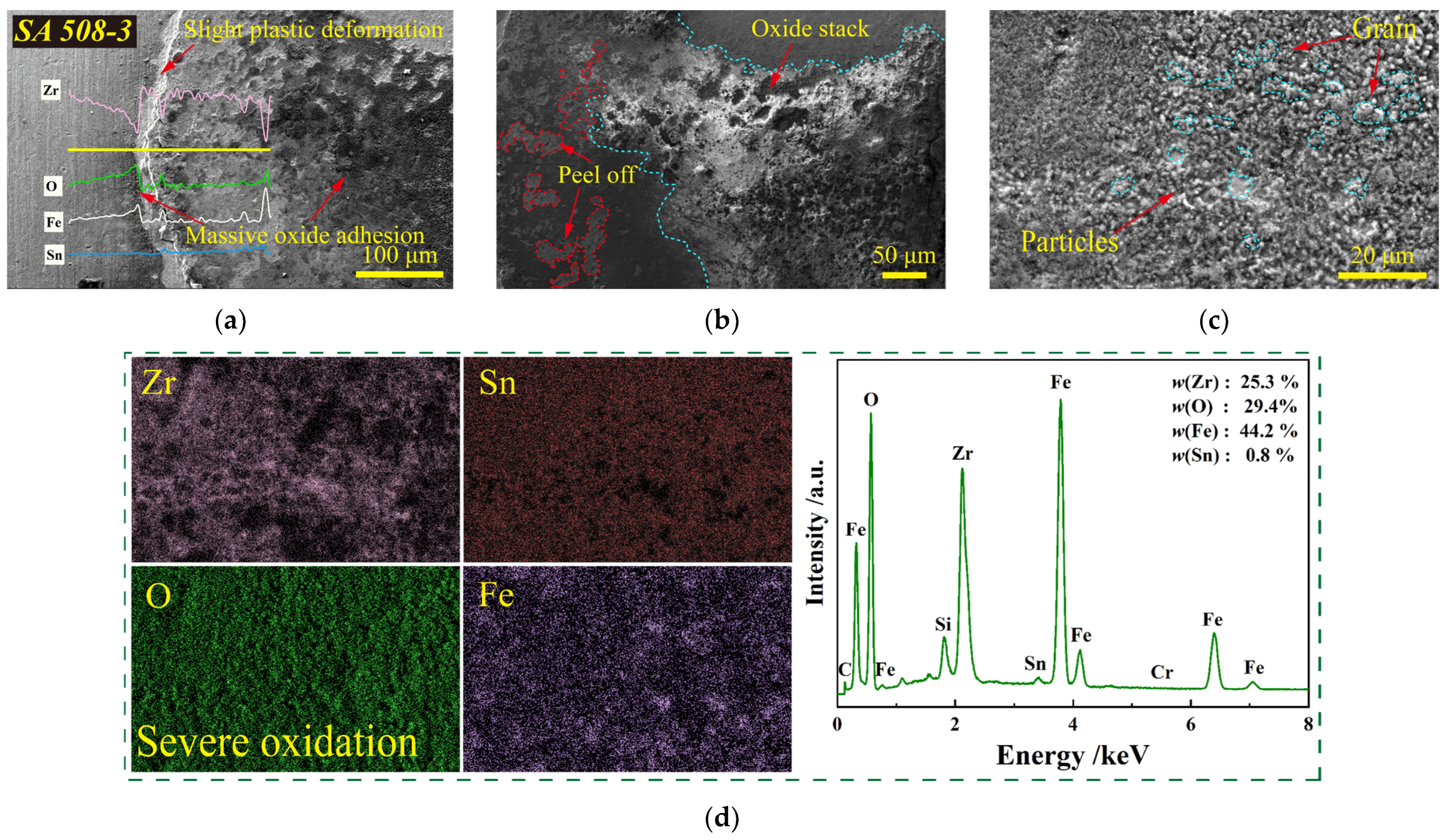
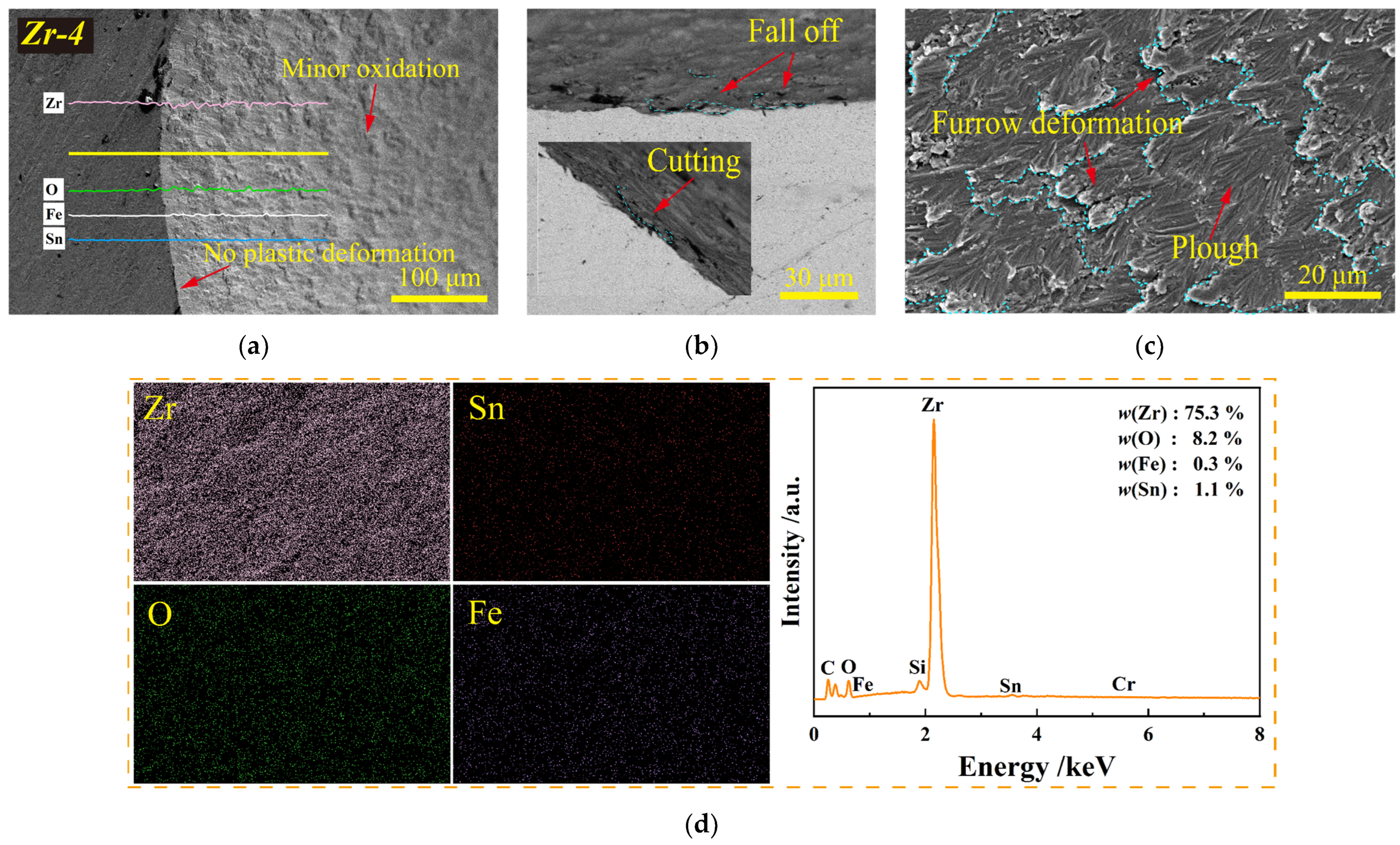
3.2.2. Wear Morphological Analysis
3.3. Impact Wear Mechanism
4. Conclusions
- (a)
- The effect of changing the shape of the impact block on the wear degree of the Zr−4 alloy tube is limited. However, the sharper the shape of the impact block, the more concentrated the stress during impact, and the more serious the damage to the Zr−4 alloy tube. The concentration of impact stress increases the wear range through plastic flow, and increases the wear depth through delamination.
- (b)
- Different impact block materials have different energy responses when impacted, and the impact wear mechanism is also different: (i) The wear debris generated by the impact blocks of 316LSS and SA 508−A will adhere to the surface of the alloy tube after oxidation. On the wear debris accumulation layer, the kinetic energy absorbed by impact is mainly used for abrasive wear and surface peeling behavior; (ii) Although the energy loss of SA 508−A during the impact process is large, most of it is used for the wear of the impact block and the formation and peeling of the wear debris accumulation layer, but the damage to the Zr−4 alloy tube is small; (iii) The wear debris generated by the impact block of Zr−4 is not easily oxidized, and it shows two−body wear during the cyclic impact process, mainly cutting and wear removal.
- (c)
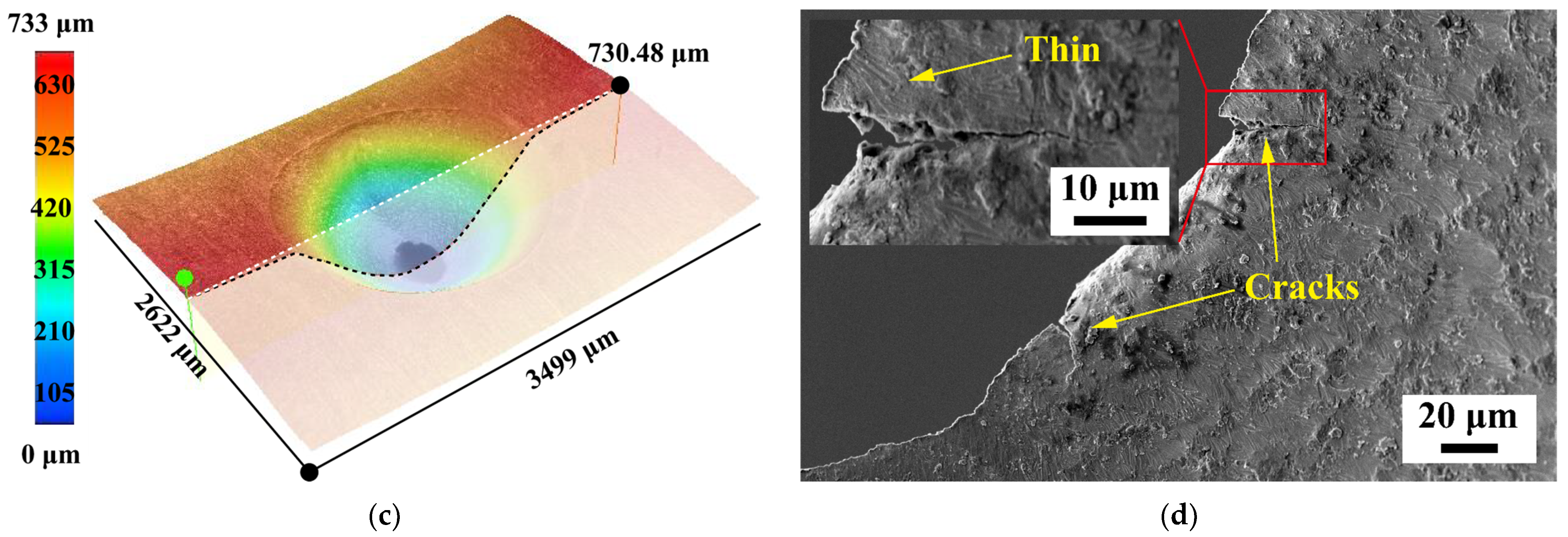
- After the impact block of Zr−4 cyclically impacted the Zr−4 alloy tube 2,000,000 times, the Zr−4 alloy tube was perforated due to wear and tear, and the fracture showed ductile fracture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, C.H.; Wang, R.S.; Wang, X.T.; Bai, G.H. Effects of ion irradiation on microstructure and properties of zirconium alloys—A review. Nucl. Eng. Technol. 2015, 47, 323–331. [Google Scholar] [CrossRef]
- Cai, Z.B.; Li, Z.Y.; Yin, M.G.; Zhu, M.H.; Zhou, Z.R. A review of fretting study on nuclear power equipment. Tribol. Int. 2020, 144, 106095. [Google Scholar] [CrossRef]
- Duan, Z.G.; Yang, H.L.; Satoh, Y.; Murakami, K.; Kano, S.; Zhao, Z.S.; Shen, J.J.; Abe, H. Current status of materials development of nuclear fuel cladding tubes for light water reactors. Nucl. Eng. Des. 2017, 316, 131–150. [Google Scholar] [CrossRef]
- Lu, R.Y.; Karoutas, Z.; Sham, T.L. CASL Virtual reactor predictive simulation: Grid−to−rod fretting wear. Met. Mater. Soc. 2011, 63, 3–58. [Google Scholar] [CrossRef]
- Blau, P.J.; Qu, J.; Lu, R. Modeling of complex wear behavior associated with grid−to−rod fretting in light water nuclear reactors. JOM 2016, 68, 2938–2943. [Google Scholar] [CrossRef]
- Lu, W.; Thouless, M.D.; Hu, Z.; Wang, H.; Ghelichi, R.; Wu, C.H.; Kamrin, K.; Parks, D. CASL Structural mechanics modeling of Grid−to−Rod Fretting (GTRF). JOM 2016, 68, 2922–2929. [Google Scholar] [CrossRef]
- Jiang, H.X.; Duan, Z.W.; Zhang, B.B.; Zhao, X.Y.; Wang, P. Influence of ions irradiation on the microstructural evolution, mechanical and tribological properties of Zr−4 alloy. Appl. Surf. Sci. 2019, 498, 143821. [Google Scholar] [CrossRef]
- Jang, H.X.; Duan, Z.W.; Zhang, B.B.; Zhao, X.Y.; Wang, P. Wear behavior of zirconium−4 alloy after different irradiation damage level. Appl. Surf. Sci. 2020, 509, 145373. [Google Scholar] [CrossRef]
- Jiang, H.X.; Duan, Z.W.; Zhang, B.B.; Zhao, X.Y.; Wang, P. Fretting wear behaviors of Zr−4 alloy under different ions irradiation conditions. Tribol. Int. 2020, 152, 106553. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Z.P.; Lu, W.; Thouless, M.D. The effect of coupled wear and creep during grid−to−rod fretting. Nucl. Eng. Des. 2017, 318, 163–173. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.H.; Kim, H.K.; Jung, Y.H. Effect of impact frequency on the wear behavior of spring−supported tubes in room and high temperature distilled water. Wear 2005, 259, 329–339. [Google Scholar] [CrossRef]
- Kim, K.T. The effect of fuel rod supporting conditions on fuel rod vibration characteristics and grid−to−rod fretting wear. Nucl. Eng. Des. 2010, 240, 1386–1391. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kim, H.K. Fretting wear behavior of a nuclear fuel rod under a simulated primary coolant condition. Wear 2013, 301, 569–574. [Google Scholar] [CrossRef]
- Kim, K.T. The study on grid−to−rod fretting wear models for PWR fuel. Nucl. Eng. Des. 2009, 239, 2820–2824. [Google Scholar] [CrossRef]
- Kim, K.T. Evolutionary developments of advanced PWR nuclear fuels and cladding materials. Nucl. Eng. Des. 2013, 263, 59–69. [Google Scholar] [CrossRef]
- Kim, K.T. Self−sufficient nuclear fuel technology development and applications. Nucl. Eng. Des. 2012, 249, 287–296. [Google Scholar] [CrossRef]
- Qu, J.; Cooley, K.M.; Shaw, A.H.; Lu, R.Y.; Blau, P.J. Assessment of wear coefficients of nuclear zirconium claddings without and with pre−oxidation. Wear 2016, 356–357, 17–22. [Google Scholar] [CrossRef]
- Xue, X.C. Fuel Failure Analysis and Supervise. Nucl. Power Eng. Technol. 2011, 1, 25–41. [Google Scholar]
- Li, D.X. Effect of normal force on Fretting Wear of zirconium alloy cladding tubes in simulated PWR primary loop environment. China Sci. Technol. Inf. 2021, 18, 105–107. [Google Scholar]
- Chen, T.Y. Study on water lubricated drawing rod technology for AFA 3G fuel assembly. Prog. Rep. China Nucl. Sci. Technol. 2019, 6, 138–143. [Google Scholar]
- Seifert, H.P.; Ritter, S. Stress corrosion cracking of low−alloy reactor pressure vessel steels under boiling water reactor conditions. J. Nucl. Mater. 2008, 372, 114–131. [Google Scholar] [CrossRef]
- Han, G.; Lu, Z.; Ru, X.; Chen, J.; Xiao, Q.; Tian, Y.W. Improving the oxidation resistance of 316L stainless steel in simulated pressurized water reactor primary water by electropolishing treatment. J. Nucl. Mater. 2015, 467, 194–204. [Google Scholar] [CrossRef]
- Chen, J.J.; Xiao, Q.; Lu, Z.P.; Ru, X.K.; Peng, H.; Xiong, Q.; Li, H.J. Characterization of interfacial reactions and oxide films on 316L stainless steel in various simulated PWR primary water environments. J. Nucl. Mater. 2017, 489, 137–149. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, W.S.; Cong, S.; Ran, G.; Cen, D.X.; Li, N. Stress corrosion behaviors of 316LN stainless steel in a simulated PWR primary water environment. Materials 2018, 11, 1509–1522. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.G.; Xia, S.; Bai, Q.; Zhou, B.X.; Lu, Y.H.; Shoji, T.S. Evaluation of grain boundary network and improvement of intergranular cracking resistance in 316L stainless steel after grain boundary engineering. Materials 2019, 12, 242–259. [Google Scholar] [CrossRef] [PubMed]
- Kopeć, M.; Malá, M.; Cvrček, L.; Krejčí, J. Debris−fretting test of coated and uncoated Zr−1% Nb Cladding. Acta Polytech. CTU Proc. 2019, 24, 556. [Google Scholar] [CrossRef]
- Ru, J.; Xiao, Z.; Zhu, F.W.; Zhang, L.; Qin, M.; Liu, Y.H. Analysis of measures for safe operation of PWR fuel assemblies. Nucl. Power Eng. 2017, 38, 175–179. [Google Scholar]
- Kopeć, M.; Pata, O.; Malá, M.; Halodová, P.; Cvrček, L.; Krejčí, J. On debris−fretting impact—The study of oxide and chromium layer application. J. Nucl. Eng. Radiat. Sci. 2020, 7, 18021–18026. [Google Scholar]
- Alves, J.; Peixinho, N.; Silva, M.T.D.; Flores, P.; Lankarani, H.M. A comparative study of the viscoelastic constitutive models for frictionless contact interfaces in solids. Mech. Mach. Theory 2015, 85, 172–188. [Google Scholar] [CrossRef]
- Machado, M.; Moreira, P.; Flores, P.; Lankarani, H.M. Compliant contact force models in multibody dynamics: Evolution of the Hertz contact theory. Mech. Mach. Theory 2012, 53, 99–121. [Google Scholar] [CrossRef]
- Pereira, C.M.; Ambrósio, J.A. A critical overview of internal and external cylinder contact force models. Nonlinear Dyn. 2011, 63, 681–697. [Google Scholar] [CrossRef]
- Gilardi, G.; Sharf, I. Literature survey of contact dynamics modelling. Mech. Mach. Theory 2002, 37, 1213–1239. [Google Scholar] [CrossRef]
- Luo, Y.; Ning, C.M.; Dong, Y.Y.; Xiao, C.; Wang, X.T.; Peng, H.; Cai, Z.B. Impact abrasive wear resistance of CrN and CrAlN coatings. Coatings 2022, 12, 427. [Google Scholar] [CrossRef]
- Tadmor, R. Open problems in wetting phenomena: Pinning retention forces. Langmuir 2022, 37, 6357–6372. [Google Scholar] [CrossRef] [PubMed]
- Tang, S.; Yao, C.W.; Tadmor, R.; Sebastian, D. Lateral retention of water droplets on solid surfaces without gravitational effect. MRS Commun. 2020, 10, 449–454. [Google Scholar] [CrossRef]
- Lin, Y.W.; Cai, Z.B.; Chen, Z.Q.; Qian, H.; Tang, L.C.; Xie, Y.C.; Zhu, M.H. Influence of diameter–thickness ratio on alloy Zr−4 tube under low−energy impact fretting wear. Mater. Today Commun. 2016, 8, 79–90. [Google Scholar] [CrossRef]
- Jena, A.K.; Bhimavarapu, Y.V.R.; Tang, S.; Liu, J.; Das, R.; Gulec, S.; Vinod, A.; Yao, C.W.; Cai, T.X.; Tadmor, R. Stages that lead to drop depinning and onset of motion. Langmuir ACS J. Surf. Colloids 2022, 38, 92–99. [Google Scholar]
- Blau, P.J. A multi−stage wear model for grid−to−rod fretting of nuclear fuel rods. Wear 2014, 313, 89–96. [Google Scholar] [CrossRef]
- Blades, L.; Hills, D.; Nowell, D.; Evans, K.E.; Smith, C. An exploration of debris types and their influence on wear rates in fretting. Wear 2020, 450, 203–252. [Google Scholar] [CrossRef]
- Priya, R.; Mallika, C.; Mudali, U.K. Wear and tribocorrosion behaviour of 304L SS, Zr−702, Zircaloy−4 and Ti−grade2. Wear 2014, 310, 90–100. [Google Scholar] [CrossRef]
- Bhatti, N.A.; Wahab, M.A. Fretting fatigue crack nucleation: A review. Tribol. Int. 2018, 121, 121–138. [Google Scholar] [CrossRef]
- Ren, Y.P.; Wang, P.F.; Cai, Z.B.; He, J.F.; Lu, J.S.; Peng, J.F.; Xu, X.J.; Zhu, M.H. Dynamic response characteristics and damage mechanism of impact wear for deep plasma nitrided layer. Tribol. Int. 2022, 170, 107496. [Google Scholar] [CrossRef]
- Iwabuchi, A. The role of oxide particles in the fretting wear of mild steel. Wear 1991, 151, 301–311. [Google Scholar] [CrossRef]
- Kim, J.S.; Park, S.M.; Lee, Y.Z. The effects of wear debris under fluid flow environment on fretting wear mechanism of nuclear fuel cladding tube supported by supporting grid. Tribol. Trans. 2010, 53, 452–462. [Google Scholar] [CrossRef]
- Silva, C.S.; Henriques, B.; de Oliveira, A.P.N.; Silva, F.; Gomes, J.R.; Souza, J.C. Micro−scale abrasion and sliding wear of zirconium−lithium silicate glass−ceramic and polymer−infiltrated ceramic network used in dentistry. Wear 2020, 448, 203214. [Google Scholar] [CrossRef]
- Zhang, L.F.; Lai, P.; Liu, Q.D.; Zeng, Q.F.; Lu, J.Q.; Guo, X.L. Fretting wear behavior of zirconium alloy in B−Li water at 300 °C. J. Nucl. Mater. 2017, 499, 401–409. [Google Scholar] [CrossRef]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Element | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Si | Cr | Mn | Fe | Ni | Mo | Zr | Sn | |
| 316L SS | 0.03 | − | 0.40 | 17.45 | 1.05 | 66.77 | 12.15 | 2.15 | − | − |
| SA 508−3 | 0.18 | 0.22 | 0.15 | 1.15 | 97.07 | 0.73 | 0.50 | − | − | |
| Zr−4 | 0.13 | − | 0.10 | − | 0.21 | − | − | 98.11 | 1.45 | |
| Impact Wear Test | Sample Geometry | ||
|---|---|---|---|
| Tube material | Zircaloy−4 alloy | Tube | |
| Impact block material | 316L SS, SA508−3, Zr−4 | Outer diameter | 9.50 mm |
| Impact block shape | Hemispherical, Obtuse conical, Acute conical | Inner diameter | 8.36 mm |
| Initial impact velocity | 100 mm/s | Length | 20.00 mm |
| Impact mass | 800 g | Impact block | |
| Solution | 1200 mg/L H3BO3 + 2.2 mg/L Li(OH) | Diameter | 10.00 mm |
| Flow rate | 10 mL/min | Length | 25.00, 22.89, 28.66 mm |
| Number of cycles | 500,000 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, S.; Hu, Y.; Liu, X.; Li, D.; He, L.; Wang, J.; Cai, Z. Effect of Impact Block Shape and Material on Impact Wear Behavior of Zr-4 Alloy Cladding Tube. Metals 2022, 12, 1561. https://doi.org/10.3390/met12101561
Yu S, Hu Y, Liu X, Li D, He L, Wang J, Cai Z. Effect of Impact Block Shape and Material on Impact Wear Behavior of Zr-4 Alloy Cladding Tube. Metals. 2022; 12(10):1561. https://doi.org/10.3390/met12101561
Chicago/Turabian StyleYu, Shijia, Yong Hu, Xin Liu, Dongxing Li, Liping He, Jun Wang, and Zhenbing Cai. 2022. "Effect of Impact Block Shape and Material on Impact Wear Behavior of Zr-4 Alloy Cladding Tube" Metals 12, no. 10: 1561. https://doi.org/10.3390/met12101561