
An Overview of Deformation Path Shapes on Equal Channel Angular Pressing




Abstract
:1. Introduction
2. Materials and Methods
2.1. Ecap Process
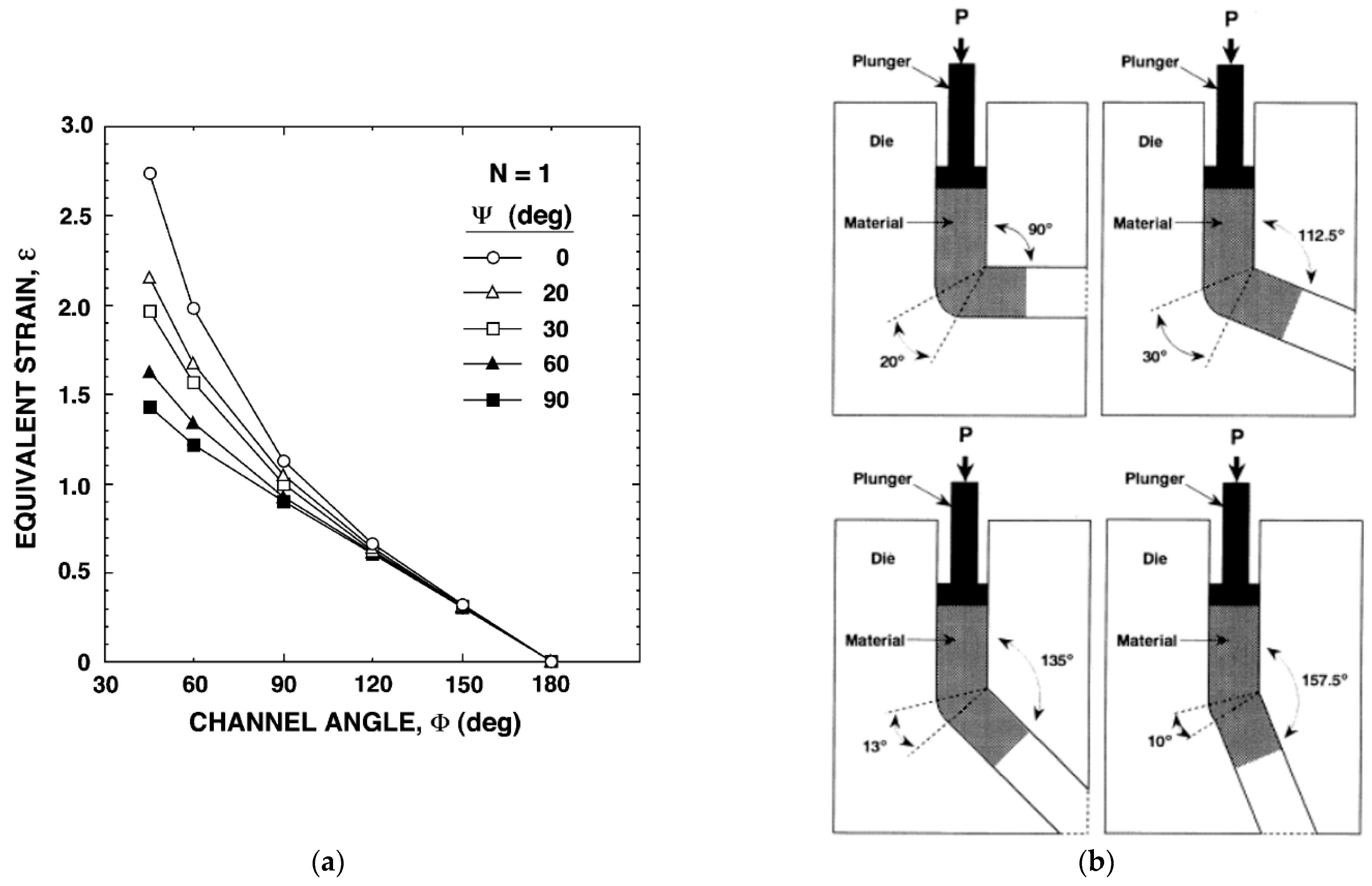
2.2. Channel Angle (Φ) and Corner Angle (Ψ)
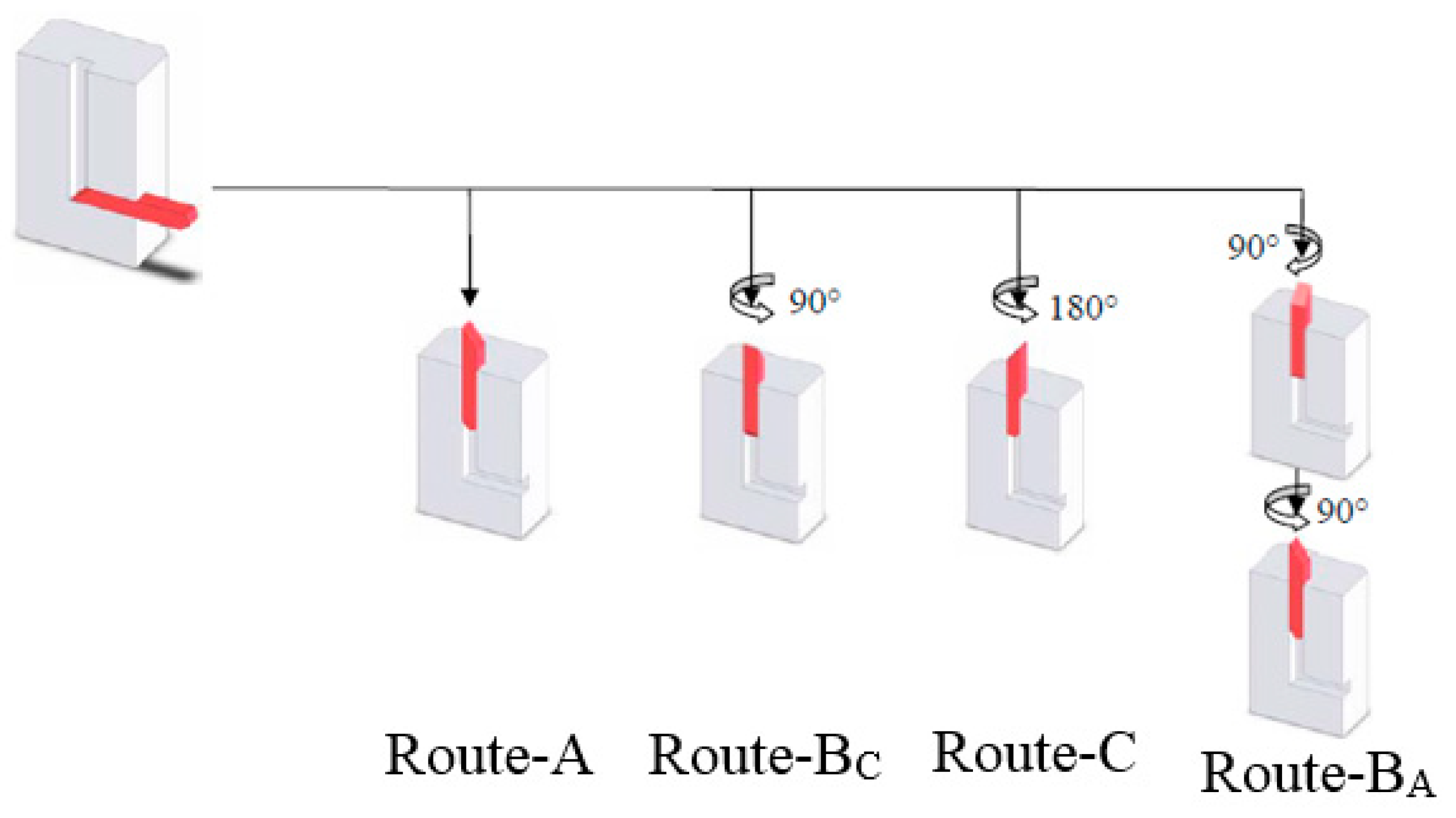
2.3. Ecap Routes
2.4. Temperature in the Ecap Process
2.5. Number of Passes
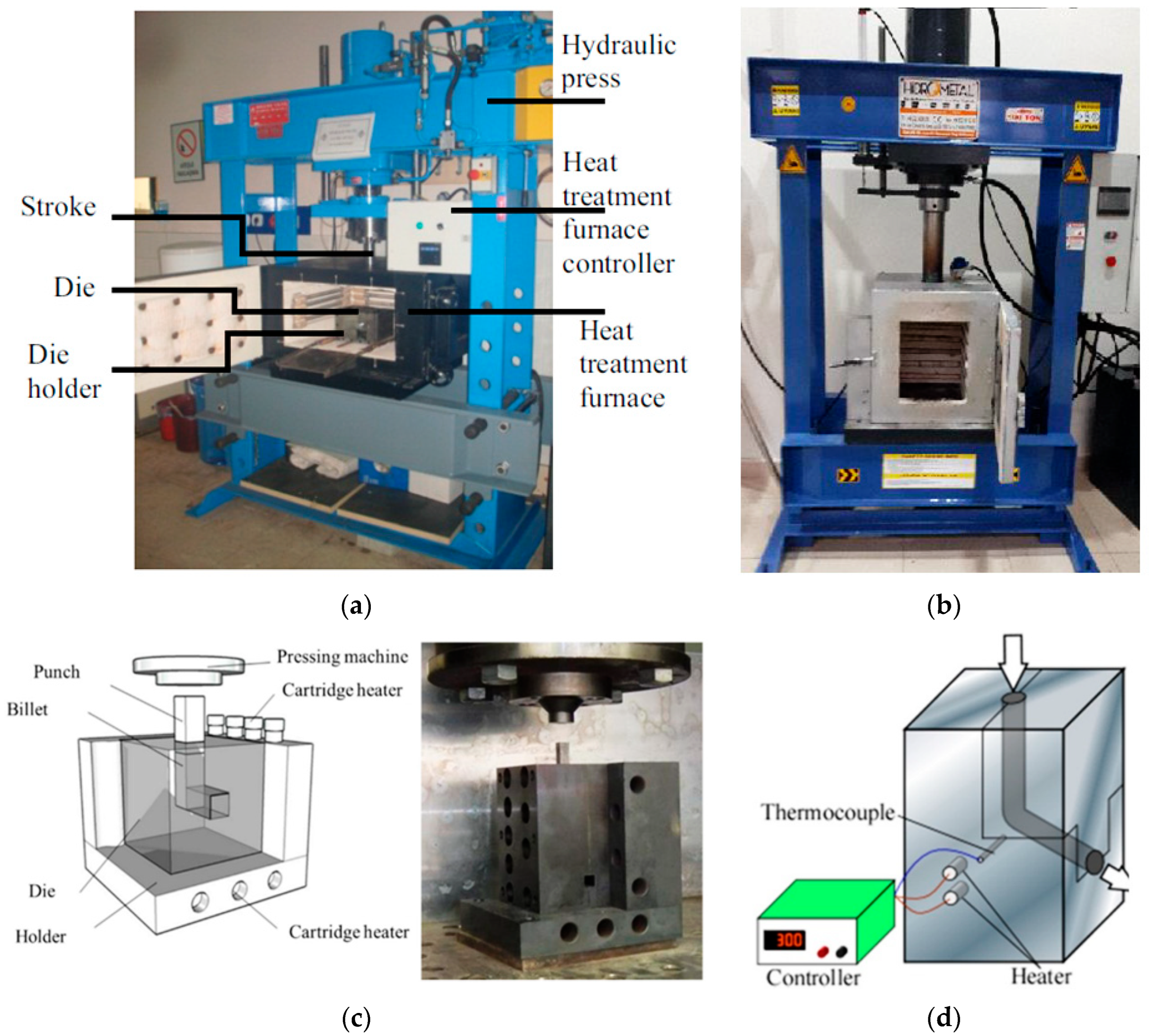
2.6. Die Shapes

| Method | Schematic Illustration | Comparison |
|---|---|---|
| Twisted channel multi-angular pressing (TCMAP) [94]. | 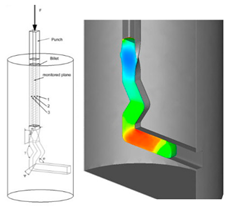 | After a single pass at TCMAP, the average grain size was obtained 2.4 μm and an increase in microhardness values was observed. This method is an improved version of TCAP. |
| Planar twist channel angular extrusion (PTCAE) [95]. | 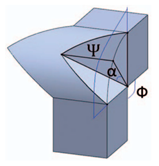 | In this study, a canal structure given the buckling angle was considered. According to FEA analysis, the method predicts to reduce the number of passes and increase efficiency compared to ECAP. |
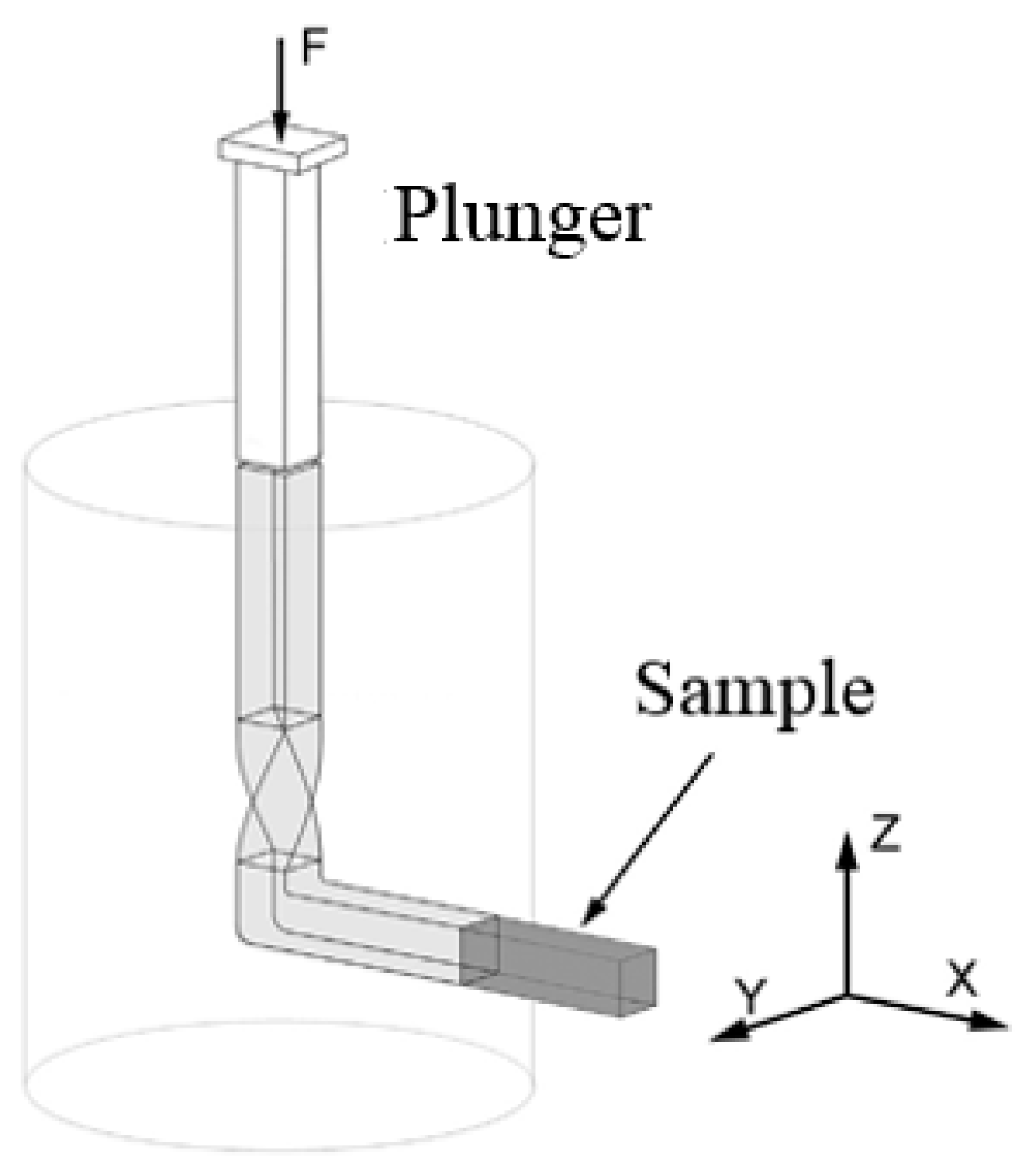
| Symmetrical channels angular pressing (SCAP) [96]. |  | It was put forward as a new method by combining two methods (ECAP + TE = SCAP). With the method, a more homogeneous sample structure can be obtained and the hardness values increase. |
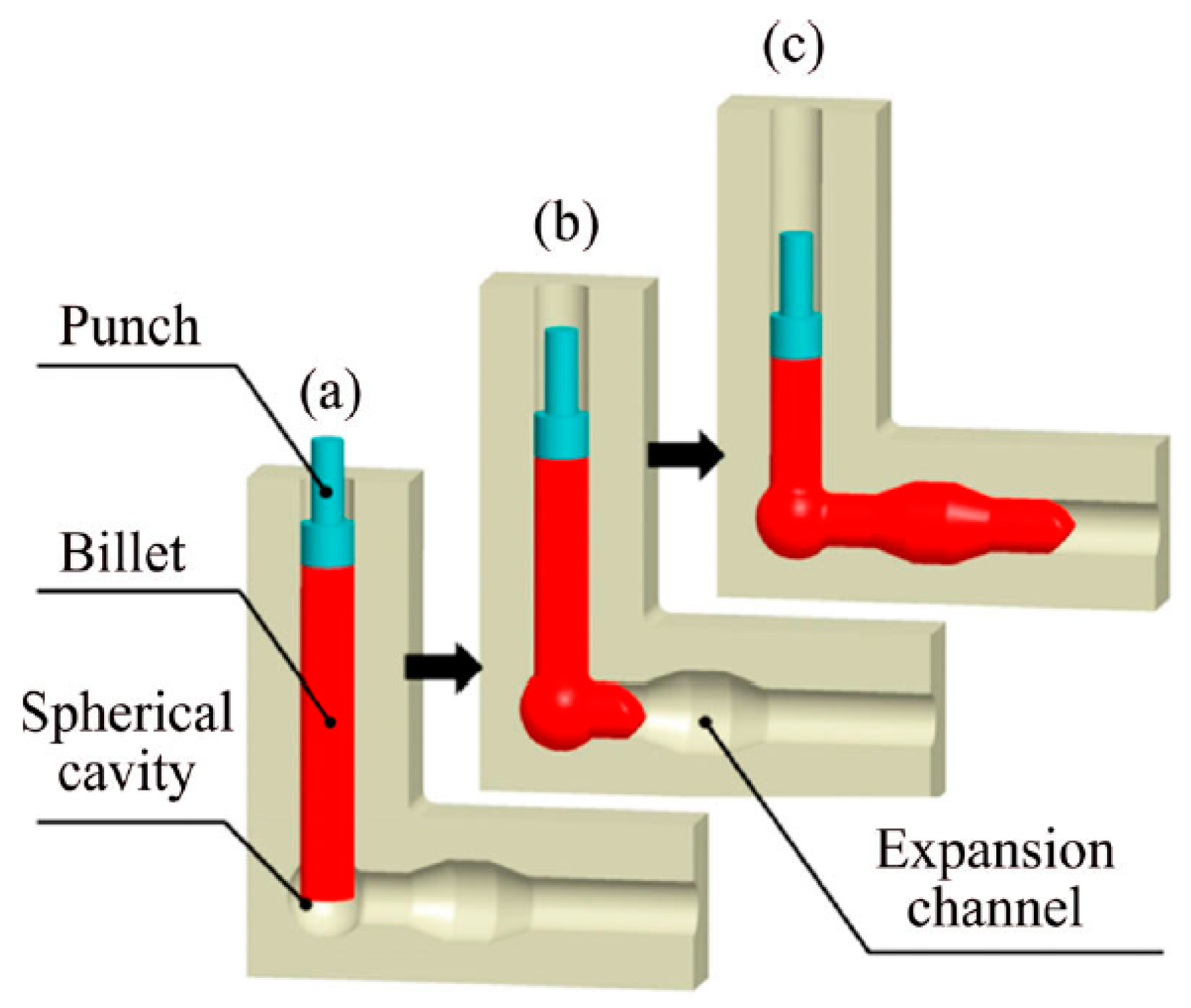
| Expansion equal channel angular extrusion (Exp-ECAE) [97]. |  | With a single pass, the yield strength increases by 300%. In the method, a spherical design was preferred at the intersection of the channels. As a result, the design changes brought about important developments in the material. |
| Spiral equal channel angular extrusion (Sp-ECAE) [98]. | 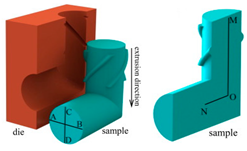 | In the Sp-ECAE method, an average grain size of 17 μm was obtained after a single pass. In the comparison made for Mg, it was found to be more efficient than 3-pass ECAP. |
| High Pressure Torsion Extrusion (HPTE) [99]. |  | A grain size of 350 nm was obtained with a single pass. This technique, which is presented as a new method, has contributed to the literature with its effect on grain size. |
3. Summary and Conclusions
- This study shows that ECAP stands out compared to similar processes, especially in terms of the simplicity of the system and the initial investment cost;
- While submicron grain sizes can be easily reduced with ECAP, the grain size of the final product is highly dependent on the process parameters. For this reason, ECAP process parameters such as channel angle (Φ), corner angle (Ψ), routes, ECAP process temperature, number of passes and die shapes were examined and discussed in detail;
- On the other hand, ECAP process temperature is one of the parameters that needs to be studied comprehensively. The ECAP processing temperature is preferred as the room temperature for ductile materials. However, in materials that are difficult to shape, the temperature is increased, making the ECAP process applicable;
- The fact that the ECAP process is so dependent on process parameters causes changes in the grain size and other properties of the product by changing the die shapes. For this reason, the process is still up-to-date and new die designs are tried and research on this issue continues. In addition, this situation has led to the emergence of many variations of the ECAP method, which is known by different names. It has been determined that better results can be obtained while each channel path change brings along numerous possibilities in the ECAP method. The ability of the ECAP method to be combined with other SPD methods plays an important role in improving mechanical properties and obtaining UFG;
- Two methods were used in mold design to increase the efficiency of the ECAP process. The first is carried out by changing the shape of the path inside the die, while the second is done by combining one of the ECAP and SPD methods.
- The aim of ECAP and ECAP-derived methods is to obtain UFG microstructure, to provide homogeneous particle size distribution and to improve mechanical properties. All these methods reduce the need to use expensive materials, especially since they improve the mechanical properties of existing materials;
- When the studies conducted on different materials using the ECAP process are evaluated, it is seen that recycled materials and materials produced by powder metallurgy can be used to improve their mechanical properties after the ECAP process;
- This study brings together different ECAP designs and creates a roadmap for researchers who want to work on the subject. The findings obtained in the study show that ECAP is a process that will continue to maintain its popularity, and it can allow the production of parts with very high mechanical properties by changing the process parameters;
- In future studies, the effects of ECAP treatment on materials produced with different manufacturing methods should be examined. In particular, studies on the changes in the mechanical properties and grain structure of metal and non-metal materials produced with 3D printer technologies after ECAP and the adaptation of ECAP to new developments can be studied.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Skiba, J.; Kossakowska, J.; Kulczyk, M.; Pachla, W.; Przybysz, S.; Smalc-Koziorowska, J.; Przybysz, M. The impact of severe plastic deformations obtained by hydrostatic extrusion on the machinability of ultrafine-grained AA5083 alloy. J. Manuf. Processes 2020, 58, 1232–1240. [Google Scholar] [CrossRef]
- Mishra, B.; Mohapatra, S.K.; Ranjan, V.; Maity, K. Equal channel angular pressing of the aluminium alloy: A numerical investigation. Mater. Today Proc. 2020, 26, 2173–2178. [Google Scholar] [CrossRef]
- Verlinden, B. Severe plastic deformation of metals. Metall. Mater. Eng. 2018, 11, 165–182. [Google Scholar] [CrossRef] [Green Version]
- Mirzakhani, B.; Payandeh, Y. Combination of sever plastic deformation and precipitation hardening processes affecting the mechanical properties in Al–Mg–Si alloy. Mater. Des. 2015, 68, 127–133. [Google Scholar] [CrossRef]
- Mohapatra, S.K.; Mishra, S.B.; Joshi, K.K.; Pradhan, S. Effect of the hot deformation on mechanical and wear characteristics of the P/M AMC. Mater. Today Proc. 2019, 18, 5040–5047. [Google Scholar] [CrossRef]
- Roven, H.J.; Werenskiold, J.C. Conventional light alloys towards the bottom-a physical metallurgical approach. In Proceedings of the Nanomat Conference, Oslo, Norway, 3–4 June 2004; pp. 32–40. [Google Scholar]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by severe plastic deformation: Review of historical developments and recent advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Segal, V. Materials processing by simple shear. Mater. Sci. Eng. A 1995, 197, 157–164. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Valiev, R.Z.; Langdon, T.G. Factors influencing the flow and hardness of materials with ultrafine grain sizes. Philos. Mag. A 1998, 78, 203–216. [Google Scholar] [CrossRef]
- Harsha, R.; Kulkarni, V.M.; Babu, B.S. Severe plastic deformation-a review. Mater. Today Proc. 2018, 5, 22340–22349. [Google Scholar] [CrossRef]
- Langdon, T. Processing of ultrafine-grained materials using severe plastic deformation: Potential for achieving exceptional properties. Rev. Metal. 2008, 44, 556–564. [Google Scholar] [CrossRef]
- Wang, C.; Li, F.; Chen, B.; Yuan, Z.; Lu, H. Severe plastic deformation techniques for bulk ultrafine-grained materials. Rare Met. Mater. Eng. 2012, 41, 941–946. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Agarwal, K.M.; Tyagi, R.; Chaubey, V.; Dixit, A. Comparison of different methods of Severe Plastic Deformation for grain refinement. IOP Conf. Ser. Mater. Sci. Eng. 2019, 691, 012074. [Google Scholar] [CrossRef]
- Raj, K.H.; Sharma, R.S.; Singh, P.; Dayal, A. Study of friction stir processing (FSP) and high pressure torsion (HPT) and their effect on mechanical properties. Procedia Eng. 2011, 10, 2904–2910. [Google Scholar] [CrossRef] [Green Version]
- Toth, L.S.; Chen, C.; Pougis, A.; Arzaghi, M.; Fundenberger, J.J.; Massion, R.; Suwas, S. High pressure tube twisting for producing ultra fine grained materials: A review. Mater. Trans. 2019, 60, 1177–1191. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.T.; Li, Z.; Wang, J.; Langdon, T.G. Principles of severe plastic deformation using tube high-pressure shearing. Scr. Mater. 2012, 67, 810–813. [Google Scholar] [CrossRef]
- Shin, D.; Kim, Y.-S.; Lavernia, E. Formation of fine cementite precipitates by static annealing of equal-channel angular pressed low-carbon steels. Acta Mater. 2001, 49, 2387–2393. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Ahn, B.-D.; Hong, S.-K.; Kamado, S.; Kojima, Y.; Shin, D.H. Tensile deformation characteristics of a nano-structured 5083 Al alloy. J. Alloys Compd. 2005, 386, 197–201. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. Severe plastic deformation as a processing tool for developing superplastic metals. J. Alloys Compd. 2004, 378, 27–34. [Google Scholar] [CrossRef]
- Horita, Z.; Fujinami, T.; Nemoto, M.; Langdon, T. Improvement of mechanical properties for Al alloys using equal-channel angular pressing. J. Mater. Process. Technol. 2001, 117, 288–292. [Google Scholar] [CrossRef]
- Llorca-Isern, N.; Gonzalez, P.; Luis-Pérez, C.; Laborde, I. Severe plastic deformation of a commercial aluminium-lithium alloy (AA8090) by equal channel angular pressing. Mater. Sci. Forum 2006, 503–504, 871–876. [Google Scholar]
- Jafarlou, D.M.; Zalnezhad, E.; Hassan, M.A.; Ezazi, M.A.; Mardi, N.A.; Hamouda, A.M.S.; Hamdi, M.; Yoon, G.H. Severe plastic deformation of tubular AA 6061 via equal channel angular pressing. Mater. Des. 2016, 90, 1124–1135. [Google Scholar] [CrossRef]
- Howeyze, M.; Arabi, H.; Eivani, A.; Jafarian, H. Strengthening of AA5052 aluminum alloy by equal channel angular pressing followed by softening at room temperature. Mater. Sci. Eng. A 2018, 720, 160–168. [Google Scholar] [CrossRef]
- Abioye, O.P.; Atanda, P.O.; Osinkolu, G.A.; Abioye, A.A.; Olumor, I.D.; Odunlami, O.A.; Afolalu, S.A. Influence of equal channel angular extrusion on the tensile behavior of Aluminum 6063 alloy. Procedia Manuf. 2019, 35, 1337–1343. [Google Scholar] [CrossRef]
- Cavaliere, P.; Cabibbo, M. Effect of Sc and Zr additions on the microstructure and fatigue properties of AA6106 produced by equal-channel-angular-pressing. Mater. Charact. 2008, 59, 197–203. [Google Scholar] [CrossRef]
- Kim, W.-J.; Hyun, C.-Y.; Kim, H.-K. Fatigue strength of ultrafine-grained pure Ti after severe plastic deformation. Scr. Mater. 2006, 54, 1745–1750. [Google Scholar] [CrossRef]
- Chen, W.; Feng, P.; Dong, L.; Liu, B.; Ren, S.; Fu, Y. Experimental and theoretical analysis of microstructural evolution and deformation behaviors of CuW composites during equal channel angular pressing. Mater. Des. 2018, 142, 166–176. [Google Scholar] [CrossRef]
- Maziarz, W.; Greger, M.; Długosz, P.; Dutkiewicz, J.; Wójcik, A.; Rogal, Ł.; Stan-Głowińska, K.; Hilser, O.; Pastrnak, M.; Cizek, L.; et al. Effect of severe plastic deformation process on microstructure and mechanical properties of AlSi/SiC composite. J. Mater. Res. Technol. 2022, 17, 948–960. [Google Scholar] [CrossRef]
- Goussous, S.; Xu, W.; Xia, K. Developing aluminum nanocomposites via severe plastic deformation. J. Phys. Conf. Ser. 2010, 240, 012106. [Google Scholar] [CrossRef]
- Koujalagi, M.B.; Siddesha, H. ECAP of titanium alloy by sever plastic deformation: A review. Mater. Today Proc. 2021, 45, 71–77. [Google Scholar] [CrossRef]
- Haase, C.; Lapovok, R.; Ng, H.P.; Estrin, Y. Production of Ti–6Al–4V billet through compaction of blended elemental powders by equal-channel angular pressing. Mater. Sci. Eng. A 2012, 550, 263–272. [Google Scholar] [CrossRef]
- Li, Z.; Cheng, X. Deformation temperature and postdeformation annealing effects on severely deformed TiNi alloy by equal channel angular extrusion. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2007, 14, 533–537. [Google Scholar] [CrossRef]
- Radhi, H.N.; Mohammed, M.T.; Aljassani, A.M. Influence of ECAP processing on mechanical and wear properties of brass alloy. Mater. Today Proc. 2021, 44, 2399–2402. [Google Scholar] [CrossRef]
- Suzuki, T.; Vinogradov, A.; Hashimoto, S. Strength enhancement and deformation behavior of gold after equal-channel angular pressing. Mater. Trans. 2004, 45, 2200–2208. [Google Scholar] [CrossRef] [Green Version]
- Vinogradov, A.; Orlov, D.; Estrin, Y. Improvement of fatigue strength of a Mg–Zn–Zr alloy by integrated extrusion and equal-channel angular pressing. Scr. Mater. 2012, 67, 209–212. [Google Scholar] [CrossRef]
- Ensafi, M.; Faraji, G.; Abdolvand, H. Cyclic extrusion compression angular pressing (CECAP) as a novel severe plastic deformation method for producing bulk ultrafine grained metals. Mater. Lett. 2017, 197, 12–16. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.; Yoon, J. Evolution of the microstructure and mechanical properties of AZ61 alloy processed by half channel angular extrusion (HCAE), a novel severe plastic deformation process. Mater. Sci. Eng. A 2013, 578, 160–166. [Google Scholar] [CrossRef]
- Yang, W.; Quan, G.F.; Ji, B.; Wan, Y.F.; Zhou, H.; Zheng, J.; Yin, D.D. Effect of Y content and equal channel angular pressing on the microstructure, texture and mechanical property of extruded Mg-Y alloys. J. Magnes. Alloys 2020, 10, 195–208. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, Z.; Gao, P.; Kan, S.; Yan, F. Comparisons of microstructure homogeneity, texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion. J. Magnes. Alloys 2020, 8, 624–639. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Cobos, O.F.H.; M’Doihoma, R.; Avalosm, M.; Bolmaro, R.E. Inducing heterogeneity in an austenitic stainless steel by equal channel angular sheet extrusion (ECASE). J. Mater. Res. Technol. 2019, 8, 2473–2479. [Google Scholar] [CrossRef]
- Gupta, A.; Chandrasekhar, B.; Saxena, K.K. Effect of Equal-channel angular pressing on mechanical properties: An overview. Mater. Today Proc. 2021, 45, 5602–5607. [Google Scholar]
- Nakashima, K.; Horita, Z.; Nemoto, M.; Langdon, T.G. Influence of channel angle on the development of ultrafine grains in equal-channel angular pressing. Acta Mater. 1998, 46, 1589–1599. [Google Scholar]
- Lee, S.; Langdon, T.G. Influence of equal-channel angular pressing on the superplastic properties of commercial aluminum alloys. MRS Online Proc. Libr. (OPL) 1999, 601, 359. [Google Scholar] [CrossRef]
- Furukawa, M.; Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The shearing characteristics associated with equal-channel angular pressing. Mater. Sci. Eng. A 1998, 257, 328–332. [Google Scholar] [CrossRef]
- Orłowska, M.; Olejnik, L.; Campanella, D.; Buffa, G.; Morawiński, Ł.; Fratini, L.; Lewandowska, M. Application of linear friction welding for joining ultrafine grained aluminium. J. Manuf. Processes 2020, 56, 540–549. [Google Scholar] [CrossRef]
- Kahriman, Ö.F. Eşit Kanallı Açısal Presleme Kalıplarının Geliştirilmesi ve Alüminyum Malzemede Uygulanması; Istanbul Aydın Üniversitesi Fen Bilimleri Enstitüsü: Istanbul, Turkey, 2017. [Google Scholar]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The process of grain refinement in equal-channel angular pressing. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Avvari, M.; Narendranath, S.; Nayaka, H.S. Effect of processing routes on AZ31 alloy processed by severe plastic deformation. Procedia Mater. Sci. 2014, 5, 1560–1566. [Google Scholar] [CrossRef] [Green Version]
- Valder, J.; Rijesh, M.; Surendranathan, A. Forming of tubular commercial purity aluminum by ECAP. Mater. Manuf. Processes 2012, 27, 986–989. [Google Scholar]
- Gopi, K. Impact of ECAP on wear performance of Al–Mn magnesium alloy. Mater. Res. Express 2020, 7, 016550. [Google Scholar]
- Huang, Y.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Evolution of Strength and Homogeneity in a Magnesium AZ31 Alloy Processed by High-Pressure Torsion at Different Temperatures. Adv. Eng. Mater. 2012, 14, 1018–1026. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Irfan, O.M.; Omar, H.M. Influence of Grain Refinement by ECAP on Mechanical and Erosion Corrosion Properties of AISI 4130 Steel: Experimental and Prediction Approach. Metall. Mater. Trans. A 2019, 50, 4232–4244. [Google Scholar] [CrossRef]
- Ganeev, A.; Islamgaliev, R.; Valiev, R. Refinement of tungsten microstructure upon severe plastic deformation. Phys. Met. Metallogr. 2014, 115, 139–145. [Google Scholar] [CrossRef]
- Kaya, H.; Uçar, M.; Cengiz, A.; Samur, R.; Özyürek, D.; Çalışkan, A. Novel molding technique for ECAP process and effects on hardness of AA7075. Mechanics 2014, 20, 5–10. [Google Scholar] [CrossRef] [Green Version]
- Şenöz, G.M.L.; Öztürk, D. Investigation of microstructural and hardness changes of AA7075 alloy processed by ecap. Mühendislik Bilimleri Tasarım Derg. 2021, 9, 1326–1338. [Google Scholar] [CrossRef]
- Hosaka, T.; Amanina, I.; Saruwatari, N.; Yoshihara, S.; MacDonald, B.J. Influence of microstructural evolution processed by ECAP on corrosion behavior of pure magnesium in RPMI-1640 medium. In Proceedings of the International Conference on Biomedical Electronics and Devices: SciTePress, Porto, Portugal, 21–23 February 2017; pp. 118–125. [Google Scholar]
- Kitazumi, T.; Natori, K.; Tanaka, T. Improvement in toughness of semi-solid light metal by the ECAP process. In High Performance and Optimum Design of Structures and Materials II; WIT Press: Southampton, UK, 2016; Volume 166, p. 153. [Google Scholar]
- Lee, S.; Berbon, P.B.; Furukawa, M.; Horita, Z.; Nemoto, M.; Tsenev, N.K.; Valiev, R.Z.; Langdon, T.G. Developing superplastic properties in an aluminum alloy through severe plastic deformation. Mater. Sci. Eng. A 1999, 272, 63–72. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. Effect of ECAP temperature on the microstructure, texture evolution and mechanical properties of pure magnesium. Mater. Today Proc. 2021, 44, 2914–2918. [Google Scholar] [CrossRef]
- Yan, J.; Qin, Z.; Yan, K. Mechanical properties and microstructure evolution of Mg-6 wt% Zn alloy during equal-channel angular pressing. Metals 2018, 8, 841. [Google Scholar] [CrossRef] [Green Version]
- Gupta, A.; Saxena, K.; Bharti, A.; Lade, J.; Chadha, K.; Paresi, P.R. Influence of ECAP processing temperature and number of passes on hardness and microstructure of Al-6063. Adv. Mater. Process. Technol. 2021, 1–12. [Google Scholar] [CrossRef]
- Tan, Y.; Li, W.; Hu, W.; Shi, X.; Tian, L. The Effect of ECAP temperature on the microstructure and properties of a rolled rare earth magnesium alloy. Materials 2019, 12, 1554. [Google Scholar] [CrossRef] [Green Version]
- Shaeri, M.; Shaeri, M.; Ebrahimi, M.; Salehi, M.; Seyyedein, S. Effect of ECAP temperature on microstructure and mechanical properties of Al–Zn–Mg–Cu alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.Z.; Zhao, J.; Yuan, S.; Zhao, Z.; Yao, Z.K. Effect of ECAP hot processing on grain refinement and superplasticity of 1933 aluminium alloy. Mater. Sci. Forum 2007, 551–552, 193–198. [Google Scholar]
- Nakayama, Y.; Miyazaki, T. Effect of preheating temperature on ECAP formability of AC4CH aluminum casting alloy. Mater. Trans. 2010, 51, 1003231035. [Google Scholar] [CrossRef] [Green Version]
- Cetlin, P.R.; Aguilar, M.T.P.; Figueiredo, R.B.; Langdon, T.G. Avoiding cracks and inhomogeneities in billets processed by ECAP. J. Mater. Sci. 2010, 45, 4561–4570. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, X.; Liu, X.; Wang, X.; Langdon, T.G. The processing of pure titanium through multiple passes of ECAP at room temperature. Mater. Sci. Eng. A 2010, 527, 6335–6339. [Google Scholar] [CrossRef]
- Zhao, X.; Fu, W.; Yang, X.; Langdon, T.G. Microstructure and properties of pure titanium processed by equal-channel angular pressing at room temperature. Scr. Mater. 2008, 59, 542–545. [Google Scholar] [CrossRef]
- Zhang, Y.; Figueiredo, R.B.; Alhajeri, S.N.; Wang, J.T.; Gao, N.; Langdon, T.G. Structure and mechanical properties of commercial purity titanium processed by ECAP at room temperature. Mater. Sci. Eng. A 2011, 528, 7708–7714. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. The processing of difficult-to-work alloys by ECAP with an emphasis on magnesium alloys. Acta Mater. 2007, 55, 4769–4779. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Omranpour, B.; Sedighi, M. Artificial neural network modeling of ECAP process. Mater. Manuf. Processes 2013, 28, 276–281. [Google Scholar] [CrossRef]
- Salimyanfard, F.; Toroghinejad, M.R.; Ashrafizadeh, F.; Hoseini, M.; Szpunar, J.A. Textural evaluation of copper produced by equal channel angular pressing with routes A and B30. Mater. Sci. Eng. A 2010, 527, 6260–6269. [Google Scholar] [CrossRef]
- Haghayeghi, R.; Kapranos, P. An investigation on work hardening of Al–1% Mg processed by Equal Channel Angular Pressing. Mater. Lett. 2014, 129, 182–184. [Google Scholar] [CrossRef]
- Fereshteh-Saniee, F.; Akbaripanah, F.; Kim, H.; Mahmudi, R. Effects of extrusion and equal channel angular pressing on the microstructure, tensile and fatigue behaviour of the wrought magnesium alloy AZ80. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 1167–1172. [Google Scholar] [CrossRef]
- Klu, E.E.; Song, D.; Li, C.; Wang, G.; Zhou, Z.; Gao, B.; Sun, J.; Ma, A.; Jiang, J. Development of a High Strength Mg-9Li Alloy via Multi-Pass ECAP and Post-Rolling. Metals 2019, 9, 1008. [Google Scholar] [CrossRef] [Green Version]
- Minárik, P.; Král, R.; Pešička, J.; Chmelík, F. Evolution of mechanical properties of LAE442 magnesium alloy processed by extrusion and ECAP. J. Mater. Res. Technol. 2015, 4, 75–78. [Google Scholar] [CrossRef] [Green Version]
- Djavanroodi, F.; Ebrahimi, M.; Rajabifar, B.; Akramizadeh, S. Fatigue design factors for ECAPed materials. Mater. Sci. Eng. A 2010, 528, 745–750. [Google Scholar] [CrossRef]
- Bayat Asl, Y.; Meratian, M.; Emamikhah, A.; Mokhtari Homami, R.; Abbasi, A. Mechanical properties and machinability of 6061 aluminum alloy produced by equal-channel angular pressing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1302–1313. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Macháčková, A. Sub-structure and mechanical properties of twist channel angular pressed aluminium. Mater. Charact. 2016, 119, 75–83. [Google Scholar] [CrossRef]
- Jiang, J.-F.; Ying, W.; Liu, Y.-Z.; Xiao, G.-F.; Hua, L. Microstructure and mechanical properties of 7005 aluminum alloy processed by one-pass equal channel reciprocating extrusion. Trans. Nonferrous Met. Soc. China 2021, 31, 609–625. [Google Scholar] [CrossRef]
- Spuskanyuk, V.; Spuskanyuk, A.; Varyukhin, V. Development of the equal-channel angular hydroextrusion. J. Mater. Process. Technol. 2008, 203, 305–309. [Google Scholar] [CrossRef]
- Şahbaz, M.; Kaya, H.; Kentli, A. A new severe plastic deformation method: Thin-walled open channel angular pressing (TWO-CAP). Int. J. Adv. Manuf. Technol. 2020, 106, 1487–1496. [Google Scholar] [CrossRef]
- Abdi, M.; Ebrahimi, R. Twin parallel channel angular extrusion as a development of ECAE in parallel channels. SN Appl. Sci. 2020, 2, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Mani, B.; Jahedi, M.; Paydar, M.H. A modification on ECAP process by incorporating torsional deformation. Mater. Sci. Eng. A 2011, 528, 4159–4165. [Google Scholar] [CrossRef]
- Mani, B.; Jahedi, M.; Paydar, M.H. Consolidation of commercial pure aluminum powder by torsional-equal channel angular pressing (T-ECAP) at room temperature. Powder Technol. 2012, 219, 1–8. [Google Scholar] [CrossRef]
- Xia, K.; Wu, X. Back pressure equal channel angular consolidation of pure Al particles. Scr. Mater. 2005, 53, 1225–1229. [Google Scholar] [CrossRef]
- Bagherpour, E.; Reihanian, M.; Pardis, N.; Ebrahimi, R.; Langdon, T. Ten years of severe plastic deformation (SPD) in Iran, part I: Equal-channel angular pressing (ECAP). Iran. J. Mater. Form. 2018, 5, 71–113. [Google Scholar]
- Paydar, M.; Reihanian, M.; Bagherpour, E.; Sharifzadeh, M.; Zarinejad, M.; Dean, T. Equal channel angular pressing–forward extrusion (ECAP–FE) consolidation of Al particles. Mater. Des. 2009, 30, 429–432. [Google Scholar] [CrossRef]
- Paydar, M.; Reihanian, M.; Bagherpour, E.; Sharifzadeh, M.; Zarinejad, M.; Dean, T. Consolidation of Al particles through forward extrusion-equal channel angular pressing (FE-ECAP). Mater. Lett. 2008, 62, 3266–3268. [Google Scholar] [CrossRef]
- Robertson, J.; Im, J.T.; Karaman, I.; Hartwig, K.T.; Anderson, I.E. Consolidation of amorphous copper based powder by equal channel angular extrusion. J. Non-Cryst. Solids 2003, 317, 144–151. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Scott, J.M.; Miracle, D.B. Compaction of amorphous aluminum alloy powder by direct extrusion and equal channel angular extrusion. Mater. Sci. Eng. A 2005, 393, 12–21. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Kunčická, L. Twist channel multi-angular pressing (TCMAP) as a new SPD process: Numerical and experimental study. Mater. Sci. Eng. A 2014, 612, 445–455. [Google Scholar] [CrossRef]
- Shamsborhan, M.; Shokuhfar, A. A planar twist channel angular extrusion (PTCAE) as a novel severe plastic deformation method based on equal channel angular extrusion (ECAE) method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 2246–2250. [Google Scholar] [CrossRef]
- Bisadi, H.; Mohamadi, M.R.; Miyanaji, H.; Abdoli, M. A modification on ECAP process by incorporating twist channel. J. Mater. Eng. Perform. 2013, 22, 875–881. [Google Scholar] [CrossRef]
- Sepahi-Boroujeni, S.; Fereshteh-Saniee, F. Expansion equal channel angular extrusion, as a novel severe plastic deformation technique. J. Mater. Sci. 2015, 50, 3908–3919. [Google Scholar] [CrossRef]
- Fadaei, A.; Farahafshan, F.; Sepahi-Boroujeni, S. Spiral equal channel angular extrusion (Sp-ECAE) as a modified ECAE process. Mater. Des. 2017, 113, 361–368. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Kulagin, R.; Fedorov, V.; Mazilkin, A.; Scherer, T.; Baretzky, B.; Hahn, H. High pressure torsion extrusion as a new severe plastic deformation process. Mater. Sci. Eng. A 2016, 664, 247–256. [Google Scholar] [CrossRef]
- Barenji, A.B.; Eivani, A.; Hasheminiasari, M.; Jafarian, H.; Park, N. Effects of hot forming cold die quenching and inter-pass solution treatment on the evolution of microstructure and mechanical properties of AA2024 aluminum alloy after equal channel angular pressing. J. Mater. Res. Technol. 2020, 9, 1683–1697. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, E. Strain hardening, strain rate sensitivity, and ductility of nanostructured metals. Mater. Sci. Eng. A 2004, 375, 46–52. [Google Scholar] [CrossRef]
- Maganti, N.R.; Kumar, K.N. Effect of equal channel angular pressing process on the hardness and microstructure of copper and Al-6082 alloy: A preliminary investigation. Mater. Today Proc. 2017, 4, 8400–8408. [Google Scholar] [CrossRef]
- Kim, H.S.; Seo, M.H.; Hong, S.I. Plastic deformation analysis of metals during equal channel angular pressing. J. Mater. Process. Technol. 2001, 113, 622–626. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baysal, E.; Koçar, O.; Kocaman, E.; Köklü, U. An Overview of Deformation Path Shapes on Equal Channel Angular Pressing. Metals 2022, 12, 1800. https://doi.org/10.3390/met12111800
Baysal E, Koçar O, Kocaman E, Köklü U. An Overview of Deformation Path Shapes on Equal Channel Angular Pressing. Metals. 2022; 12(11):1800. https://doi.org/10.3390/met12111800
Chicago/Turabian StyleBaysal, Erhan, Oğuz Koçar, Engin Kocaman, and Uğur Köklü. 2022. "An Overview of Deformation Path Shapes on Equal Channel Angular Pressing" Metals 12, no. 11: 1800. https://doi.org/10.3390/met12111800
APA StyleBaysal, E., Koçar, O., Kocaman, E., & Köklü, U. (2022). An Overview of Deformation Path Shapes on Equal Channel Angular Pressing. Metals, 12(11), 1800. https://doi.org/10.3390/met12111800