
Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Common Welding Conditions
2.2. Observation Conditions
3. Results and Discussion
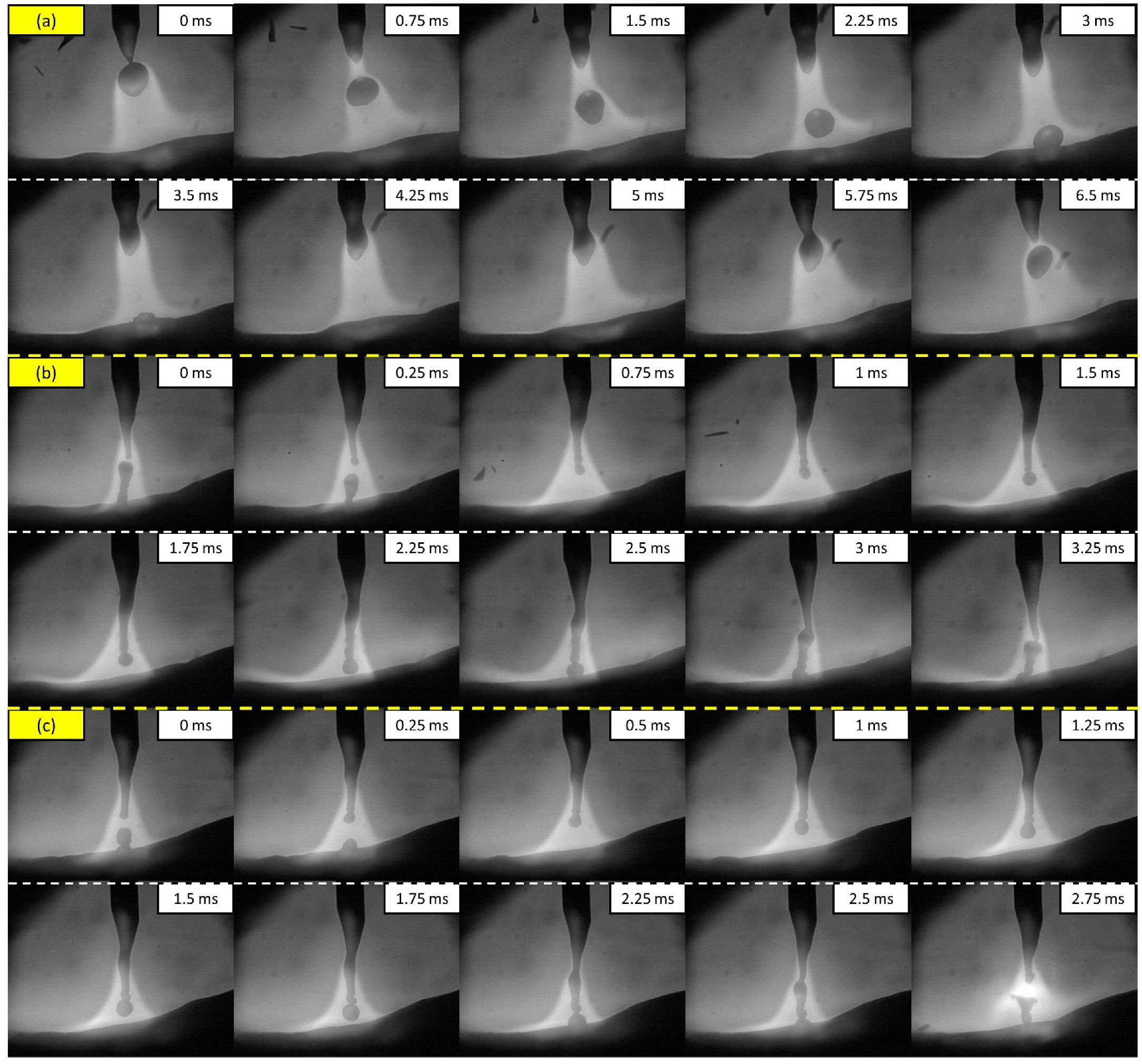
3.1. Metal Transfer Behavior
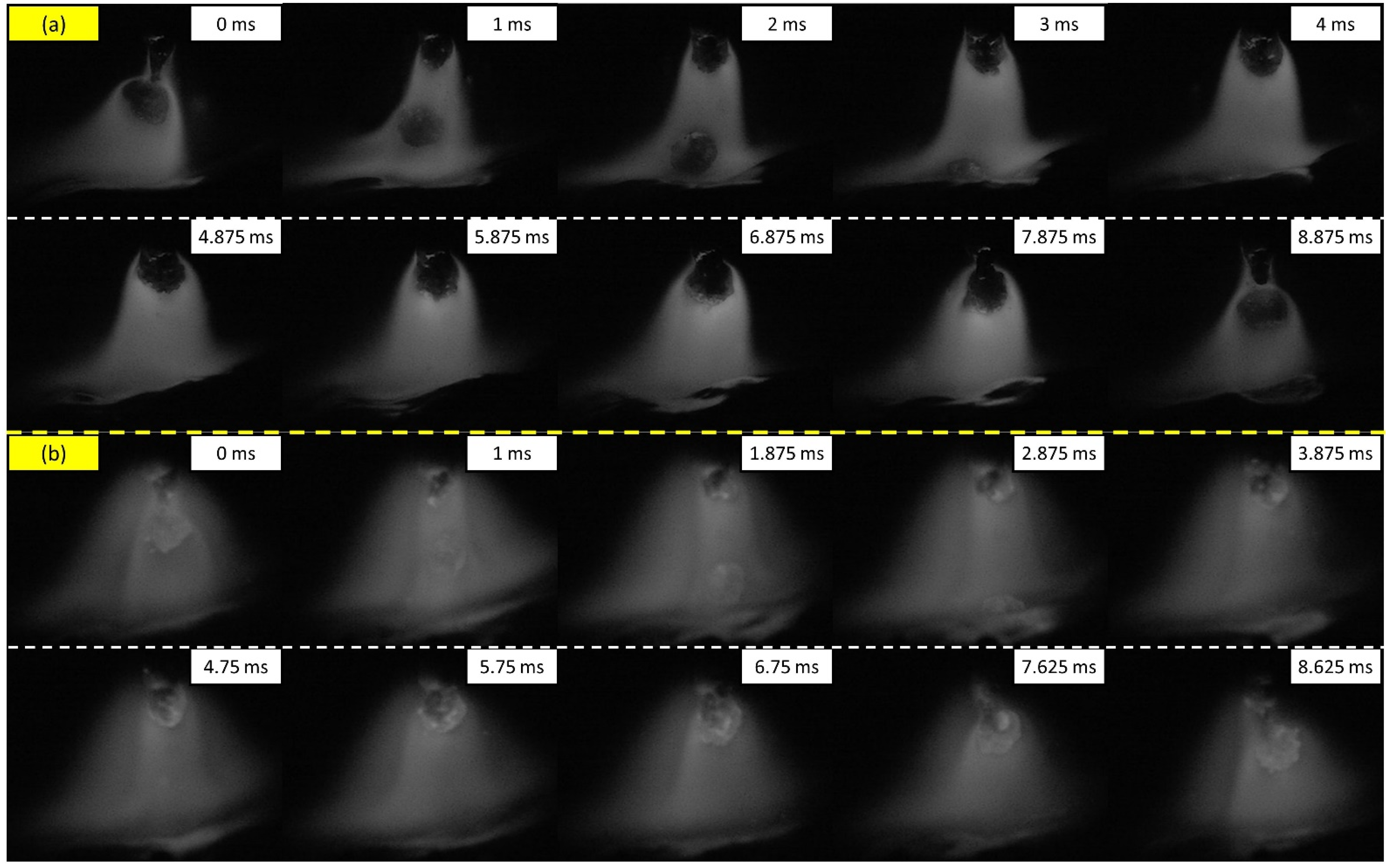
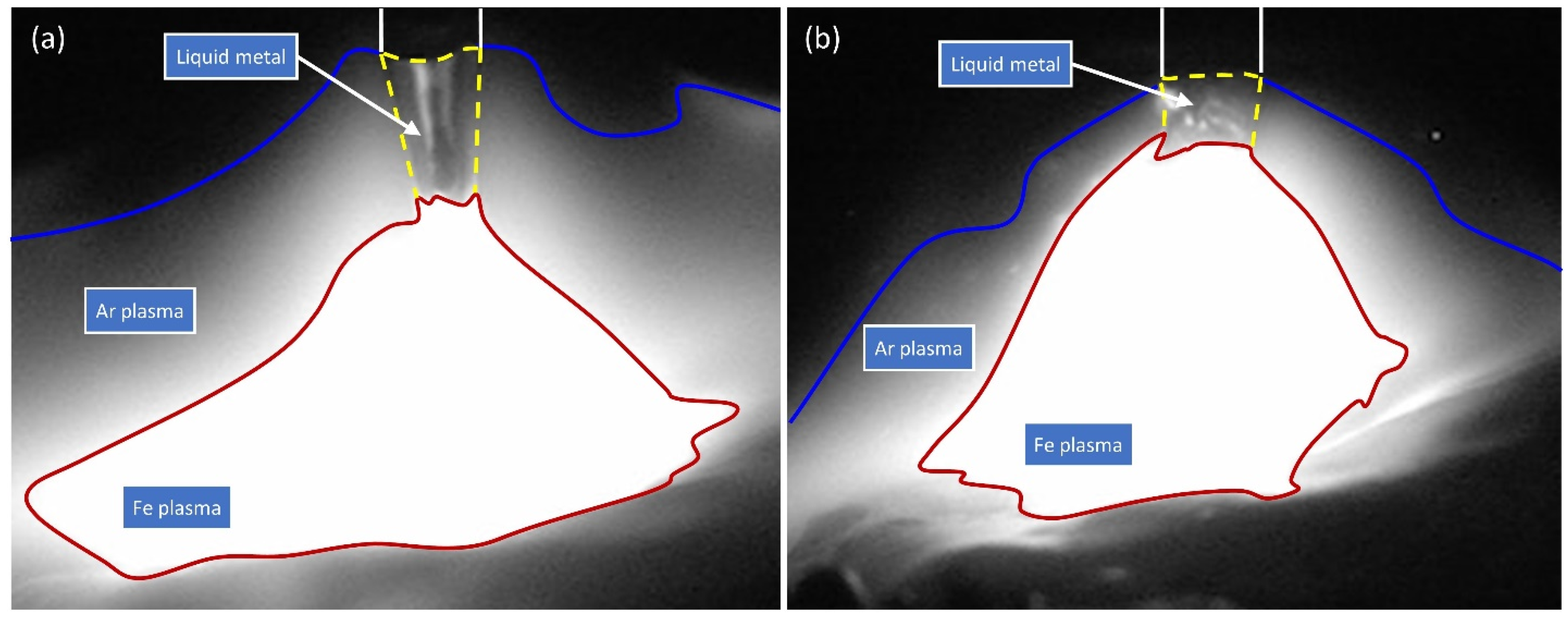
3.2. Spectroscopic Observation
4. Conclusions
- 1
- In metal-cored wire, when the welding was increased, the metal- transfer frequency increased, while the droplet diameter decreased.
- 2
- In a pure argon shielding gas, the metal transfer mode of the solid wire changed to a streaming transfer at 250 A of welding current. On the other hand, the metal transfer mode of metal-cored wire was a globular transfer, despite the welding current being high at 280 A.
- 3
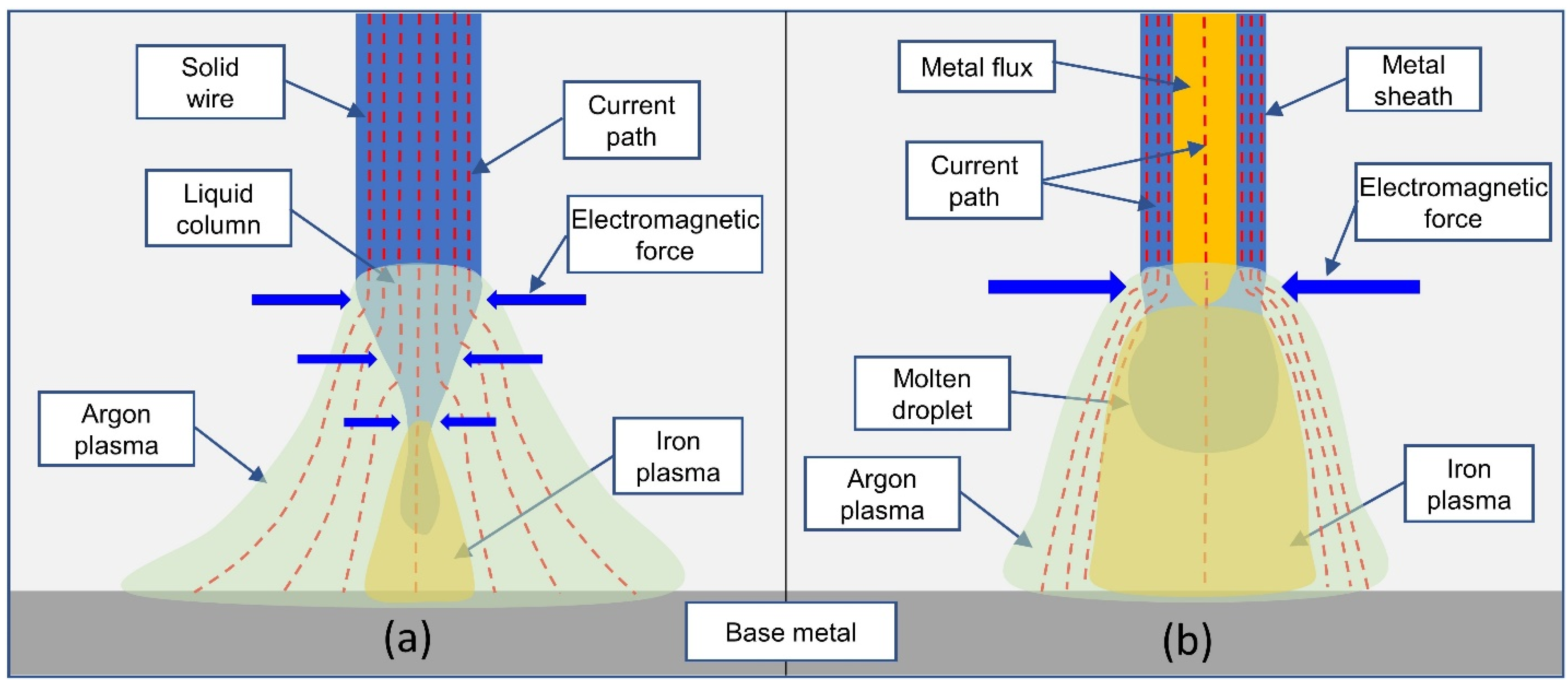
- The change in the metal transfer mode in the solid wire was caused by the spread of the argon plasma at the tip of the wire. Meanwhile, in the metal-cored wire, due to the presence of the flux, the argon plasma and iron plasma were closely attached to the overhead of the droplet, where the electromagnetic force, acting on the molten metal on the side of the unmelted flux of the wire, was ineffective at enhancing the metal droplet detachment.
- 4
- The metal-cored wire can limit the instability of the arc during pure argon shielding gas welding, which provides better welding performance compared to conventional solid wire in weld bead formation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lancaster, J.F. The Physics of Fusion Welding Part 2: Mass Transfer and Heat Flow. IEE Proc. B Electr. Power Appl. 1987, 134, 297–316. [Google Scholar] [CrossRef]
- Kah, P.; Latifi, H.; Suoranta, R.; Martikainen, J.; Pirinen, M. Usability of Arc Types in Industrial Welding. Int. J. Mech. Mater. Eng. 2014, 9, 15. [Google Scholar] [CrossRef]
- Rhee, S.; Kannatey-Asibu, E. Observation of Metal Transfer during Gas Metal Arc Welding. Am. Soc. Mech. Eng. Prod. Eng. Div. PED 1992, 51, 203–213. [Google Scholar]
- Nemchinsky, V.A. The Effect of the Type of Plasma Gas on Current Constriction at the Molten Tip of an Arc Electrode. J. Phys. D Appl. Phys. 1996, 29, 1202–1208. [Google Scholar] [CrossRef]
- Izutani, S.; Shimizu, H.; Suzuki, K.; Koshiishi, F. Observation and Classification of Droplet Transfer in Gas Metal Arc Welding; IIW Doc. 212-1090-06; International Institute of Welding: Villepinte, France, 2006. [Google Scholar]
- Scotti, A.; Ponomarev, V.; Lucas, W. A Scientific Application Oriented Classification for Metal Transfer Modes in GMA Welding. J. Mater. Process. Technol. 2012, 212, 1406–1413. [Google Scholar] [CrossRef]
- Haidar, J.; Lowke, J.J. Effect of CO2 Shielding Gas on Metal Droplet Formation in Arc Welding. IEEE Trans. Plasma Sci. 1997, 25, 931–936. [Google Scholar] [CrossRef]
- Jönsson, P.G.; Eagar, T.W.; Szekely, J. Heat and Metal Transfer in Gas Metal Arc Welding Using Argon and Helium. Metall. Mater. Trans. B 1995, 26, 383–395. [Google Scholar] [CrossRef]
- Methong, T.; Shigeta, M.; Tanaka, M.; Ikeda, R.; Matsushita, M.; Poopat, B. Visualization of Gas Metal Arc Welding on Globular to Spray Transition Current. Sci. Technol. Weld. Join. 2018, 23, 87–94. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Metal Transfer and Arc Plasma in Gas Metal Arc Welding. J. Heat Transfer. 2007, 129, 1025–1035. [Google Scholar] [CrossRef]
- Wang, W.; Liu, S.; Jones, J. Flux Cored Arc Welding: Arc Signals, Processing and Metal Transfer Characterization. Weld. J. -Incl. Weld. Res. Suppl. 1995, 74, 369s. [Google Scholar]
- Bauné, E.; Bonnet, C.; Liu, S. Assessing Metal Transfer Stability and Spatter Severity in Flux Cored Arc Welding. Sci. Technol. Weld. Join. 2001, 6, 139–148. [Google Scholar] [CrossRef]
- Trinh, N.Q.; Tashiro, S.; Tanaka, K.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Morimoto, T.; Shimizu, H.; Lersvanichkool, A.; Murphy, A.B.; et al. Effects of Alkaline Elements on the Metal Transfer Behavior in Metal Cored Arc Welding. J. Manuf. Process. 2021, 68, 1448–1457. [Google Scholar] [CrossRef]
- Valensi, F.; Pellerin, N.; Pellerin, S.; Castillon, Q.; Dzierzega, K.; Briand, F.; Planckaert, J.P. Influence of Wire Initial Composition on Anode Microstructure and on Metal Transfer Mode in GMAW: Noteworthy Role of Alkali Elements. Plasma Chem. Plasma Process. 2018, 38, 177–205. [Google Scholar] [CrossRef]
- Kil, W.; Shin, M.; Bang, K. Effects of Fluoride in the Flux on Hydrogen Content in Weld Metal and Operating Behavior in FCAW-S. J. Weld. Join. 2017, 35, 65–70. [Google Scholar] [CrossRef]
- Bang, K.S.; Jung, H.C.; Han, I.W. Comparison of the Effects of Fluorides in Rutile-Type Flux Cored Wire. Met. Mater. Int. 2010, 16, 489–494. [Google Scholar] [CrossRef]
- Matsuda, F.; Ushio, M.; Tsuji, T.; Mizuta, T. Arc Characteristics and Metal Transfer with Flux-Cored Electrode in CO2 Shielding (Report I): Effect of Geometrical Shape in Wire Cross-Section on Metal Transfer in Stainless Steel Wire. Trans. JWRI 1979, 8, 187–192. [Google Scholar]
- Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Morimoto, T.; Shimizu, H.; Lersvanichkool, A.; Bui, H.V.; Tanaka, M. Effect of Flux Ratio on Droplet Transfer Behavior in Metal-Cored Arc Welding. Metals 2022, 12, 1069. [Google Scholar] [CrossRef]
- Yamamoto, E.; Yamazaki, K.; Suzuki, K.; Koshiishi, F. Effect of Flux Ratio in Flux-Cored Wire on Wire Melting Behaviour and Fume Emission Rate. Weld. World 2010, 54, 154–159. [Google Scholar] [CrossRef]
- Ushio, M.; Ikeuchi, K.; Tanaka, M.; Seto, T. Effects of Shielding Gas on Metal Transfer. Weld. Int. 1995, 9, 462–466. [Google Scholar] [CrossRef]
- Ogino, Y.; Hirata, Y.; Asai, S. Discussion of the Effect of Shielding Gas and Conductivity of Vapor Core on Metal Transfer Phenomena in Gas Metal Arc Welding by Numerical Simulation. Plasma Chem. Plasma Process. 2020, 40, 1109–1126. [Google Scholar] [CrossRef]
- Starling, C.M.D.; Modenesi, P.J. Metal Transfer Evaluation of Tubular Wires. Weld. Int. 2007, 21, 412–420. [Google Scholar] [CrossRef]
- Suzuki, R. State of the Art of Process Control of Molten Droplet and Pool in Gas Metal Arc Welding. Weld. Int. 2012, 26, 178–186. [Google Scholar] [CrossRef]
- Mamat, S.B.; Tashiro, S.; Tanaka, M.; Yusoff, M. Study on Factors Affecting the Droplet Temperature in Plasma MIG Welding Process. J. Phys. D Appl. Phys. 2018, 51, 135206. [Google Scholar] [CrossRef]
- Rouffet, M.E.; Wendt, M.; Goett, G.; Kozakov, R.; Schoepp, H.; Weltmann, K.D.; Uhrlandt, D. Spectroscopic Investigation of the High-Current Phase of a Pulsed GMAW Process. J. Phys. D Appl. Phys. 2010, 43, 434003. [Google Scholar] [CrossRef]
- Hertel, M.; Trautmann, M.; Jäckel, S.; Füssel, U. The Role of Metal Vapour in Gas Metal Arc Welding and Methods of Combined Experimental and Numerical Process Analysis. Plasma Chem. Plasma Process. 2017, 37, 531–547. [Google Scholar] [CrossRef]
- Nakamura, T.; Hiraoka, K. Effect of Coaxial Welding Wire Structure on Arc Instability in Argon Shielding Gas. Sci. Technol. Weld. Join. 2011, 16, 717–721. [Google Scholar] [CrossRef]
- Bosworth, M.R.; Deam, R.T. Influence of GMAW Droplet Size on Fume Formation Rate. J. Phys. D Appl. Phys. 2000, 33, 2605–2610. [Google Scholar] [CrossRef]
- Modenesi, P.J.; Nixon, J.H. Arc Instability Phenomena in GMA Welding. AWS Weld. J. 1994, 73, 219–224. [Google Scholar]
- Pinto-Lopera, J.E.; Motta, J.M.S.T.; Alfaro, S.C.A. Real-Time Measurement of Width and Height of Weld Beads in GMAW Processes. Sensors 2016, 16, 1500. [Google Scholar] [CrossRef] [PubMed]
- Veiga, F.; Suarez, A.; Aldalur, E.; Artaza, T. Wire Arc Additive Manufacturing of Invar Parts: Bead Geometry and Melt Pool Monitoring. Meas. J. Int. Meas. Confed. 2022, 189, 110452. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wire | C | Si | Mn | Cu | Al | Ti + Zr | SiO2 | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Solid wire | 0.04 | 0.73 | 1.58 | 0.23 | - | 0.22 | - | - |
| Metal-cored wire | 0.04 | 0.90 | 2.00 | - | 0.26 | - | 0.23 | 0.33 |
| Number | Wire | Current Level (A) | Wire Feed Speed (m/min) | Setting Voltage (V) |
|---|---|---|---|---|
| 01 | Solid wire | 220 | 6.9 | 26 |
| 02 | 250 | 8.2 | 28 | |
| 03 | 280 | 8.9 | 30 | |
| 04 | Metal-cored wire | 220 | 7.3 | 24 |
| 05 | 250 | 8.9 | 25.5 | |
| 06 | 280 | 10.2 | 27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Lersvanichkool, A.; Bui, H.V.; Tanaka, M. Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas. Metals 2022, 12, 1577. https://doi.org/10.3390/met12101577
Trinh NQ, Tashiro S, Suga T, Kakizaki T, Yamazaki K, Lersvanichkool A, Bui HV, Tanaka M. Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas. Metals. 2022; 12(10):1577. https://doi.org/10.3390/met12101577
Chicago/Turabian StyleTrinh, Ngoc Quang, Shinichi Tashiro, Tetsuo Suga, Tomonori Kakizaki, Kei Yamazaki, Ackadech Lersvanichkool, Hanh Van Bui, and Manabu Tanaka. 2022. "Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas" Metals 12, no. 10: 1577. https://doi.org/10.3390/met12101577
APA StyleTrinh, N. Q., Tashiro, S., Suga, T., Kakizaki, T., Yamazaki, K., Lersvanichkool, A., Bui, H. V., & Tanaka, M. (2022). Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas. Metals, 12(10), 1577. https://doi.org/10.3390/met12101577