

The Effectiveness of Cooled-Finger and Vacuum Distillation Processes in View of the Removal of Fe, Si and Zn from Aluminium


Abstract
1. Introduction
1.1. Fractional Crystallization
Main Influencing Parameters on Fractional Crystallization
1.2. Vacuum Distillation
1.2.1. Influencing Factors on Vacuum Distillation
1.2.2. Separation Coefficient
2. Materials and Methods
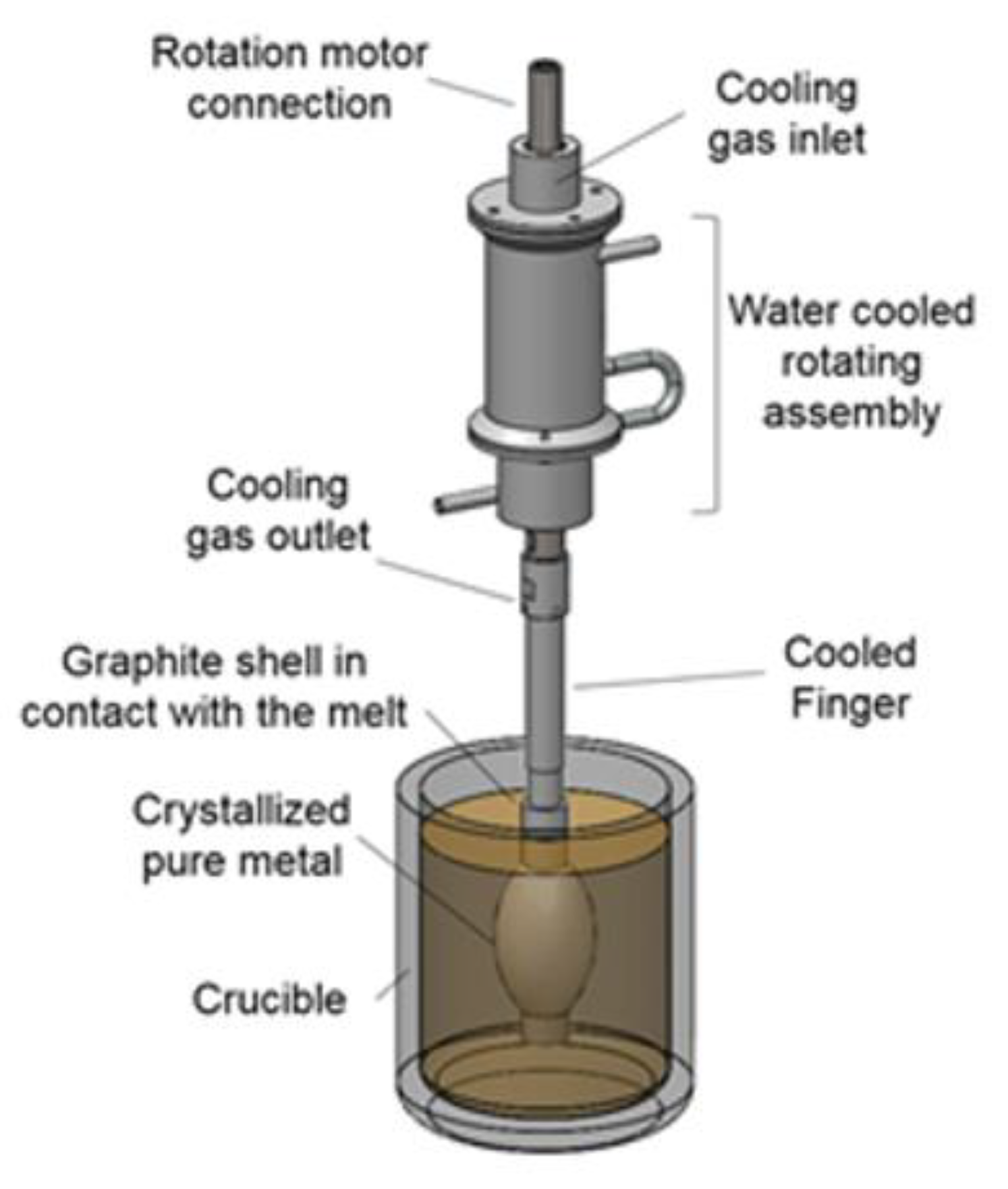
2.1. Cooled-Finger Fractional Crystallization
2.1.1. Initial Material
2.1.2. Experimental Methodology
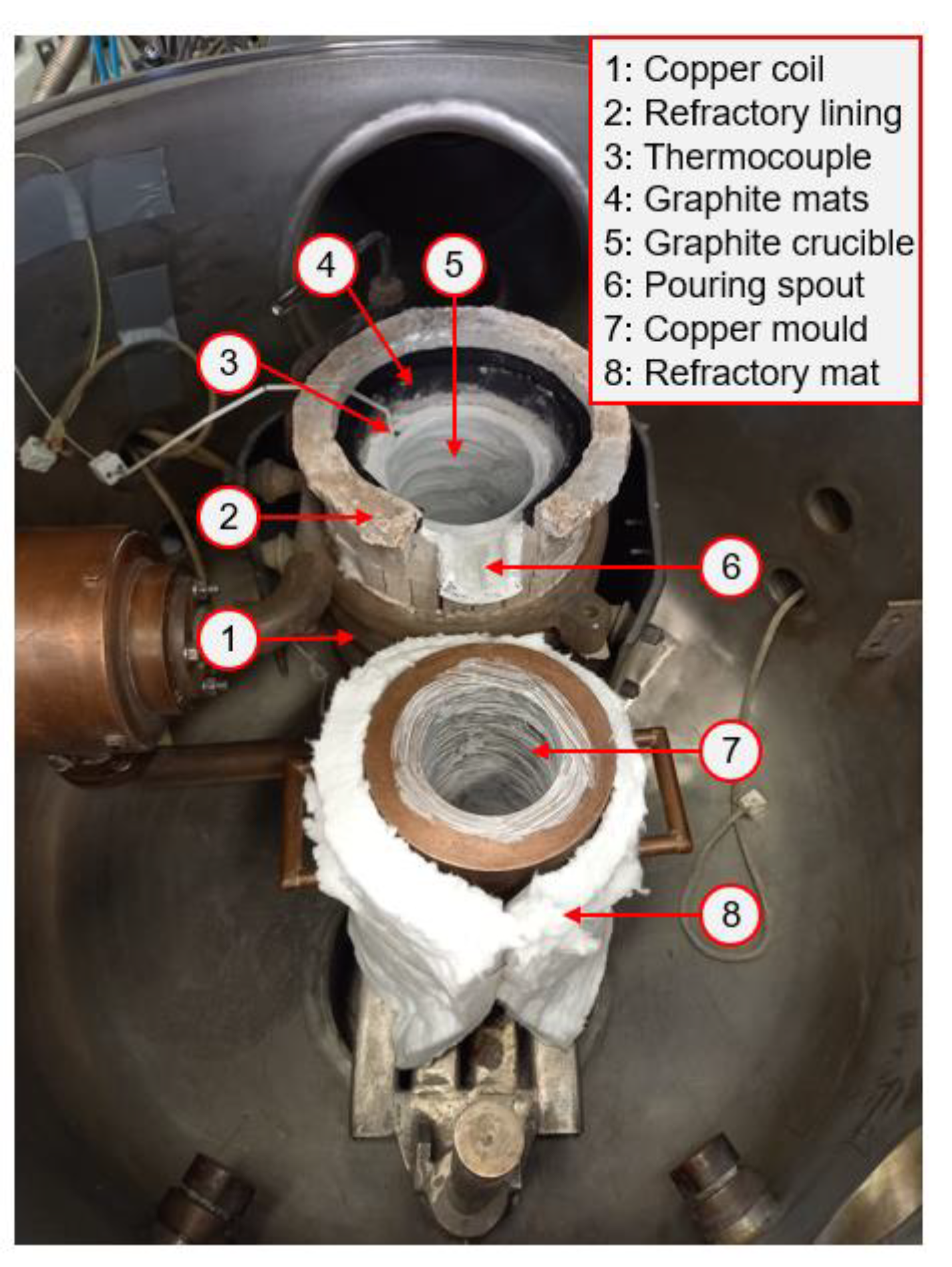
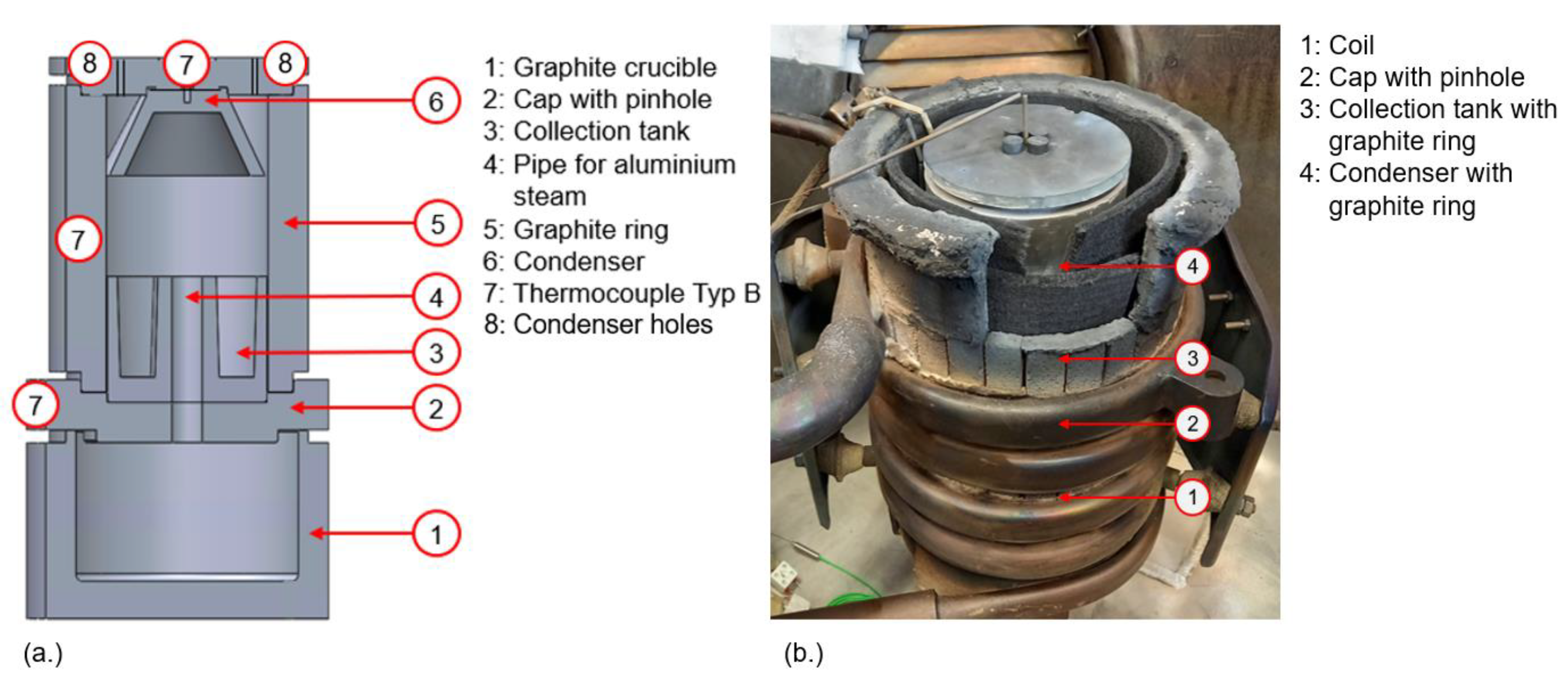
2.2. Vacuum Distillation
2.2.1. Initial Material
2.2.2. Experimental Methodology
3. Results and Discussion
3.1. Fractional Crystallization
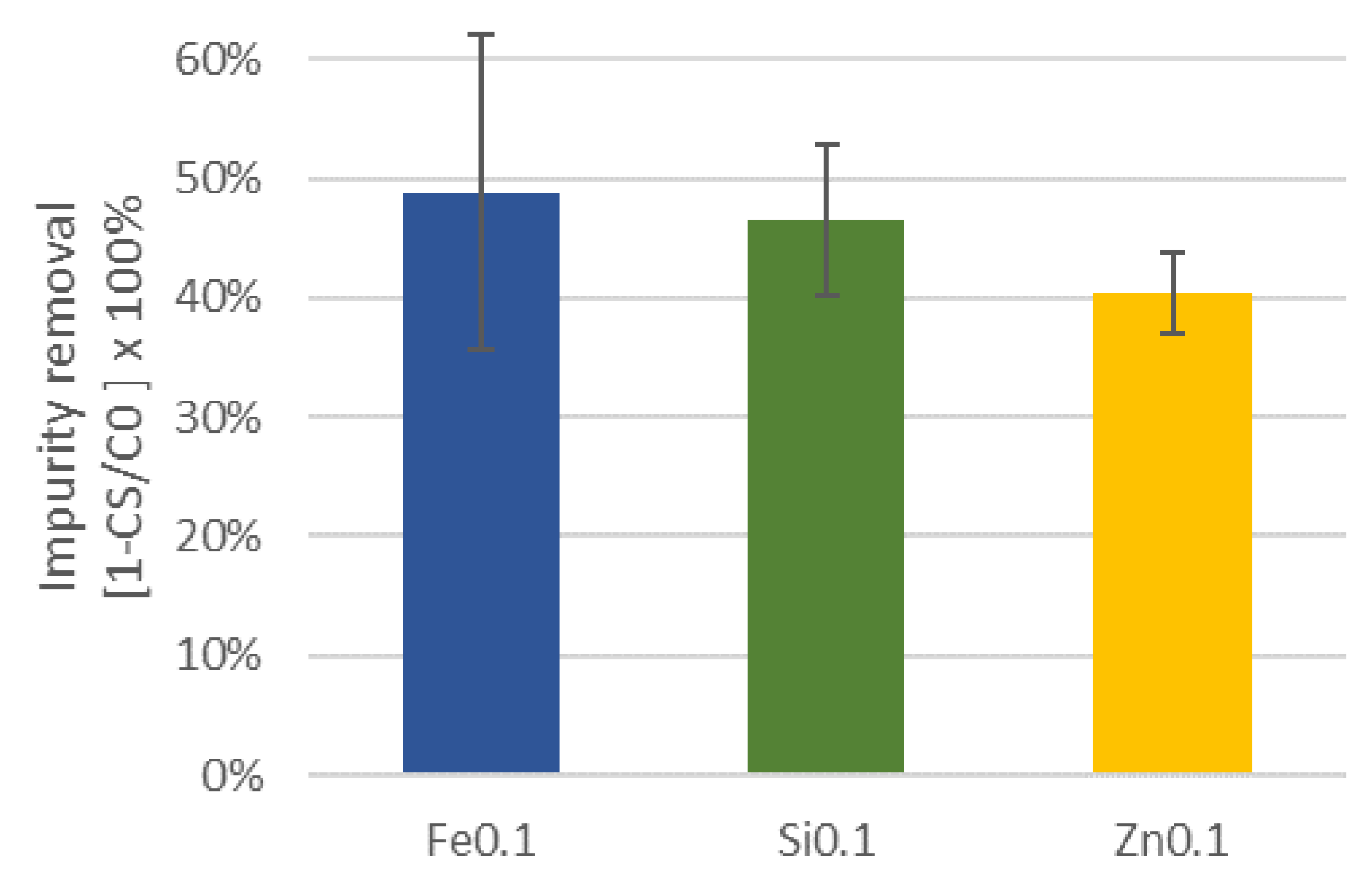
3.1.1. Influence of Impurity Type and Concentration on the Purification Ratio
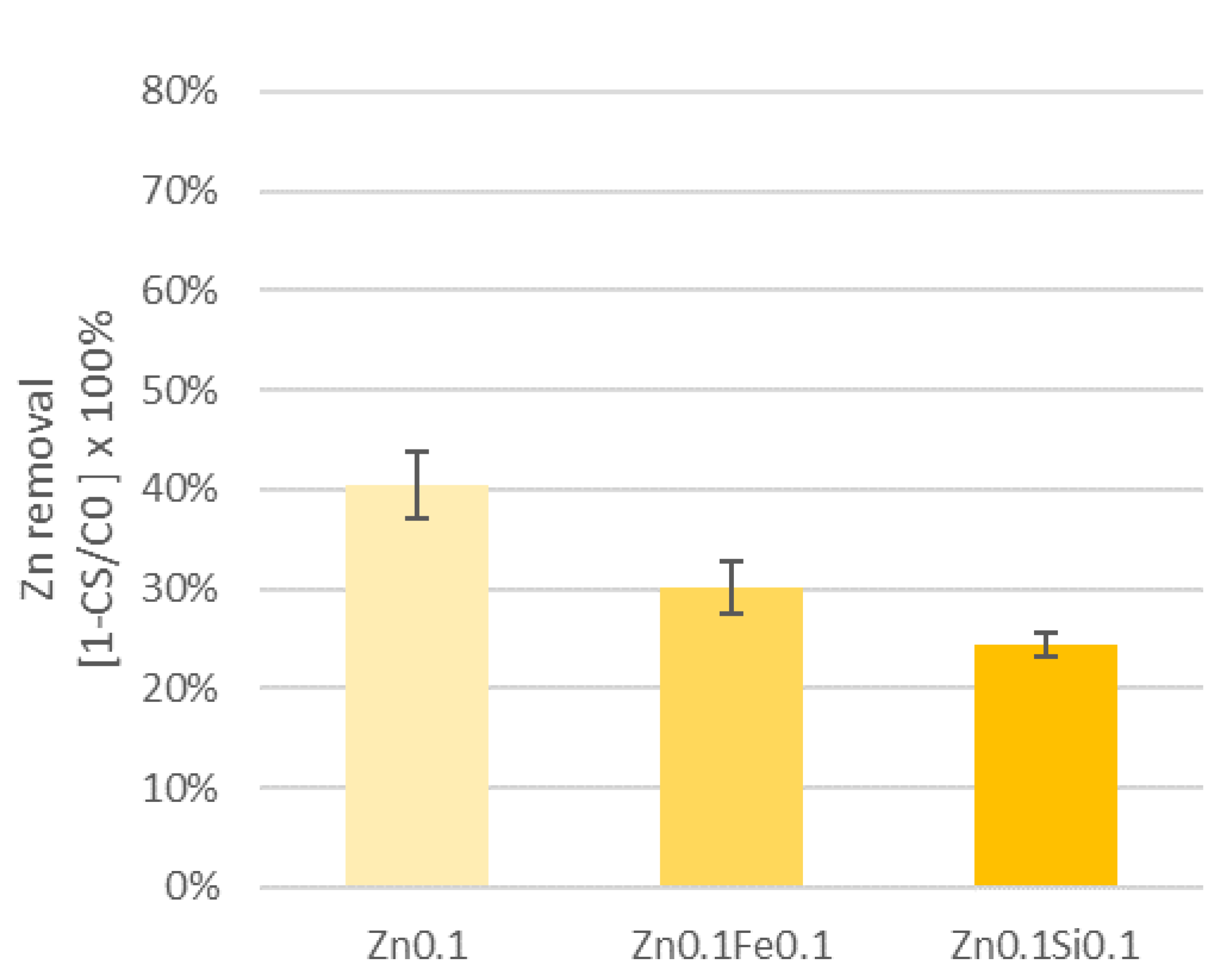
3.1.2. Effect of Accompanying Impurities on the Purification Ratio
Experimental Results
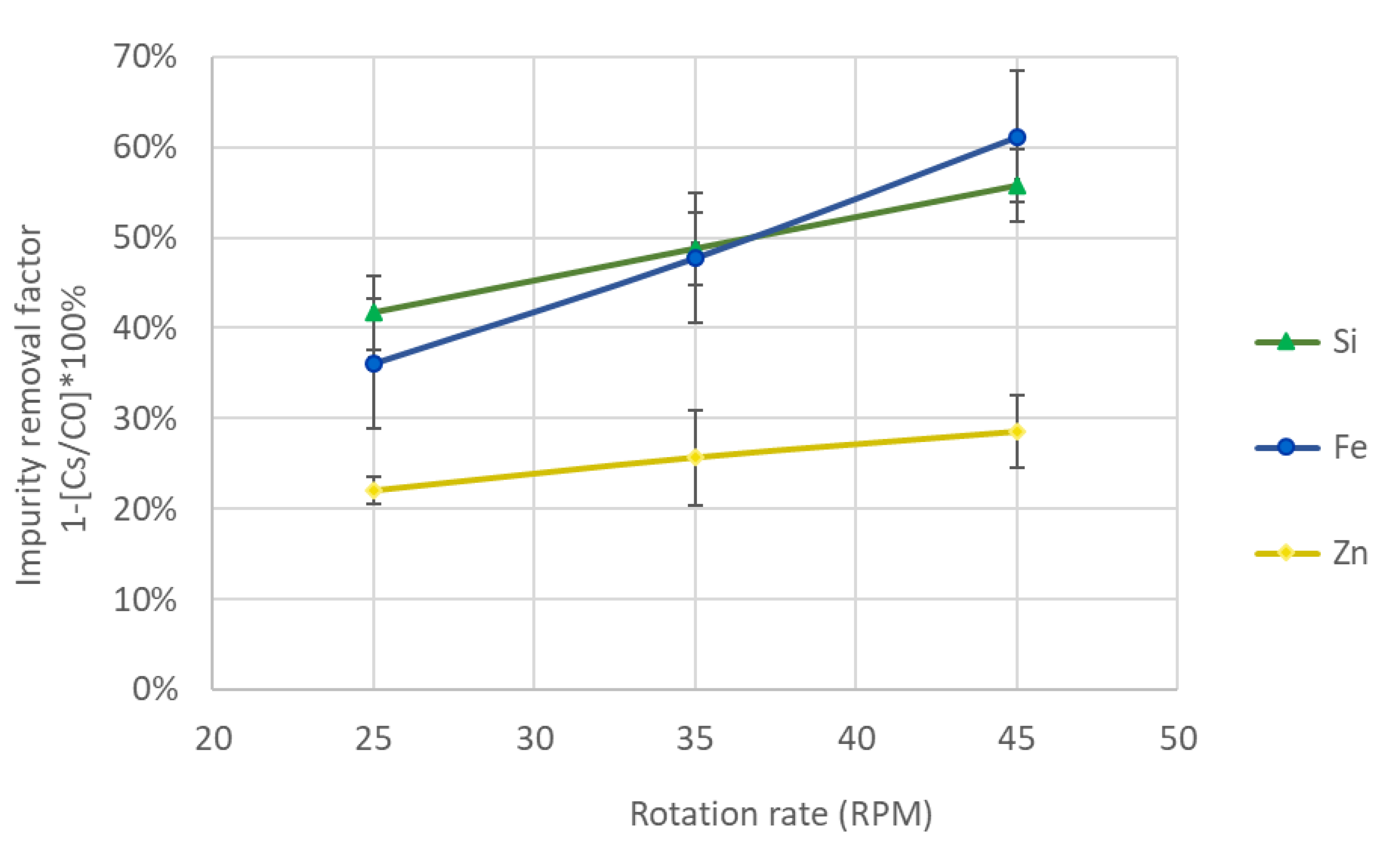
3.1.3. Influence of Rotation Rate on the Purification Ratio
3.2. Vacuum Distillation
3.2.1. 1st Distillation Stage
3.2.2. 2nd Distillation Stage
4. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Kékesi, T. International Motivation and Cooperation for Research in the Ultra-High Purification of Metals. Eur. Integr. Stud. 2002, 2, 109–126. [Google Scholar]
- Hoshikawa, H.; Megumi, T.; Tabuchi, H.; Sasaki, K.; Tomaru, T.; Shintomi, T. Magnetoresistance of 5N, 6N, and 6N8 high purity aluminum. Proc. AIP Conf. Proc. 2012, 1435, 140–147. [Google Scholar]
- Tanaka, I.; Hoshikawa, H.; Megumi, T. Refining Technology and Low Temperature Properties for High Purity Aluminium; Sumitomo Chemical Co., Ltd.: Tokyo, Japan, 2013; pp. 1–12. [Google Scholar]
- Kieft, R.; Bergstrom, T.; Le Brun, P.; Friedrich, B.; Oygard, A.; Pisch, A.; Rombach, G.; Ryckeboer, M.; De Schutter, W. Aluminum Purification. In Proceedings of the ASEM Workshop on Clean Technologies, Hanoi, Vietnam, 3–6 November 2004; pp. 1–10. [Google Scholar]
- Rodriguez-Rojas, M.J.; Friedrich, S.; Curtolo, D.C.; Friedrich, B. Alternative fractional crystallization-based methods to produce high-purity aluminum. J. Mater. Res. Technol. 2021, 12, 796–806. [Google Scholar]
- Curtolo, D.C.; Friedrich, S.; Bellin, D.; Nayak, G.S.; Friedrich, B.J.M. Definition of a first process window for purification of aluminum via “Cooled Finger” crystallization technique. Metals 2017, 7, 341. [Google Scholar] [CrossRef]
- Mohamed, S.R.; Friedrich, S.; Friedrich, B. Investigation of Process Parameters in a Vacuum Distillation Setup to produce High Purity Magne-sium. In Proceedings of the EMC, Düsseldorf, Germany, 23–26 June 2019; p. 1. [Google Scholar]
- Zavartsev, Y.D.; Zagumennyi, A.; Koutovoi, S. Effective segregation coefficient in cluster crystallization model. J. Cryst. Growth 2007, 303, 110–113. [Google Scholar] [CrossRef]
- Fredriksson, H.; Akerlind, U. Solidification and Crystallization Processing in Metals and Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 71–77. [Google Scholar]
- Hashimoto, E.; Ueda, Y.; Kino, T. Purification of ultra-high purity aluminum. Le J. de Phys. IV 1995, 5, C7–C153. [Google Scholar] [CrossRef]
- Widiatmo, J.V.; Harada, K.; Yamazawa, K.; Arai, M.J.M. Estimation of impurity effect in aluminium fixed-point cells based on thermal analysis. Metrologia 2006, 43, 561. [Google Scholar] [CrossRef]
- Hannibal, W.; Ibe, G.; Kurre, K.; Peychal-Heiling, H.J. Entwicklung Eines Technischen Verfahrens zur Herstellung von Reinstaluminium für die Kyroelektrotechnik, Speziell für Kyromagnete; Zentralstelle für Luft-u; Raumfahrtdokumentation u.-information: Munich, Germany, 1974. [Google Scholar]
- Pearce, J. Distribution coefficients of impurities in metals. J Int. J. Thermophys. 2014, 35, 628–635. [Google Scholar] [CrossRef]
- Barthel, J.; Buhirg, E.; Al, E. Kristallisation aus Schmelzen; Verlag für Grundstoffindustrie: Leipzig, Germany, 1982; p. 356. [Google Scholar]
- Burton, J.; Prim, R.; Slichter, W. The distribution of solute in crystals grown from the melt. Part I. Theoretical. J. Chem. Phys. 1953, 21, 1987–1991. [Google Scholar] [CrossRef]
- Burton, J.; Prim, R.; Slichter, W. The distribution of solute in crystals grown from the melt. Part II. Experimental. J. Chem. Phys. 1953, 21, 1991–1996. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publication: Bach, Switzerland, 1992; pp. 46–48. [Google Scholar]
- Viardin, A.; Böttger, B.; Apel, M. Phase field assisted analysis of a solidification based metal refinement process. Mater. Theory 2022, 6, 1–22. [Google Scholar] [CrossRef]
- Destillation, G. Laborpraxis Band 3: Trennungsmethoden, Aprentas; Springer International Publishing: Cham, Switzerland, 2017; pp. 97–111. [Google Scholar] [CrossRef]
- Roth, A. Vacuum Technology; Elsevier: Amsterdam, The Netherlands, 2012; pp. 344–348. [Google Scholar]
- Mohamed, S.R.; Friedrich, S.; Friedrich, B. Refining principles and technical methodologies to produce ultra-pure magnesium for high-tech applications. Metals 2019, 9, 85. [Google Scholar] [CrossRef]
- Schulze, M.; Seidel, P. Verdampfungsgleichgewicht und Dampfdruck; Springer: Berlin/Heidelberg, Germany, 2018; pp. 11–13. [Google Scholar]
- Xiong, N.; Curtolo, D.C.; Friedrich, S.; Friedrich, B. High-and ultra-high-purity aluminum, a review on technical production methodologies. Metals 2021, 11, 1407. [Google Scholar]
- Böckh, P.; Wetzel, T. Wärmeübertragung: Grundlagen und Praxis; Springer-Verlag: Berlin/Heidelberg, Germany, 2018; pp. 83–89. [Google Scholar]
- Cordes, H.; Rudolph, B.-E.; Cammenga, H.K. Massen-und Wärmetransport bei der Verdampfung flüssiger Metalle/Mass and Heat Transport in the Evaporation of Liquid Metals. Int. J. Mater. Res. 1971, 62, 326–328. [Google Scholar] [CrossRef]
- Atkins, P.W.; De Paula, J. Physikalische Chemie; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 791–800. [Google Scholar]
- Wei, Q.S.; Yang, B.; Li, Y.F.; Dai, Y.N. Zinc removing from aluminum alloy by vacuum distillation. Proc. Adv. Mater. Res. 2012, 402, 303–306. [Google Scholar] [CrossRef]
- Sigworth, G.K. Refining of Secondary Aluminum: Important Chemical Factors. JOM 2021, 73, 2594–2602. [Google Scholar] [CrossRef]
- Hultgren, R.; Desai, P.; Hawkins, D.; Gleiser, M.; Kelley, K.J. Selected Values of the Thermodynamic Properties of Binary Alloys; ASM: Metals Park, OH, USA, 2007; pp. 51–58. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Distribution Coefficient k | Elements | Distribution Coefficient k |
|---|---|---|---|
| Fe | 0.018–0.053 | Ti | 7–11 |
| Cu | 0.15–0.153 | Si | 0.082–0.12 |
| Ag | 0.2–0.3 | K | 0.56 |
| Au | 0.18 | Zr | 2.3–3 |
| Zn | 0.35–0.47 | Pb | 0.0007–0.093 |
| Ni | 0.004–0.09 | P | <0.01 |
| Mn | 0.55–0.9 | Sc | 0.9 |
| Mg | 0.29–0.5 | Sb | 0.09 |
| Ca | 0.006–0.08 | V | 3.3–4.3 |
| Cr | 1.8 | Na | 0.013 |
| Temperature [°C] | βZinc | βIron | βSilicon |
|---|---|---|---|
| 727 | 2.24 × 107 | n.a | n.a |
| 827 | n.a | 1.08432 × 10−6 | n.a |
| 1600 | n.a | n.a | 1.1268 × 10−3 |
| Number of Trials Performed | System | Al (wt.%) | Targeted Impurity Concentration (wt.%) | ||
|---|---|---|---|---|---|
| Si | Fe | Zn | |||
| 3 | Al-Si | 99.9 | 0.1 | - | - |
| 3 | Al-Fe | 99.9 | - | 0.1 | - |
| 3 | Al-Zn | 99.9 | - | - | 0.1 |
| 3 | Al-Zn | 99.5 | - | - | 0.5 |
| 3 | Al-Zn | 99.95 | - | - | 0.05 |
| 3 | Al-Si-Fe | 99.8 | 0.1 | 0.1 | - |
| 3 | Al-Si-Zn | 99.8 | 0.1 | - | 0.1 |
| 3 | Al-Fe-Zn | 99.8 | - | 0.1 | 0.1 |
| 12 | Al-Fe-Si-Zn | 99.7 | 0.1 | 0.1 | 0.05 |
| Trial | Rotation (RPM) |
|---|---|
| A | 25 |
| B | 35 |
| C | 45 |
| D | 50 |
| Element | Al (wt.%) | Fe (ppm) | Si (ppm) | Zn (ppm) |
|---|---|---|---|---|
| Content | 99.81 | 1434 | 366 | 88 |
| Fe | Si | Zn | ||
|---|---|---|---|---|
| Solid solubility of elements in Aluminum | Al | 0.06% | 1.7% | 82% |
| Solid solubility between elements | Fe | - | 35% | 46% |
| Si | 65% | - | 0% | |
| Zn | 26% | 0% | - |
| Target Element | ||||
|---|---|---|---|---|
| Fe | Si | Zn | ||
| Al | + + + | + + | + | |
| Added element | Fe | + + + | < + | |
| Si | + + + + | << + | ||
| Zn | + + + | + + | ||
| Fe | Si | Zn | |
|---|---|---|---|
| First distillation stage of Al | - | - | + + + + |
| Second distillation stage of Al | + + + + | + + | + + + |
| Total Al | + + + + | + + | + + ++ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gotenbruck, M.; Curtolo, D.C.; Friedrich, S.; Friedrich, B. The Effectiveness of Cooled-Finger and Vacuum Distillation Processes in View of the Removal of Fe, Si and Zn from Aluminium. Metals 2022, 12, 2027. https://doi.org/10.3390/met12122027
Gotenbruck M, Curtolo DC, Friedrich S, Friedrich B. The Effectiveness of Cooled-Finger and Vacuum Distillation Processes in View of the Removal of Fe, Si and Zn from Aluminium. Metals. 2022; 12(12):2027. https://doi.org/10.3390/met12122027
Chicago/Turabian StyleGotenbruck, Michaela, Danilo C. Curtolo, Semiramis Friedrich, and Bernd Friedrich. 2022. "The Effectiveness of Cooled-Finger and Vacuum Distillation Processes in View of the Removal of Fe, Si and Zn from Aluminium" Metals 12, no. 12: 2027. https://doi.org/10.3390/met12122027
APA StyleGotenbruck, M., Curtolo, D. C., Friedrich, S., & Friedrich, B. (2022). The Effectiveness of Cooled-Finger and Vacuum Distillation Processes in View of the Removal of Fe, Si and Zn from Aluminium. Metals, 12(12), 2027. https://doi.org/10.3390/met12122027