
Evolution of Inclusions in Incoloy825 during Electroslag Remelting

Abstract
:1. Introduction
2. Experimental
2.1. Raw Material for ESR Procedure
2.2. ESR Procedure
2.3. Chemical Analysis and Inclusion Characterization
3. Results and Discussion
3.1. Compositional Change of the Ingot
3.2. Characteristics of Inclusions
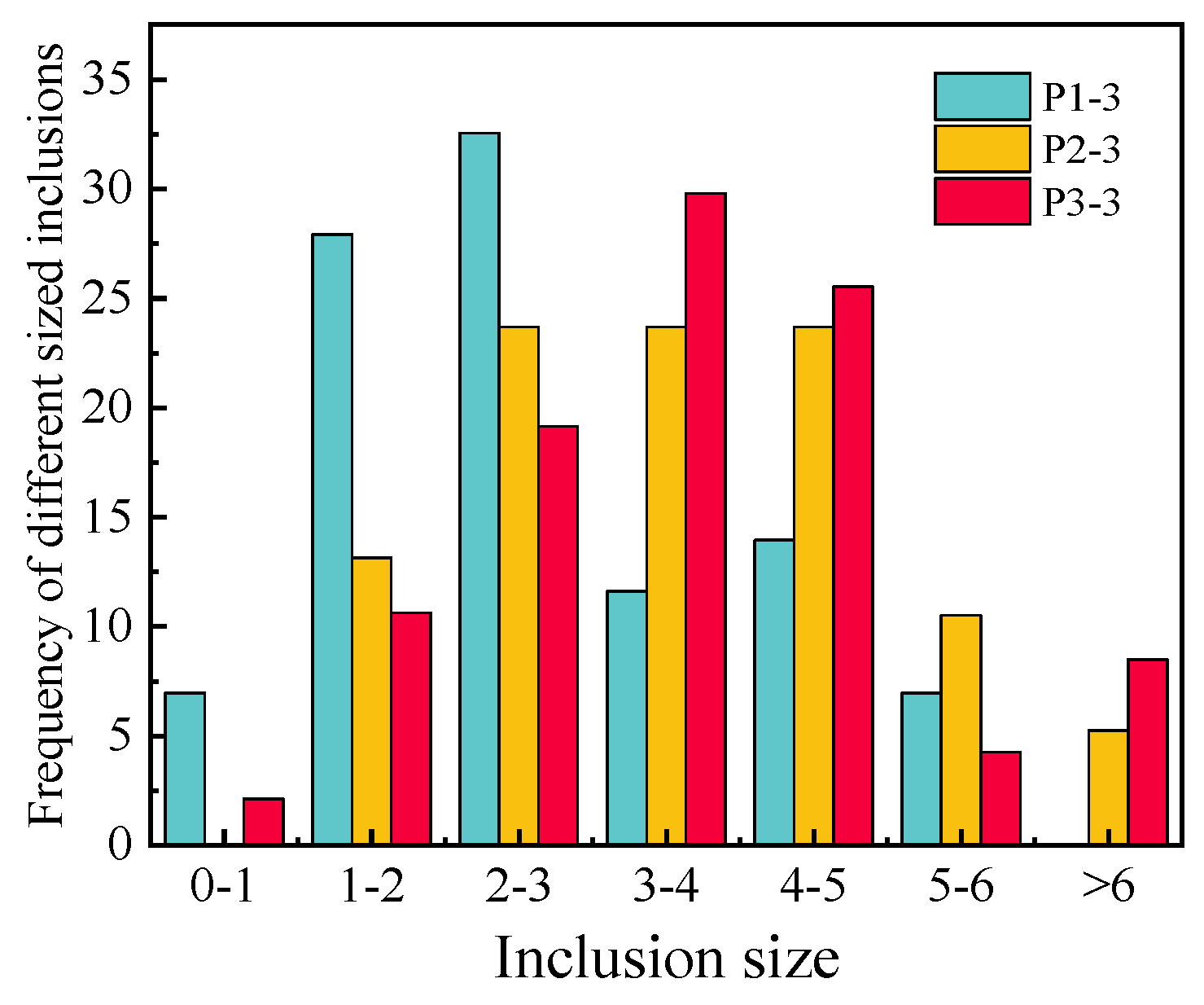
3.2.1. Number and Size Distribution of Inclusions in Electrode and Ingots
3.2.2. Characteristics of Inclusions in Consumable Electrode
3.2.3. Characteristics of Inclusions in Remelted Ingots
3.3. Evolution Mechanism of TiS Inclusions during the ESR Process
3.4. Evolution Mechanism of TiN Inclusions during the ESR Process
3.5. Evolution Mechanism of Oxide Inclusions during the ESR Process
4. Conclusions
- (1).
- The inclusions in the consumable electrode were TiN, TiS and Al2O3 with a surrounding TiN layer, and the sizes were mainly 1 to 3 μm. After the electroslag remelting process, the inclusions were TiN, MgO-Al2O3 and MgO–Al2O3 surrounded by TiN, and the sizes were mainly 1 to 4 μm.
- (2).
- The sizes of the inclusions increased with the TiO2 contents in the slag, but the types of inclusions did not vary with them. When the TiO2 contents were constant, the average size of inclusions increased from 2.5 to 4.4 μm with the increase in the height of the ingots.
- (3).
- The inclusions of MgO-Al2O3 surrounded by a TiN layer and MgO-Al2O3 formed as a result of the inclusions of Al2O3 surrounded by a TiN layer. The MgO and Al2O3 in the slag played an important role in generating spinel.
- (4).
- TiS inclusions in the consumable electrode dissolved during the ESR process. The TiN inclusions could not be removed from the tip of the electrode, but part of the TiN dissociated during the reaction between the liquid metal and slag. Most of the TiN inclusions originated from the consumable electrode.
- (5).
- The electroslag remelting process using a high-temperature Ni-based alloy and low-fluoride slag CaF2-CaO-Al2O3-TiO2-MgO-SiO2-(FeO) was investigated. The results show that controlling the MgO and TiO2 contents could decrease the generation of inclusions to meet the industry’s needs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, Q.T.; Li, J.; Zhang, J.; Shi, C.B.; Li, J.H.; Huang, J. Precipitation Mechanism and Reduction of Amount of Primary Carbides During Electroslag Remelting of 8Cr13MoV Stainless Steel. Metall. Mater. Trans. B 2019, 50, 1365–1377. [Google Scholar] [CrossRef]
- Hou, D.; Wang, D.Y.; Jiang, Z.H.; Qu, T.P.; Wang, H.H.; Dong, J.W. Investigation on Slag-Metal-Inclusion Multiphase Reactions During Electroslag Remelting of Die Steel. Metall. Mater. Trans. B 2021, 52, 478–493. [Google Scholar] [CrossRef]
- Schneider, R.S.E.; Molnar, M.; Kloesch, G.; Schueller, C. Effect of the Al2O3 Content in the Slag on the Chemical Reactions and Nonmetallic Inclusions during Electroslag Remelting. Metall. Mater. Trans. B 2020, 51, 1904–1911. [Google Scholar] [CrossRef]
- Aytekin, H.; Akçin, Y. Characterization of borided Incoloy 825 alloy. Mater. Des. 2013, 50, 515–521. [Google Scholar] [CrossRef]
- Sun, N.; Wen, C.; Liu, Z.L.; Liu, X.Q. Effect of Al, Ti contents on the microstructure and corrosion resistance of as-forged Incoloy 825 alloy. Rare Metal Mater. Eng. 2018, 47, 860–866. [Google Scholar]
- Shi, C.B.; Park, J.H. Evolution of oxide inclusions in Si-Mn-killed steel during protective atmosphere electroslag remelting. Metall. Mater. Trans. B 2019, 50, 1139–1147. [Google Scholar] [CrossRef]
- Wang, H.; Li, J.; Shi, C.B.; Qi, Y.F.; Dai, Y.X. Formation and Evolution of Non-Metallic Inclusions in Calcium Treatment H13 Steel during Electroslag Remelting Process. ISIJ Int. 2019, 59, 828–838. [Google Scholar] [CrossRef] [Green Version]
- Li, M.G.; Matsuura, H.; Tsukihashi, F. Evolution of TiS and TiN in Fe-40 MassPctNi Austenitic Alloy During Heating at 1273 K (1000 C). Metall. Mater. Trans. B 2019, 50B, 2993–3001. [Google Scholar] [CrossRef]
- Siddiqui, M.I.H.S.; Alshehri, H.; Jamel, O.; Masood, A.A.; Dan, D. Computational Fluid Dynamics (CFD) Simulation of Inclusion Motion under Interfacial Tension in a Flash Welding Process. Metals 2021, 11, 1073. [Google Scholar] [CrossRef]
- Sheng, D.Y. Mathematical Modelling of Multiphase Flow and Inclusion Behavior in a Single-Strand Tundish. Metals 2020, 10, 1213. [Google Scholar] [CrossRef]
- Kroll-Rabotin, J.S.; Gisselbrecht, M.; Ott, B.; May, R.; Fröhlich, J.; Bellot, J.P. Multiscale Simulation of Non-Metallic Inclusion Aggregation in a Fully Resolved Bubble Swarm in Liquid Steel. Metals 2020, 10, 517. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, N.; Nabeshima, S.; Kishimoto, Y.; Matsushita, T.; Sridhar, S. Effect of Ti De-oxidation on Solidification and Post-solidification Microstructure in Low Carbon High Manganese Steel. ISIJ Int. 2007, 47, 1255–1264. [Google Scholar] [CrossRef] [Green Version]
- Yin, X.; Sun, Y.H.; Yang, Y.D.; Bai, X.F.; Barati, M.; Mclean, A. Formation of Inclusions in Ti-Stabilized 17Cr Austenitic Stainless Steel. Metall. Mater. Trans. B 2016, 47, 3274–3284. [Google Scholar] [CrossRef]
- Li, J.Y.; Cheng, G.G.; Ruan, Q.; Pan, J.X.; Chen, X.G. Evolution Mechanism of Oxide Inclusions in Titanium-Stabilized AISI 443 Stainless Steel. Metall. Mater. Trans. B. 2018, 49, 2357–2369. [Google Scholar] [CrossRef]
- Shi, C.B.; Zheng, D.L.; Shin, S.H.; Li, J.; Cho, J.W. Effect of TiO2 on the viscosity and structure of low-fluoride slag used for electroslag remelting of Ti-containing steels. Int. J. Miner. Metall. Mater. 2017, 24, 18–24. [Google Scholar] [CrossRef]
- Ju, J.T.; Yang, K.S.; Zhu, Z.H.; Chang, L.Z. Effect of CaF2 and CaO/Al2O3 on viscosity and structure of TiO2-bearing slag for electroslag remelting. J. Iron Steel Res. Int. 2021. [Google Scholar] [CrossRef]
- Ju, J.T.; Zhu, Z.H.; Yang, K.S.; Ji, G.H.; An, J.L.; Shi, C.B. Control of Al and Ti Contents During Electroslag Remelting of High-Temperature Ni-based Alloys. Rare Metal Mater. Eng. 2021, 50, 3550–3561. [Google Scholar]
- Hou, D.; Liu, F.B.; Qu, T.P.; Jiang, Z.H.; Wang, D.Y.; Dong, Y.W. Behavior of Alloying Elements during Drawing-Ingot-Type Electroslag Remelting of Stainless Steel Containing Titanium. ISIJ Int. 2018, 58, 876–885. [Google Scholar] [CrossRef] [Green Version]
- Sebastian, F.M.; Francisco, R.V.; Modesto, C.; Alberto, Q. Thermodynamic study of exchange reactions in the manufacturing of microalloyed steels by the ESR process. Steel Res. Int. 1998, 69, 312–317. [Google Scholar]
- Karasev, A.; Suito, H. Quantitative evaluation of inclusion in deoxidation of Fe-10 mass pct Ni alloy with Si, Ti, Al, Zr, and Ce. Metall. Mater. Trans. B 1999, 30, 249–257. [Google Scholar] [CrossRef]
- The Japan Society for the Promotion of Science. The 19th Committee on Steelmaking: Steelmaking Data Sourcebook; Gordon and Breach Science Publishers: New York, NY, USA, 1988; p. 68. [Google Scholar]
- Park, J.H.; Lee, S.B.; Kim, D.S.; Pak, J.J. Thermodynamics of Titanium Oxide in CaO–SiO2–Al2O3–MgOsatd–CaF2 Slag Equilibrated with Fe–11mass%Cr Melt. ISIJ Int. 2009, 49, 337–342. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.W.; Sutio, H. Magnesium Deoxidation and Nitrogen Distribution in Liquid Nickel Equilibrated with CaO-Al2O3-MgO Slags. ISIJ Int. 1994, 34, 746–754. [Google Scholar] [CrossRef] [Green Version]
- Huang, X. Iron and Steel Metallurgy Principle, 4th ed.; Metallurgical Industry Press Publishers: Beijing, China, 2014. [Google Scholar]
- Pak, J.J.; Kim, D.S. Thermodynamics of titanium, nitrogen and oxygen in Ti added liquid steels. In Proceedings of the Asia Steel International Conference, 9–11 May 2006; The Iron and steel Institute of Japan: Fukuoka, Japan, 2006; pp. 540–545. [Google Scholar]
- Yoshikawa, T.; Morita, K. Influence of alloying elements on the thermodynamic properties of titanium in molten steel. Metall. Mater. Trans. B 2007, 38, 671–680. [Google Scholar] [CrossRef]
- Kim, W.Y.; Jo, J.O.; Chung, T.I.; Kim, D.S.; Pak, J.J. Thermodynamics of Titanium, Nitrogen and TiN Formation in Liquid Iron. ISIJ Inter. 2007, 47, 1082–1089. [Google Scholar] [CrossRef] [Green Version]
- Jin, P.L.; Shang, D.L.; Wang, G.C.; Xiao, Y.Y.; Cao, L. Precipitation of TiS in Al–Ti Simultaneously Deoxidized Steel. Steel Res. Int. 2021, 92, 200614. [Google Scholar] [CrossRef]
- Kim, W.Y.; Lee, C.O.; Yun, C.W.; Pak, J.J. Effect of Chromium on Nitrogen Solubility in Liquid Fe–Cr Alloys Containing 30 mass% Cr. ISIJ Int. 2009, 49, 1668–1672. [Google Scholar] [CrossRef] [Green Version]
- Zheng, D.L.; Li, J.; Shi, C.B.; Zhang, J.; Geng, L.M. Evolution of TiN and Oxide Inclusions in Ti-containing Fe-25Ni-15Cr Alloy during Electroslag Remelting. ISIJ Int. 2020, 60, 1577–1585. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Cheng, G.G.; Li, S.J.; Zhao, M.; Feng, G.P. Generation Mechanism of TiN Inclusion for GCr15SiMn during Electroslag Remelting Process. ISIJ Int. 2015, 55, 1901–1905. [Google Scholar] [CrossRef] [Green Version]
- Turkdogan, E.T. Physical Chemistry of High Temperature Technology; Academic Press: New York, NY, USA, 1980; p. 81. [Google Scholar]
- Hou, D.; Jiang, Z.H.; Dong, Y.W.; Gong, W.; Cao, Y.L.; Cao, H.B. Effect of Slag Composition on the Oxidation Kinetics of Alloying Elements during Electroslag Remelting of Stainless Steel: Part-1 Mass-transfer Model. ISIJ Int. 2017, 57, 1400–1409. [Google Scholar] [CrossRef] [Green Version]
- Hou, D.; Jiang, Z.H.; Dong, Y.W.; Gong, W.; Cao, Y.L.; Cao, H.B. Effect of Slag Composition on the Oxidation Kinetics of Alloying Elements during Electroslag Remelting of Stainless Steel: Part-2 Control of Titanium and Aluminum Content. ISIJ Int. 2017, 57, 1410–1419. [Google Scholar] [CrossRef] [Green Version]
- Webler, B.A.; Pistorius, P.C. A review of steel processing considerations for oxide cleanliness. Metall. Mater. Trans. B 2020, 51B, 2437–2452. [Google Scholar] [CrossRef]
- Pervushin, G.V.; Suito, H. Precipitation Behavior of TiN in Fe–10mass%Ni Alloy during Solidification and Isothermal Holding at 1400 °C. ISIJ Int. 2001, 41, 728–737. [Google Scholar] [CrossRef] [Green Version]
- Park, J.S.; Park, J.H. Effect of Mg–Ti Deoxidation on the Formation Behavior of Equiaxed Crystals During Rapid Solidification of Iron Alloys. Steel Res. Int. 2014, 85, 1303–1309. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | Mo | Ni | Cu | Al | Ti | Fe | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.11 | 0.13 | 0.01 | 0.01 | 20.62 | 3.18 | 38.88 | 1.66 | 0.12 | 1.00 | 33.74 | 0.0026 | 0.0047 |
| Experiments | CaF2 | CaO | Al2O3 | MgO | TiO2 | FeO | SiO2 |
|---|---|---|---|---|---|---|---|
| S1 | 18.60 | 35.59 | 37.24 | 1.51 | 3.47 | 1.15 | 2.44 |
| S2 | 18.15 | 33.51 | 35.85 | 1.61 | 7.24 | 1.16 | 2.48 |
| S3 | 18.09 | 30.95 | 33.53 | 1.67 | 11.84 | 1.27 | 2.65 |
| Sample | Al | Ti | Mg | Si | S | O | N |
|---|---|---|---|---|---|---|---|
| P1-1 | 0.253 | 0.608 | 0.0016 | 0.19 | 0.01 | 0.0064 | 0.0047 |
| P1-2 | 0.272 | 0.533 | 0.0013 | 0.2 | 0.01 | 0.0061 | 0.0047 |
| P1-3 | 0.251 | 0.472 | 0.0015 | 0.22 | 0.01 | 0.0059 | 0.0059 |
| P1-4 | 0.181 | 0.366 | 0.0012 | 0.26 | 0.01 | 0.0053 | 0.0058 |
| P2-1 | 0.205 | 0.62 | 0.0019 | 0.2 | 0.01 | 0.0115 | 0.0059 |
| P2-2 | 0.219 | 0.561 | 0.0014 | 0.21 | 0.01 | 0.0119 | 0.0053 |
| P2-3 | 0.194 | 0.488 | 0.0013 | 0.24 | 0.01 | 0.0114 | 0.0056 |
| P2-4 | 0.147 | 0.384 | 0.0012 | 0.27 | 0.01 | 0.0092 | 0.006 |
| P3-1 | 0.196 | 0.625 | 0.0015 | 0.21 | 0.01 | 0.0116 | 0.0068 |
| P3-2 | 0.202 | 0.606 | 0.0016 | 0.22 | 0.01 | 0.0115 | 0.0065 |
| P3-3 | 0.184 | 0.528 | 0.0014 | 0.25 | 0.01 | 0.0114 | 0.0062 |
| P3-4 | 0.14 | 0.4 | 0.0011 | 0.29 | 0.01 | 0.0112 | 0.0062 |
| C | Ni | Cr | Ti | Al | Si | Mn | Mg | S | O | N | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ti | −0.19 | −0.015 | 0.055 | 0.042 | 0.024 | −0.025 | −0.0043 | −1.27 | −0.27 | −3.4 | −2.06 |
| O | −0.421 | 0.006 | −0.032 | −0.34 | −1.17 | −0.066 | −0.021 | −0.396 | −0.133 | −0.17 | −0.14 |
| Al | 0.091 | −0.0173 | 0.03 | 0.016 | 0.0045 | 0.0056 | 0.035 | −0.3 | 0.03 | −1.98 | −0.058 |
| Mg | 0.15 | −0.012 | 0.05 | −0.51 | −0.12 | −0.096 | - | - | - | −0.602 | - |
| S | 0.11 | - | - | −0.6 | −3.9 | −0.131 | −0.021 | - | −0.133 | −0.27 | 0.01 |
| N | 0.13 | 0.01 | −0.046 | −0.6524 | - | 0.047 | −0.02 | - | - | - | 0 |
| Experiment | S1 | S2 | S3 |
|---|---|---|---|
| TiO2 | 5.63 | 8.04 | 13.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ju, J.; Zhu, Z.; Gu, Y.; Yang, K.; Zhang, Q. Evolution of Inclusions in Incoloy825 during Electroslag Remelting. Metals 2022, 12, 208. https://doi.org/10.3390/met12020208
Ju J, Zhu Z, Gu Y, Yang K, Zhang Q. Evolution of Inclusions in Incoloy825 during Electroslag Remelting. Metals. 2022; 12(2):208. https://doi.org/10.3390/met12020208
Chicago/Turabian StyleJu, Jiantao, Zhihong Zhu, Yue Gu, Kangshuai Yang, and Qiming Zhang. 2022. "Evolution of Inclusions in Incoloy825 during Electroslag Remelting" Metals 12, no. 2: 208. https://doi.org/10.3390/met12020208
APA StyleJu, J., Zhu, Z., Gu, Y., Yang, K., & Zhang, Q. (2022). Evolution of Inclusions in Incoloy825 during Electroslag Remelting. Metals, 12(2), 208. https://doi.org/10.3390/met12020208