
Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review



Abstract
:1. Introduction
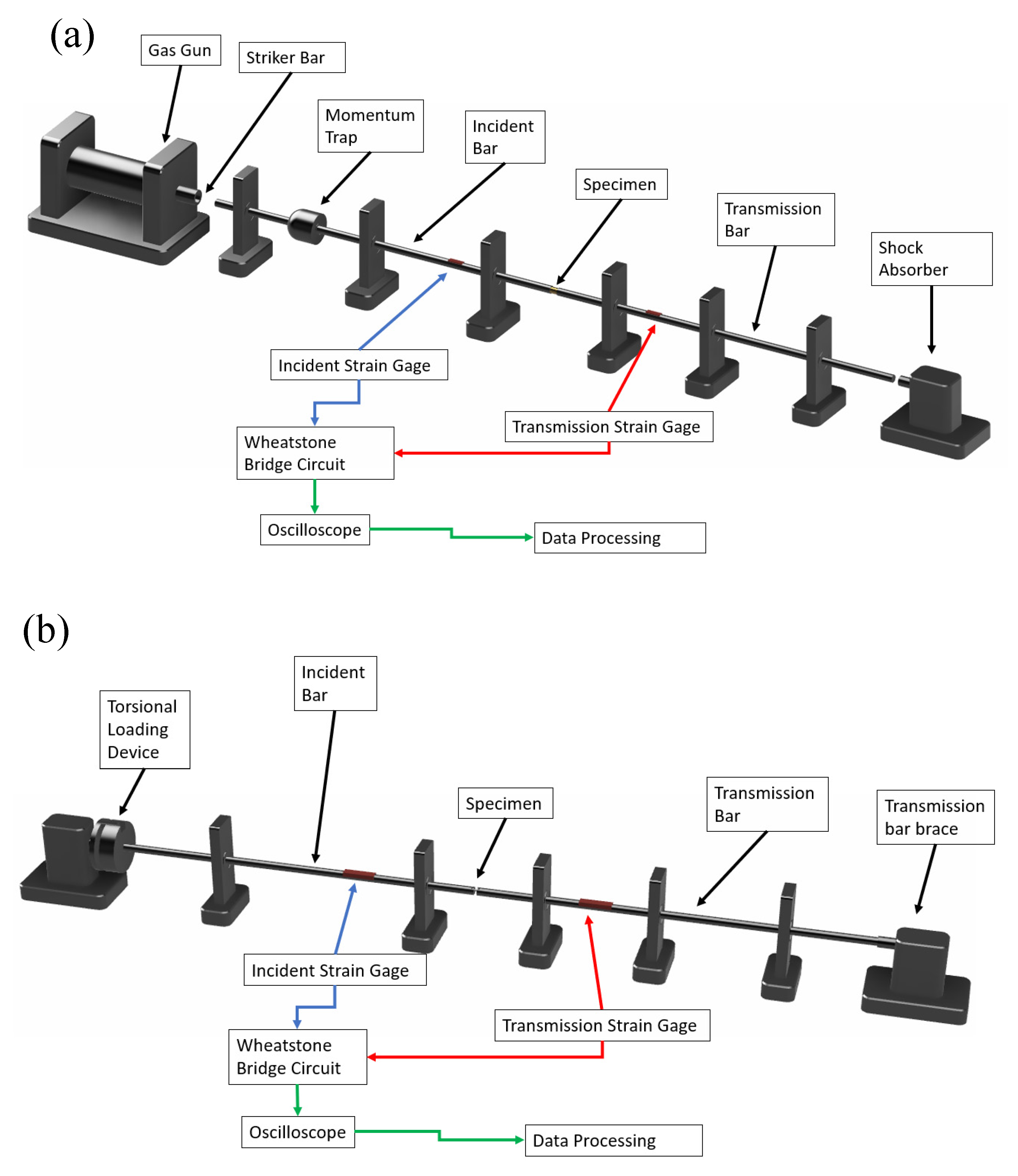
2. Testing Methodology
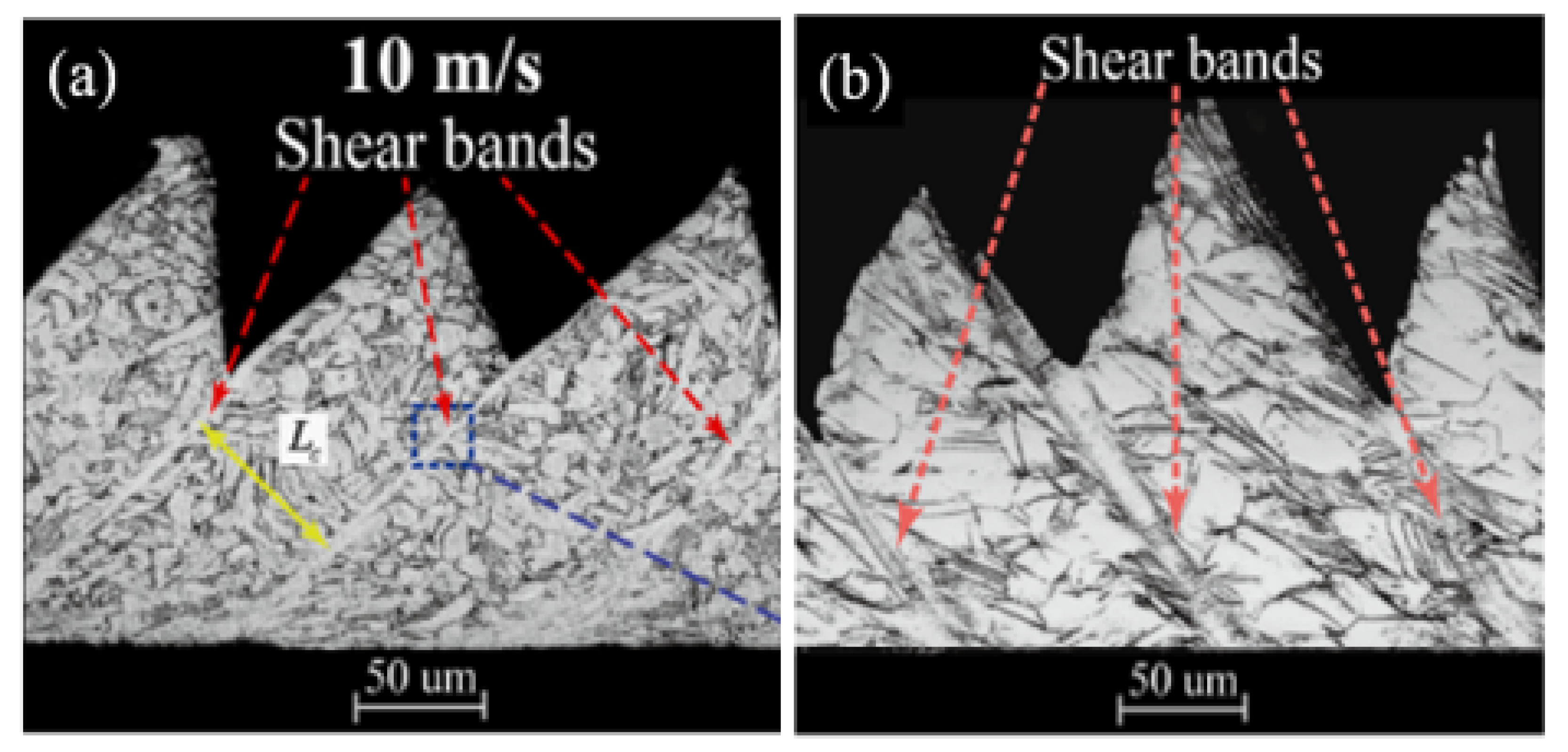
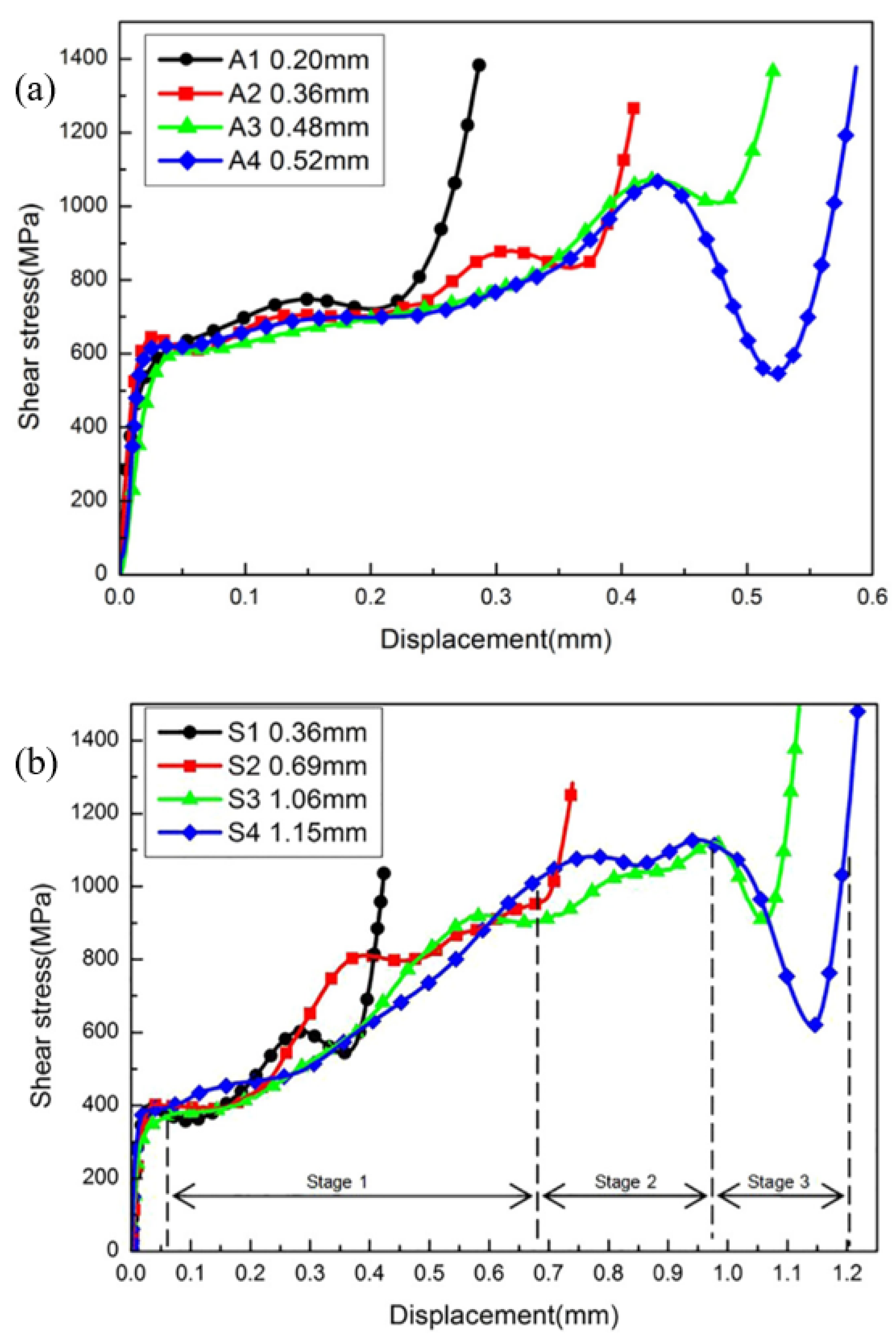
3. Shear Band Formation and Propagation Kinetics
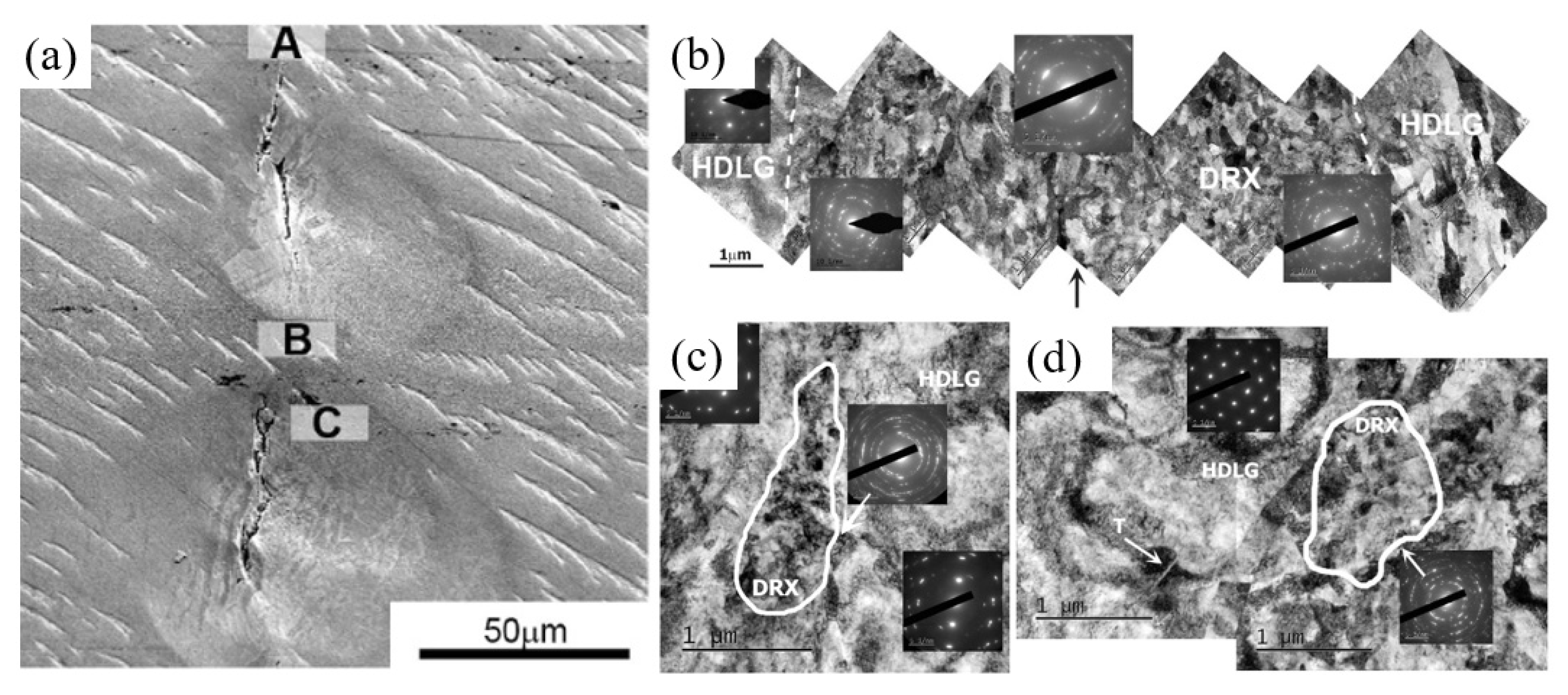
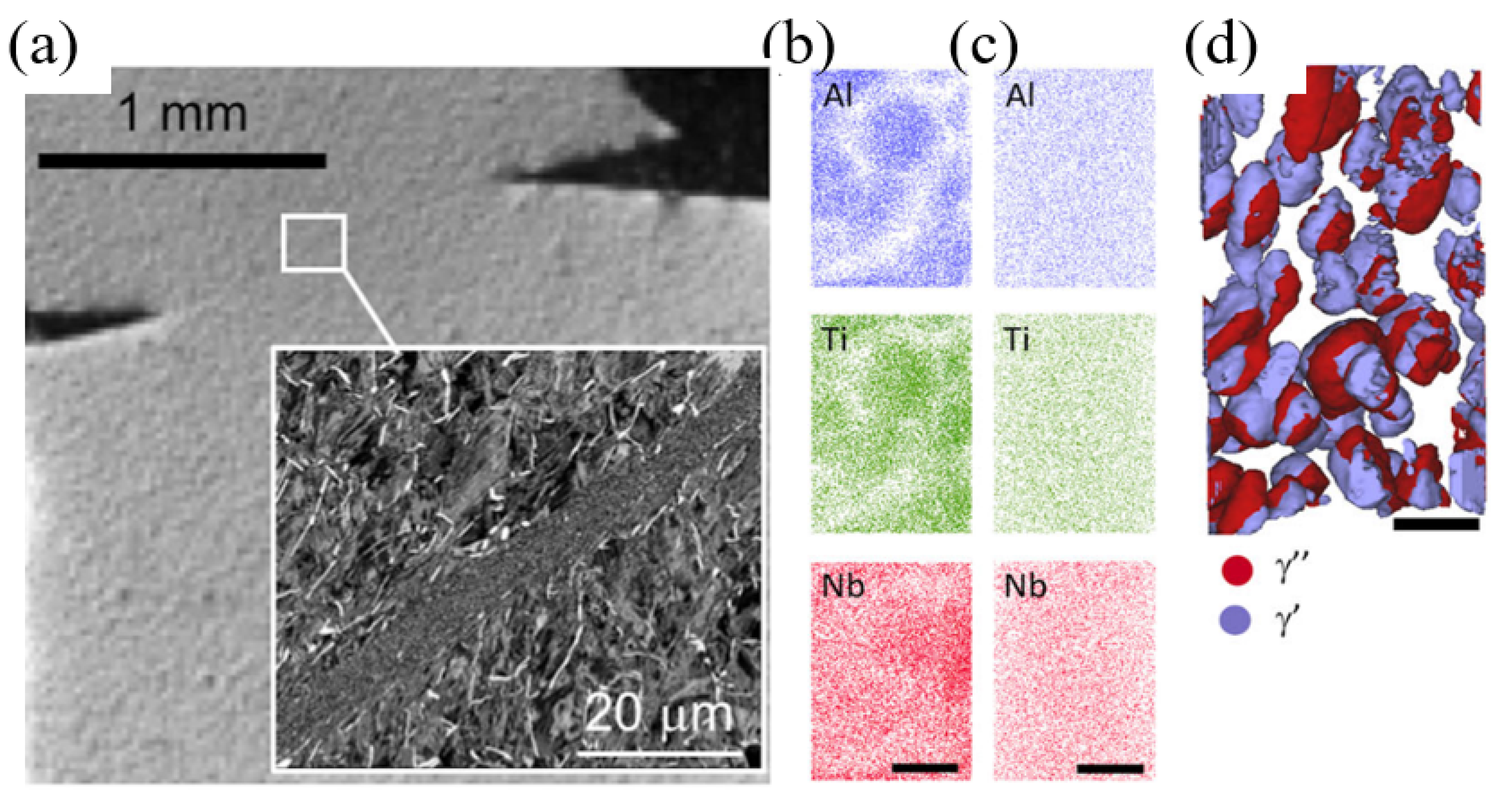
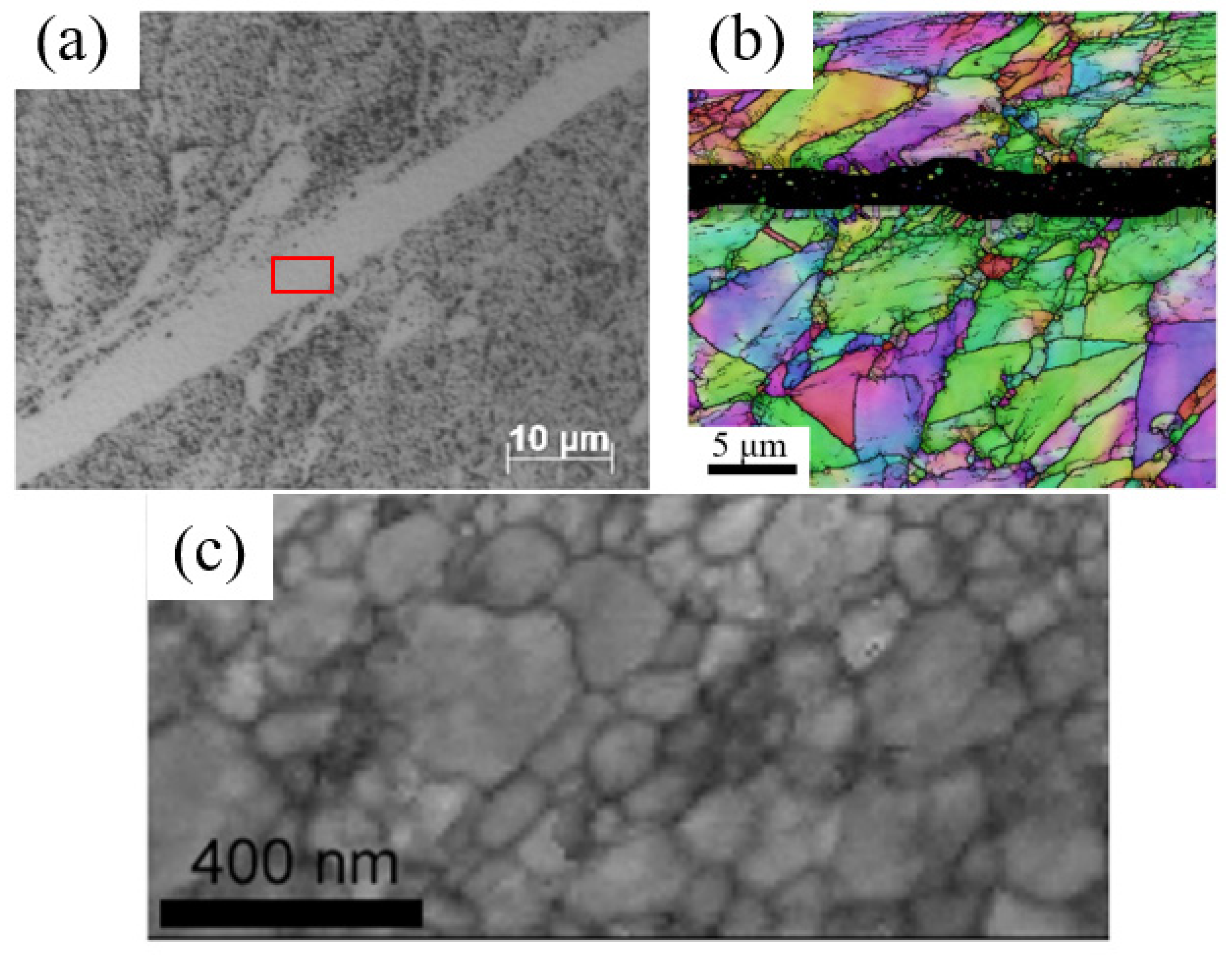
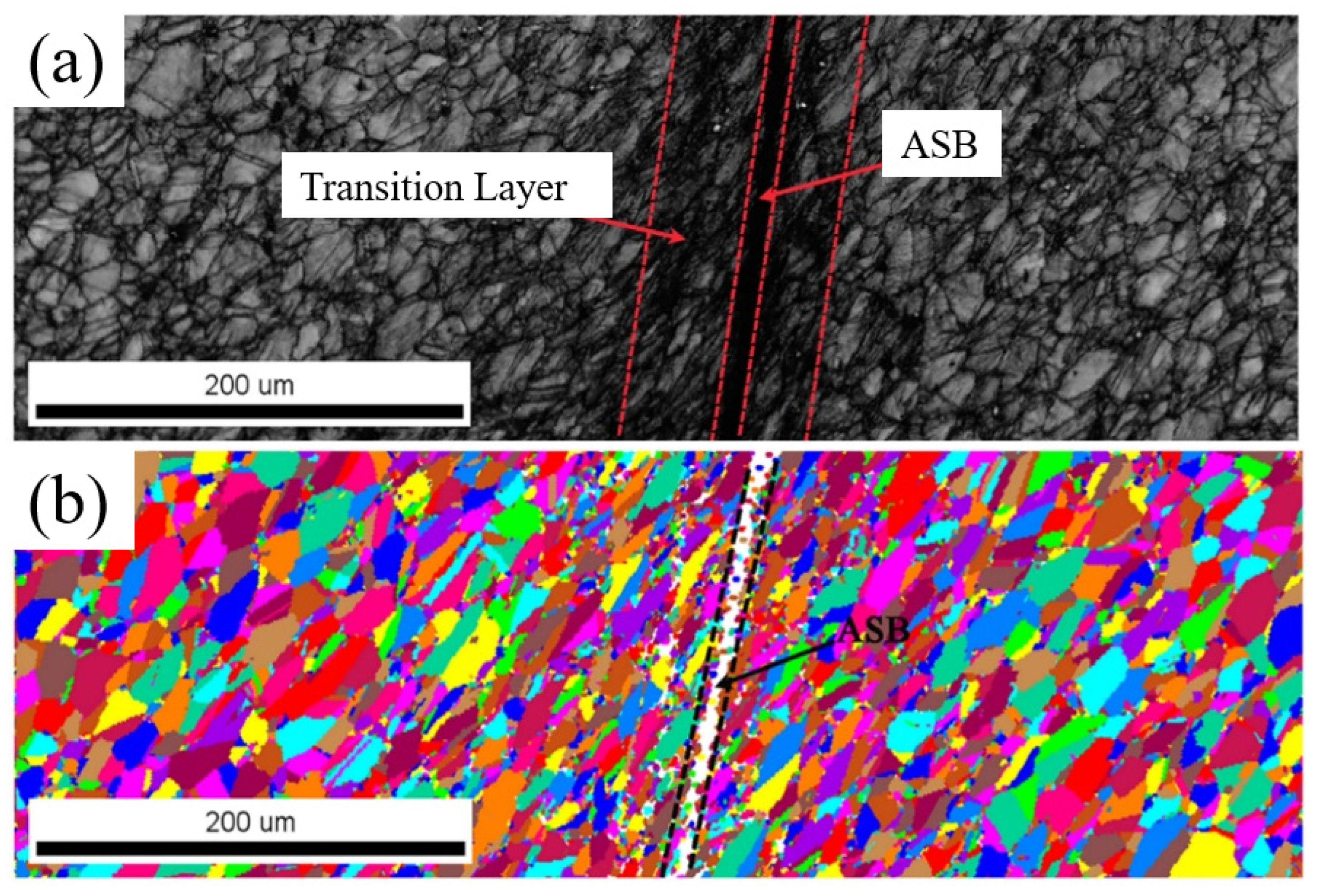
4. Microstructures in an ASB
5. Conclusions
- ASB bandwidths vary between 2 microns and 65.8 microns for Nickel-based superalloys.
- Aging heat treatments on nickel-based superalloys decrease the strain required for an ASB to form from 4.5 to between 2.2 and 3.2 and nearly halves the band widths of the ASB.
- No new phases precipitate during ASB formation in Inconel 718 however γ′ and γ″ strengthening phases are reported to dissolve.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shahan, A.R.; Taheri, A.K. Adiabatic Shear Bands in Titanium and Titanium Alloys: A Critical Review. Mater. Des. 1993, 14, 243–250. [Google Scholar] [CrossRef]
- Dodd, B.; Bai, Y. Introduction to Adiabatic Shear Localization; Imperial College Press: London, UK, 2014. [Google Scholar]
- Ran, C.; Chen, P. Dynamic Shear Deformation and Failure of Ti-6Al-4V and Ti-5Al-5Mo-5V-1Cr-1Fe Alloys. Materials 2018, 11, 76. [Google Scholar] [CrossRef] [Green Version]
- Timothy, S.P. The Structure of Adiabatic Shear Bands in Metals: A Critical Review. Acta Metall. 1987, 35, 301–306. [Google Scholar] [CrossRef]
- DeMange, J.J.; Prakash, V.; Pereira, J.M. Effects of Material Microstructure on Blunt Projectile Penetration of a Nickel-Based Super Alloy. Int. J. Impact Eng. 2009, 36, 1027–1043. [Google Scholar] [CrossRef]
- Chatterjee, A.; Ghosh, A.; Moitra, A.; Bhaduri, A.K.; Mitra, R.; Chakrabarti, D. Role of Hierarchical Martensitic Microstructure on Localized Deformation and Fracture of 9Cr-1Mo Steel under Impact Loading at Different Temperatures. Int. J. Plast. 2018, 104, 104–133. [Google Scholar] [CrossRef]
- Rogers, H.C. Adiabatic Plastic Deformation. Annu. Rev. Mater. Sci. 1979, 9, 283–311. [Google Scholar] [CrossRef]
- Hao, Z.P.; Cui, R.R.; Fan, Y.H. Formation Mechanism and Characterization of Shear Band in High-Speed Cutting Inconel718. Int. J. Adv. Manuf. Technol. 2018, 98, 2791–2799. [Google Scholar] [CrossRef]
- Li, J.; Tao, Z.; Cai, X.; An, Q.; Chen, M. Experimental and Finite Element Analysis of the Formation Mechanism of Serrated Chips of Nickel-Based Superalloy Inconel 718. Int. J. Adv. Manuf. Technol. 2020, 107, 4969–4982. [Google Scholar] [CrossRef]
- Edwards, N.J.; Kariem, M.A.; Rashid, R.A.R.; Cimpoeru, S.J.; Lu, G.; Ruan, D. Dynamic Shear Testing of 2024 T351 Aluminium at Elevated Temperature. Mater. Sci. Eng. A 2019, 754, 99–111. [Google Scholar] [CrossRef]
- Hokka, M.; Gomon, D.; Shrot, A.; Leemet, T.; Bäker, M.; Kuokkala, V.T. Dynamic Behavior and High Speed Machining of Ti-6246 and Alloy 625 Superalloys: Experimental and Modeling Approaches. Exp. Mech. 2014, 54, 199–210. [Google Scholar] [CrossRef]
- Drucker, D.C.; Daniel, C.; Dvorak, G.J.; Shield, R.T. Mechanics of Material Behavior: The Daniel C. Drucker Anniversary Volume; Elsevier: Amsterdam, The Netherlands, 1984; p. 383. [Google Scholar]
- Dao, K.; Shockey, D.A. A Method for Measuring Shear-Band Temperatures. J. Appl. Phys. 1979, 50, 8244–8246. [Google Scholar] [CrossRef]
- Landau, P.; Osovski, S.; Venkert, A.; Gärtnerová, V.; Rittel, D. The Genesis of Adiabatic Shear Bands. Sci. Rep. 2016, 6, 4–9. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Veiga, F.; Suárez, A.; Iriondo, E.; Mata, F.G. High-Temperature Mechanical Properties of IN718 Alloy: Comparison of Additive Manufactured and Wrought Samples. Crystals 2020, 10, 689. [Google Scholar] [CrossRef]
- Bhavsar, P.; Lopez-Hawa, H.; Ananda-Kumar, R.K.; Madhavan, V.; Moscoso-Kingsley, W. Adiabatic Shear Banding Behavior of Additively Manufactured Superalloy in 625. Procedia Manuf. 2019, 34, 722–730. [Google Scholar] [CrossRef]
- Dodd, B.; Bai, Y. Width of Adiabatic Shear Bands. Mater. Sci. Technol. 1985, 1, 38–40. [Google Scholar] [CrossRef]
- Song, W.; Hu, M.; Zhang, H.; Jin, Y. Effects of Different Heat Treatments on the Dynamic Shear Response and Shear Localization in Inconel 718 Alloy. Mater. Sci. Eng. A 2018, 725, 76–87. [Google Scholar] [CrossRef] [Green Version]
- Johansson, J.; Persson, C.; Testa, G.; Ruggiero, A.; Bonora, N.; Hörnqvist Colliander, M. Effect of Microstructure on Dynamic Shear Localisation in Alloy 718. Mech. Mater. 2017, 109, 88–100. [Google Scholar] [CrossRef]
- Radha Krishnan, B.; Ramesh, M. Optimization of Machining Process Parameters in CNC Turning Process of IS2062 E250 Steel Using Coated Carbide Cutting Tool. Mater. Today Proc. 2020, 21, 346–350. [Google Scholar] [CrossRef]
- Xu, L.; Huang, C.; Li, C.; Wang, J.; Liu, H.; Wang, X. Estimation of Tool Wear and Optimization of Cutting Parameters Based on Novel ANFIS-PSO Method toward Intelligent Machining. J. Intell. Manuf. 2021, 32, 77–90. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K. Numerical Simulation of Orthogonal Machining Process Using Multilayer and Single-Layer Coated Tools. Int. J. Adv. Manuf. Technol. 2011, 54, 899–910. [Google Scholar] [CrossRef]
- Shockey, D.A.; Simons, J.W.; Brown, C.S.; Kobayashi, T. Shear Failure of Inconel 718 under Dynamic Loads. Exp. Mech. 2007, 47, 723–732. [Google Scholar] [CrossRef]
- Yazdani, F.; Bassim, M.N.; Odeshi, A.G. The Formation of Adiabatic Shear Bands in Copper during Torsion at High Strain Rates. Procedia Eng. 2009, 1, 225–228. [Google Scholar] [CrossRef] [Green Version]
- Lebrun, T. Analysis of Compact-Forced Simple Shear and Compact-Forced Double Shear Test Specimens for Shear Localization in Materials; ProQuest: Ann Arbor, MI, USA, 2017. [Google Scholar]
- Bhujangrao, T.; Froustey, C.; Darnis, P.; Veiga, F.; Guérard, S.; Mata, F.G. Design and Validation of New Torsion Test Bench for Intermediate Strain Rate Testing. Exp. Mech. 2022, 1–11. [Google Scholar] [CrossRef]
- Zhu, C.; Livescu, V.; Harrington, T.; Dippo, O.; Gray, G.T.; Vecchio, K.S. Investigation of the Shear Response and Geometrically Necessary Dislocation Densities in Shear Localization in High-Purity Titanium. Int. J. Plast. 2017, 92, 148–163. [Google Scholar] [CrossRef] [Green Version]
- Gray, G.T.; Vecchio, K.S.; Livescu, V. Compact Forced Simple-Shear Sample for Studying Shear Localization in Materials. Acta Mater. 2016, 103, 12–22. [Google Scholar] [CrossRef] [Green Version]
- Xue, Q.; Gray, I.T.; Henrie, B.L.; Maloy, S.A.; Chen, S.R. Influence of Shock Prestraining on the Formation of Shear Localization in 304 Stainless Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 1471–1486. [Google Scholar] [CrossRef]
- Hao, Z.P.; Ji, F.F.; Fan, Y.H.; Zhang, N.N. Failure Feature and Characterization of Material of Shear Band in Cutting Inconel718. J. Manuf. Process. 2019, 45, 154–165. [Google Scholar] [CrossRef]
- Jia, B.; Rusinek, A.; Pesci, R.; Bernier, R.; Bahi, S.; Wood, P. A Novel Technique for Dynamic Shear Testing of Bulk Metals with Application to 304 Austenitic Stainless Steel. Int. J. Solids. Struct. 2020, 204–205, 153–171. [Google Scholar] [CrossRef]
- Budiwantoro, B.; Faizah, I.; Prabowo, D.A.; Febrinawarta, B.; Kariem, M.A. Results Comparison for Hat-Shaped, Double-Notch and Punch Testing of Split Hopkinson Shear Bar Technique. J. Eng. Technol. Sci. 2019, 51, 805–823. [Google Scholar] [CrossRef] [Green Version]
- Dong, G.; Zhaopeng, H.; Rongdi, H.; Yanli, C.; Muguthu, J.N. Study of Cutting Deformation in Machining Nickel-Based Alloy Inconel 718. Int. J. Mach. Tools Manuf. 2011, 51, 520–527. [Google Scholar] [CrossRef]
- Kolsky, H. An Investigation of the Mechanical Properties of Materials at Very High Rates of Loading. Proc. Phys. Soc. Sect. B 1949, 62, 676–700. [Google Scholar] [CrossRef]
- Yu, X.; Chen, L.; Fang, Q.; Jiang, X.; Zhou, Y. A Review of the Torsional Split Hopkinson Bar. Adv. Civ. Eng. 2018, 2018, 2719741. [Google Scholar] [CrossRef]
- Cepus, E. Evolution of Adiabatic Shear Bands in High Strength Steels at High Shear-Strain Rates. Master’s Thesis, University of Manitoba, Wimipeg, MB, Canada, 1995. [Google Scholar]
- Lee, S.; Cho, K.M.; Lee, C.S.; Choo, W.Y. Microstructural Study of Adiabatic Shear Band. Metall. Trans. A 1993, 24, 2217–2224. [Google Scholar] [CrossRef]
- Lins, J.F.C.; Sandim, H.R.Z.; Kestenbach, H.J.; Raabe, D.; Vecchio, K.S. A Microstructural Investigation of Adiabatic Shear Bands in an Interstitial Free Steel. Mater. Sci. Eng. A 2007, 457, 205–218. [Google Scholar] [CrossRef]
- Lesuer, D.R.; Syn, C.K.; Sherby, O.D. Severe Plastic Deformation through Adiabatic Shear Banding in Fe-C Steels. Mater. Sci. Eng. A 2005, 410–411, 222–225. [Google Scholar] [CrossRef] [Green Version]
- Meyers, M.A.; Xu, Y.B.; Xue, Q.; Pérez-Prado, M.T.; McNelley, T.R. Microstructural Evolution in Adiabatic Shear Localization in Stainless Steel. Acta Mater. 2003, 51, 1307–1325. [Google Scholar] [CrossRef]
- Dougherty, L.M.; Cerreta, E.K.; Gray, G.T.; Trujillo, C.P.; Lopez, M.F.; Vecchio, K.S.; Kusinski, G.J. Mechanical Behavior and Microstructural Development of Low-Carbon Steel and Microcomposite Steel Reinforcement Bars Deformed under Quasi-Static and Dynamic Shear Loading. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2009, 40, 1835–1850. [Google Scholar] [CrossRef] [Green Version]
- Hines, J.A.; Vecchio, K.S.; Ahzi, S. A Model for Microstructure Evolution in Adiabatic Shear Bands. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1998, 29, 191–203. [Google Scholar] [CrossRef]
- Cerreta, E.K.; Bingert, J.F.; Gray, G.T.; Trujillo, C.P.; Lopez, M.F.; Bronkhorst, C.A.; Hansen, B.L. Microstructural Examination of Quasi-Static and Dynamic Shear in High-Purity Iron. Int. J. Plast. 2013, 40, 23–38. [Google Scholar] [CrossRef]
- Rittel, D.; Landau, P.; Venkert, A. Dynamic Recrystallization as a Potential Cause for Adiabatic Shear Failure. Phys. Rev. Lett. 2008, 101, 2–5. [Google Scholar] [CrossRef]
- Cai, S.L.; Dai, L.H. Suppression of Repeated Adiabatic Shear Banding by Dynamic Large Strain Extrusion Machining. J. Mech. Phys. Solids 2014, 73, 84–102. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Deformation Behaviour of Γ″ Strengthened Inconel 718. Acta Metall. 1988, 36, 847–864. [Google Scholar] [CrossRef]
- Clos, R.; Schreppel, U.; Veit, P. Temperature, Microstructure and Mechanical Response during Shear-Band Formation in Different Metallic Materials. J. De Phys. IV 2003, 110, 111–116. [Google Scholar] [CrossRef]
- Johansson, J.; Persson, C.; Lai, H.; Hörnqvist Colliander, M. Microstructural Examination of Shear Localisation during High Strain Rate Deformation of Alloy 718. Mater. Sci. Eng. A 2016, 662, 363–372. [Google Scholar] [CrossRef] [Green Version]
- Colliander, M.H.; Sundell, G.; Thuvander, M. Complete Precipitate Dissolution during Adiabatic Shear Localisation in a Ni-Based Superalloy. Philos. Mag. Lett. 2020, 100, 561–570. [Google Scholar] [CrossRef]
- Gwalani, B.; Wang, T.; Jagetia, A.; Sindhura, G. Dynamic Shear Deformation of a Precipitation Hardened Al0.7CoCrFeNi Eutectic High-Entropy Alloy Using Hat-Shaped Specimen Geometry. Entropy 2020, 4, 431. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Murr, L.E.; Ramirez, A.C.; Gaytan, S.M.; Lopez, M.I.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E. Microstructure Evolution Associated with Adiabatic Shear Bands and Shear Band Failure in Ballistic Plug Formation in Ti-6Al-4V Targets. Mater. Sci. Eng. A 2009, 516, 205–216. [Google Scholar] [CrossRef]
- Grebe, H.A.; Pak, H.R.; Meyers, M.A. Adiabatic Shear Localization in Titanium and Ti-6 Pct Al-4 Pct V Alloy. Metall. Trans. A 1985, 16, 761–775. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Author | Material | Tested Strain Rate (s−1) | Heat Treatment | Width of ASBs (Microns) |
|---|---|---|---|---|---|
| 2003 | Clos | Steel Inconel 718 | Shear: 106–107 | - | 4–20 2–4 |
| 2009 | Demange | Inconel 718 | Shear: 5 × 104 | Annealed Precipitation hardened | 65.8 33.6 |
| 2016 | Johansson | Inconel 718 | Global: approximately 1500 | Precipitation hardened | Top hat:4–5 Cutting: 4–5 |
| 2018 | Song | Inconel 718 | Shear: 8 × 104 | Solution treated Aged | 10–13 10 |
| 2020 | Colliander | Inconel 718 | - | Precipitation hardened | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rowe, R.A.; Allison, P.G.; Palazotto, A.N.; Davami, K. Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review. Metals 2022, 12, 1879. https://doi.org/10.3390/met12111879
Rowe RA, Allison PG, Palazotto AN, Davami K. Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review. Metals. 2022; 12(11):1879. https://doi.org/10.3390/met12111879
Chicago/Turabian StyleRowe, Russell A., Paul G. Allison, Anthony N. Palazotto, and Keivan Davami. 2022. "Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review" Metals 12, no. 11: 1879. https://doi.org/10.3390/met12111879
APA StyleRowe, R. A., Allison, P. G., Palazotto, A. N., & Davami, K. (2022). Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review. Metals, 12(11), 1879. https://doi.org/10.3390/met12111879