
Study of Mineralogy and Metallurgical Properties of Lump Ores


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Methods
- (1)
- Characters of lump ores
- (2)
- Mineralogy
- (3)
- Metallurgical properties
3. Results and Discussion
3.1. Mineralogy
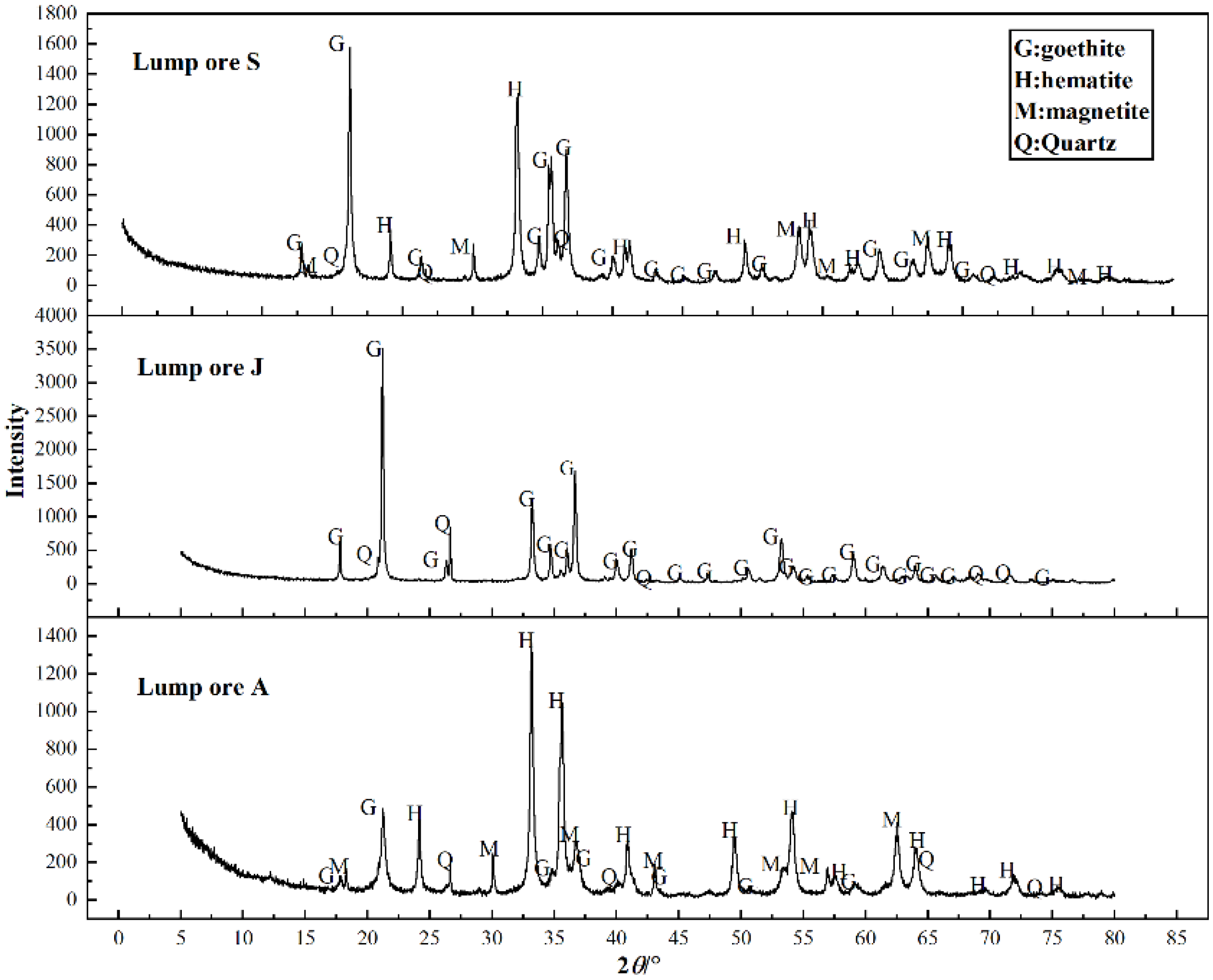
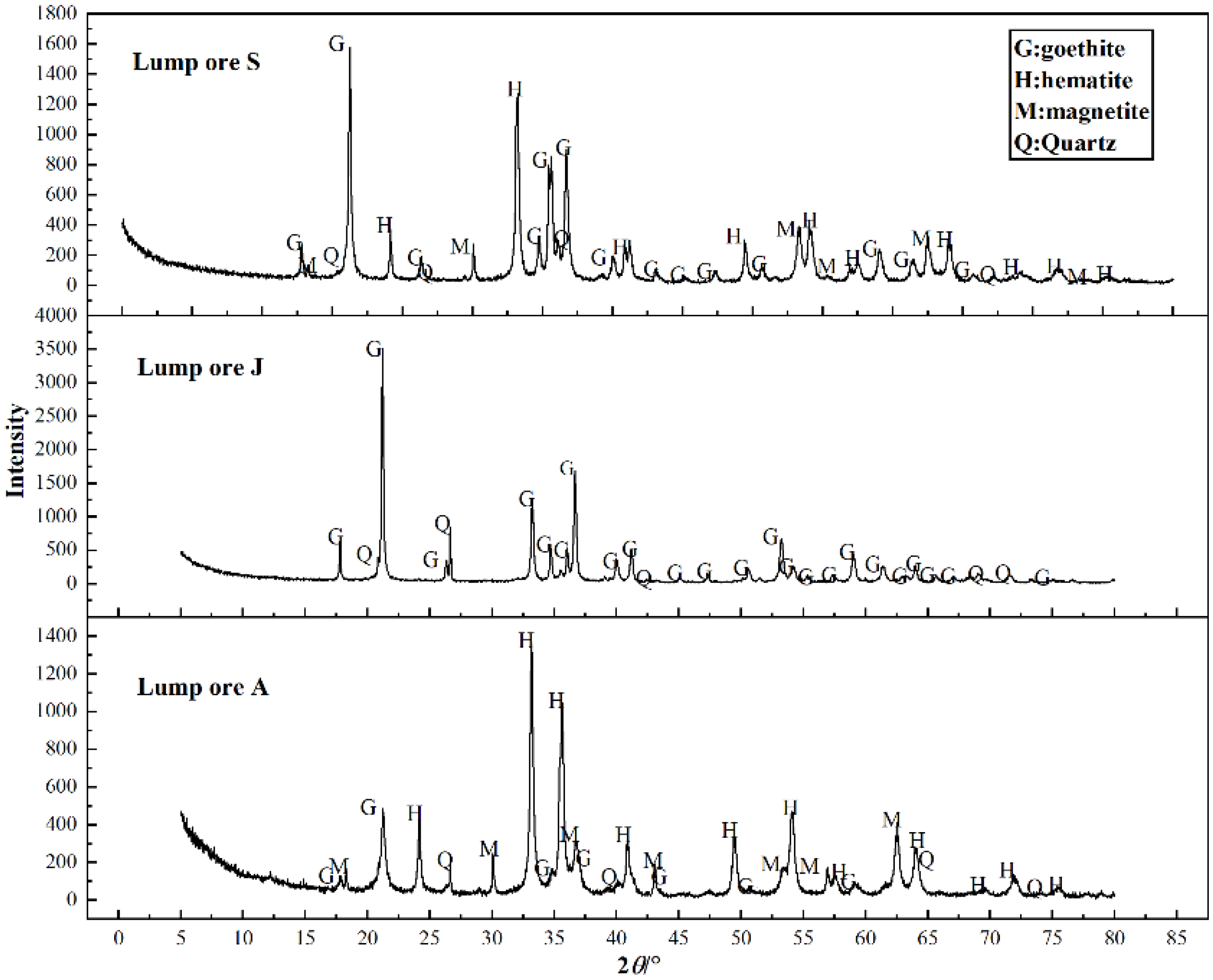
3.1.1. Phase Analysis
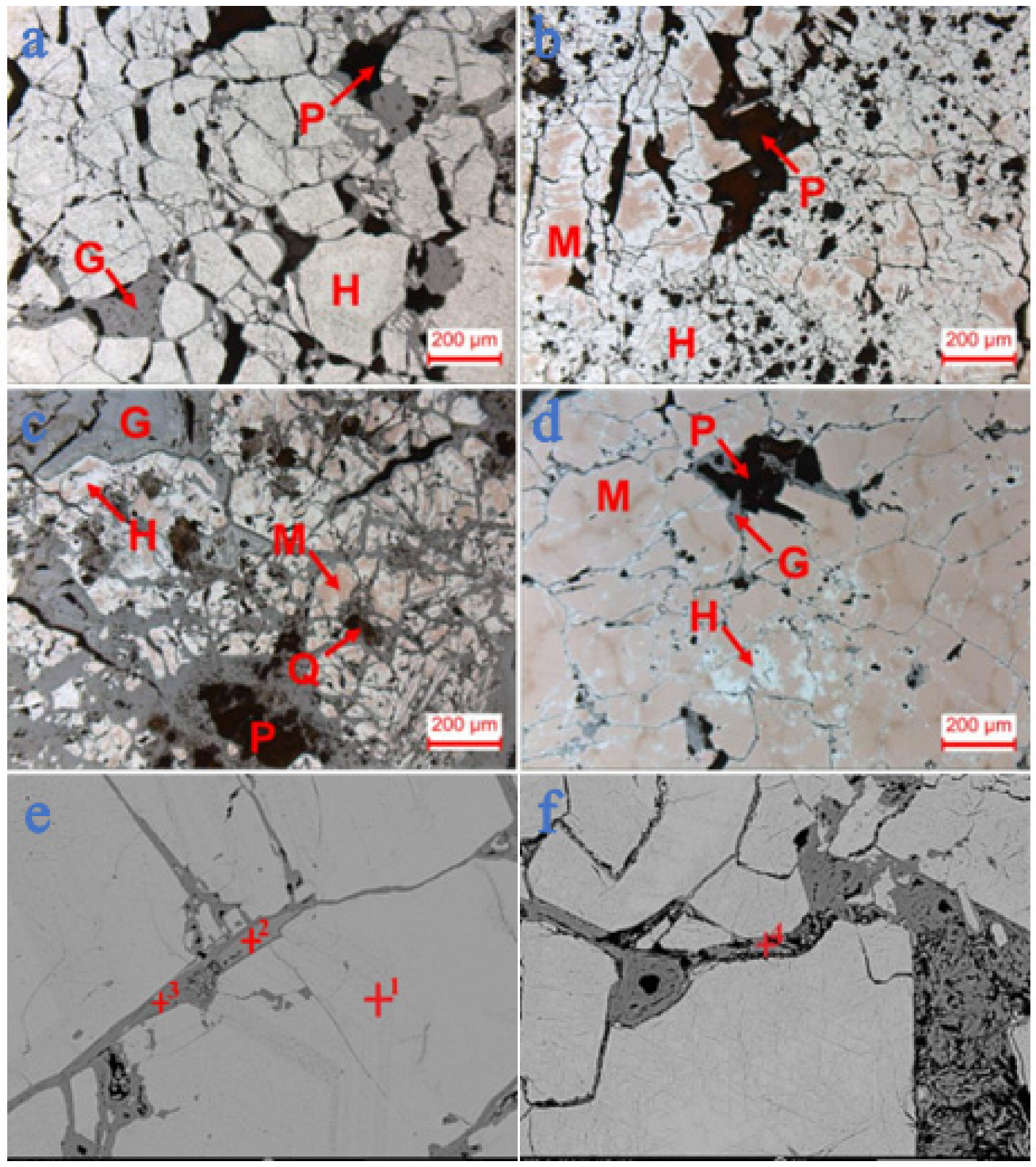
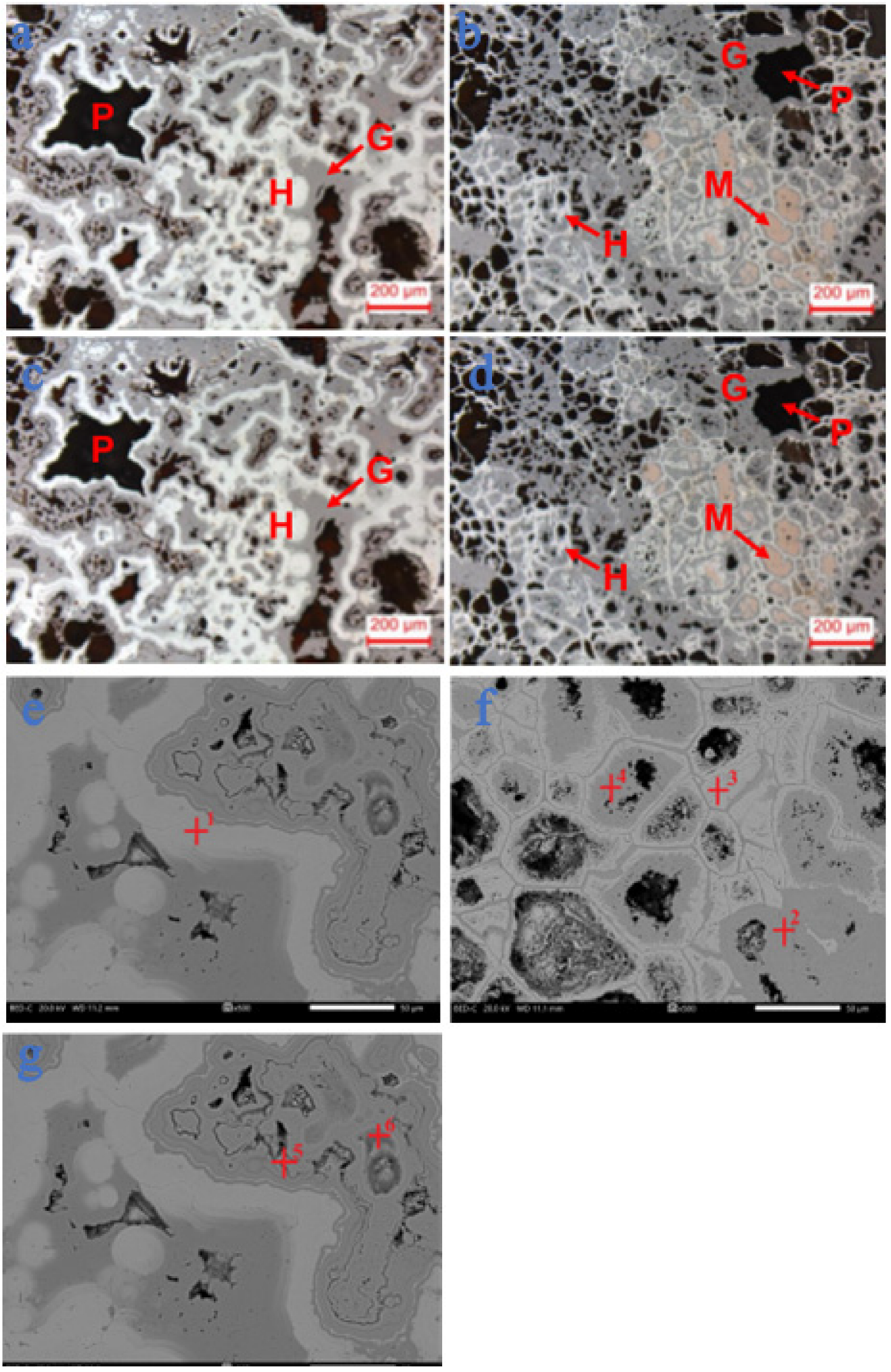
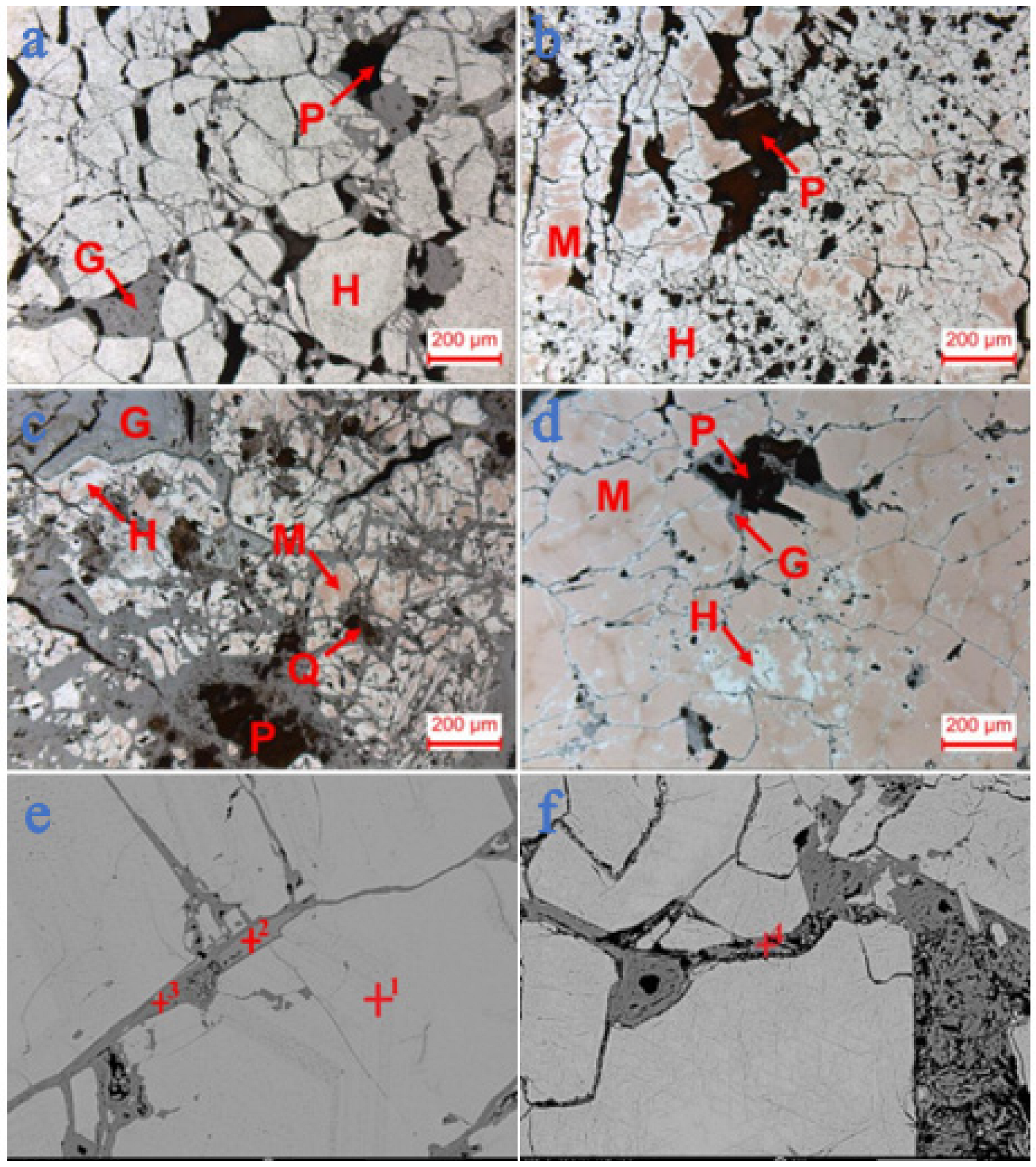
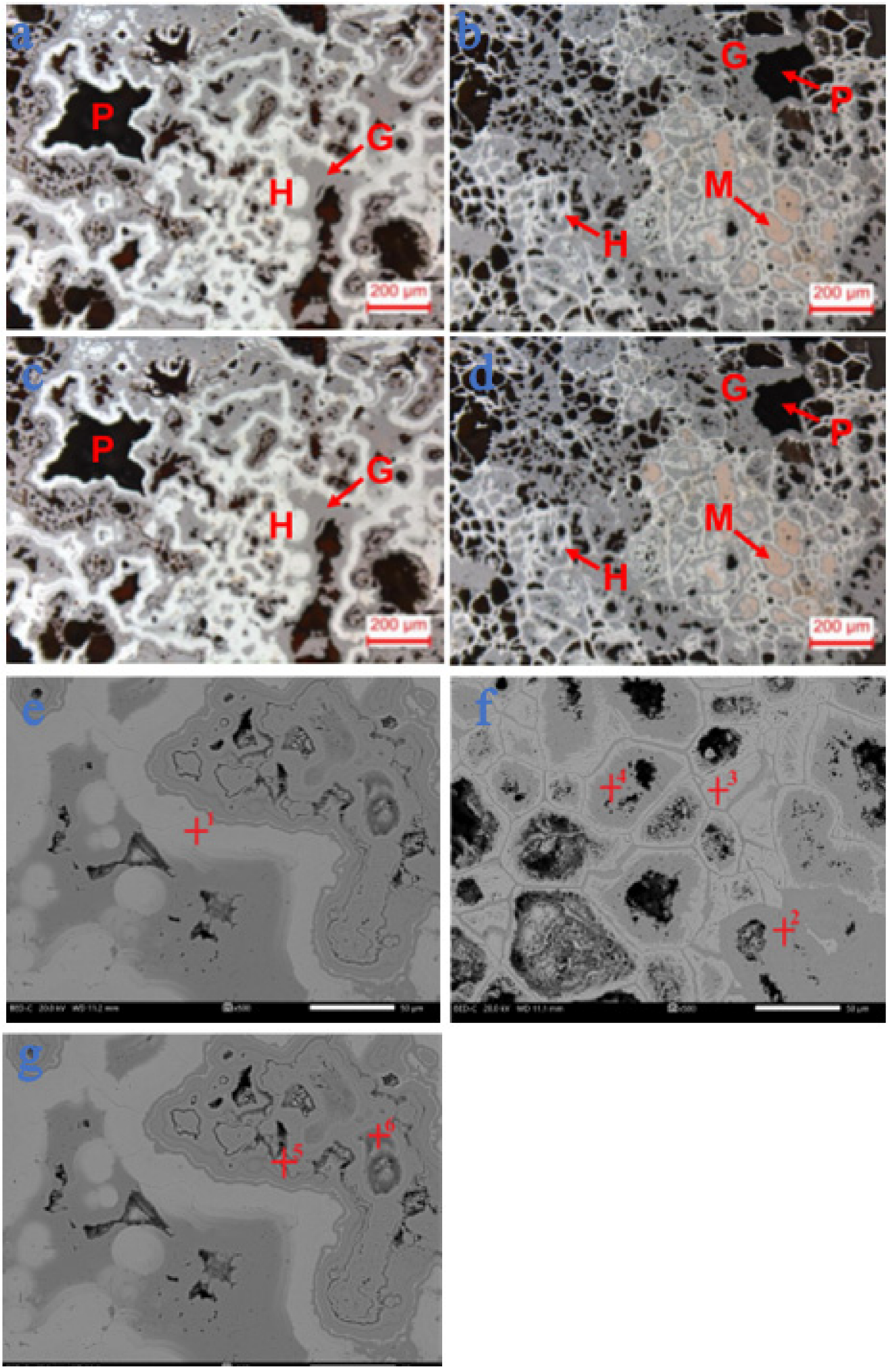
3.1.2. Microstructures
- (1)
- Lump ore A
- (2)
- Lump ore J
- (3)
- Lump ore S
3.2. Metallurgical Property
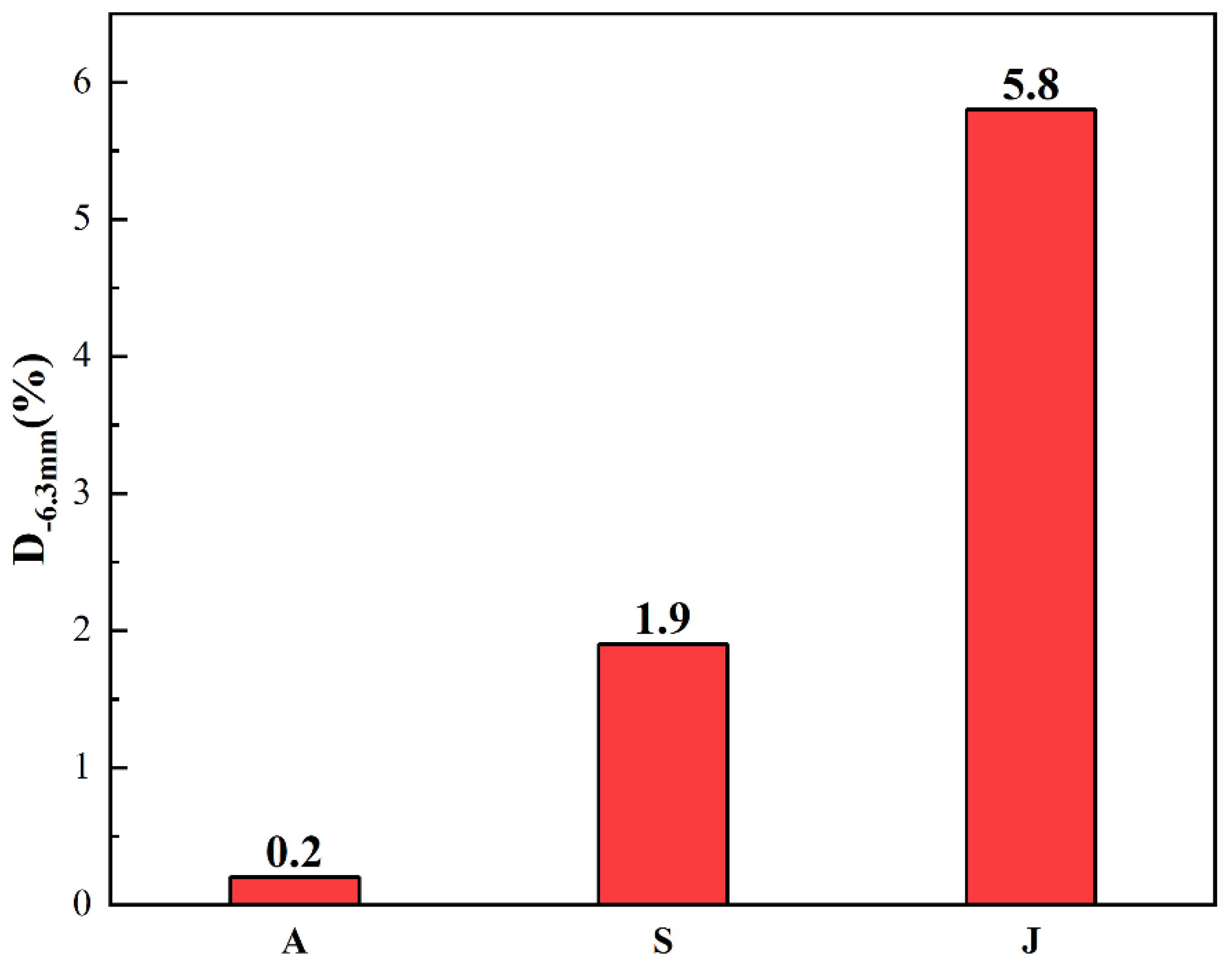
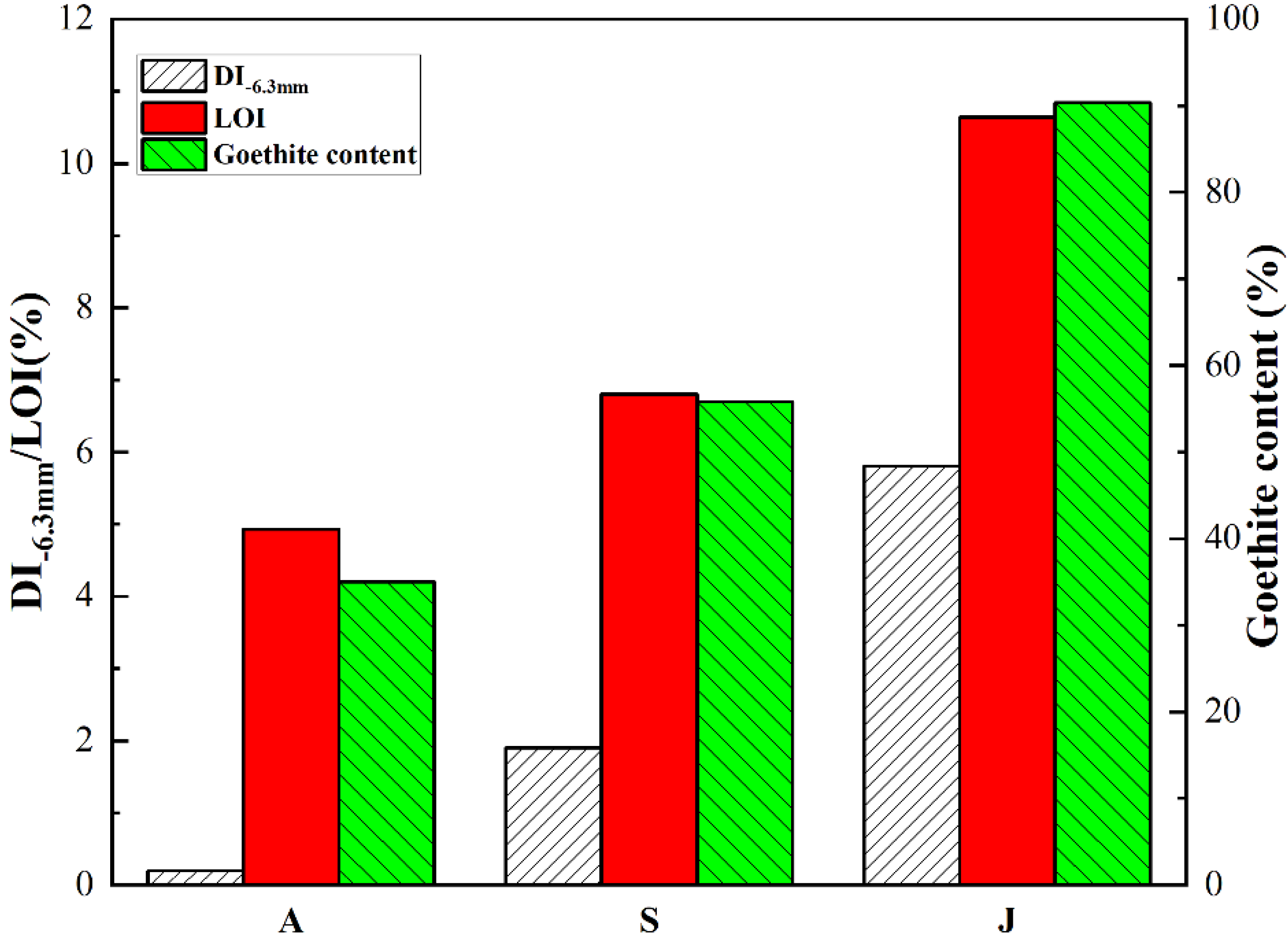
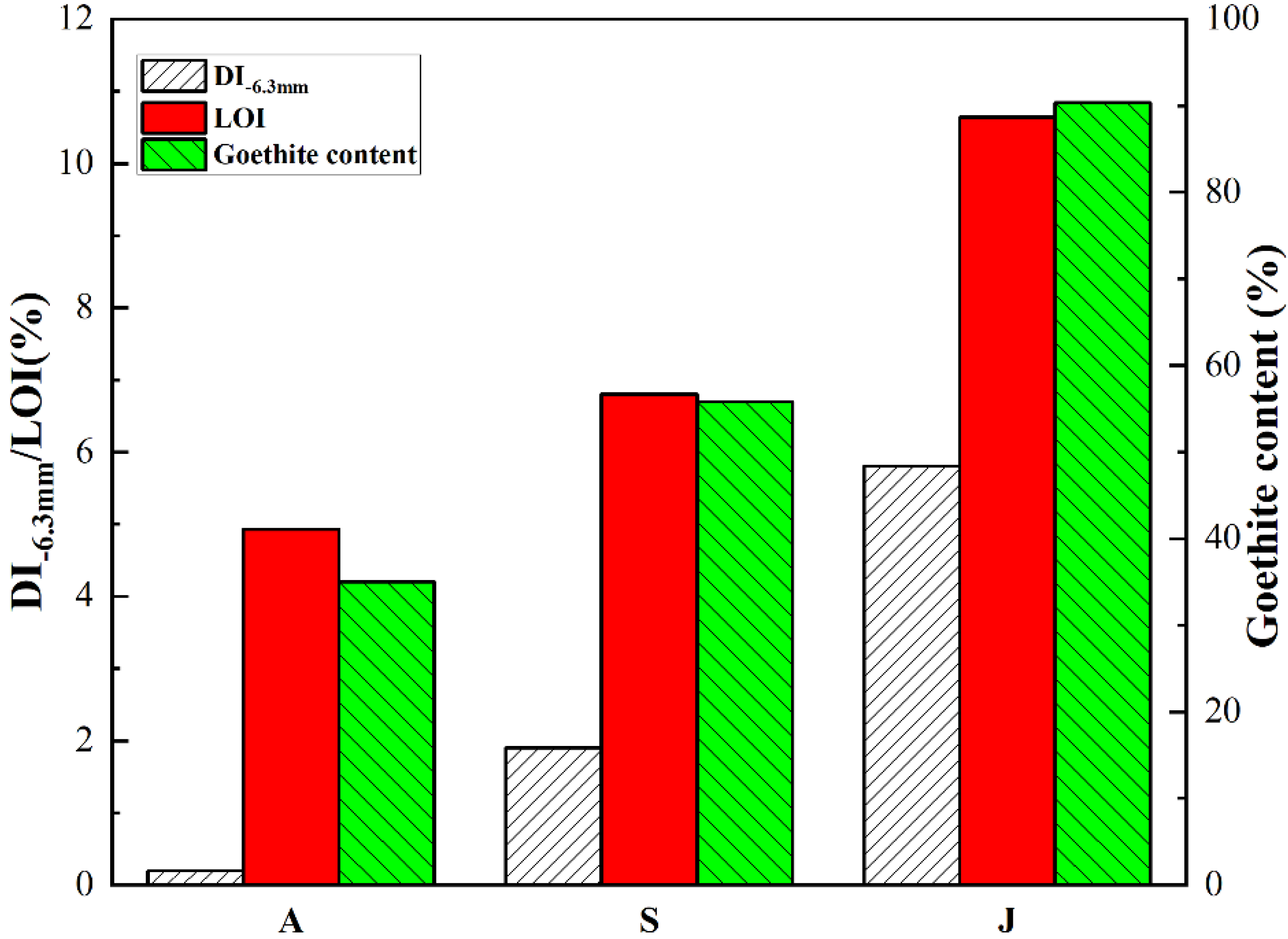
3.2.1. Decrepitation Performance
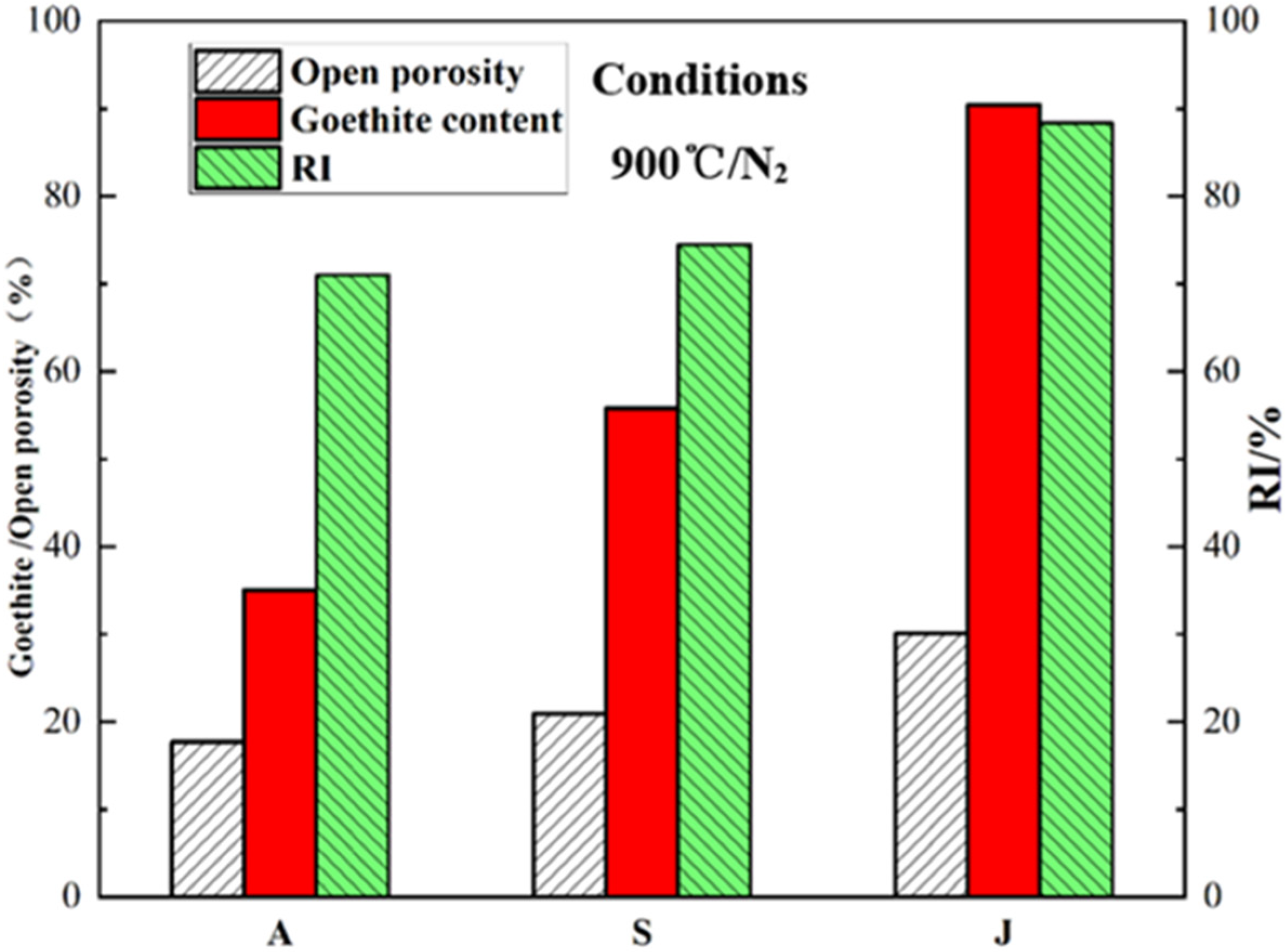
3.2.2. Reducibility Index and Reduction Degradation Index
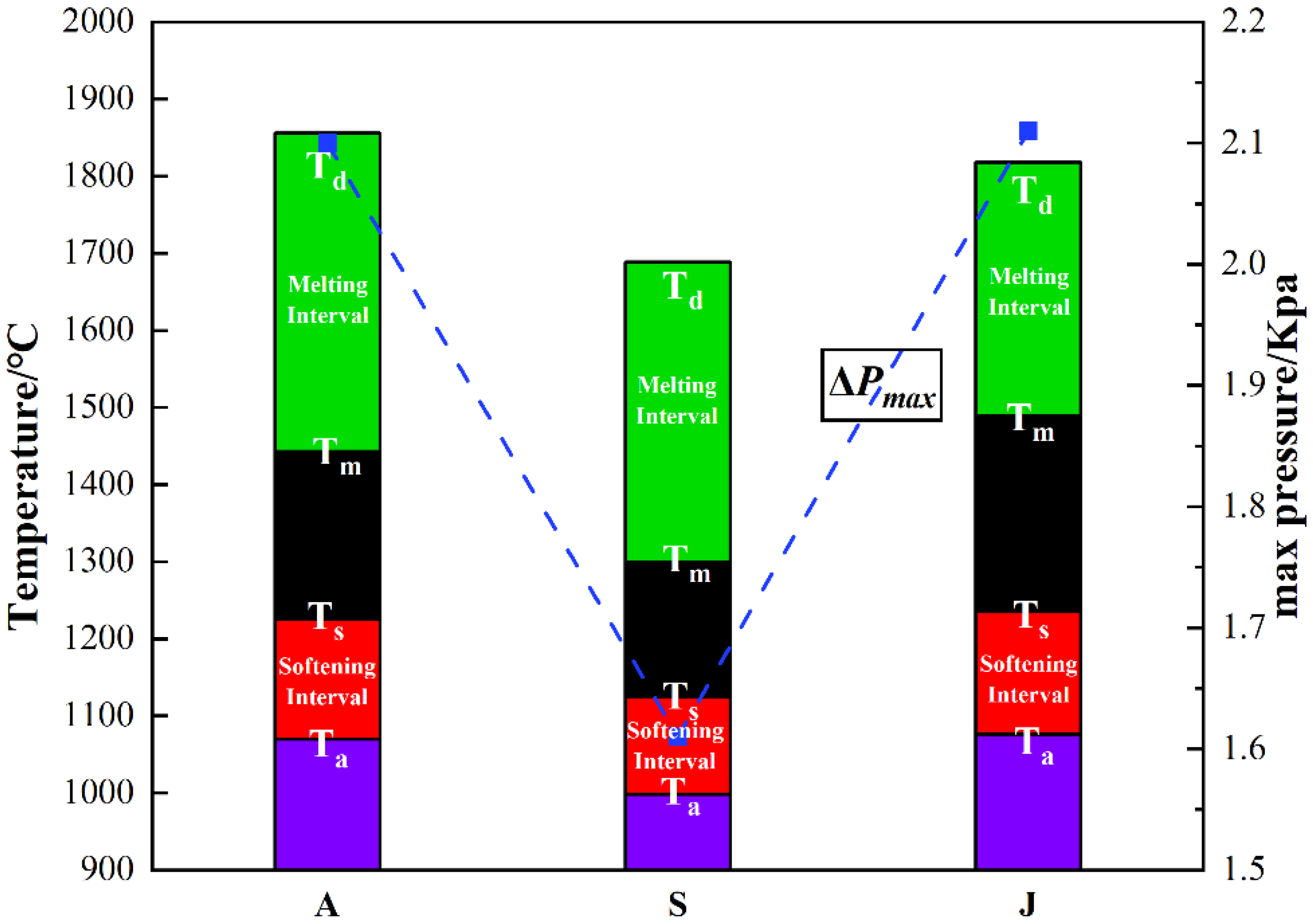
3.2.3. Softening and Melting Properties
4. Conclusions
- (1)
- Among the three types of lump ores, lump ore A had the best decrepitation performance with a D−6.3mm of 0.2%; lump ore J had the highest reducibility with an RI of 88.39%; lump ore J had the best low-temperature disintegration performance with an RDI+3.15 mm of 91.74%; and in terms of softening performance, the three types of lump ores had higher starting softening temperature and dropping temperature, and a narrower softening temperature interval. All in all, the comprehensive quality of the three lump ores meets industry standards.
- (2)
- The metallurgical characteristics of the three types of lump ore are strongly connected to their process mineralogy. The decrepitation performance of lump ore is closely related to its process mineralogy; the decrepitation performance and its goethite content (loss on ignition) are closely and positively correlated, with the higher the content, the worse the decrepitation performance; the reducibility of lump ore depends primarily on the open porosity and hematite content and type at high temperatures, with the original open porosity being unimportant. The higher the goethite content, the larger the open porosity at high temperatures, the more freshly formed porous hematite, and the better the reducibility; the degree of low-temperature reduction disintegration is primarily determined by the open porosity and original hematite content of the lump ore at high temperatures; the lower the open porosity at high temperature and the higher the original hematite content, the greater the degree of reduction disintegration.
- (3)
- The three lump ores’ overall performances are appropriate for blast furnace ironmaking, but their reasonable ratios should be advised by optimizing the blast furnace burden structure to accomplish the objective of lower production costs and fewer carbon emissions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chakravarty, S.; Bhattacharyya, P.; Chatterjee, S.S.; Singh, B.N. Utilisation of Iron ore Fines in Alternative Iron making processes—An Indian perspective. Nature 2000, 334, 338–340. [Google Scholar]
- An, X.; Wang, J.; Lan, R.; Han, Y.; Xue, Q. Softening and Melting Behavior of Mixed Burden for Oxygen Blast Furnace. J. Iron Steel Res. Int. 2013, 20, 11–16. [Google Scholar] [CrossRef]
- Li, Y.-F.; He, Z.-J.; Zhan, W.-L.; Kong, W.-G.; Han, P.; Zhang, J.-H.; Pang, Q.-H. Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio. Metals 2020, 10, 1254. [Google Scholar] [CrossRef]
- Yu, Y.; Feng, G.; Su, D. Measures of decreasing blast furnace fuel consumption and improving sinter performance in guofeng. J. Iron Steel Res. Int. 2008, 15, 9–12. [Google Scholar] [CrossRef]
- Wu, S.; Liu, X.; Zhou, Q.; Xu, J.; Liu, C. Low Temperature Reduction Degradation Characteristics of Sinter, Pellet and Lump Ore. J. Iron Steel Res. Int. 2011, 18, 20–24. [Google Scholar] [CrossRef]
- Lu, W.-K. The search for an economical and environmentally friendly ironmaking process. Met. Mater. Trans. B 2001, 32, 757–762. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, H.; Zhou, M.; Zhai, L.; Zhang, H.; Xu, L. Rational burden structure of blast furnace based on softening and melting property. Gangtie 2016, 51, 11–15. [Google Scholar]
- Prakash, S. Nonisothermal kinetics of iron-ore reduction. Ironmak. Steelmak. 1994, 21, 237–243. [Google Scholar]
- Wu, S.; Han, H.; Liu, X.; Wang, H.; Xue, F. Highly effective use of Australian Pilbara blend lump ore in a blast furnace. Rev. Metall. 2010, 107, 187–193. [Google Scholar] [CrossRef]
- Ellis, B.G.; Loo, C.E.; Witchard, D. Effect of ore properties on sinter bed permeability and strength. Ironmak. Steelmak. 2007, 34, 99–108. [Google Scholar] [CrossRef]
- Zhang, S.; Xue, X.; Liu, X.; Duan, P.; Yang, H.; Jiang, T.; Wang, D.; Liu, R. Current situation and comprehensive utilization of iron ore tailing resources. J. Min. Sci. 2006, 42, 403–408. [Google Scholar] [CrossRef]
- Nagahiro, K.; Okazaki, T.; Nishino, M. Activities and technologies for environmental protection at Nippon Steel: A perspective. Ironmak. Steelmak. 2005, 32, 227–234. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Su, B.; Yao, C.; Zhang, C. Performance evaluation of lump ores for blast furnace based on principle component analysis. J. Cent. South Univ. 2016, 47, 2943–2950. [Google Scholar]
- Wang, X.; Zhang, J.; Liu, Z.; Liu, X.; Wang, R.; Zhenting, X.U. Influence of lump ore on metallurgical properties of blast furnace burden. Res. Iron Steel. 2017, 45, 1–5. [Google Scholar]
- Wu, S.; Han, H.; Xu, H.; Wang, H.; Liu, X. Increasing Lump Ores Proportion in Blast Furnace Based on the High-temperature Interactivity of Iron Bearing Materials. ISIJ Int. 2010, 50, 686–694. [Google Scholar] [CrossRef]
- Wu, S.-L.; Xu, H.-F.; Tian, Y.-Q. Evaluation of lump ores for use in modern blast furnaces as part of mixed burden practice. Ironmak. Steelmak. 2009, 36, 19–23. [Google Scholar] [CrossRef]
- Hongwei, G.; Guangqing, Y.; Jianliang, Z.; Jiugang, S.; Yuandi, F.; Dan, W. Effect of Mixed Charge of Ore and Lump Coal on the Softening-Melting Property of the Burden. In Proceedings of the 4th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 3–7 March 2013. [Google Scholar]
- Liu, X.; Honeyands, T.; O’Dea, D.; Li, G. New Techniques to Measure Softening and Melting Properties of Mixed Burdens of Lump Ore and Sinter. In Proceedings of the 11th CSM Congress, Beijing, China, 21–22 November 2017. [Google Scholar]
- Ta, H.T. MAC Lump Properties Study and Plant Performance at Baosteel Stainless Steel. In Proceedings of the 5th International Congress on the Science and Technology of Ironmaking, Shanghai, China, 19–23 October 2009. [Google Scholar]
- Loo, C.E.; Matthews, L.T.; O’dea, D.P. Lump Ore and Sinter Behaviour during Softening and Melting. ISIJ Int. 2011, 51, 930–938. [Google Scholar] [CrossRef] [Green Version]
- Bristow, N.J.; Goss, J.; Waters, A.G. Influence of structural changes on the reducibility of iron ores. Iron Steelmak. 1992, 13, 83–92. [Google Scholar]
- Harvey, T. Influence of Mineralogy and Pore Structure on the Reducibility and Strength of Iron Ore Sinter. Ph.D. Thesis, University of Newcastle, Callaghan, Australia, February 2020. [Google Scholar]
- Hoque, M.M.; Doostmohammadi, H.; Mitra, S.; O’dea, D.; Liu, X.; Honeyands, T. High Temperature Softening and Melting Interactions Between Newman Blend Lump and Sinter. ISIJ Int. 2021, 61, 2944–2952. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | TFe | FeO | SiO2 | CaO | MgO | Al2O3 | K2O | Na2O | P | S | Pb | Zn | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 61.45 | 4.45 | 3.35 | 0.09 | 0.10 | 2.91 | 0.03 | 0.022 | 0.039 | 0.097 | 0.12 | 0.073 | 4.93 |
| J | 55.08 | 0.54 | 8.03 | 0.34 | 0.16 | 1.05 | 0.16 | 0.036 | 0.046 | 0.021 | 0.018 | 0.055 | 10.64 |
| S | 60.01 | 3.23 | 2.60 | 1.54 | 0.34 | 1.84 | 0.014 | 0.012 | 0.080 | 0.034 | 0.026 | 0.085 | 6.80 |
| Type | Bulk Density/g/cm3 | Apparent Density/g/cm3 | Open Porosity/% | Particle-Size Distribution/(mm)% | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| +40 | 40–25 | 25–16 | 16–10 | 10–6.3 | 6.3–5 | –5 | ||||
| A | 3.50 | 3.98 | 12.08 | 6.89 | 15.84 | 21.79 | 48.45 | 4.6 | 0.07 | 2.36 |
| J | 3.63 | 3.79 | 4.23 | 11.03 | 20.95 | 19.89 | 41.34 | 0.05 | 4.53 | 2.2 |
| S | 2.78 | 3.33 | 16.54 | 13.38 | 17.95 | 21.19 | 38.67 | 4.62 | 0.05 | 4.15 |
| Content/wt% | Hematite/% | Magnetite/% | Goethite/% | Quartz/% | Kaolinite/% | Other/% | |
|---|---|---|---|---|---|---|---|
| Type | |||||||
| A | 42.56 | 14.19 | 35.03 | 5.84 | / | 2.38 | |
| J | / | / | 90.40 | 5.94 | 2.24 | 1.42 | |
| S | 26.74 | 9.64 | 55.83 | 3.02 | 3.12 | 1.65 | |
| Area | Atomic/% | Mineral Constituent | |||
|---|---|---|---|---|---|
| O | Al | Si | Fe | ||
| 1 | 55.30 | / | / | 34.70 | Hematite |
| 2 | 56.64 | / | / | 42.08 | Magnetite |
| 3 | 74.98 | 0.89 | 0.48 | 23.65 | Goethite |
| 4 | 71.70 | / | 28.30 | / | Quartz |
| Area | Atomic/% | Mineral Constituent | |||||
|---|---|---|---|---|---|---|---|
| O | Al | Si | Fe | Mg | K | ||
| 1 | 66.08 | 13.63 | 14.85 | 0.82 | 0.5 | 0.09 | Kaolinite |
| 2 | 71.43 | / | 28.57 | / | / | / | Quartz |
| 3 | 74.98 | / | 0.94 | 24.08 | / | / | Goethite |
| Area | Atomic/% | Mineral Constituent | ||||
|---|---|---|---|---|---|---|
| O | Al | Si | Fe | Mg | ||
| 1 | 78.09 | 3.30 | 0.90 | 17.71 | / | Alum goethite |
| 2 | 68.21 | / | / | 31.57 | / | Goethite |
| 3 | 58.21 | 0.30 | 0.67 | 40.52 | / | Hematite |
| 4 | 56.20 | / | / | 43.23 | Magnetite | |
| 5 | 71.53 | 8.54 | 7.41 | 10.55 | 1.97 | Kaolinite |
| Type | RI/% | RDI/% | |
|---|---|---|---|
| RDI+6.3mm | RDI+3.15mm | ||
| A | 71.01 | 60.42 | 70.86 |
| J | 88.39 | 87.55 | 91.74 |
| S | 74.50 | 78.75 | 84.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, D.; Jiang, Y.; Pan, J.; Yang, C. Study of Mineralogy and Metallurgical Properties of Lump Ores. Metals 2022, 12, 1805. https://doi.org/10.3390/met12111805
Zhu D, Jiang Y, Pan J, Yang C. Study of Mineralogy and Metallurgical Properties of Lump Ores. Metals. 2022; 12(11):1805. https://doi.org/10.3390/met12111805
Chicago/Turabian StyleZhu, Deqing, Yin Jiang, Jian Pan, and Congcong Yang. 2022. "Study of Mineralogy and Metallurgical Properties of Lump Ores" Metals 12, no. 11: 1805. https://doi.org/10.3390/met12111805
APA StyleZhu, D., Jiang, Y., Pan, J., & Yang, C. (2022). Study of Mineralogy and Metallurgical Properties of Lump Ores. Metals, 12(11), 1805. https://doi.org/10.3390/met12111805