
Understanding the Micro-Mechanical Behaviour of Recast Layer Formed during WEDM of Titanium Alloy

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methodology
3. Results and Discussion
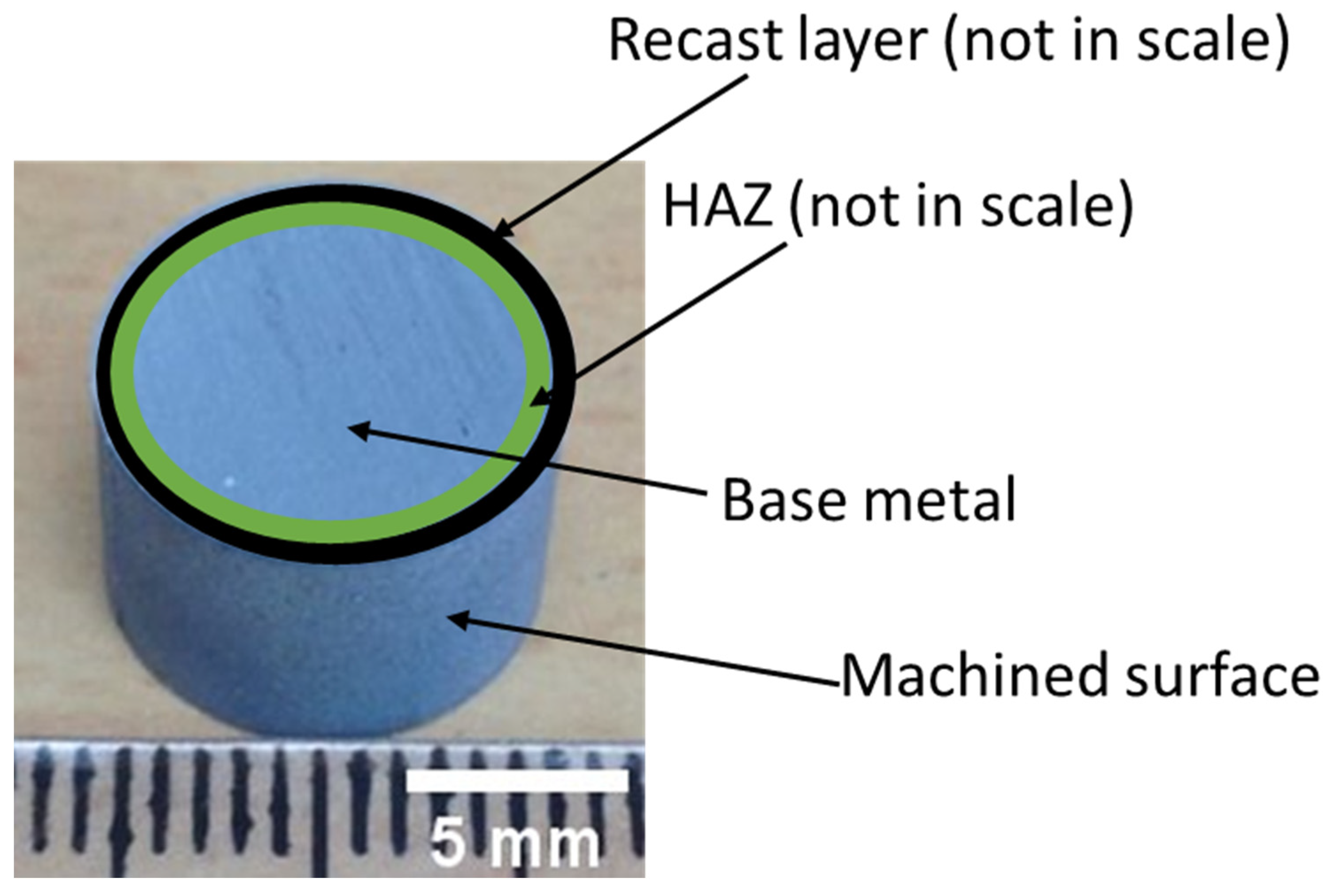
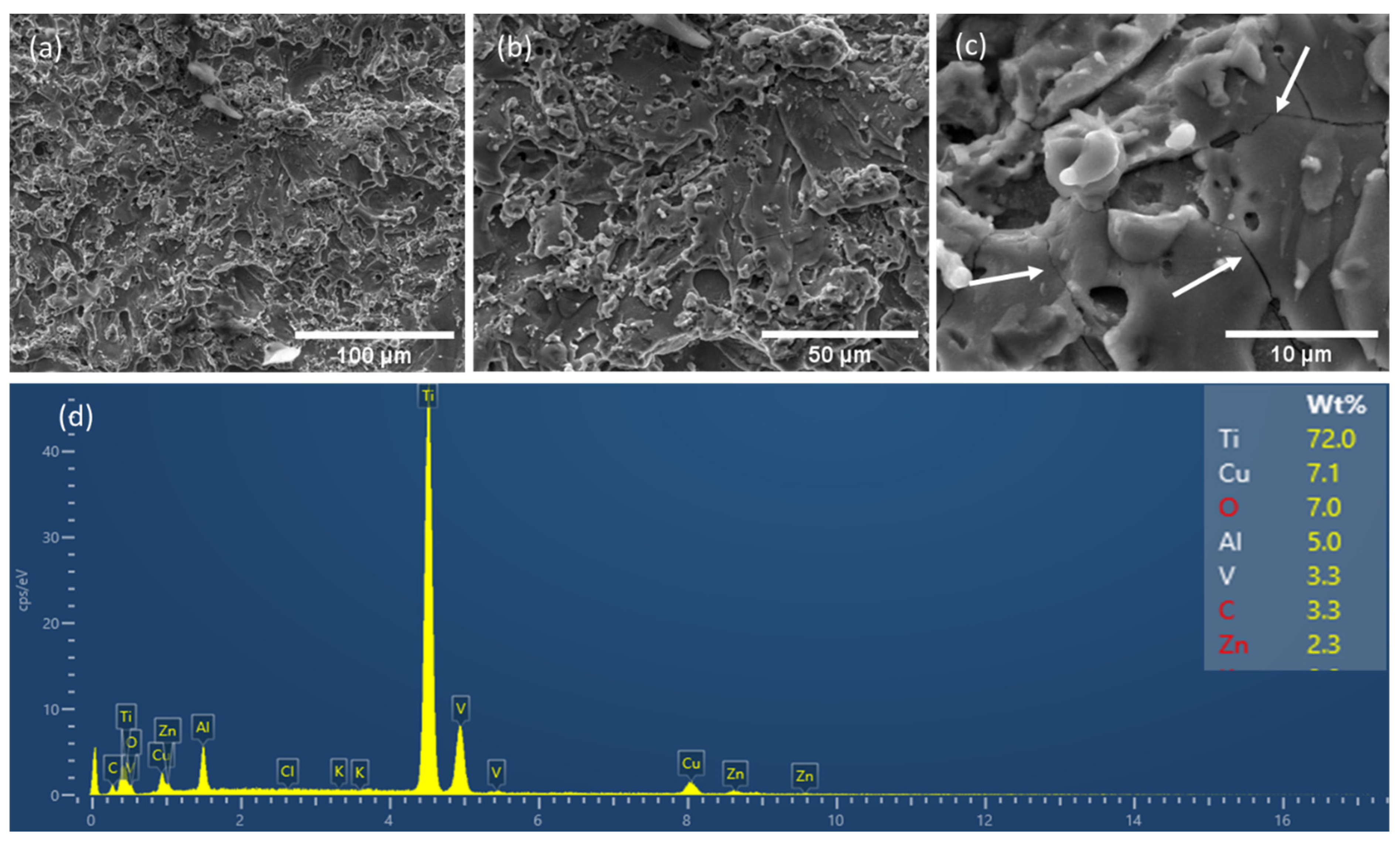
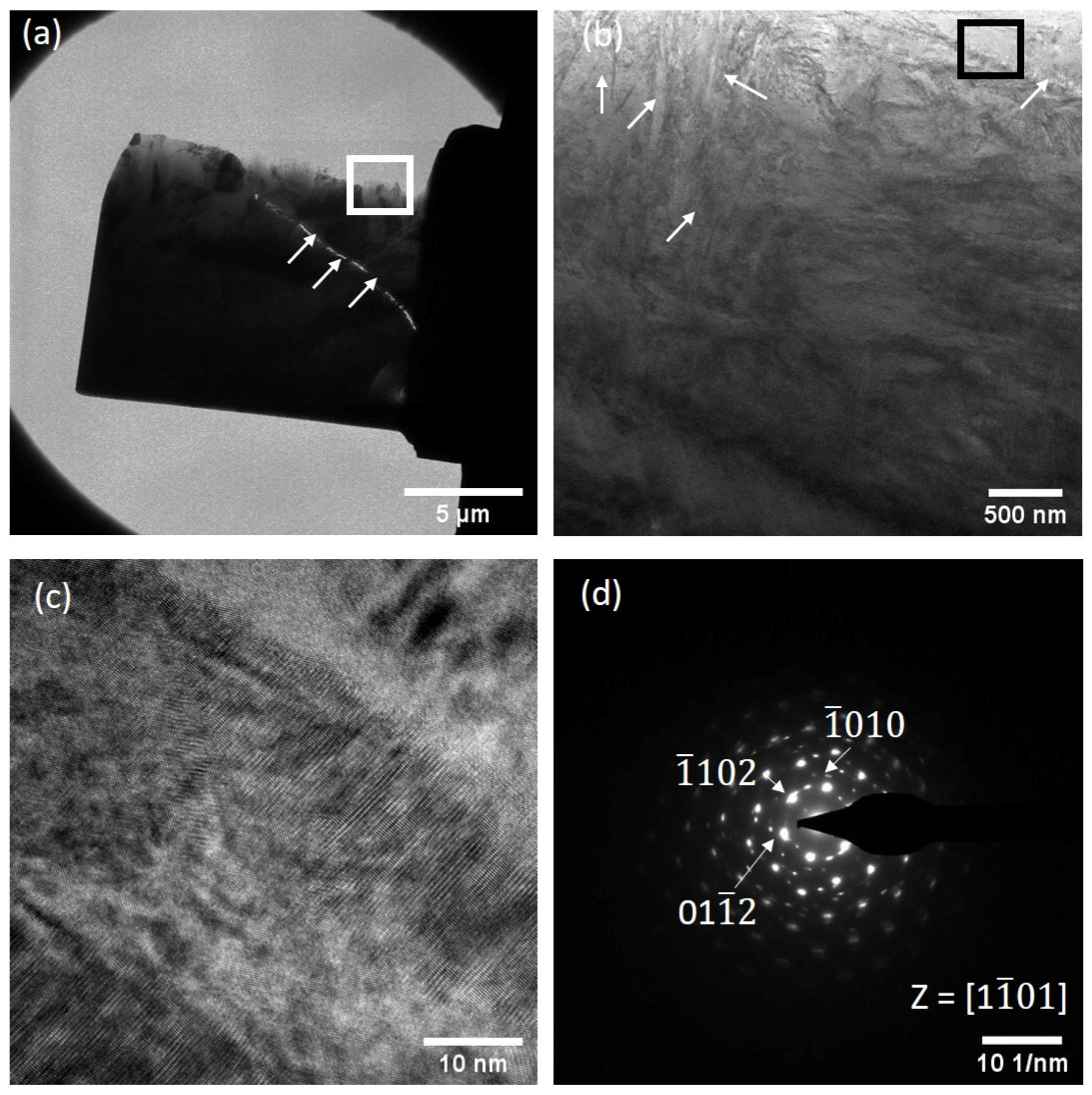
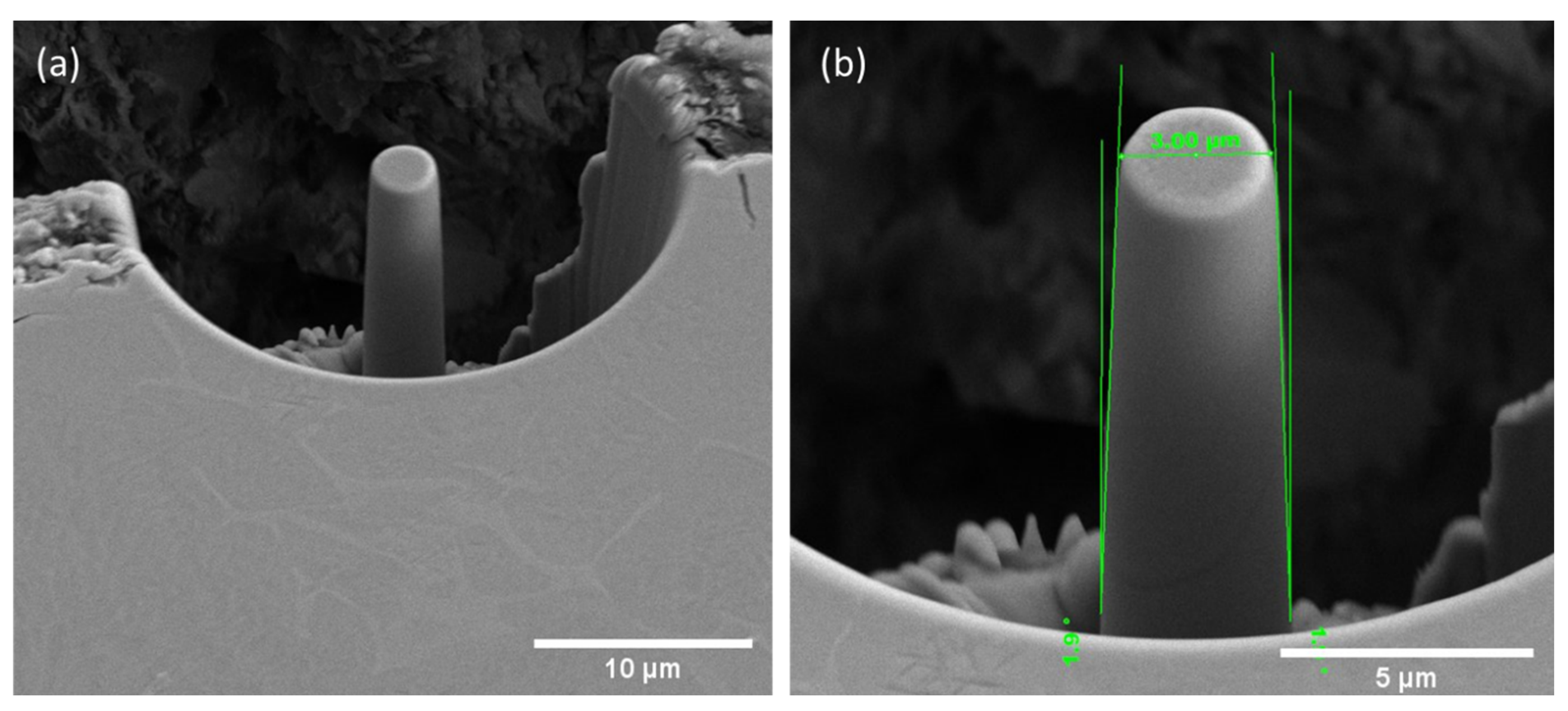
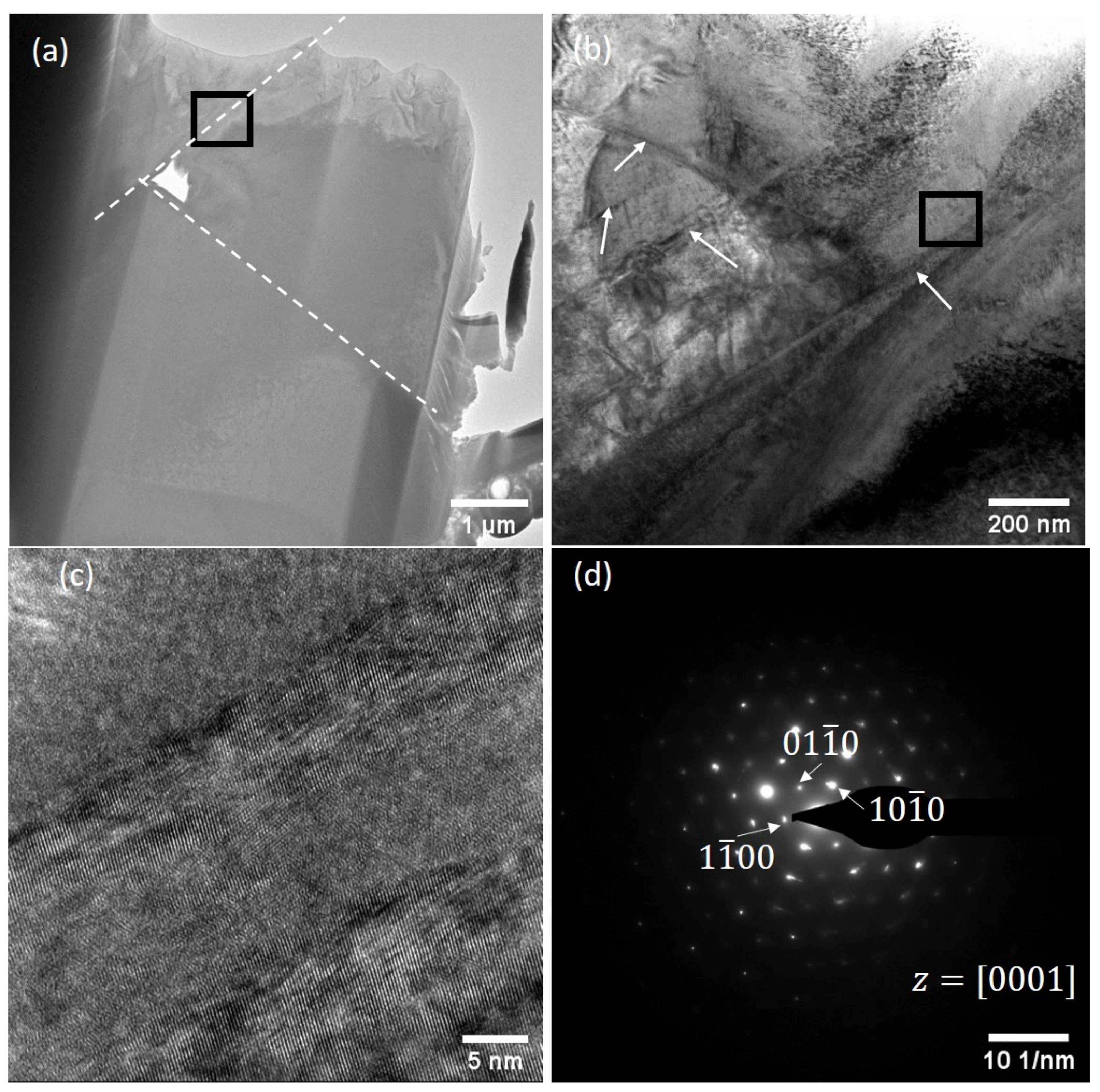
3.1. Materials Characterization and Fabrication of Micro-Pillars
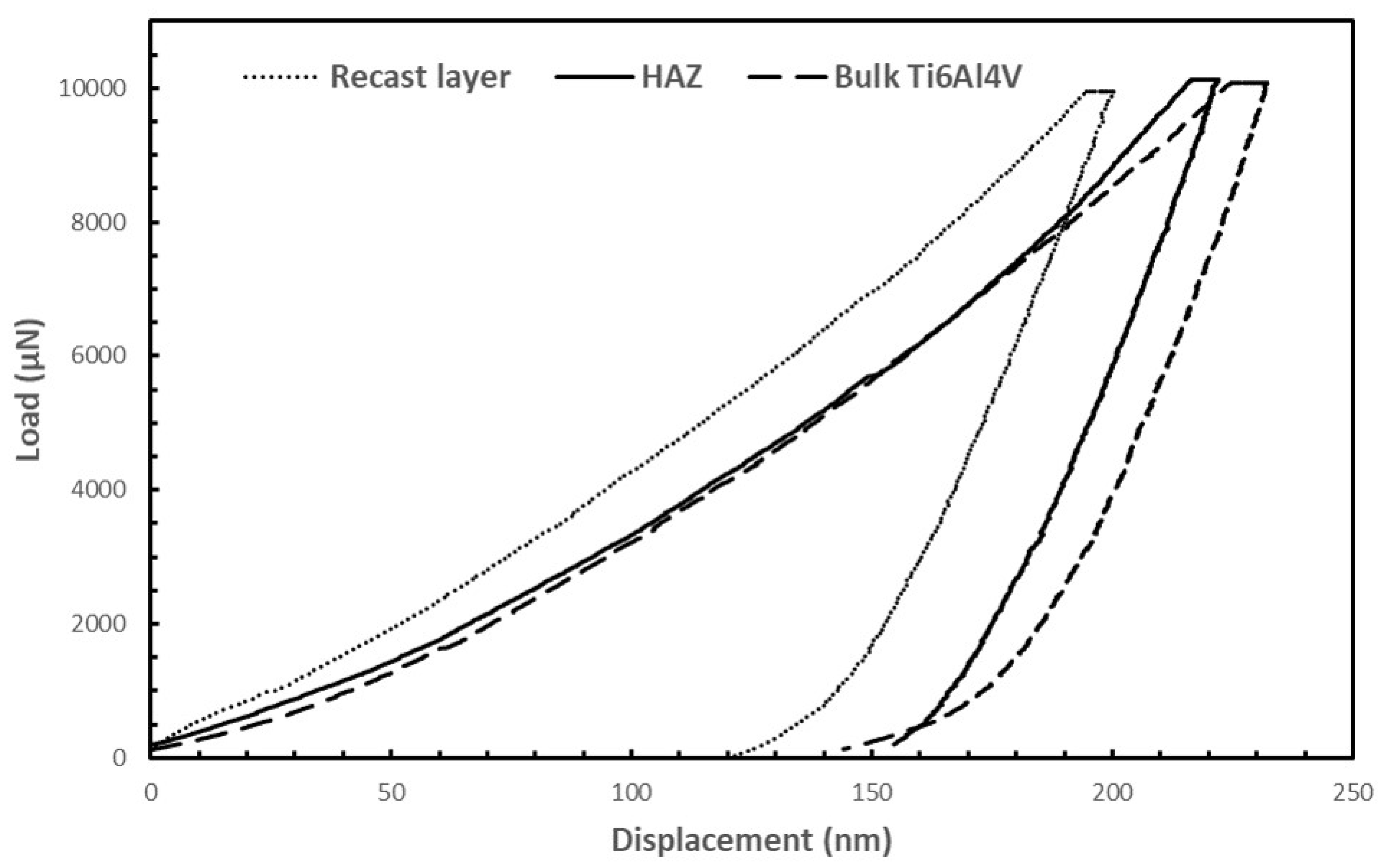
3.2. Nanoindentation
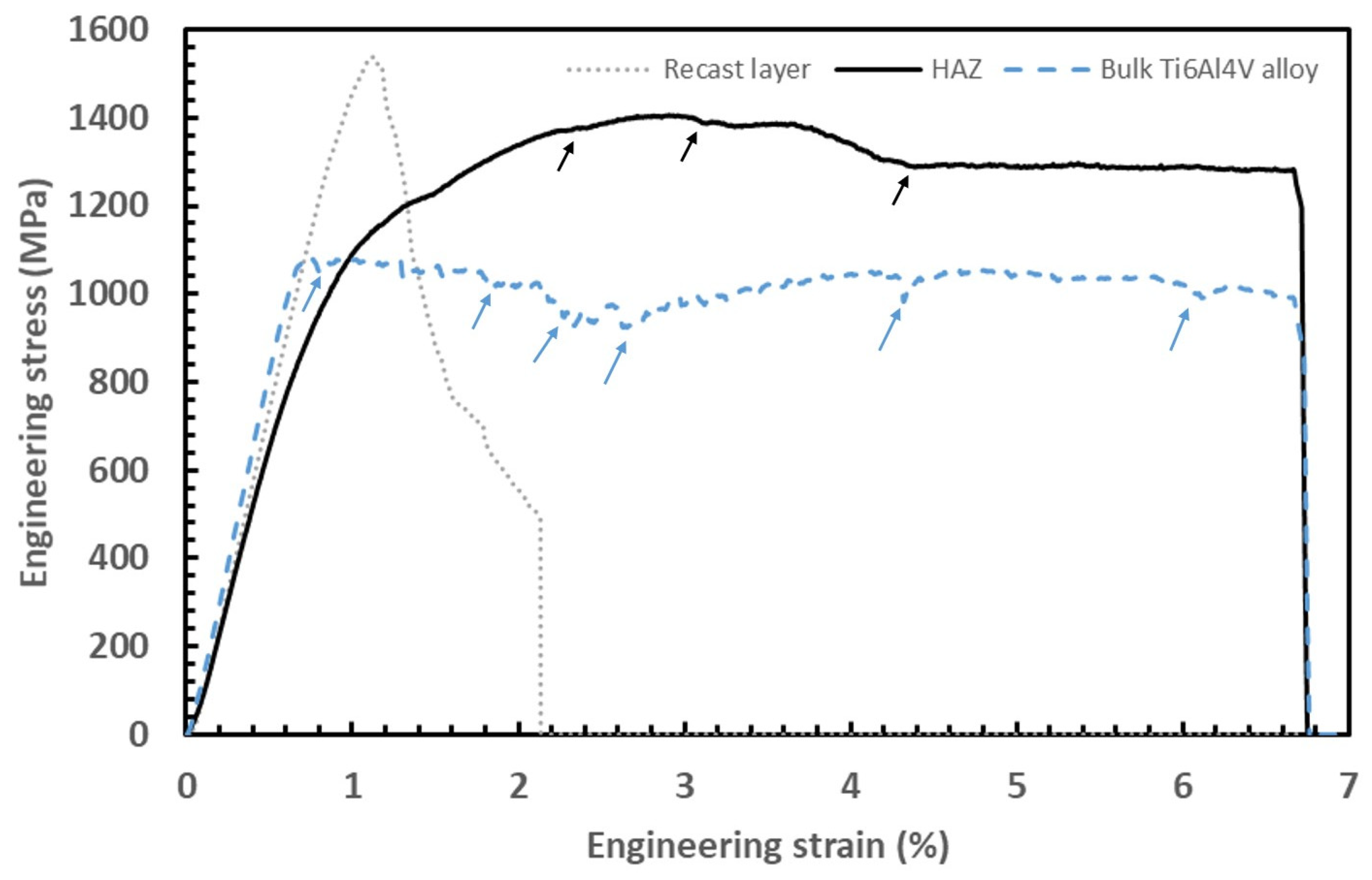
3.3. In Situ Micro-Pillar Compression
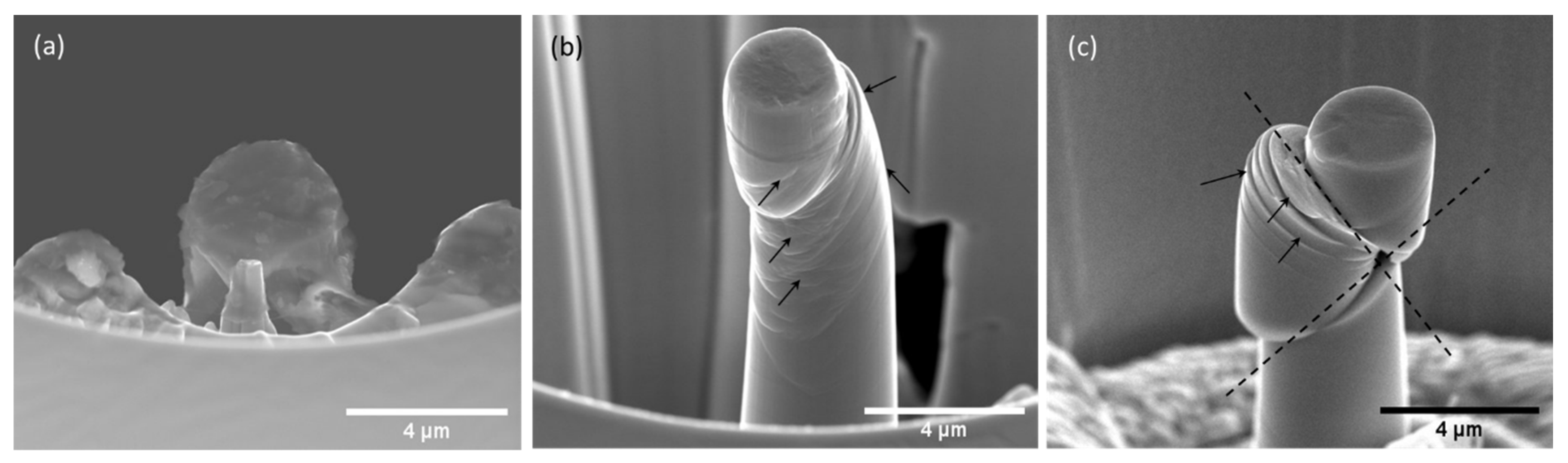
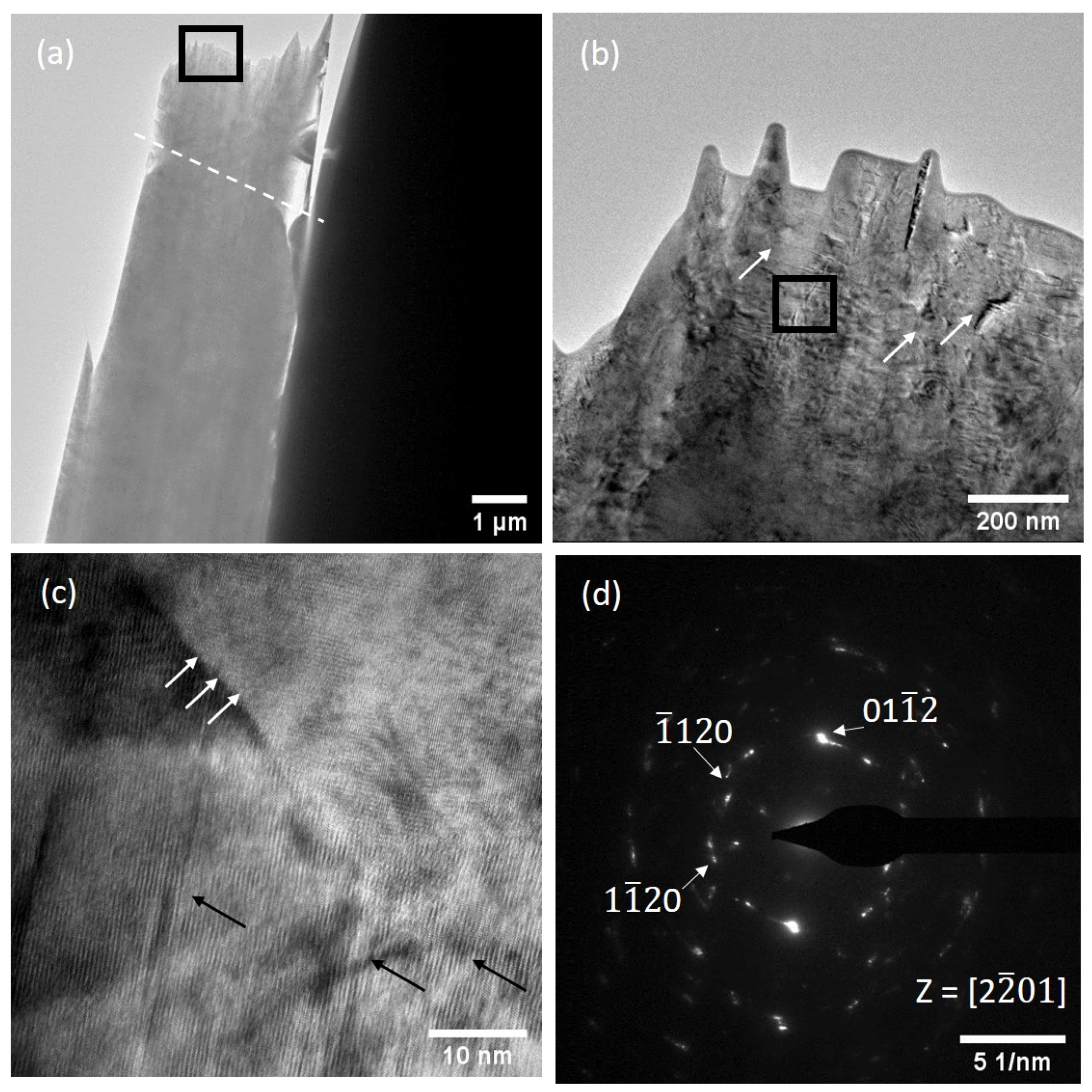
3.4. Analysis of Deformed Micro-Pillars
3.5. Mechanism of Deformation and Strengthening
- (1)
- Recast layer: hard and brittle in nature, and thus cannot accommodate any strain exceeding about 1%.
- (2)
- HAZ: due to its heat-treated nature, most of the dislocations, stacking faults, and defects in general were annihilated. Thus, deformation took place mostly by the formation of slip bands.
- (3)
- Base Ti6Al4V alloy: rearranging of crystal structure and orientation by movement of stacking faults and dislocations. Following this, plastic flow of the material along preferred slip/shear planes by formation of micro-voids.
4. Conclusions
- The recast layer shows martensitic (a mixture of alpha’ and alpha’’ phases)-like microstructure together with the presence of sub-surface cracks, and different carbide and oxide particles.
- The recast layer exhibits higher hardness, elastic modulus, and lower plastic to elastic ratio than that of HAZ and bulk material. This observation was further supported by higher yield stress of the recast layer within limited strain level (within 1%) during micro-pillar compression.
- The substantial strength increase of the HAZ is a collective result of the following effects: annihilation of defects that took place during WEDM processing; strengthening of slip/shear plane due to the absence of any defects that enhance load bearing capacity.
- The base material exhibits the traditional deformation mechanisms of other metallic alloys, namely preliminary absorption of applied load by formation of a slip/shear band followed by extended plastic deformation. Final fracture of the pillars took place along the weakest crystal planes because of maximum shear stress experience.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Roy, A.; Narendranath, S.; Pramanik, A. Effect of peak current and peak voltage on machined surface morphology during WEDM of TiNiCu shape memory alloys. J. Mech. Sci. Technol. 2020, 34, 3957–3961. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S.; Sharma, S.; Narendranath, S. Recast Layer Formation during Wire Electrical Discharge Machining of Titanium (Ti-Al6-V4) Alloy. J. Mater. Eng. Perform. 2021, 30, 8926–8935. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Dixit, A.R.; Chattopadhyaya, S. Processing of duplex stainless steel by WEDM. Mater. Manuf. Process. 2018, 33, 1559–1567. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, A.; Talla, G.; Gangopadhyay, S. Experimental Investigation and Analysis of EDM Characteristics of Inconel 825. Mater. Manuf. Process. 2014, 29, 540–549. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A. Effect of wire electric discharge machining (EDM) parameters on fatigue life of Ti-6Al-4V alloy. Int. J. Fatigue 2019, 128, 105186. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Littlefair, G.; Debnath, S.; Prakash, C.; Singh, M.A.; Singh, R.K. Methods and variables in Electrical discharge machining of titanium alloy—A review. Heliyon 2020, 6, e05554. [Google Scholar] [CrossRef] [PubMed]
- Azam, M.; Jahanzaib, M.; Abbasi, J.A.; Abbas, M.; Wasim, A.; Hussain, S. Parametric analysis of recast layer for-mation in wire-cut EDM of HSLA steel. Int. J. Adv. Manuf. Technol. 2016, 87, 713–722. [Google Scholar] [CrossRef]
- Zhenlong, W.; Xuesong, G.; Guanxin, C.; Yukui, W. Surface Integrity Associated with SiC/Al Particulate Composite by Micro-Wire Electrical Discharge Machining. Mater. Manuf. Process. 2014, 29, 532–539. [Google Scholar] [CrossRef]
- Aspinwall, D.; Soo, S.; Berrisford, A.; Walder, G. Workpiece surface roughness and integrity after WEDM of Ti–6Al–4V and Inconel 718 using minimum damage generator technology. CIRP Ann. 2008, 57, 187–190. [Google Scholar] [CrossRef]
- Newton, T.R.; Melkote, S.N.; Watkins, T.; Trejo, R.M.; Reister, L. Investigation of the effect of process parameters on the formation and characteristics of recast layer in wire-EDM of Inconel 718. Mater. Sci. Eng. A 2009, 513-514, 208–215. [Google Scholar] [CrossRef]
- Mouralova, K.; Kovar, J.; Klakurkova, L.; Blazik, P.; Kalivoda, M.; Kousal, P. Analysis of surface and subsurface layers after WEDM for Ti-6Al-4V with heat treatment. Measurement 2018, 116, 556–564. [Google Scholar] [CrossRef]
- Hasçalık, A.; Çaydaş, U. Electrical discharge machining of titanium alloy (Ti-6Al-4V). Appl. Sur. Sci. 2007, 253, 9007–9016. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Prakash, C.; Kotecha, K. Micro-mechanical characterization of superficial layer synthe-sized by electric discharge machining process. Mater. Lett. 2021, 305, 130769. [Google Scholar] [CrossRef]
- Novich, B.E.; Adams, R.W.; Fennessy, K.P. Metal matrix composites for single chip and multichip microprocessor packaging. In Proceedings of the 1995 International Electronics Packaging Conference, San Diego, CA, USA, 24–27 September 1995. [Google Scholar]
- Risegari, L.; Barucci, M.; Lolli, L.; Ventura, G. Low Temperature Thermal Conductivity of Ti6Al4V Alloy. J. Low Temp. Phys. 2008, 151, 645–649. [Google Scholar] [CrossRef]
- Sweet, J.N.; Roth, E.P.; Moss, M. Thermal conductivity of Inconel 718 and 304 stainless steel. Int. J. Thermophys. 1987, 8, 593–606. [Google Scholar] [CrossRef]
- Xu, B.; Lian, M.-Q.; Chen, S.-G.; Lei, J.-G.; Wu, X.-Y.; Guo, C.; Peng, T.-J.; Yang, J.; Luo, F.; Zhao, H. Combining PMEDM with the tool electrode sloshing to reduce recast layer of titanium alloy generated from EDM. Int. J. Adv. Manuf. Technol. 2021, 117, 1535–1545. [Google Scholar] [CrossRef]
- Holmberg, J.; Wretland, A.; Berglund, J. Grit Blasting for Removal of Recast Layer from EDM Process on Inconel 718 Shaft: An Evaluation of Surface Integrity. J. Mater. Eng. Perform. 2016, 25, 5540–5550. [Google Scholar] [CrossRef] [Green Version]
- Qua, J.; Shih, A.J.; Scattergood, R.O.; Luo, J. Abrasive micro-blasting to improve surface integrity of electrical dis-charge machined WC–Co composite. J. Mater. Process. Technol. 2005, 166, 440–448. [Google Scholar] [CrossRef]
- Wang, C.-C.; Chow, H.-M.; Yang, L.-D.; Luc, C.-T. Recast layer removal after electrical discharge machining via Taguchi analysis: A feasibility study. J. Mater. Process. Technol. 2009, 209, 4134–4140. [Google Scholar] [CrossRef]
- Khangura, S.S.; Sran, L.S.; Srivastava, A.K.; Singh, H. Investigations into the removal of EDM recast layer with magnetic abrasive machining. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2015; ISBN 978-0-7918-5682-6. [Google Scholar]
- Mouralova, K.; Zahradnicek, R.; Benes, L.; Prokes, T.; Hrdy, R.; Fries, J. Study of Micro Structural Material Changes after WEDM Based on TEM Lamella Analysis. Metals 2020, 10, 949. [Google Scholar] [CrossRef]
- Kurdi, A.; Basak, A.K. Deformation of electrodeposited gradient Co/Sn multilayered coatings under micro-pillar com-pression. Eng. Frac. Mech. 2018, 204, 138–146. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Prakash, C. Deformation and strengthening of SiC reinforced Al-MMCs during in-situ micro-pillar compression. Mater. Sci. Eng. A 2019, 763, 138–141. [Google Scholar] [CrossRef]
- Basak, A.K.; Zhang, L. Deformation of Ti-Based Bulk Metallic Glass Under a Cutting Tip. Tribol. Lett. 2018, 66, 27. [Google Scholar] [CrossRef]
- Misra, A.; Hirth, J.P.; Hoagland, R.G. Length-scale-dependent deformation mechanisms in incoherent metallic multi-layered composites. Acta Mater. 2005, 53, 4817–4824. [Google Scholar] [CrossRef]
- Basak, A.; Achanta, S.; Celis, J.-P.; Vardavoulias, M.; Matteazzi, P. Structure and mechanical properties of plasma sprayed nanostructured alumina and FeCuAl–alumina cermet coatings. Surf. Coat. Technol. 2008, 202, 2368–2373. [Google Scholar] [CrossRef]
- Jabbaripour, B.; Sadeghi, M.H.; Faridvand, S.; Shabgard, M.R. Investigating the Effects of Edm Parameters on Surface Integrity, Mrr and Twr in Machining of Ti–6Al–4V. Mach. Sci. Technol. 2012, 16, 419–444. [Google Scholar] [CrossRef]
- Andrade, A.; Morcelli, A.; Lobo, R. Deformation and fracture of an alpha/beta titanium alloy. Rev. Matéria 2010, 15, 364–370. [Google Scholar] [CrossRef] [Green Version]
- Cao, S.; Chu, R.; Zhou, X.; Yang, K.; Jia, Q.; Lim, C.V.S.; Huang, A.; Wu, X. Role of martensite decomposition in tensile properties of selective laser melted Ti-6Al-4V. J. Alloy. Comp. 2018, 744, 357–363. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Process. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Zaefferer, S. A study of active deformation systems in titanium alloys: Dependence on alloy composition and correla-tion with deformation texture. Mater. Sci. Eng. A 2003, 344, 20–30. [Google Scholar] [CrossRef]
- Srivatsan, T.; Al-Hajri, M.; Petraroli, M.; Hotton, B.; Lam, P. Influence of silicon carbide particulate reinforcement on quasi static and cyclic fatigue fracture behaviour of 6061 aluminium alloy composites. Mater. Sci. Eng. A 2002, 325, 202–214. [Google Scholar] [CrossRef]
- Uchic, M.D.; Shade, P.A.; Dimiduk, D.M. Plasticity of Micrometer-Scale Single Crystals in Compression. Annu. Rev. Mater. Sci. 2009, 39, 361–386. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Liu, G.; Lei, S.; Niu, J.; Sun, J. Transition from homogeneous-like to shear-band deformation in nanolayered crystalline Cu/amorphous Cu–Zr micropillars: Intrinsic vs. extrinsic size effect. Acta Mater. 2012, 60, 7183–7196. [Google Scholar] [CrossRef]
- Basak, A.; Diomidis, N.; Celis, J.-P.; Masquelier, C.; Warichet, D. Chemical reactivity of thermo-hardenable steel weld joints investigated by electrochemical impedance spectroscopy. Electrochim. Acta 2008, 53, 7575–7582. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Hardness (H), GPa | Elastic Modulus (Er), GPa | Plastic to Elastic Ratio |
|---|---|---|---|
| Recast layer | 5.05 ± 0.04 | 125.33 ± 3.51 | 1.33 |
| HAZ | 4.39 ± 0.12 | 122.52 ± 2.29 | 2.05 |
| Base Ti6Al4V alloy | 3.89 ± 0.04 | 123.41 ± 2.01 | 2.32 |
| Material | Yield Strength (σy), MPa | Ultimate Tensile Strength (σUTS), MPa |
|---|---|---|
| Recast layer | 1520 ± 243 | 1520 ± 253 |
| HAZ | 1170 ± 154 | 1401 ± 135 |
| Base Ti6Al4V alloy | 1019 ± 126 | 1069 ± 145 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basak, A.; Pramanik, A.; Prakash, C.; Shankar, S.; Debnath, S. Understanding the Micro-Mechanical Behaviour of Recast Layer Formed during WEDM of Titanium Alloy. Metals 2022, 12, 188. https://doi.org/10.3390/met12020188
Basak A, Pramanik A, Prakash C, Shankar S, Debnath S. Understanding the Micro-Mechanical Behaviour of Recast Layer Formed during WEDM of Titanium Alloy. Metals. 2022; 12(2):188. https://doi.org/10.3390/met12020188
Chicago/Turabian StyleBasak, Animesh, Alokesh Pramanik, Chander Prakash, Subramaniam Shankar, and Sujan Debnath. 2022. "Understanding the Micro-Mechanical Behaviour of Recast Layer Formed during WEDM of Titanium Alloy" Metals 12, no. 2: 188. https://doi.org/10.3390/met12020188