

Effect of Solution Heat Treatment on the Porosity Growth of Nickel-Based P/M Superalloys


Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results and Discussion
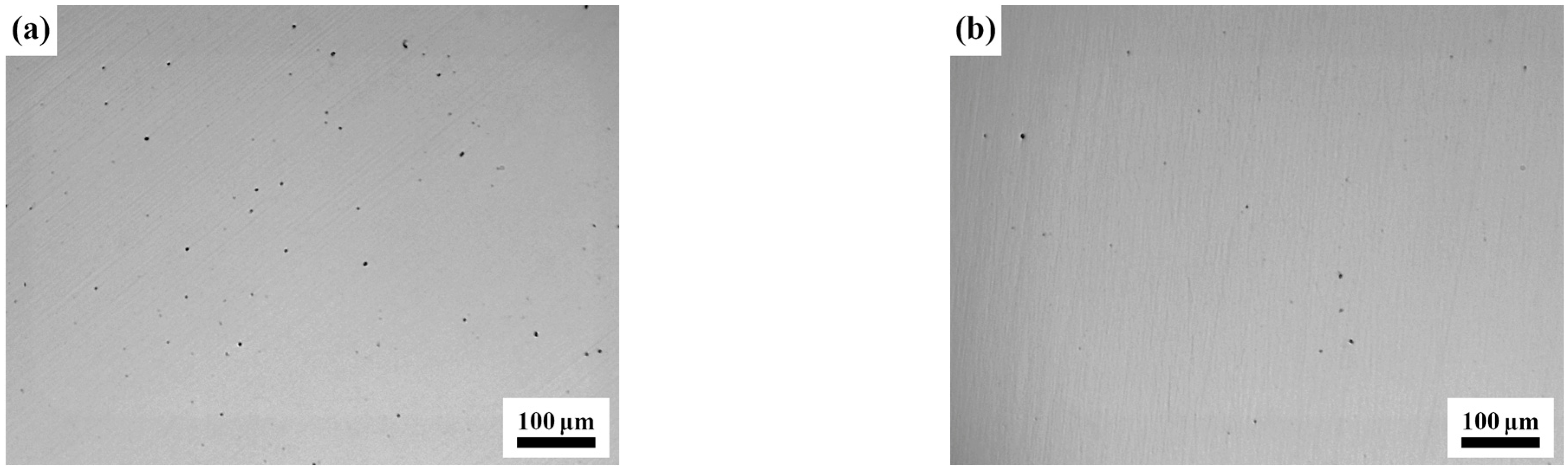
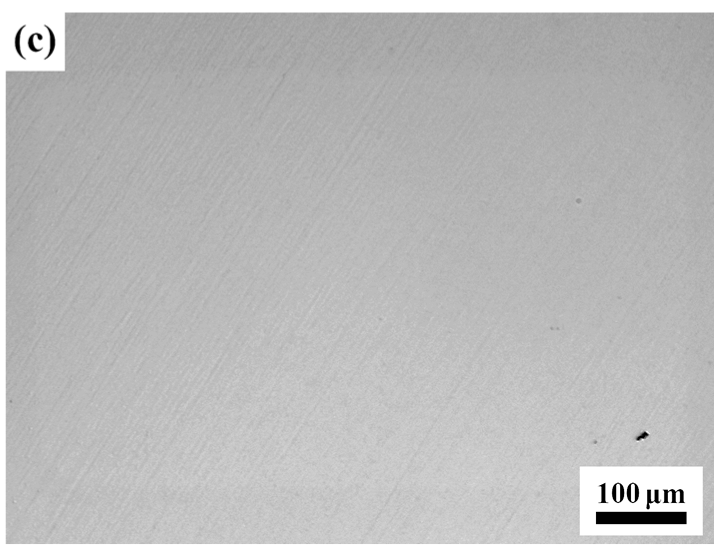
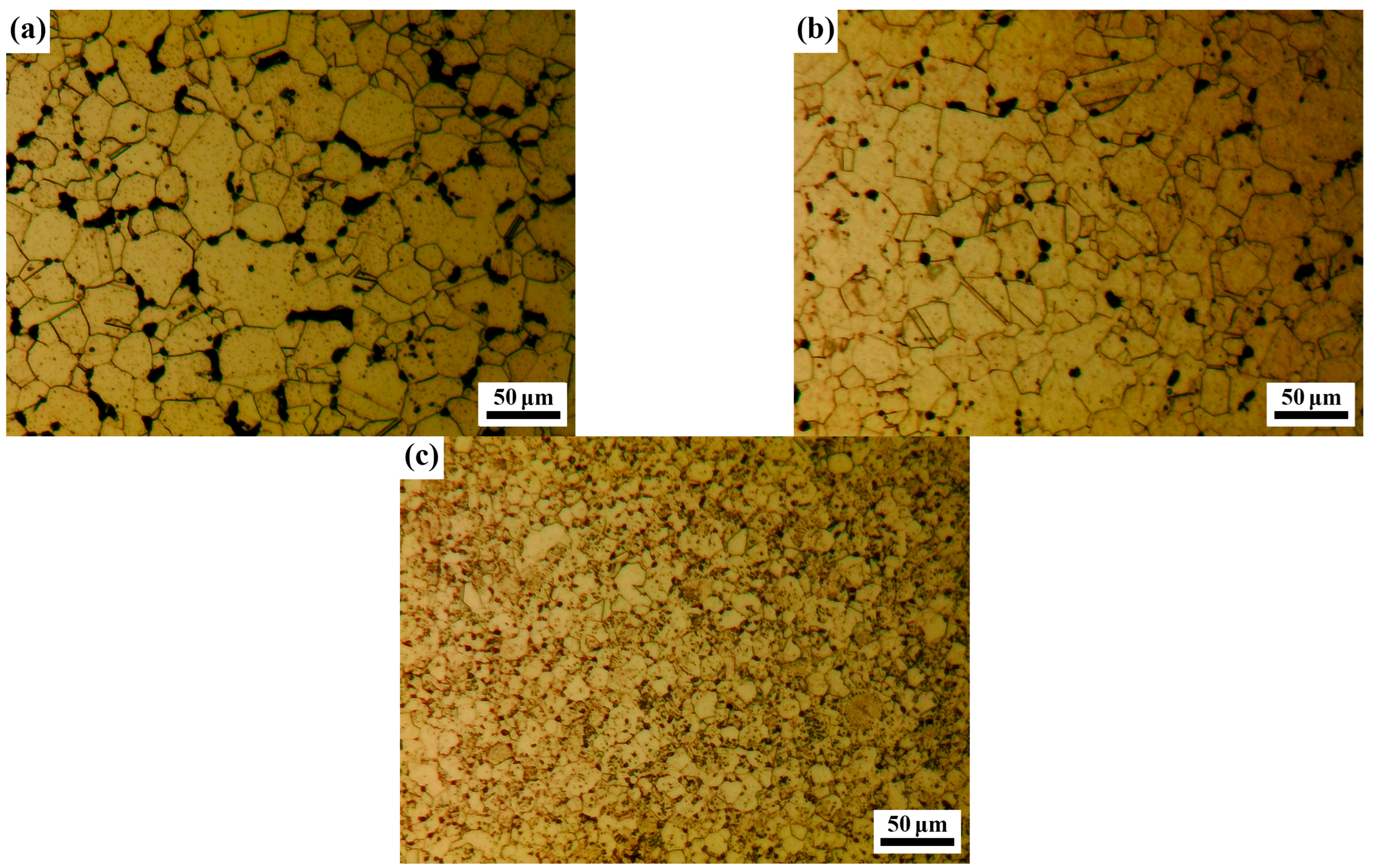
3.1. TIP of the as-HIPed FGH97 Superalloys
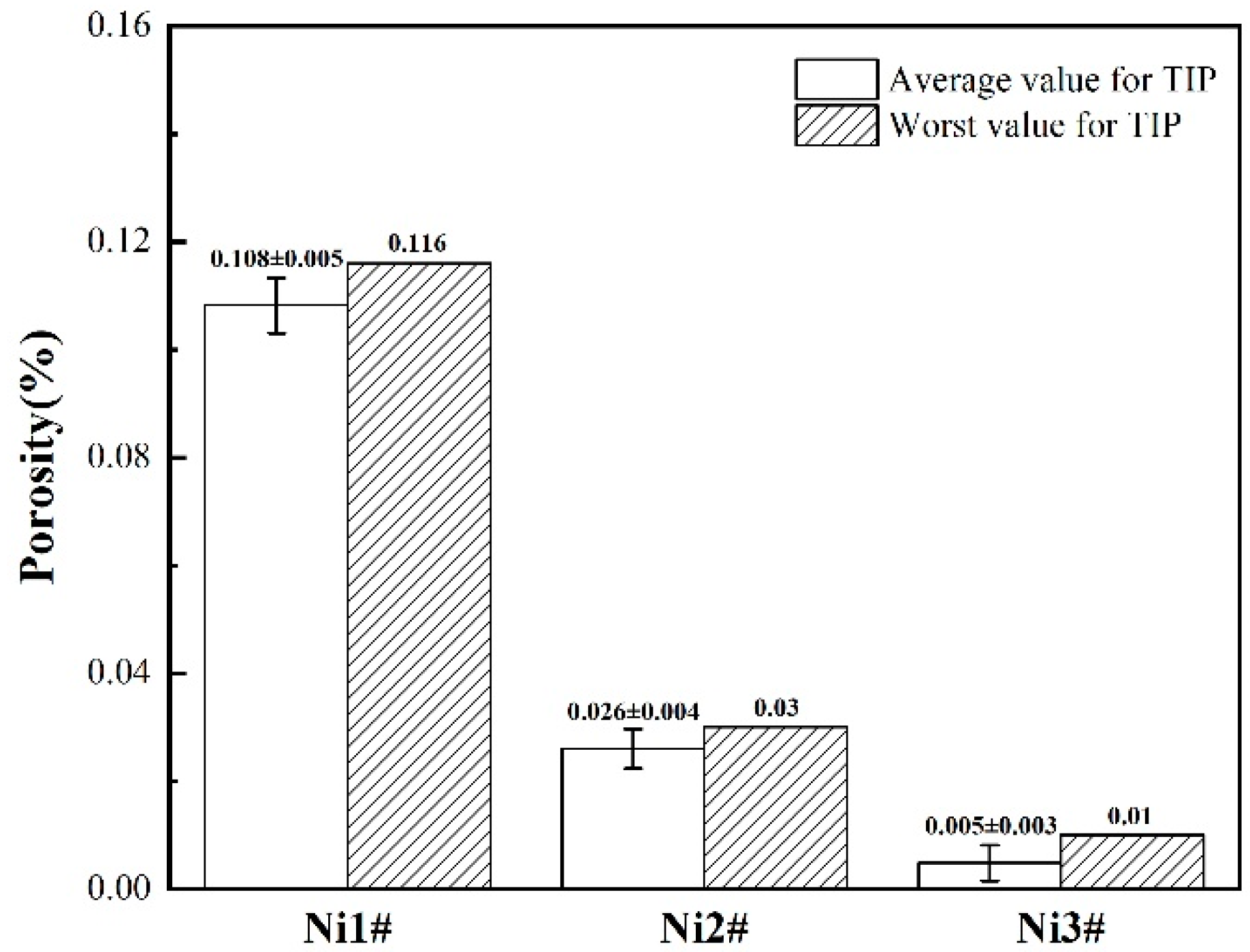
3.2. TIP Evolution during Solution Heat Treatment
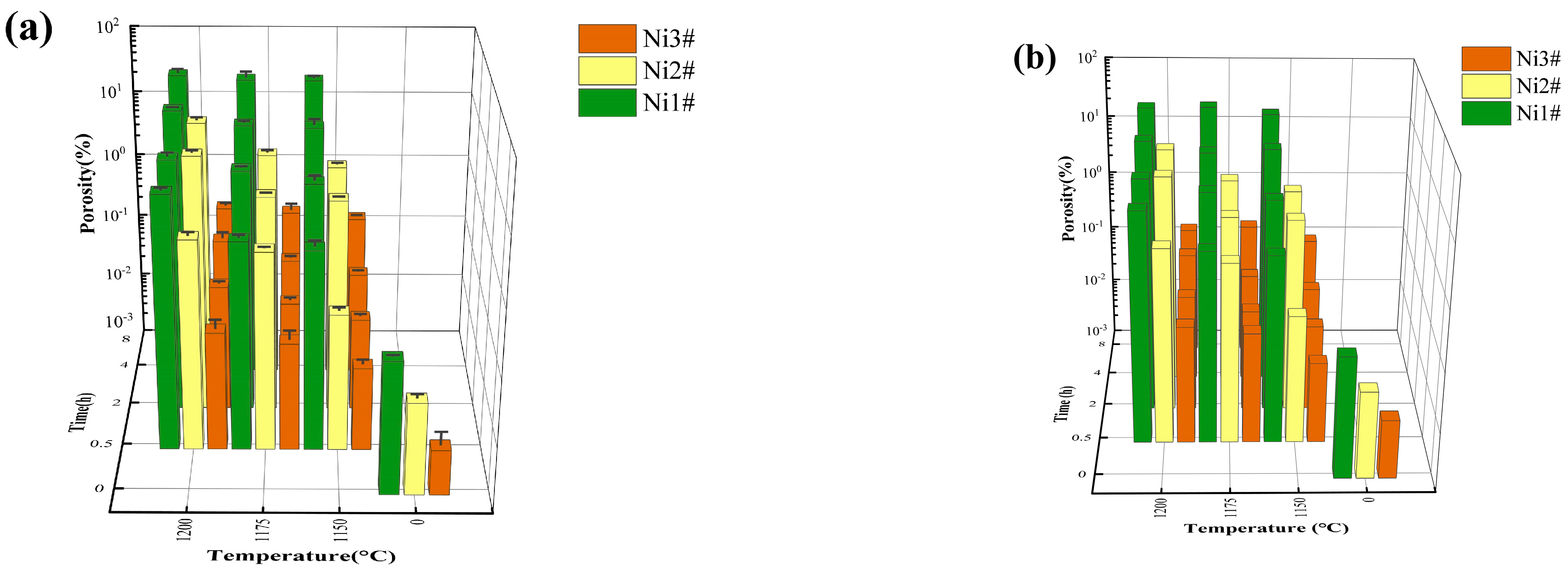
3.3. Description of TIP by Statistical Analysis
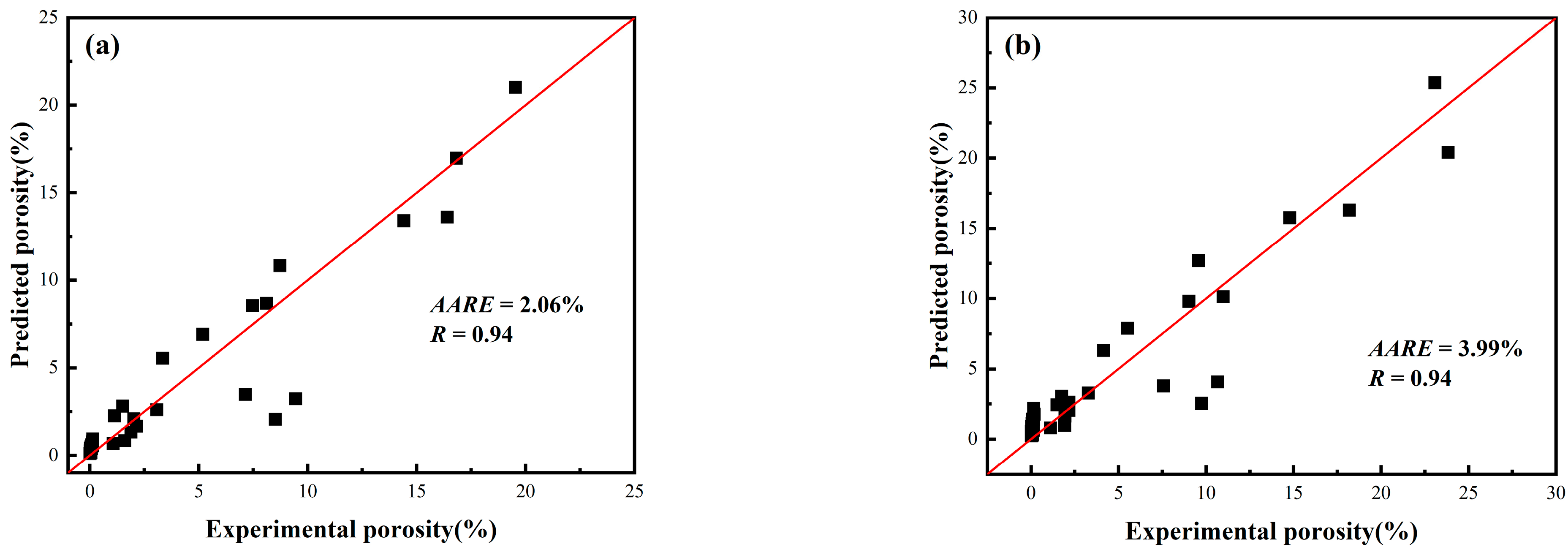
3.4. Porosity Growth Model
4. Conclusions
- The TIPs were distributed nonuniformly within the metallic matrix of the FGH97 superalloy, regardless of whether it was before or after solution heat treatment.
- The initial volume fraction of porosity, holding temperature, and time are the primary factors that influence the porosity growth behavior, which has a positive correlation with the primary factors.
- The TIP growth models were accurate in predicting the average/worst TIP values of the P/M FGH97 superalloys when the holding temperature ranged from 1150 to 1200 °C and holding time ranged from 0.5 to 8 h. The correlation coefficient value and the average absolute relative error value were 0.94 and 2.06% between the experimental and predictive average porosity values and 0.94 and 3.99% between the experimental and predictive worst porosity values.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stoloff, N.S. Metals Handbook; ASM International: Novelty, OH, USA, 1990; Volume 1. [Google Scholar]
- Guo, M.W.; Liu, C.R.; Zheng, X.P.; Liu, C.; Liu, S.L. Research status of powder metallurgy superalloy. Hot Work. Technol. 2017, 46, 11–13. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys a Technical Guide; ASM International: Novelty, OH, USA, 2002. [Google Scholar]
- Zou, J.W.; Wang, W.X. Development and application of P/M superalloy. J. Aeron. Mater. 2006, 26, 244–250. [Google Scholar]
- Lei, J.F.; Zheng, Y.; Yu, J.; Lu, X.P.; Du, N. P/M Nickel-based superalloy. Aerosp. Mater. Technol. 2011, 41, 18–22. [Google Scholar]
- Zhang, G.Q.; Zhang, Y.W.; Zheng, L.; Peng, Z.C. Research progress in powder metallurgy superalloys and manufacturing technologies for aero-engine application. Acta Metall. Sin. 2019, 55, 1133–1144. [Google Scholar]
- Zhang, Y.W.; Liu, J.T. Development in powder metallurgy superalloy. Mater. China. 2013, 32, 1–11. [Google Scholar]
- Shi, C.X.; Zhong, Z.Y. Development and innovation of superalloy in china. Acta Metall. Sin. 2010, 46, 1281–1288. [Google Scholar] [CrossRef]
- Liu, X.L.; Tao, C.H.; Feng, Y.L.; Liang, J.; Wang, Y.B. P/M Nickel-Based Superalloy Damage Behavior and Prediction; Aviation Industry Press: Beijing, China, 2018. [Google Scholar]
- Yang, L.B.; Ren, X.N.; Ge, C.C.; Yan, Q.Z. Status and development of powder metallurgy nickel-based disk superalloys. Int. J. Mater. Res. 2019, 110, 901–910. [Google Scholar] [CrossRef]
- Zhang, Y.W. Investigation of porosity in superalloy powder. J. Iron Steel Res. 2002, 14, 73–76. [Google Scholar]
- Hu, L.X.; Feng, X.Y. The research and development of powder metallurgy superalloy. Powd. Metal. Ind. 2018, 28, 1–7. [Google Scholar]
- Zhang, G.X.; Han, S.B.; Sun, Z.K. Effects of thermal induced porosity on mechanical properties of PM superalloy. Powd. Metal. Ind. 2015, 25, 42–45. [Google Scholar]
- Zhang, H.; Xiong, J.Y.; Wang, C.; Ma, D.X. Effects of thermal induced porosity on the properties of FGH97 powder metallurgy superalloys. Fail. Anal. Prev. 2019, 14, 90–95. [Google Scholar]
- Miner, R.V.; Dreshfield, R.L. Effects of fine porosity on the fatigue behavior of a powder metallurgy superalloy. Metall. Trans. A. 1981, 12, 261–267. [Google Scholar] [CrossRef]
- Wang, P.X.; Zou, Z.Y. The study of thermal induced porosity (TIP) on FGH95 and Rene′ 95 P/M superalloy. J. Beijing Univ. Iron Steel Technol. 1987, S1, 118–123. [Google Scholar]
- Stefanescu, D.M. Computer Simulation of Shrinkage Related Defects in Metal Casting—A Review. Int. J. Cast Metals Res. 2005, 18, 129–143. [Google Scholar] [CrossRef]
- Lee, P.D.; Chirazi, A.; See, D. Modeling Microporosity in Aluminum—Silicon Alloys: A review. J. Light Met. 2001, 1, 15–30. [Google Scholar] [CrossRef]
- Lee, P.D.; Hunt, J.D. Hydrogen porosity in directionally solidified aluminum-copper alloys: A mathematical model. Acta Mater. 2001, 49, 1383–1398. [Google Scholar] [CrossRef]
- Carlson, K.D.; Lin, Z.P.; Beckermann, C. Modeling the effect of finite-rate hydrogen diffusion on porosity formation in aluminum alloys. Metall. Mater. Trans. B 2007, 38B, 541–555. [Google Scholar] [CrossRef]
- Monastyrskiy, V.P. Modeling of Porosity Formation in Ni-based Superalloys. In Proceedings of the 8th Pacific Rim International Conference on Modeling of Casting and Solidification Process (MCSP8-2010), Incheon, Republic of Korea, 12–15 April 2010. [Google Scholar]
- Bokstein, B.S.; Epishin, A.I.; Link, T.; Esin, V.A.; Rodin, A.O.; Svetlov, I.L. Model for the porosity growth in single-crystal nickel-based superalloys during homogenization. Scripta Mater. 2007, 57, 801–804. [Google Scholar] [CrossRef]
- Torroba, A.J.; Koeser, O.; Calba, L.; Maestro, L.; Carreño-Morelli, E.; Rahimian, M.; Milenkovic, S.; Sabirov, I.; LLorca, J. Investment casting of nozzle guide vanes from nickel-based superalloys: Part 1—Thermal calibration and porosity prediction. Integr. Mater. Manuf. Innov. 2014, 3, 344–368. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.L.; Zhu, X.M.; Tan, J.J.; Xiong, J.Y. Microstructure and properties of argon atomization FGH97 P/M superalloy. Rare Metal. Mat. Eng. 2019, 48, 4095–4100. [Google Scholar]
- GB/T 15749-2008[S]; Measuring Method in Quantitative Metallography. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Standardization Administration of the People’s Republic of China: Beijing China, 2008.
- Prasad, M.R.G.; Gao, S.W.; Vajragupta, N.; Hartmaier, A. Influence of Trapped Gas on Pore Healing under Hot Isostatic Pressing in Nickel-Base Superalloys. Crystals 2020, 10, 1147. [Google Scholar] [CrossRef]
- Tan, J.J.; Guo, J.Z.; Long, A.P.; Li, Q.T.; Xiao, L. Effects of Different Atomization Method on Powder Property, Microstructure and Low Cycle Fatigue Property of FGH97 Alloy. IOP Conf. Ser. Mater Sci Eng. 2020, 774, 012067. [Google Scholar] [CrossRef]
- Williams, S.T.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity regrowth during heat treatment of hot isostatically pressed additively manufactured titanium components. Scripta Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Shangguan, Y.H. Research and development in P/M superalloy. Powd. Metal. Ind. 2004, 14, 30–43. [Google Scholar]
- Strumza, E.; Hayun, S.; Barzilai, S.; Finkelstein, Y.; David, R.B.; Yeheskel, O. In situ detection of thermally induced porosity in additively manufactured and sintered objects. J. Mater. Sci. 2019, 54, 8665–8674. [Google Scholar] [CrossRef]
- Prybylowski, J.; Pelloux, R.M.; Price, P. Effects of argon contamination in PM hot isostatically pressed nickel base superalloy. Powder Metall. 1984, 27, 107–111. [Google Scholar] [CrossRef]
- Murray, N.G.D.; Dunand, D.C. Effect of thermal history on the superplastic expansion of argon-filled pores in titanium: Part I kinetics and microstructure. Acta Mater. 2004, 52, 2269–2278. [Google Scholar] [CrossRef]
- Menasche, D.B.; Shade, P.A.; Lind, J.; Li, S.F.; Bernier, J.V.; Kenesei, P.; Schuren, J.C.; Suter, R.M. Correlation of thermally induced pores with microstructural features using high energy X-rays. Metall. Mater Trans. A 2016, 47A, 5580–5588. [Google Scholar] [CrossRef]
- Liu, M.D.; Zhang, Y.; Huang, H.B.; Li, K.M.; Han, S.B.; Zhao, J.J.; Zhang, Y.W. Analysis of heat treatment cracking of one Ni-based powder metallurgy superalloy disk. Powd. Metal. Ind. 2017, 27, 48–52. [Google Scholar]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and grain growth in hot rolling. Met. Sci. 1978, 13, 187–194. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys Fundamentals and Applications; Cambridge University Press: New York, NY, USA, 2006. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Co | Cr | Al | Ti | W | Mo | Hf | Nb | Ni |
|---|---|---|---|---|---|---|---|---|---|
| wt. % | 16.11 | 8.92 | 5.19 | 1.85 | 5.57 | 3.81 | 0.19 | 2.49 | Bal. |
| as-HIPed | Average Value (%) | Worst Value (%) | Size (μm) | Shape Factor | Solution Heat Treated (1200 °C) | Size (μm) | Shape Factor |
|---|---|---|---|---|---|---|---|
| Ni1# | 0.108 ± 0.005 | 0.116 | 4.0 | 0.94 | Ni1#—8 h | 17.2 | 0.74 |
| Ni2# | 0.026 ± 0.004 | 0.03 | 3.5 | 0.90 | Ni2#—4 h | 7.0 | 0.78 |
| Ni3# | 0.005 ± 0.003 | 0.01 | 3.4 | 0.91 | Ni3#—8 h | 6.8 | 0.88 |
| Parameter | Average Value | Worst Value |
|---|---|---|
| 8.09 × 1010 | 2.88 × 1010 | |
| 2.33 × 105 | 2.24 × 105 | |
| 1.54 | 1.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bu, H.; Chen, L.; Duan, Y. Effect of Solution Heat Treatment on the Porosity Growth of Nickel-Based P/M Superalloys. Metals 2022, 12, 1973. https://doi.org/10.3390/met12111973
Bu H, Chen L, Duan Y. Effect of Solution Heat Treatment on the Porosity Growth of Nickel-Based P/M Superalloys. Metals. 2022; 12(11):1973. https://doi.org/10.3390/met12111973
Chicago/Turabian StyleBu, Hengyong, Lu Chen, and Yonghua Duan. 2022. "Effect of Solution Heat Treatment on the Porosity Growth of Nickel-Based P/M Superalloys" Metals 12, no. 11: 1973. https://doi.org/10.3390/met12111973
APA StyleBu, H., Chen, L., & Duan, Y. (2022). Effect of Solution Heat Treatment on the Porosity Growth of Nickel-Based P/M Superalloys. Metals, 12(11), 1973. https://doi.org/10.3390/met12111973