
Comparison of the Effects of Ultrasonic and Ball Milling on Red Mud Desulfurization


Abstract
1. Introduction
2. Experimental Section
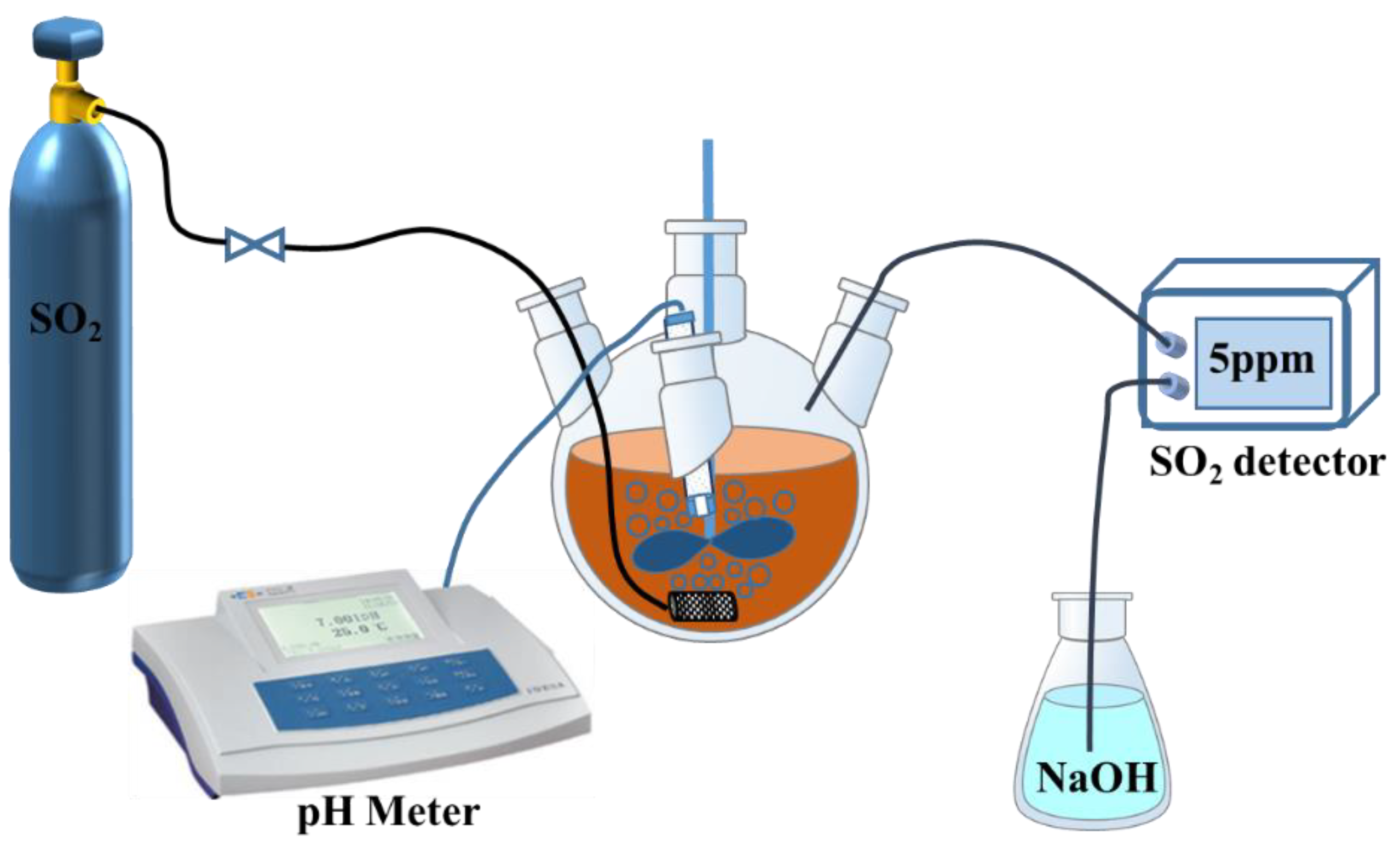
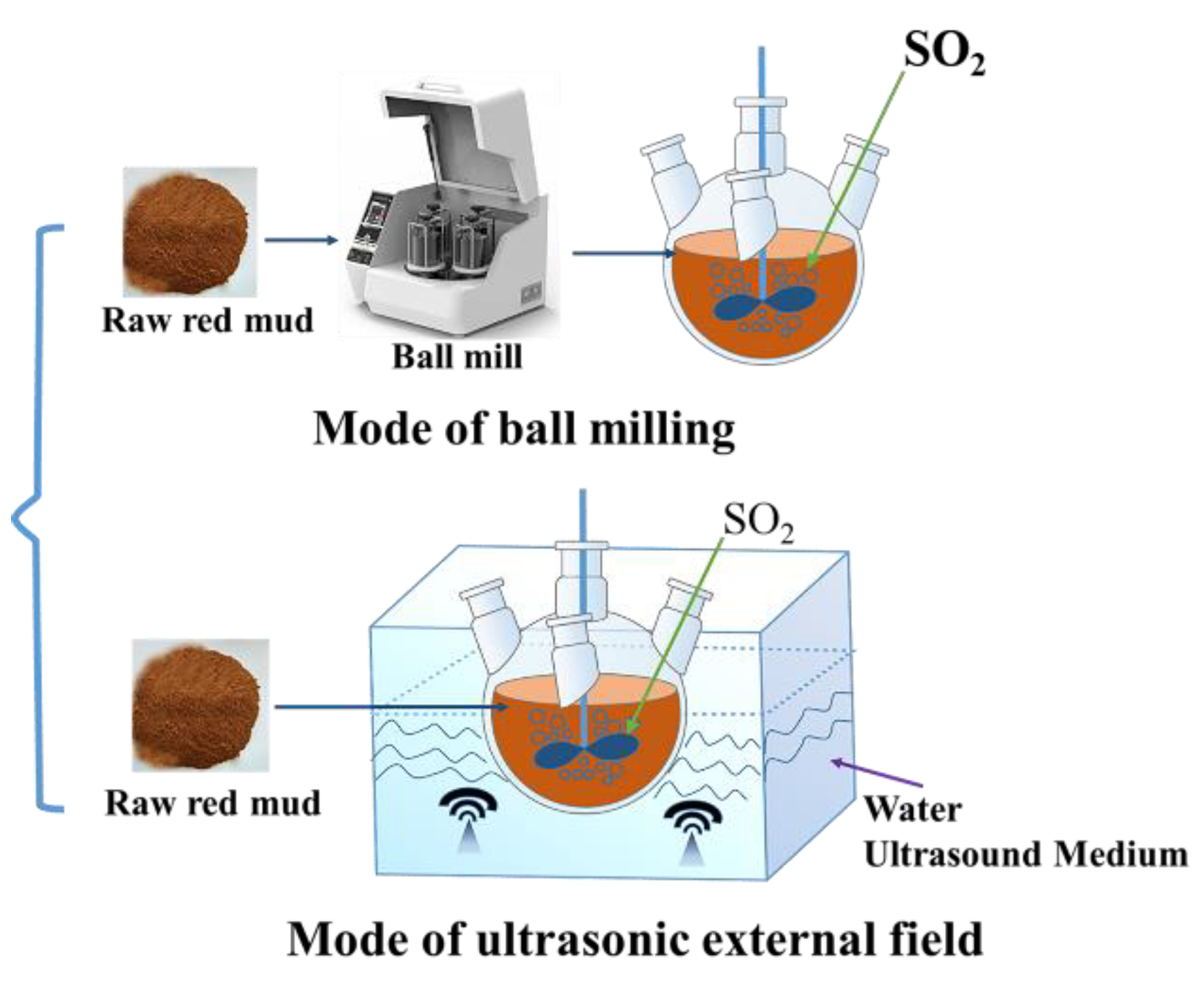
2.1. Experimental Procedures
2.2. Experimental Materials
2.3. Calculation of Desulfurization Rate
3. Results and Discussion
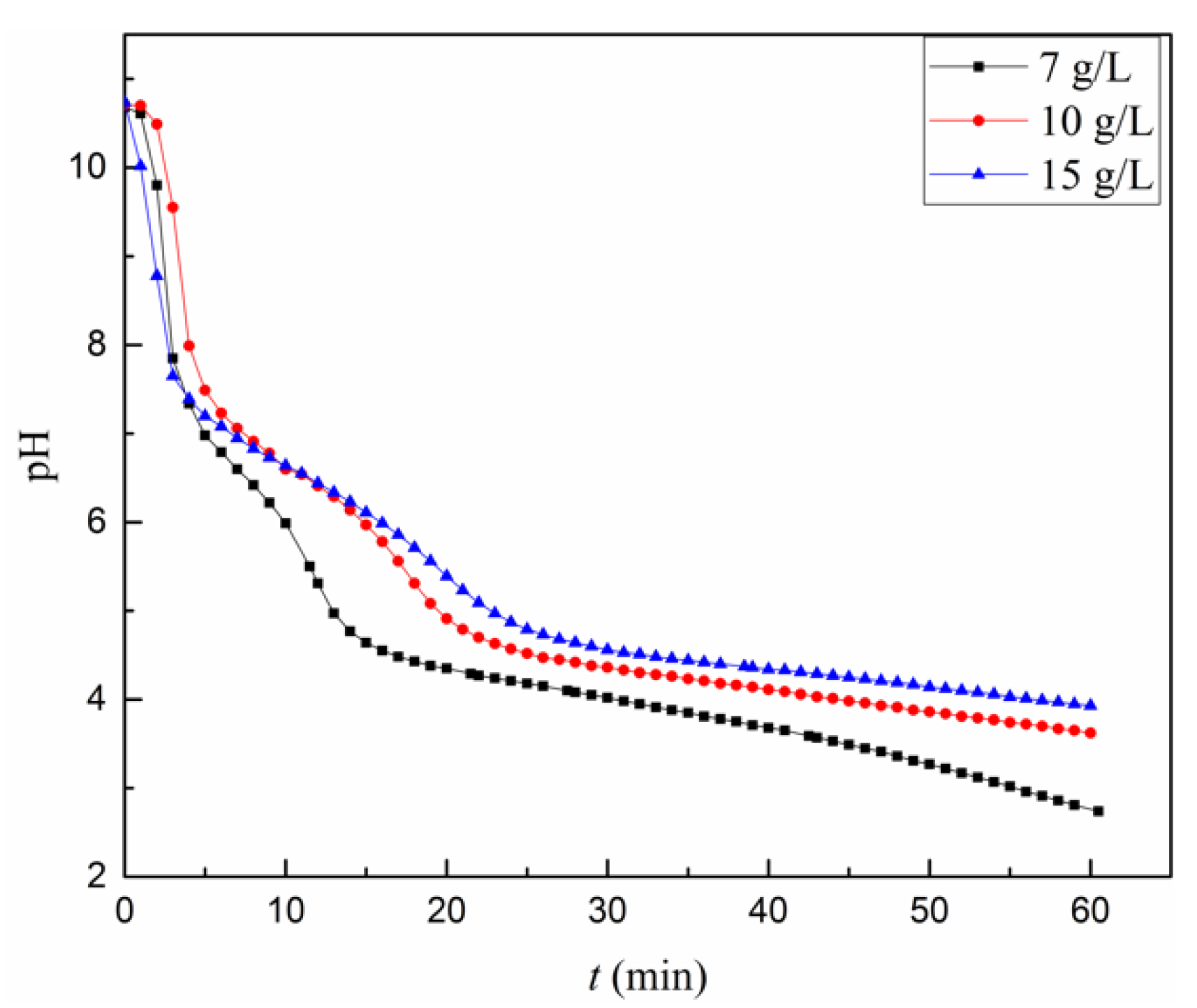
3.1. The Effect of Red Mud Slurry Concentration on Desulfurization
3.2. The Effect of Red Mud Slurry Concentration on Desulfurization
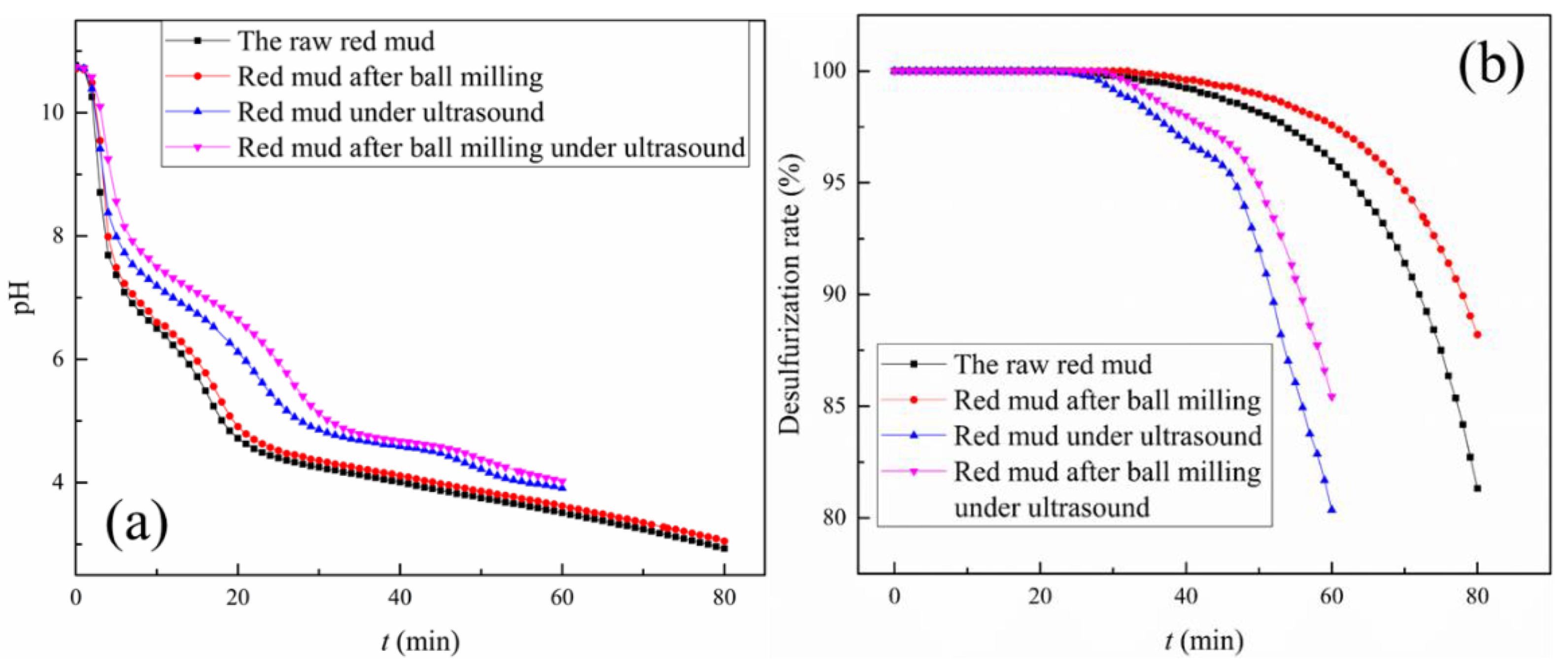
3.2.1. Changes in Slurry pH and Desulfurization Efficiency during Red Mud Desulfurization
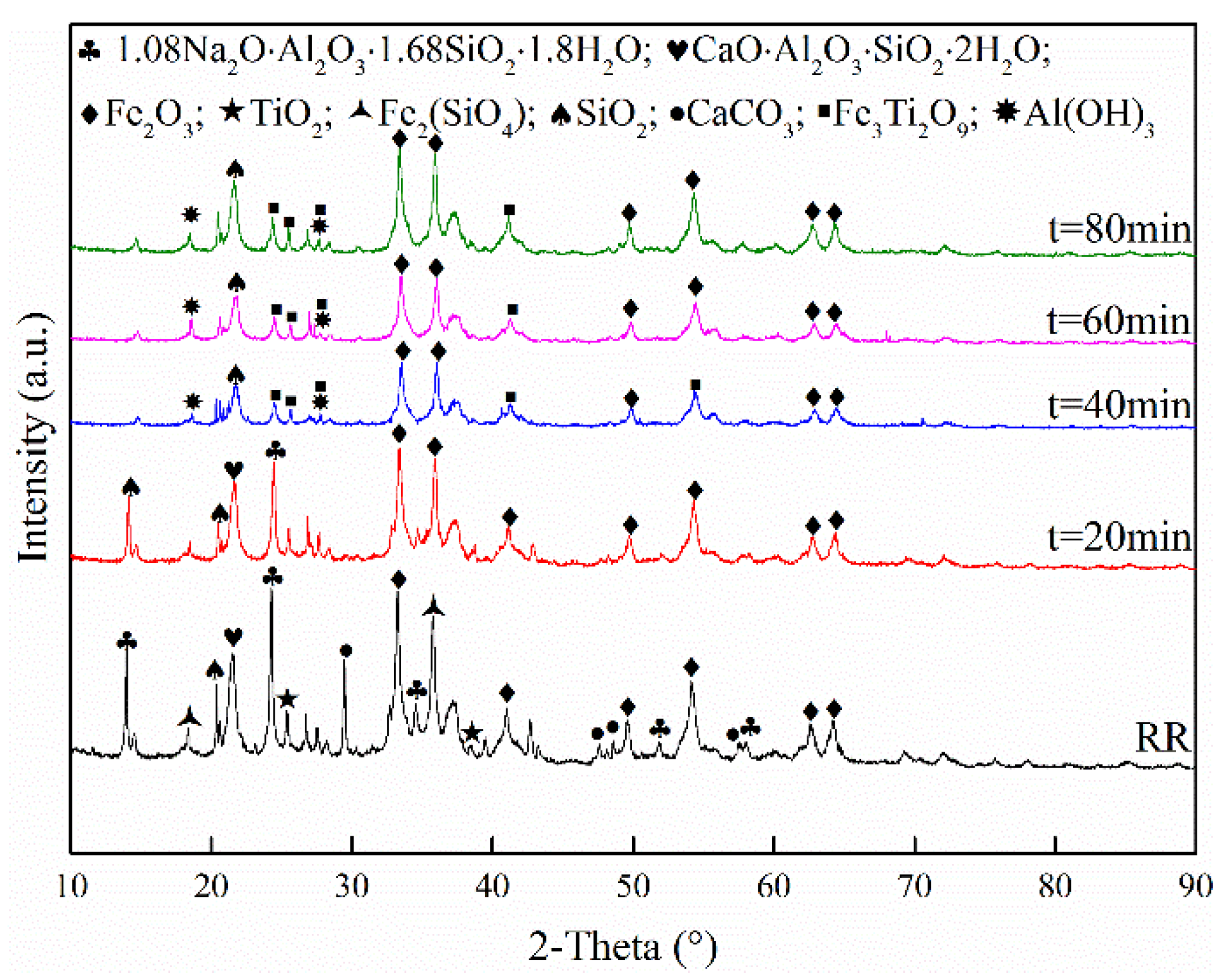
3.2.2. Changes in Red Mud Composition during Red Mud Desulfurization
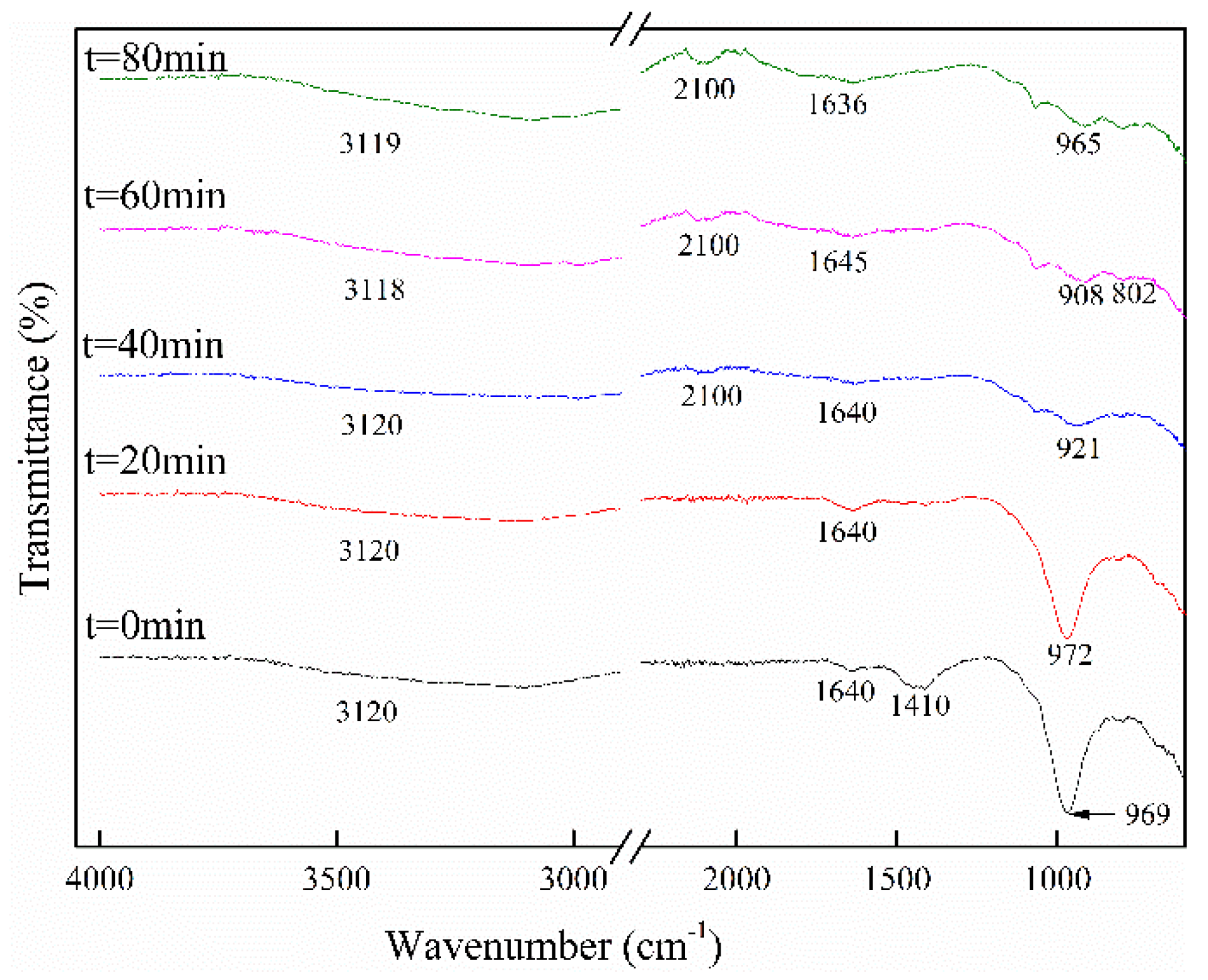
3.2.3. Changes in Red Mud Composition during Red Mud Desulfurization
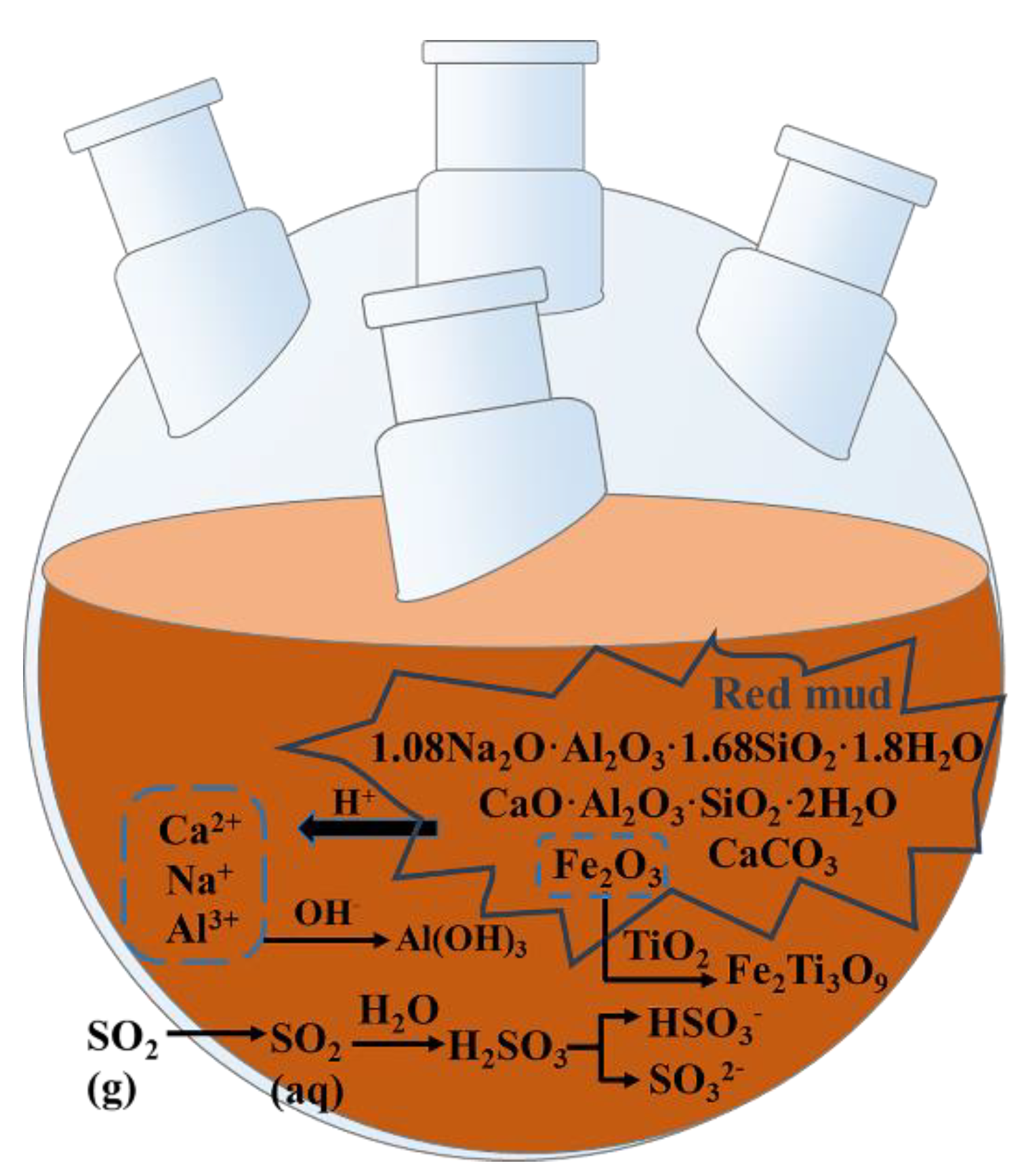
3.3. Mechanism of Red Mud Desulfurization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xue, S.G.; Kong, X.F.; Zhu, F.; Hartley, W.; Li, X.F.; Li, Y.E. Proposal for management and alkalinity transformation of bauxite residue in China. Environ. Sci. Pollut. Res. 2016, 23, 12822–12834. [Google Scholar] [CrossRef] [PubMed]
- Gu, H.; Hargreaves, J.S.J.; Jiang, J.Q.; Rico, J.L. Potential Routes to Obtain Value-Added Iron-Containing Compounds from Red Mud. J. Sustain. Metall. 2017, 3, 561–569. [Google Scholar] [CrossRef]
- Pei, J.N.; Pan, X.L.; Zhang, Y.M.; Yu, H.Y.; Tu, G.F. A novel process to fully utilize red mud based on low-calcium sintering. J. Environ. Chem. Eng. 2021, 9, 106754. [Google Scholar] [CrossRef]
- Power, G.; Grafe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Zhu, X.B.; Li, W.; Guan, X.M. An active dealkalization of red mud with roasting and water leaching. J. Hazard. Mater. 2015, 286, 85–91. [Google Scholar] [CrossRef]
- Sanwani, E.; Jeremy, E.; Chaerun, S.K.; Mufakhir, F.R.; Astuti, W. Use of Mixotrophic Bacteria as Flocculating Agents to Separate Iron from Red Mud (Alumina Refinery Residue). J. Sustain. Metall. 2022, 8, 443–457. [Google Scholar] [CrossRef]
- Guo, T.F.; Yang, H.Q.; Liu, Q.; Gu, H.N.; Wang, N.; Yu, W.B. Adsorptive removal of phosphate from aqueous solutions using different types of red mud. Water Sci. Technol. 2018, 2017, 570–577. [Google Scholar] [CrossRef]
- Nadaroglu, H.; Kalkan, E.; Demir, N. Removal of copper from aqueous solution using red mud. Desalination 2010, 251, 90–95. [Google Scholar] [CrossRef]
- Smičiklas, I.; Smiljanić, S.; Perić-Grujić, A.; Šljivić-Ivanovića, M.; Mitrića, M.; Antonović, D. Effect of acid treatment on red mud properties with implications on Ni(II) sorption and stability. Chem. Eng. J. 2014, 242, 27–35. [Google Scholar] [CrossRef]
- Liu, W.C.; Sun, S.Y.; Zhang, L.; Jahanshahi, S.; Yang, J.K. Experimental and simulative study on phase transformation in Bayer red mud soda-lime roasting system and recovery of Al, Na and Fe. Miner. Eng. 2012, 39, 213–218. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropoulou, M.T.; Hatzilyberis, K.S.; Mendrinos, L.N.; Salmas, C.E. Pilot-Plant Investigation of the Leaching Process for the Recovery of Scandium from Red Mud. Ind. Eng. Chem. Res. 2002, 41, 5794–5801. [Google Scholar] [CrossRef]
- Lockwood, C.L.; Mortimer, R.J.G.; Stewart, D.I.; Mayes, W.M.; Peacock, C.L.; Polya, D.A.; Lythgoe, P.R.; Lehoux, A.P.; Gruiz, K.; Burke, I.T. Mobilisation of arsenic from bauxite residue (red mud) affected soils: Effect of pH and redox conditions. Appl. Geochem. 2014, 51, 268–277. [Google Scholar] [CrossRef]
- Hua, Y.M.; Heal, K.V.; Hanl, W.F. The use of red mud as an immobiliser for metal/metalloid-contaminated soil: A review. J. Hazard. Mater. 2016, 325, 17–30. [Google Scholar] [CrossRef] [PubMed]
- Feigl, V.; Anton, A.; Uzigner, N.; Gruiz, K. Red Mud as a Chemical Stabilizer for Soil Contaminated with Toxic Metals. Water Air Soil Poll. 2012, 223, 1237–1247. [Google Scholar] [CrossRef]
- Gray, C.W.; Dunham, S.J.; Dennis, P.G.; Zhao, F.J.; McGrath, S.P. Field evaluation of in situ remediation of a heavy metal contaminated soil using lime and red-mud. Environ. Pollut. 2006, 142, 530–539. [Google Scholar] [CrossRef] [PubMed]
- Sglavo, V.M.; Maurina, S.; Conci, A.; Salviati, A.; Carturan, G.; Cocco, G. Bauxite ‘red mud’ in the ceramic industry. Part 2: Production of clay-based ceramics. J. Eur. Ceram. Soc. 2000, 20, 245–252. [Google Scholar] [CrossRef]
- Yalcin, N.; Sevinç, V. Utilization of bauxite waste in ceramic glazes. Ceram. Int. 2000, 26, 485–493. [Google Scholar] [CrossRef]
- Akın, A.; Artir, R. Characterization of trace elements and radionuclides and their risk assessment in red mud. Mater. Charact. 2008, 59, 417–421. [Google Scholar] [CrossRef]
- Piskin, S.; Figen, A.K.; Ozkan, E.; Ozcay, ü. Structural Characterization of Seydiehir Red Mud to Utilization in Roof Tile Manufacturing. IFAC Proc. Vol. 2013, 46, 484–487. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Agatzini-Leonardou, S.; Oustadakis, P. Red mud addition in the raw meal for the production of Portland cement clinker. J. Hazard. Mater. 2004, 116, 103–110. [Google Scholar] [CrossRef]
- Li, Y.C.; Min, X.B.; Ke, Y.; Liu, D.G.; Tang, C.J. Preparation of red mud-based geopolymer materials from MSWI fly ash and red mud by mechanical activation. Waste Manag. 2019, 83, 202–208. [Google Scholar] [CrossRef] [PubMed]
- Yadav, V.S.; Prasad, M.; Khan, J.; Amritpale, S.S.; Singh, M.; Raju, C.B. Sequestration of carbon dioxide (CO2) using red mud. J. Hazard. Mater. 2010, 176, 1044–1050. [Google Scholar] [PubMed]
- Xiao, K.K.; Guan, R.N.; Yang, J.K.; Li, H.S.; Yu, Z.C.; Liang, S.; Yu, W.B.; Hu, J.P.; Hou, H.J.; Liu, B.C. Effects of red mud on emission control of NOx precursors during sludge pyrolysis: A protein model compound study. Waste Manag. 2019, 85, 452–463. [Google Scholar] [CrossRef] [PubMed]
- Apeksha, M.; Rajanikanth, B.S. Plasma/adsorbent system for NOx treatment in diesel exhaust: A case study on solid industrial wastes. Int. J. Environ. Sci. Technol. 2018, 16, 2973–2988. [Google Scholar] [CrossRef]
- Sahu, R.C.; Patel, R.; Ray, B.C. Removal of hydrogen sulfide using red mud at ambient conditions. Fuel Proc. Technol. 2011, 92, 1587–1592. [Google Scholar] [CrossRef]
- Nath, H.; Sahoo, A. Red Mud and Its Applicability in Fluoride Abatement. Mater. Today Proc. 2018, 5, 2207–2215. [Google Scholar] [CrossRef]
- Yan, J.; Lu, X.F.; Sun, R.Y.; Zheng, X. An experimental study on the feasibility of in-situ desulfurization performance in a CFB combustor co-burning red mud and coal. Fuel Proc. Technol. 2021, 223, 106985. [Google Scholar] [CrossRef]
- Liu, H.T.; Han, K.H.; Niu, S.L.; Lu, C.M.; Liu, M.Q.; Li, H. Experimental Study and Mechanism Analysis of Modified Limestone by Red Mud for Improving Desulfurization. In Proceedings of the International Symposium on Coal Combustion, Harbin, China, 17–21 July 2011; Springer: Berlin/Heidelberg, Germany, 2011; pp. 465–477. [Google Scholar]
- Niu, J.; Zhang, H.R.; Li, L.B.; Guo, Y.X. Cost-effective activated carbon (AC) production from partial substitution of coal with red mud (RM) as additive for SO2 and NOx abatement at low temperature. Fuel 2021, 293, 120448. [Google Scholar] [CrossRef]
- Wang, X.K.; Zhang, Y.H.; Lv, F.Z.; An, Q.; Lu, R.; Hu, P.; Jiang, S. Removal of alkali in the red mud by SO2 and simulated flue gas under mild conditions. Environ. Prog. Sustain. 2014, 34, 81–87. [Google Scholar] [CrossRef]
- Wei, P. Research of Industrial Flue Gas Desulfurization by Alumina Red Mud. Master’s Thesis, Zhengzhou University, Zhengzhou, China, 2012. [Google Scholar]
- Yang, J.J. Experimental Study of Red Mud for Industrial Flue Gas Desulfurization. Master’s Thesis, Zhengzhou University, Zhengzhou, China, 2012. [Google Scholar]
- Li, B.; Wu, H.; Liu, X.L.; Zhu, T.Y.; Liu, F.G.; Zhao, X.T. Simultaneous removal of SO2 and no using a novel method with red mud as absorbent combined with O3 oxidation. J. Hazard. Mater. 2020, 392, 12270. [Google Scholar]
- Tao, L.; Wu, H.; Wang, J.; Li, B.; Wang, X.Q.; Ning, P. Removal of SO2 from flue gas using bayer red mud: Influence factors and mechanism. J. Cent. South Univ. 2019, 26, 467–478. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Lei, X.L.; Liu, S.; Zhu, H.X.; Ding, E.; Ning, P. Novel method for high-performance simultaneous removal of NOx and SO2 by coupling yellow phosphorus emulsion with red mud. Chem. Eng. J. 2022, 428, 131991. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Qian, W.M.; Zhou, P.X.; Liu, Y.; Lei, X.L.; Li, B.; Ning, P. Research on red mud-limestone modified desulfurization mechanism and engineering application. Sep. Purif. Technol. 2021, 272, 118867. [Google Scholar] [CrossRef]
- Sing, K.S.W. Reporting physisorption data for gas/solid systems with special reference to the determination of surface area and porosity (Recommendations 1984). Pure Appl. Chem. 1990, 57, 603–619. [Google Scholar] [CrossRef]
- Nie, Q.K.; Hu, W.; Huang, B.S.; Shu, X.; He, Q. Synergistic utilization of red mud for flue-gas desulfurization and fly ash-based geopolymer preparation. J. Hazard. Mater. 2019, 369, 503–511. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N. Microwave acid baking of red mud for extraction of titanium and scandium values. Hydrometallurgy 2021, 204, 105704. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhang, T.A.; Lyu, G.Z.; Guo, F.F.; Zhang, W.G.; Zhang, Y.H. Recovery of alkali and alumina from bauxite residue (red mud) and complete reuse of the treated residue. J. Clean. Prod. 2018, 188, 456–465. [Google Scholar] [CrossRef]
- Lipinska-Kalita, K.E. Infrared spectroscopic investigation of structure and crystallization of aluminosilicate glasses. J. Non-Cryst. Solids 1990, 119, 310–317. [Google Scholar] [CrossRef]
- He, L.N. Plasma-enhanced chemical vapor deposition amorphous SiOx:H (0 ≤ x ≤ 2.0) films by infrared absorption spectroscopy. Chin. J. Semicond. 2001, 22, 587–593. [Google Scholar]
- Lodeiro, G.; Fernández-Jiménez, A.; Blanco, M.T.; Palomo, A. FTIR study of the sol–gel synthesis of cementitious gels: C–S–H and N–A–S–H. J. Solgel. Sci. Technol. 2008, 45, 63–72. [Google Scholar] [CrossRef]
- Shi, Z.G.; Shi, C.J.; Wan, S.; Li, N.; Zhang, Z.H. Effect of alkali dosage and silicate modulus on carbonation of alkali-activated slag mortars. Cem. Concr. Res. 2018, 113, 55–64. [Google Scholar] [CrossRef]
- Miecznik, J.B.; Haberko, J.P.; Haberko, K.; Sitarz, W.; Mozgawa, M. The effect of NaOH and KOH treatment on the behavior of CO32− and OH− groups in natural origin hydroxyapatite. Ceram. Int. 2017, 43, 12540–12545. [Google Scholar] [CrossRef]
- Yu, P.; Kirkpatrick, R.J.; Poe, B.; McMillan, P.F.; Cong, X.D. Structure of Calcium Silicate Hydrate (C-S-H): Near-, Mid-, and Far-Infrared Spectroscopy. J. Am. Ceram. Soc. 1999, 82, 742–748. [Google Scholar] [CrossRef]
- Maley, N.; Szafranek, I.; Mandrell, L.; Katiyar, M.; Abelson, J.R.; Thornton, J.A. Infrared relfectance spectroscopy of very thin films of a-SiH. J. Non-Cryst. Solids 1989, 114, 163–165. [Google Scholar] [CrossRef]
- Chen, Y.F. Association of 2100 cm−1 infrared spectra with microstructure in hydrogenated amorphous silicon. Solid State Commun. 1989, 71, 1127–1130. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Al2O3 | SiO2 | Fe2O3 | TiO2 | Na2O | CaO | SO3 |
|---|---|---|---|---|---|---|---|
| Raw red mud | 17.78 | 11.88 | 39.82 | 6.93 | 5.94 | 2.38 | 0.48 |
| Desulfurization Method | Desulfurization Time (min) | The Amount of Red Mud Slurry (kg/m3) |
|---|---|---|
| Raw red mud | 72 | 24.3 |
| Red mud after ball milling | 77 | 22.7 |
| Red mud under ultrasound | 52 | 33.7 |
| Red mud after ball milling under ultrasound | 55 | 31.8 |
| Samples | Al2O3 | SiO2 | Fe2O3 | TiO2 | Na2O | CaO | SO3 |
|---|---|---|---|---|---|---|---|
| RR t = 20 min | 19.24 | 12.23 | 42.13 | 7.39 | 5.02 | 0.69 | 0.82 |
| RR t = 40 min | 18.89 | 6.41 | 47.94 | 8.58 | 1.07 | 0.11 | 2.32 |
| RR t = 60 min | 16.63 | 4.91 | 52.73 | 9.53 | 0.8 | 0.07 | 1.55 |
| RR t = 80 min | 14.44 | 3.75 | 55.25 | 10.31 | 0.45 | - | 1.01 |
| BR t = 20 min | 19.33 | 12.72 | 42.08 | 7.63 | 4.02 | 0.36 | 0.9 |
| BR t = 40 min | 18.03 | 4.6 | 49.98 | 9.25 | 0.42 | - | 2.24 |
| BR t = 60 min | 14.95 | 3.66 | 54.77 | 10.45 | 0.4 | - | 1.49 |
| BR t = 80 min | 13.56 | 3.31 | 56.42 | 10.94 | 0.39 | - | 0.97 |
| RU t = 20 min | 19.76 | 12.29 | 41.5 | 7.34 | 4.29 | 0.57 | 0.86 |
| RU t = 40 min | 21.12 | 7.26 | 43.89 | 7.66 | 1.16 | - | 3.2 |
| RU t = 60 min | 16.95 | 4.41 | 52.25 | 9.43 | 0.41 | - | 1.54 |
| BU t = 20 min | 19.56 | 12.71 | 40.94 | 7.32 | 4.27 | 0.75 | 0.91 |
| BU t = 40 min | 20.76 | 8.11 | 43.6 | 7.78 | 1.19 | - | 2.58 |
| BU t = 60 min | 17.42 | 5.19 | 47.27 | 8.71 | 0.41 | - | 3.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Liu, Y.; Zhang, T. Comparison of the Effects of Ultrasonic and Ball Milling on Red Mud Desulfurization. Metals 2022, 12, 1887. https://doi.org/10.3390/met12111887
Li X, Liu Y, Zhang T. Comparison of the Effects of Ultrasonic and Ball Milling on Red Mud Desulfurization. Metals. 2022; 12(11):1887. https://doi.org/10.3390/met12111887
Chicago/Turabian StyleLi, Xueke, Yan Liu, and Tingan Zhang. 2022. "Comparison of the Effects of Ultrasonic and Ball Milling on Red Mud Desulfurization" Metals 12, no. 11: 1887. https://doi.org/10.3390/met12111887
APA StyleLi, X., Liu, Y., & Zhang, T. (2022). Comparison of the Effects of Ultrasonic and Ball Milling on Red Mud Desulfurization. Metals, 12(11), 1887. https://doi.org/10.3390/met12111887